

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Ein genaues Verständnis des K-Faktors ist für eine effektive und präzise Bearbeitung beim Biegen von Blechen unerlässlich. Dieser spezifische Wert ist erforderlich, um das Verhalten des Metalls während des Biegens zu bestimmen, beispielsweise die Auswirkungen auf Biegezugabe und Biegeabzug. Für Hersteller ist das Erlernen des K-Faktors mehr als nur ein Werkzeug; es ist ein Mittel zur Verbesserung der Betriebseffizienz, zur Verringerung von Materialverlusten und zur Verbesserung der Qualität. In diesem Arbeitsbuch erklären wir, was der K-Faktor ist, wie er im gesamten Herstellungsprozess verwendet wird, und geben Tipps, die Ihnen helfen, Ihr Handwerk zu verbessern. Dieses Handbuch bereitet Personen aller Erfahrungsstufen, ob Anfänger oder Profi, in der Metallverarbeitungsbranche auf Wissen vor, das es ihnen ermöglicht, ihre Biegetechniken zu verbessern und Arbeitsprozesse zu optimieren.
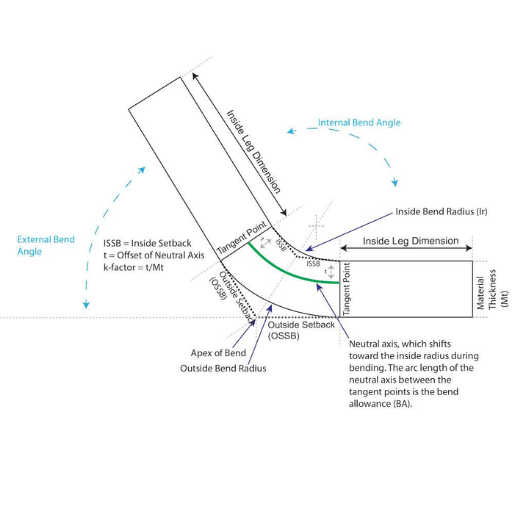
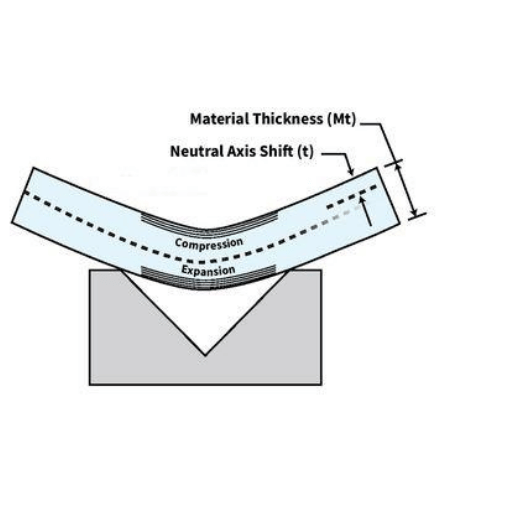
Im K-Faktor von Blechbiegen, eine Konstante, wird die Neutralachsenverschiebung im Material mit der Blechdicke verglichen. Die Neutralachse beim Biegen ist der Bereich des Metalls, der ohne Dehnung oder Kompression gebogen wird. Für spezifische und genaue Ergebnisse bei der Fertigung kann der K-Faktor als äußerst wichtig angesehen werden, wenn eine genaue Berechnung der Biegezugaben erforderlich ist. Sein Wert liegt normalerweise zwischen 0 und 0.5 und wird von den Materialeigenschaften wie Typ, Dicke und Biegeradius beeinflusst. Das Begreifen des K-Faktors ist wichtig, um die Konstanz und Genauigkeit der Biegemaße beizubehalten.
Der K-Faktor bezeichnet die Position der neutralen Achse im Verhältnis zur Dicke des zu biegenden Materials. Er gibt auch an, wie stark das Material beim Biegen gedehnt oder gestaucht wird. Das genaue Verständnis dieses Faktors hilft bei der Berechnung von Biegetoleranzen, was die Fertigungsgenauigkeit und Wiederholbarkeit eines Metalls verbessert. Der Wert des K-Faktors ändert sich je nach Materialeigenschaften, Dicke und Radius der Biegung, weshalb es so wichtig ist, diesen Faktor so genau wie möglich zu messen und umzusetzen.
