

製造流程相當複雜,生產方法的選擇與此直接相關。
了解更多→
準確理解 K 係數對於有效、精確地進行金屬板折彎加工至關重要。該特定值對於確定金屬在彎曲過程中的行為是必要的,例如它對彎曲餘裕和彎曲扣除的影響。對於製造商來說,學習 K 係數不僅涉及工具;它是提高營運效率、減少材料損失和提高品質的管道。在這本工作簿中,我們將解釋 K 因子是什麼、它在整個製造過程中的使用方式,以及幫助您提高工藝的技巧。本指南將為金屬加工行業中需要知識的各個層次的個人(無論是新手還是專業人士)提供幫助,使他們能夠改進折彎技術並優化工作流程。
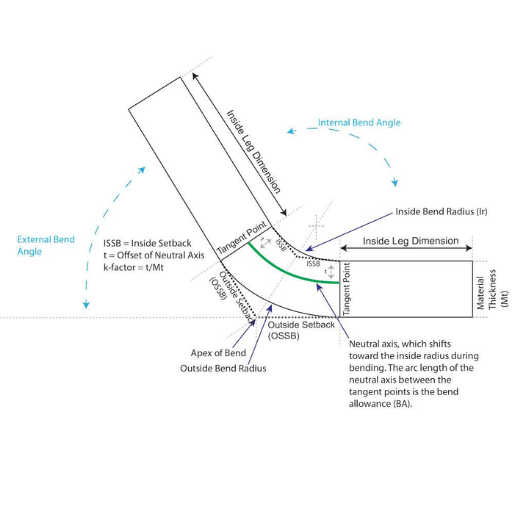
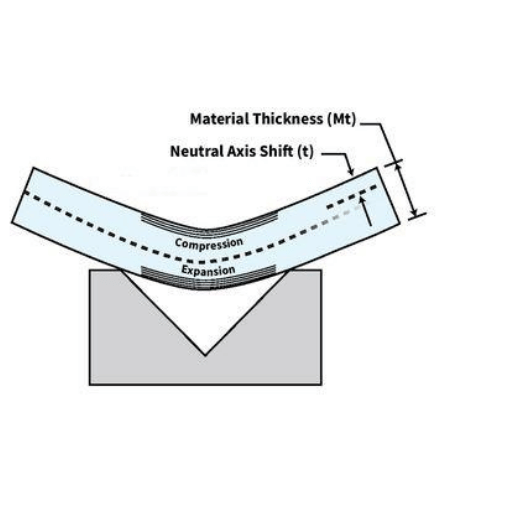
在 K 因子中 鈑金折彎,它是一個常數,材料中的中性軸偏移與板材的厚度進行比較。彎曲過程中的中性軸是金屬彎曲時沒有拉伸或壓縮的區域。為了在製造中獲得具體而準確的結果,當需要精確計算彎曲餘裕時,K 係數被認為是最重要的。其值通常在0至0.5之間,受材料類型、厚度、彎曲半徑等特性的影響。掌握K係數對於維持彎曲尺寸的恆定性和準確性非常重要。
K 係數表示中性軸相對於被彎曲材料厚度的位置。它還表明彎曲時材料被拉伸或壓縮的程度。準確理解此因素有助於計算彎曲餘裕,從而提高金屬的製造精度和重複性。 K 係數的值會根據材料屬性、厚度和彎曲半徑而變化,這就是為什麼盡可能準確地測量和實施該係數如此重要。
K 係數與彎曲操作中中性軸的位置有關。中性軸定義為金屬板在彎曲時沒有拉伸或壓縮應變的軸。 K 係數是從中性軸到內彎曲表面的距離與材料厚度的比率。了解 K 係數使工程師能夠估計中性軸的位置並準確調整彎曲餘量,從而高精度地控製成品零件的尺寸。
在確定彎曲餘裕時考慮 K 係數至關重要,因為它直接影響創建彎曲所需的總金屬板量的估算。折彎餘量是折彎中性軸的弧長,受K係數、材料厚度、折彎角度、半徑的影響。
以厚度 1.5 毫米、彎曲角度為 90°、內半徑為 2 毫米的傳統鋼板為例。 K 係數對於透過以下公式確定適當的彎曲餘裕至關重要:
“彎曲餘裕 (BA)=(π/180)(彎曲角度)(半徑 + K 係數 * 厚度)”
此方程式的準確性取決於 K 係數的正確值,該值考慮了材料的機械性能和所用彎曲方法等因素。例如,與高強度鋼相比,鋁等延展性材料幾乎總是具有更高的 K 值。對於大多數材料來說,K 因子的平均範圍約為 0.5 和 0.3,但在某些極端條件下,它可能超出該範圍。
CNC 折彎技術的最新發展強調了需要根據實際測試和模擬修改 K 係數。以不銹鋼為例,實驗結果表明,標準條件下最佳的K係數為0.4,保證估算尺寸的偏差不超過±0.1毫米。這種修改提高了彎曲餘裕計算的精確度並在鈑金操作中產生可重複的結果。
了解並正確操作 K 係數有助於製造商減少材料損失、提高生產率並滿足最終產品的預定公差。

金屬板彎曲過程中的 k 係數值會受到多種特性的影響。
控制這些因素可確保更好的彎曲結果,並使金屬板製造過程更有效率。
K 因子計算器在很大程度上簡化了金屬板彎曲的計算。它們被編程為傳回給定條件下的近似 K 因子值,其中輸入了特定參數,例如材料類型、厚度、彎曲半徑和彎曲角度。好的計算器可以保證準確性、彎曲的一致性以及顯著減少浪費。這對於提高製造業生產力極為有幫助。