Der K-Faktor betrifft die Position der neutralen Achse beim Biegevorgang. Die neutrale Achse ist definiert als die Achse des Blechs, bei der beim Biegen keine Zug- oder Druckspannung auftritt. Der K-Faktor ist das Verhältnis des Abstands von der neutralen Achse zur inneren Biegefläche und der Materialdicke. Wenn der Ingenieur den K-Faktor kennt, kann er die Position der neutralen Achse schätzen und die Biegetoleranzen genau anpassen, wodurch die Abmessungen des fertigen Teils mit hoher Genauigkeit kontrolliert werden können.
Die Berücksichtigung des K-Faktors bei der Bestimmung der Biegezugabe ist entscheidend, da er sich direkt auf die Schätzung des gesamten Blechs auswirkt, das zum Erstellen einer Biegung benötigt wird. Die Biegezugabe ist die Bogenlänge der neutralen Achse innerhalb einer Biegung und wird durch den K-Faktor, die Materialstärke, den Biegewinkel und den Radius beeinflusst.
Nehmen wir beispielsweise ein herkömmliches Stahlblech mit einer Dicke von 1.5 mm, einem Biegewinkel von 90° und einem Innenradius von 2 mm. Der K-Faktor ist entscheidend für die Bestimmung der geeigneten Biegezugabe anhand der folgenden Formel:
„Biegezugabe (BA) = (π/180) (Biegewinkel) (Radius + K-Faktor * Dicke)“
Die Genauigkeit dieser Gleichung hängt vom korrekten Wert des K-Faktors ab, der die Faktoren der mechanischen Eigenschaften des Materials und der verwendeten Biegemethode berücksichtigt. Beispielsweise haben duktile Materialien wie Aluminium fast immer einen höheren K-Wert als hochfester Stahl. Für die meisten Materialien liegt der durchschnittliche Bereich des K-Faktors bei etwa 0.5 und 0.3, aber unter einigen extremen Bedingungen kann er außerhalb dieses Bereichs liegen.
Die neuesten Entwicklungen in der CNC-Biegetechnologie unterstreichen die Notwendigkeit, den K-Faktor auf der Grundlage praktischer Tests und Simulationen zu modifizieren. So zeigen beispielsweise experimentelle Ergebnisse bei Edelstahl, dass der beste K-Faktor unter Standardbedingungen 0.4 beträgt, was garantiert, dass die Abweichungen der geschätzten Abmessungen ±0.1 mm nicht überschreiten. Diese Modifikation verbessert die Genauigkeit der Biegetoleranzberechnungen und führt zu wiederholbaren Ergebnissen bei Blechbearbeitungen.
Die Kenntnis und richtige Handhabung des K-Faktors hilft den Herstellern, Materialverluste zu verringern, die Produktivität zu steigern und die vorgegebenen Toleranzen im Endprodukt einzuhalten.

Die K-Faktor-Werte bei Blechbiegeprozessen können durch mehrere Faktoren beeinflusst werden.
Die Kontrolle dieser Faktoren garantiert bessere Biegeergebnisse und macht den Prozess der Blechherstellung wesentlich effizienter.
K-Faktor-Rechner vereinfachen die Berechnungen zum Biegen von Blechen erheblich. Sie sind so programmiert, dass sie für bestimmte Bedingungen ungefähre K-Faktor-Werte zurückgeben, wobei spezifische Parameter wie Materialtyp, Dicke, Biegeradius und Biegewinkel eingegeben werden. Ein guter Rechner garantiert Genauigkeit und Konsistenz bei Biegungen sowie eine erhebliche Abfallreduzierung. Dies ist äußerst hilfreich zur Verbesserung der Fertigungsproduktivität.