K 係數對於確定準確的彎曲扣除量非常重要,這對於給定金屬板零件的準確平面圖案計算至關重要。彎曲扣除是從平面圖案長度中減去總法蘭長度(零件內部尺寸)。了解材料在彎曲過程中的行為,K 係數有助於確定符合設計意圖所需的變形量。
例如,對於彎曲半徑等於材料厚度的鋁,K 係數通常在 0.33-0.5 之間,取決於合金和韌性。但對於鋼而言,由於強度和抗變形能力的增加,其 K 係數值可能在 0.4-0.5 之間。改變 K 係數值可確保對彎曲餘裕和彎曲扣除進行精確的數學計算,從而最大限度地減少現場反覆試驗。
K 係數的精確校準會影響 CAD 電腦軟體包中平面圖案的產生。許多現代設計應用程式(例如 SolidWorks 和 AutoCAD)都使用 K 因子作為平面圖案產生的參數之一。這種整合優化了材料的使用,同時確保了組件的正確無縫組裝。對於更複雜的幾何形狀或高精度應用,使用不適當的 K 係數值可能會導致零件錯位、意外的材料應力以及其他需要昂貴且耗時的糾正問題。經過適當研究和驗證的 K 因子值可以加快此過程並提高製造的準確性。
為了確保金屬板設計的準確性,精確計算彎曲餘裕和材料特性非常重要。使用 K 因子和其他重要值作為常數來增強統一性並最大限度地減少錯誤。為了在生產前正確建模和檢查組件,請使用 CAD 軟體。經常審查設計;應檢查模擬和原型,以避免材料錯位和變形。始終檢查標準和法規以了解製造方面的最佳實踐。
材料效率仍然是當代生產的最重要方面之一,因為它影響生產成本和生態問題。研究表明,先進的 CAD 程序和生產方法可以將材料消耗減少多達百分之三十。例如,自動嵌套工具可以透過計算最佳排列來優化原料板材的切割過程,避免出現切屑。此外,積層製造和其他形式的生成設計使工程師能夠建造不僅重量輕而且必然使用盡可能少的材料的結構,從而進一步減少浪費。
例如,一些採用生成式設計並結合人工智慧材料優化的公司報告稱,材料費用可節省高達 20%。此外,閉環製造和回收計畫可確保不會浪費任何材料,符合循環經濟概念。採用這些方法的公司能夠節省成本,同時最大限度地減少對環境的影響,這對於永續發展至關重要。
K 係數是鈑金設計中的關鍵值,因為它指的是彎曲鈑金的中性軸在鈑金厚度上的位置。精確計算彎曲餘裕以及製造精度至關重要。以下是受材料類型、厚度和彎曲製程影響的一些常見材料的典型 K 係數值。
必須一提的是,具體因素,包括彎曲類型(空氣彎曲、底部彎曲或壓印)、工具和彎曲半徑,都會影響這些值。對於嚴格的任務,公司通常會採用經驗試驗或複雜的模擬軟體來確定最適合其操作條件的 K 係數。
K 係數會受材料特性的影響,因為 K 係數會隨著材料在彎曲過程中的行為而改變。一些明顯的例子是:
透過這種理解,製造商可以相當準確地估算 K 係數及其所需值,從而實現最佳彎曲計算。

對於將 K 係數合併到鈑金工具中的 SolidWorks,請執行以下操作:
存取鈑金設定:
在 SolidWorks 中開啟零件檔案。確保鈑金功能已啟動。
在命令管理器中,轉到“鈑金”選項卡或執行插入功能。
設定 K 因子:
在製作零件或編輯現有鈑金特徵時開啟「鈑金參數」對話方塊。
確定具有彎曲餘裕或 K 係數的部分。
插入與材料屬性和設計需求相對應的所需 K 係數。
適用於彎頭:
K 因子在模型的各個彎曲處需要保持一致。 SolidWorks 使用此值來調整平面圖案尺寸。
生成平面圖案:
使用「展平」工具查看具有 K 因子修改的平面圖案的預覽。