Der K-Faktor ist wichtig für die Bestimmung genauer Biegeabzüge, die für die genaue Berechnung des Abwicklungsmusters eines bestimmten Blechteils unerlässlich sind. Biegeabzüge erfolgen, wenn die Gesamtflanschlängen (Innenmaße des Teils) von der Abwicklungsmusterlänge abgezogen werden. Wenn man weiß, wie sich das Material beim Biegen verhält, hilft der K-Faktor bei der Bestimmung des erforderlichen Verformungsgrads, um die Konstruktionsabsicht zu erfüllen.
Beispielsweise liegen die K-Faktoren bei Aluminium, bei dem der Biegeradius gleich der Materialstärke ist, je nach Legierung und Härtegrad normalerweise zwischen 0.33 und 0.5. Bei Stahl hingegen kann der K-Faktor aufgrund der höheren Festigkeit und Verformungsbeständigkeit zwischen 0.4 und 0.5 liegen. Durch Ändern des K-Faktor-Werts werden genaue mathematische Berechnungen für Biegetoleranz und Biegeabzug sichergestellt, wodurch das Ausprobieren vor Ort minimiert wird.
Die genaue Kalibrierung des K-Faktors beeinflusst die Generierung von flachen Mustern im CAD-Computersoftwarepaket. Viele moderne Designanwendungen wie SolidWorks und AutoCAD verwenden den K-Faktor als einen der Parameter für die Generierung von flachen Mustern. Diese Integration optimiert den Materialverbrauch und gewährleistet gleichzeitig eine ordnungsgemäße, nahtlose Montage der Komponenten. Bei komplizierteren Geometrien oder hochpräzisen Anwendungen kann die Verwendung ungeeigneter K-Faktor-Werte zu einer Fehlausrichtung von Teilen, unbeabsichtigter Materialspannung und anderen Problemen führen, deren Behebung teuer und zeitaufwändig ist. Sorgfältig recherchierte und validierte K-Faktor-Werte beschleunigen diesen Prozess und verbessern die Genauigkeit bei der Herstellung.
Um sicherzustellen, dass beim Entwurf eines Blechs Genauigkeit herrscht, ist es wichtig, die Biegezugaben und Materialeigenschaften präzise zu berechnen. Verwenden Sie den K-Faktor und andere wichtige Werte als Konstanten, um die Einheitlichkeit zu verbessern und Fehler zu minimieren. Verwenden Sie CAD-Software, um Komponenten vor der Produktion korrekt zu modellieren und zu prüfen. Überprüfen Sie die Entwürfe regelmäßig; Simulationen und Prototypen sollten überprüft werden, um Fehlausrichtungen und Verformungen von Materialien zu vermeiden. Überprüfen Sie immer die Normen und Vorschriften für bewährte Verfahren in der Fertigung.
Materialeffizienz bleibt einer der wichtigsten Aspekte der modernen Produktion, da sie sich auf Produktionskosten und ökologische Aspekte auswirkt. Untersuchungen legen nahe, dass ausgefeilte CAD-Programme und Produktionsmethoden den Materialverbrauch um bis zu dreißig Prozent senken können. Automatisierte Nesting-Tools beispielsweise optimieren das Schneiden von Rohmaterialplatten in Teile, indem sie die bestmögliche Anordnung berechnen, um Verschnitt zu vermeiden. Darüber hinaus ermöglichen additive Fertigung und andere Formen des generativen Designs Ingenieuren, Strukturen zu bauen, die nicht nur leicht sind, sondern auch so wenig Material wie möglich verbrauchen, wodurch der Abfall noch weiter reduziert wird.
Einige Unternehmen, die generatives Design in Kombination mit Materialoptimierung durch künstliche Intelligenz praktizieren, berichten beispielsweise von Einsparungen bei den Materialkosten von bis zu zwanzig Prozent. Darüber hinaus garantieren geschlossene Fertigungs- und Recyclingprogramme, dass kein Material verschwendet wird, was der Ideologie der Kreislaufwirtschaft entspricht. Unternehmen, die diese Methoden anwenden, können Geld sparen und gleichzeitig ihre Umweltbelastung minimieren, was für eine nachhaltige Entwicklung unerlässlich ist.
Der K-Faktor ist ein entscheidender Wert bei der Blechkonstruktion, da er sich auf die Position der neutralen Achse des zu biegenden Blechs in Bezug auf die Blechdicke bezieht. Er ist entscheidend für die genaue Berechnung der Biegezugaben sowie für die Genauigkeit bei der Herstellung. Nachfolgend finden Sie einige typische K-Faktor-Werte für gängige Materialien, die von Materialtyp, Dicke und Biegeprozessen beeinflusst werden.
Es ist wichtig zu erwähnen, dass bestimmte Faktoren, einschließlich der Art der Biegung (Luftbiegen, Bodenbiegen oder Prägen), der Werkzeuge und des Biegeradius, diese Werte beeinflussen können. Bei anspruchsvollen Aufgaben greifen Unternehmen normalerweise auf empirische Versuche oder ausgefeilte Simulationssoftware zurück, um den genauesten K-Faktor für ihre Betriebsbedingungen zu ermitteln.
Der K-Faktor wird durch die Materialeigenschaften beeinflusst, da sich der K-Faktor mit dem Verhalten des Materials beim Biegen ändert. Einige klare Beispiele sind:
Dieses Verständnis ermöglicht es den Herstellern, den K-Faktor und seinen gewünschten Wert für optimale Biegeberechnungen mit relativ hoher Genauigkeit abzuschätzen.

Um den K-Faktor in SolidWorks in Blechbearbeitungswerkzeuge zu integrieren, gehen Sie wie folgt vor:
Greifen Sie auf die Blecheinstellungen zu:
Öffnen Sie die Teiledatei in SolidWorks. Stellen Sie sicher, dass die Blechfunktion aktiviert ist.
Gehen Sie im Befehlsmanager auf die Registerkarte „Blech“ oder verwenden Sie die Funktion „Einfügen“.
Stellen Sie den K-Faktor ein:
Öffnen Sie das Dialogfeld „Blechparameter“, während Sie das Teil erstellen oder das vorhandene Blechelement bearbeiten.
Identifizieren Sie den Teil, der über die erforderliche Biegung oder den K-Faktor verfügt.
Geben Sie den erforderlichen K-Faktor ein, der den Materialeigenschaften und Konstruktionsanforderungen entspricht.
Auf Biegungen anwenden:
K-Faktoren müssen bei den verschiedenen Biegungen im Modell konsistent sein. SolidWorks verwendet diesen Wert, um die Abmessungen des Abwicklungsmusters anzupassen.
Erstellen Sie ein Abwicklungsmuster:
Verwenden Sie das Abflachungswerkzeug, um eine Vorschau des Abwicklungsmusters mit K-Faktor-Änderungen anzuzeigen.
Mit den in SolidWorks bereitgestellten korrekten K-Faktor-Informationen werden Blechmerkmalen automatisch vorbestimmte Werte für Biegetoleranzen zugewiesen, sodass das Abwicklungsmuster für das Teil genau den Produktionsanforderungen entspricht. Als bewährte Methode überprüfen Sie Ihre Daten anhand von Materialinformationen und Biegeregeln, um Lücken zu minimieren.
Wenn ich den K-Faktor in CAD-Systeme einbinde, achte ich darauf, dass die Materialangaben und die entsprechenden Dicken vor der Zuweisung eines Wertes überprüft werden. Ich bestätige den K-Faktor immer anhand empirischer Testdaten, um Abweichungen bei den Größen der flachen Muster zu reduzieren. Darüber hinaus validiere ich die generierten flachen Muster anhand der Fertigungstoleranzen, damit sie in den Produktionsprozessen verwendet werden können. Diese Überprüfung verbessert die Genauigkeit und Effizienz im gesamten CAD-Design- und Fertigungsablauf.
Der Y-Faktor gleicht die physikalischen Effekte aus, die bei Biegevorgängen in einem Material auftreten, und wird speziell im Zusammenhang mit dem Biegen von Blechen verwendet. Er unterscheidet sich deutlich vom K-Faktor, der ausschließlich von der Position der neutralen Achse des Materials im Werkstück abhängt. Er ist vorherrschend in empirischen Tests und wird häufig in CAD-Paketen für die automatisierte Konstruktion von Flachmustern verwendet. Diese Anpassung erhöht die Genauigkeit bei der Herstellung, indem modelliert wird, wie sich das Material unter bestimmten Bedingungen dehnt oder schrumpft.