利用 SolidWorks 中提供的正確 K 係數信息,鈑金特徵會自動分配預定的彎曲裕度值,以便零件的平面圖完全符合生產要求。作為最佳實踐,請根據材料資訊驗證您的資料並遵守規則以盡量減少差距。
在將 K 因子納入 CAD 系統時,我會特別注意確保在分配值之前檢查材料規格及其相應的厚度。我總是根據經驗測試數據來確認 K 係數,以減少平面圖案尺寸的差異。此外,我根據製造公差驗證生成的平面圖案,以便它們可用於生產過程。此驗證提高了整個 CAD 設計和製造工作流程的準確性和效率。
Y 因子可調節材料在彎曲操作過程中發生的物理效應,專門用於金屬板彎曲。它與 K 因子明顯不同,K 因子僅取決於工件內部材料的中性軸位置。它主要源自於經驗測試,並廣泛應用於自動化平面圖案設計的 CAD 軟體包中。透過模擬材料在特定條件下如何拉伸或收縮,這種調整提高了製造的準確性。
選擇金屬板彎曲的 K 和 Y 係數通常取決於所需的精度以及設計和製造過程的階段。 K 因子以材料厚度的比率來表示中性軸的位置,建議用於材料在應力下的行為均勻且恆定的廣義計算。因此,它適合在設計早期階段或使用具有明確特性的材料時進行標準化。
然而,當需要更高的精度時,最好應用 Y 因子,特別是在彎曲幾何形狀更複雜或材料不太常規的情況下。 Y 同時考慮了材料的彈性和壓縮行為,因此本質上更具靈活性。例如,對於彎曲抗拉強度較高的材料(例如不銹鋼和鋁合金),包含考慮特定材料伸長率的彎曲餘裕 Y 更為有利。事實證明,在許多高精度製造流程中,Y 是實現與目標值最小變化的必要條件,例如航空航天或汽車零件製造,其中尺寸的公差程度非常嚴格,如果尺寸和形狀不準確,就會導致功能故障或組裝困難。
在確定使用哪個因子時,請考慮所需的精度 - k 因子適用於基本設計,而 Y 因子更適合涉及複雜材料特性的高度詳細的建模和生產。這兩個因素相互依存,可以整合到 CAD 程式中,以提高產品生命週期各個階段的估算準確性。
在調整折彎機進行彎曲製程時,K 係數是關鍵參數。如果製造商知道中性軸和材料伸長如何隨彎曲而變化,他們就可以準確地減少誤差以獲得精確的結果。研究表明,在彎曲 HSLA(高強度低合金)鋼或鋁等嚴重情況下,使用準確的 K 係數可將彎曲精度從 5% 提高到 20%。
要設定折彎機,使用者必須輸入材料厚度、抗拉強度和材料類型。對於較薄的材料,彎曲餘裕通常較大,這意味著 K 係數需要上調 0.3 至 0.5。另一方面,較厚的材料或具有較大內部拉伸性能的材料將需要將 K 係數調整至接近 0.2。許多現代 CNC 折彎機都在編程中融入了這些值,從而使機器更加用戶友好,同時減少了車間所需的猜測。
此外,標準化彎曲半徑和工具設定時間可降低 K 係數應用的複雜性。根據金屬板厚度設定的 V 型模具可以獲得最佳效果,因為錯誤的工具會導致彎曲角度過於懸臂,因此無法再保持幾何公差。此外,現代模擬軟體甚至可以在零件製造之前幫助確定與預期結果的偏差,從而節省材料和停機時間。
對於大規模生產或公差非常嚴格的項目,將經驗 K 因子資訊與先進的折彎機技術相結合可以保證品質。實施這些做法不僅確保了準確性,而且提高了生產效率,使製造商能夠輕鬆滿足行業要求。
彎曲不準確可能是由於 K 係數應用或工具設定的差異引起的。在診斷這些問題時,評估彎曲動作的原因非常重要。材料厚度和強度的變化會影響 K 因子並產生奇怪的驚喜。透過切割過程之前的材料測試,製造商可以證明 K 係數接近材料的屬性。