Die Auswahl der K- und Y-Faktoren für das Biegen von Blechen ist häufig eine Frage der erforderlichen Genauigkeit und der Phase im Konstruktions- und Herstellungsprozess. Der K-Faktor, der die Lage der neutralen Achse als Verhältnis der Materialdicke angibt, wird für allgemeine Berechnungen empfohlen, bei denen das Verhalten des Materials unter Spannung gleichmäßig und konstant ist. Daher eignet er sich für die Standardisierung in den frühen Konstruktionsphasen oder wenn ein Material mit genau definierten Eigenschaften verwendet wird.
Die Anwendung des Y-Faktors ist jedoch vorzuziehen, wenn eine höhere Präzision erforderlich ist, insbesondere bei komplizierterer Biegegeometrie oder weniger konventionellen Materialien. Y berücksichtigt sowohl das elastische als auch das Druckverhalten des Materials und ist daher von Natur aus flexibler. Zum Biegen von Materialien mit höherer Zugfestigkeit wie rostfreiem Stahl und Aluminiumlegierungen ist es beispielsweise vorteilhafter, die Biegezugabe Y einzubeziehen, die die spezifische Materialdehnung berücksichtigt. Es wurde nachgewiesen, dass Y erforderlich ist, um bei vielen hochpräzisen Herstellungsprozessen, wie beispielsweise in der Luft- und Raumfahrt oder bei der Herstellung von Automobilkomponenten, die geringste Abweichung vom Zielwert zu erreichen, wo die Maßtoleranz sehr eng ist, was zu Funktionsausfällen oder Montageschwierigkeiten führt, wenn die Größen und Formen ungenau sind.
Berücksichtigen Sie bei der Entscheidung, welcher Faktor verwendet werden soll, die erforderliche Genauigkeit. Der K-Faktor eignet sich für einfache Designs, während der Y-Faktor besser für hochdetaillierte Modellierung und Produktion geeignet ist, bei der komplexe Materialeigenschaften eine Rolle spielen. Diese beiden Faktoren sind voneinander abhängig und können in CAD-Programme integriert werden, um die Schätzgenauigkeit an verschiedenen Punkten im Produktlebenszyklus zu verbessern.
Der K-Faktor ist ein kritischer Parameter beim Einstellen der Abkantpresse für Biegeprozesse. Wenn Hersteller wissen, wie sich die neutrale Achse und die Materialdehnung beim Biegen ändern, können sie Fehler genau reduzieren und präzise Ergebnisse erzielen. Untersuchungen zeigen, dass die Verwendung eines genauen K-Faktors die Biegegenauigkeit in schwierigen Fällen wie dem Biegen von HSLA-Stahl (hochfester niedriglegierter Stahl) oder Aluminium um 5 % bis 20 % verbessert.
Um eine Abkantpresse einzustellen, muss der Benutzer Materialdicke, Zugfestigkeit und Materialtyp eingeben. Bei dünneren Materialien ist die Biegetoleranz normalerweise größer, was bedeutet, dass der K-Faktor um Werte von 0.3 bis 0.5 nach oben angepasst werden muss. Dickere Materialien oder solche mit größeren inneren Zugfestigkeitseigenschaften erfordern dagegen eine K-Faktor-Anpassung näher an 0.2. Bei vielen modernen CNC-Abkantpressen sind diese Werte in die Programmierung integriert, was die Maschinen benutzerfreundlicher macht und gleichzeitig das Rätselraten in der Werkstatt reduziert.
Darüber hinaus verringert die Standardisierung von Biegeradien und Rüstzeiten für Werkzeuge die Komplexität der K-Faktor-Anwendung. Auf die Blechdicke eingestellte V-Matrizenwerkzeuge liefern optimale Ergebnisse, da falsche Werkzeuge dazu führen können, dass die Biegewinkel so weit auseinander liegen, dass geometrische Toleranzen nicht mehr eingehalten werden können. Darüber hinaus kann moderne Simulationssoftware dabei helfen, Abweichungen vom erwarteten Ergebnis bereits vor der Herstellung der Teile zu ermitteln, wodurch Material und Ausfallzeiten gespart werden.
Bei Massenproduktionen oder Projekten mit sehr engen Toleranzen garantiert die Kombination empirischer K-Faktor-Informationen mit fortschrittlicher Abkantpressentechnologie Qualität. Die Umsetzung solcher Verfahren gewährleistet nicht nur Genauigkeit, sondern steigert auch die Produktionseffizienz, sodass Hersteller die Branchenanforderungen problemlos erfüllen können.
Ungenaue Biegungen können durch Unterschiede bei der Anwendung des K-Faktors oder der Werkzeugkonfiguration entstehen. Bei der Diagnose dieser Probleme ist es wichtig, die Ursachen für die Biegungen zu ermitteln. Änderungen in Materialdicke und -stärke können den K-Faktor beeinflussen und zu merkwürdigen Überraschungen führen. Mithilfe von Materialprüfungen vor dem Schneidprozess kann der Hersteller nachweisen, dass der K-Faktor den Eigenschaften des Materials nahe kommt.
Ein weiteres Problem, das zu großen Abweichungen bei den Schätzverfahren führt, ist ein falsch eingestelltes Werkzeug. Die falsche Einstellung einer Stempelspitze führt dazu, dass der Radius oder die V-Matrizenbreite nicht zur Materialstärke passt, was zu groben Biegungen oder Unebenheiten führt. Untersuchungen legen nahe, dass die V-Matrizenöffnungen typischerweise 6 bis 12 Mal so groß sein sollten wie die Materialstärke, um sicherzustellen, dass sie die erforderlichen Biegungen korrekt bilden. Zum Biegen eines 14 mm dicken Blechs ist beispielsweise eine V-Matrizenöffnung von 16-2 mm verfügbar.
Die Biegegenauigkeit kann durch die schwankende Temperatur der Maschinen, mechanischen Verschleiß und andere Faktoren beeinträchtigt werden. Geräte wie Abkantpressen reagieren beispielsweise besonders empfindlich auf ihre Betriebsbedingungen und es wird normalerweise beobachtet, dass Geräte von Zeit zu Zeit auf eine frühere Kraftabgabe kalibriert werden. Die Kraftanwendungsempfindlichkeit ist manchmal mit Lastsensoren und automatischen Winkelkorrektursystemen ausgestattet, die dabei helfen, diese Faktoren zu identifizieren und aktiv zu steuern.
Neue Simulationstools mit moderner Technologie bringen zusätzliche Vorteile bei der Problemlösung. Durch die Bereitstellung genauer K-Faktor-Werte, Materialeigenschaften und Werkzeugkonfigurationen können Simulationen mögliche Biegefehler bereits in der Entwurfsphase abschätzen. Untersuchungen zeigen, dass der Einsatz von Simulationssoftware in der Massenproduktion die Ausschussrate um bis zu 30 Prozent reduziert.
Darüber hinaus muss auch das Rückfederungsverhalten sorgfältig beobachtet werden. Elastischere Materialien wie Aluminium weisen eine größere Rückfederung auf, die ein vorsichtiges Überbiegen erfordert. Digitale Winkelmesser oder laserbasierte Messgeräte ermöglichen eine Feineinstellung der Winkel nach dem Biegen, um die Einhaltung der nachträglichen Maßtoleranzen sicherzustellen.
Durch eine Kombination aus empirischen Tests, Gerätekalibrierung und technologischen Fortschritten können die Unsicherheiten im Zusammenhang mit den K-Faktoren beseitigt und so eine hohe Produktionskonsistenz im Hinblick auf festgelegte Standards und Qualität sichergestellt werden.
A: Es handelt sich um das Verhältnis der Position der neutralen Achse zur Materialdicke beim Biegen von Blech. Es ist relevant für die Berechnung der Biegung und für die Schätzung der Abmessungen des verschmolzenen Bauteils. Der Begriff des K-Faktors ist wichtig, wenn Sie an der Genauigkeit bei der Herstellung von Blechen arbeiten und sicherstellen möchten, dass das Endprodukt den Standards entspricht.