導致估算過程大不相同的另一個問題是工具設定錯誤。沖頭設定錯誤,導致半徑或 V 形模具寬度不適合材料厚度,導致彎曲粗糙或粗糙。研究表明,V 型模具開口通常應為材料厚度的 6 到 12 倍,以確保它們正確形成所需的彎曲。例如,14-16 毫米的 V 型模具開口可用於彎曲 2 毫米厚的板材。
機器溫度變化、機械磨損和其他因素可能會影響彎曲精度。例如,折彎機等設備對其運行條件具有特定的敏感性,並且通常會觀察到設備不時根據先前的力輸出進行校準。力施加靈敏度有時會配備負載感測器和自動角度校正系統,有助於識別這些因素來自何處並主動進行。
現代科技下的新型類比工具為解決問題帶來了額外的好處。透過提供準確的 K 係數值、材料特性和工具配置,模擬可以估計設計階段可能出現的彎曲錯誤。研究表明,在大批量生產中使用模擬軟體可將廢品率降低多達 30%。
此外,回彈行為也需要仔細觀察。鋁等彈性較大的材料具有較大的回彈量,因此需要小心過度彎曲。數位量角器或雷射測量儀器可對彎曲後的角度進行微調,以確保符合後驅動的尺寸公差。
透過結合實證測試、設備校準和技術進步,可以解決 K 因子的不確定性,從而確保生產符合既定標準和品質的高度一致性。
答:板料彎曲時中性軸位置與材料厚度之比。它與彎曲計算的容差和熔合部件尺寸的估算有關。在進行金屬板製造精度並確保最終產品符合標準時,k 因子的概念非常重要。
答:為此,我們必須考慮材料的種類、厚度以及內彎的半徑。公式為 k = t / T,其中 t 是中性軸到彎曲內邊緣的距離,T 是材料的厚度。這對於評估彎曲過程中材料拉伸或收縮的程度很有用。
答:材料的種類、厚度、彎曲半徑和角度以及彎曲方法等不同因素都會影響 k 係數。此外,材料的莖特性,例如其硬度和延展性,也會影響 k 因子。其他材料在彎曲過程中的表現不同,並極大影響 k 因子值。
答:彎曲半徑對需要折疊的材料所受的壓縮和拉伸有相當大的影響,因此對 k 因子的影響也同樣大。 k 因子的增加將導致中性軸的移動,這也會略微增加材料的彎曲半徑。準確的彎曲半徑測量對於精確的彎曲計算和確定中性線的長度至關重要。
答:k 係數與材料厚度、內彎半徑和彎角一起使用。公式為:彎曲餘裕 = (π * (R + kT) * A) / 180,其中 R 是內彎曲半徑,k 是 k 係數,T 是材料厚度,A 是彎曲角度(以度為單位)。它有助於計算折彎所需的金屬板,從而確保準確的法蘭長度和零件的總尺寸。
答:鋁等較軟且較易彎曲的材料的 k 因子比較硬的材料(如不銹鋼)低。此外,某種材料的 k 因子取決於其延展性、加工硬化特性和晶粒結構。在估算精確的金屬板製造的彎曲餘裕時,需要考慮所有這些因素。
答:有幾種工具和軟體可以協助進行 k 因子估算和彎曲計算。一些 CAD 應用程式(例如 CATIA)具有自動鈑金模組,可以計算所需的彎曲餘裕。還有一些專門針對金屬板製造的行動應用程式或網站。一些製造服務,例如 SendCutSend,幫助他們的客戶從板材中找到彎曲的正確尺寸,並使用自己的計算工具來做到這一點。
答:金屬板折彎中中性軸的位置與 k 係數成正比。中性軸是體內發生體積變形時,承受零壓縮力和拉伸力的假想線。 k 因子是彎曲內側到中性軸的距離與材料厚度的比率。了解這些資訊對於測量中性線的長度和彎曲部分的相應尺寸非常重要。
1. 鋼板折彎回彈效應分析及評估
2. 題目:金屬板料空氣V形彎曲時沖頭半徑與角度對彎曲角度的影響。
3.基於模糊邏輯的田口方法優化304奧氏體不銹鋼板材的TIG焊接製程參數。