A: Dazu müssen wir die Art des Materials, seine Dicke und den Radius der inneren Biegung berücksichtigen. Die Gleichung lautet k = t / T, wobei t der Abstand von der neutralen Achse zur Innenkante der Biegung und T die Dicke des Materials ist. Dies ist nützlich, um den Grad der Dehnung oder Kontraktion des Materials während des Biegevorgangs zu beurteilen.
A: Verschiedene Faktoren wie die Art des Materials, seine Dicke, sein Radius und sein Biegewinkel sowie die Biegemethode können den K-Faktor beeinflussen. Auch die Stammeigenschaften des Materials wie Härte und Duktilität wirken sich auf den K-Faktor aus. Andere Materialien verhalten sich während des Biegevorgangs anders und beeinflussen den K-Faktor-Wert erheblich.
A: Der Biegeradius hat erhebliche Auswirkungen auf die Kompressionen und Dehnungen, die auf das zu biegende Material ausgeübt werden, und hat daher ebenso großen Einfluss auf den K-Faktor. Eine Erhöhung des K-Faktors führt zu einer Bewegung der neutralen Achse, die auch den Biegeradius des Materials leicht erhöht. Eine genaue Messung des Biegeradius ist für präzise Biegeberechnungen und die Bestimmung der Länge der neutralen Linie von entscheidender Bedeutung.
A: Der K-Faktor wird zusammen mit der Materialstärke, dem inneren Biegeradius und dem Biegewinkel verwendet. Die Formel lautet: Biegezugabe = (π * (R + kT) * A) / 180, wobei R der innere Biegeradius, k der K-Faktor, T die Materialstärke und A der Biegewinkel in Grad ist. Er hilft bei der Berechnung des für die Biegung erforderlichen Blechs und garantiert so genaue Flanschlängen und Gesamtabmessungen des Teils.
A: Weichere und leichter zu biegende Materialien wie Aluminium haben niedrigere K-Faktoren als härtere Materialien wie Edelstahl. Darüber hinaus hängt der K-Faktor eines bestimmten Materials von seiner Duktilität, seinen Kaltverfestigungseigenschaften und seiner Kornstruktur ab. All diese Faktoren müssen bei der Schätzung der Biegezugaben für eine präzise Blechbearbeitung berücksichtigt werden.
A: Es gibt verschiedene Optionen für Tools und Software, die bei der K-Faktor-Schätzung und Biegeberechnungen helfen. Einige CAD-Anwendungen wie CATIA verfügen über automatische Blechmodule, die die erforderliche Biegezugabe berechnen. Es gibt auch einige mobile Apps oder Websites, die sich speziell auf die Blechbearbeitung konzentrieren. Einige Fertigungsdienste wie SendCutSend helfen ihren Kunden, die richtigen Abmessungen der Biegung ihrer Bleche zu ermitteln, und verwenden dazu ihre eigenen berechneten Tools.
A: Die Position der neutralen Achse bei einer Blechbiegung ist direkt proportional zum K-Faktor. Die neutrale Achse ist die hypothetische Linie im Körper, die bei einer volumetrischen Verformung keinerlei Druck- und Zugkräften ausgesetzt ist. Der K-Faktor ist das Verhältnis des Abstands von der Innenseite der Biegung zur neutralen Achse zur Dicke des Materials. Die Kenntnis dieser Information ist wichtig für die Messung der Länge der neutralen Linie und der entsprechenden Größe des gebogenen Teils.
1. Analyse und Bewertung von Rückfederungseffekten an Stahlblechen während Biegevorgängen
2. Titel: Der Einfluss von Stempelradius und Stempelwinkel auf den Biegewinkel beim Luft-V-Biegen von Blechen.
3. Optimierung der WIG-Schweißprozessparameter für Blech aus austenitischem Edelstahl 304 mithilfe der auf Fuzzy-Logik basierenden Taguchi-Methode.
4. Führender Anbieter von Blechbearbeitungsdiensten in China

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →