

制造工艺相当复杂,生产方法的选择与此直接相关。
了解更多→
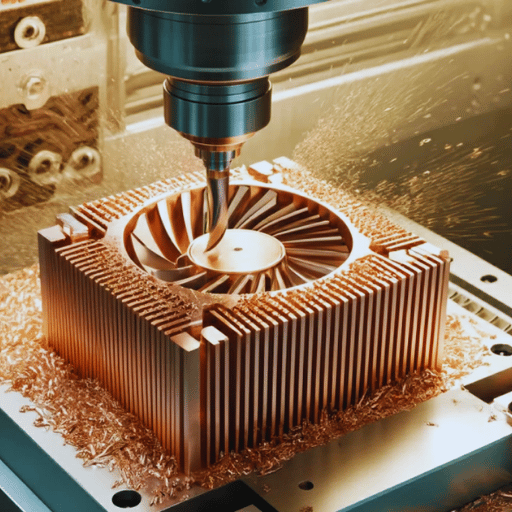
铜材的高延展性和易产生长条状切屑的特性,要求切削速度和进给量必须经过精确调整——如果参数不当,就会出现积屑瘤、表面光洁度差和刀具磨损过快等问题。本指南详细介绍了铜材的最佳切削参数。 CNC加工铜 以及其常用合金,从纯C110黄铜到易切削C360黄铜。如需全面了解铜CNC加工,包括公差和设计技巧,请参阅我们的 铜CNC加工指南.
利用这些重要技术,CNC加工过程可以高效工作,同时保持铜部件的质量和完整性。
铜合金是将铜与锌、锡或镍等其他金属结合而形成的,可改善某些性能。它们具有一些出色的特性,例如完美的导热性和导电性、耐腐蚀性和强大的机械强度。铜合金主要分为以下几类:黄铜(铜和锌)、青铜(铜和锡)和白铜(铜和镍)。它们的用途各不相同。例如,黄铜主要用于装饰品和配件,因为它易于成型。青铜最适合需要耐用性和耐磨性的应用。了解这些合金具有不同的特性,可以帮助用户为所需的工业工程应用选择合适的合金。
由于铜质柔软且延展性高,选择铜切削刀具十分复杂,需要使用专门用于干净、精确切削的适当切削刀具。铜加工通常使用高速钢 (HSS) 刀具和硬质合金刀具,因为它们具有耐磨损的能力。具有正前角的刀具也有助于减少摩擦并避免刀具磨损。此外,使用适当的切削液可减少热量积聚并改善表面光洁度。总体而言,通过为铜工件选择和使用适当的刀具,可以实现效率和精度的平衡。
选择正确的切割速度对于获得更好的铜表面光洁度至关重要。对于大多数工件来说,情况都是如此,因为切割速度直接影响产生和去除的热量,从而影响表面光洁度。例如,较低的速度产生的热量较少,有助于避免材料或工具变形,但如果切割速度太低,则可能导致切割更粗糙。建议在开始时使用中等切割速度。通常,对于英尺每分钟,这大约是 200-300 SFM;该范围随后应根据所用材料和环境条件而变化。密切观察系统并进行微小更改最终可获得出色的结果。
为了得出加工铜的适当进给率,可以使用以下公式:
进给率 (IPM) = RPM × 刃数 × 每齿切屑负荷
请务必咨询制造商以获取正确的切屑负载值。逐渐改变进给率以达到所需的表面光洁度和生产率。
刀具材料的选择对加工操作的性能、刀具寿命和获得的表面光洁度有显著影响。坚固且低成本的 HSS 刀具适用于较慢的切削速度和一系列切削操作。具有高硬度和中等耐高温性的硬质合金刀具适用于更高的速度和更高的耐磨性切削。硬质材料可以用陶瓷和立方氮化硼 (CBN) 刀具加工,但这些刀具需要特定的条件以避免脆性。必须根据特定的工件材料、刀具速度和表面粗糙度选择理想的刀具材料,以保证有效性和低成本。
加工铜时,冷却液的作用是减轻刀具磨损、提高表面光洁度并限制加工工件内的热量产生。由于铜具有出色的导热性,并且在加工过程中会导致积聚,因此将多余的热量排出很重要。如果不加以控制,过热会导致工件永久变形。热量消散后,工件可以保持其尺寸精度。在这些情况下,冷却液是有益的。此外,它有助于切屑排出,并与适当的润滑剂配合使用,帮助刀具,防止其失效。正确使用冷却液的类型和方法可确保可重复加工和刀具的使用寿命。
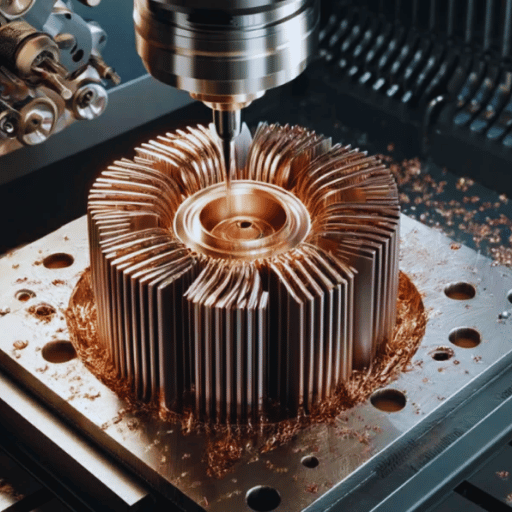
由于铜质柔软且导热性高,铣削铜需要专用刀具。硬质合金刀具因其强度高且在操作过程中耐磨性而成为首选。为了减少热量产生和防止沾污,在较低的切削速度和中等进给率下可获得最佳效果。高前角锋利刀具非常适合清洁切口和表面精密操作。充足的冷却液或润滑剂供应对于热量控制至关重要,去除切屑可保护工件并确保刀具的使用寿命。
尽管刀具磨损是 CNC 铣削的一部分,但必须对其进行管理以保持高精度并最大程度地减少生产停机时间。研究表明,切口会因磨损、粘附和高热使用而磨损。操作员应确保在特定操作中使用适当的工具材料,例如涂层硬质合金或陶瓷工具,以最大程度地减少耐磨性问题。钛或铝钛氮化物 (TiN 或 AlTiN) 涂层可提高工具的硬度和散热能力。
调整切削参数对于延长刀具寿命至关重要。降低切削速度并优化进给率可降低操作过程中的热应力和机械应力。例如,经验数据表明,将切削速度降低约 10-20% 可大大降低刀具磨损率和随后的故障。此外,使用先进的冷却液系统有助于防止出现切屑盘和崩刃,这两者都是控制热恶性边缘构造和积屑瘤 (BUE) 的关键机制。
结合预测性维护技术也是在进行铜加工服务时监控工具磨损情况的绝佳方法。新一代数控机床配有振动、切削力和工具温度测量传感器,可在实时加工操作过程中提供工具状况变化的精确指示。通过这种方式,操作员可以在灾难性事件发生之前更换或磨利工具,从而保持工件质量并减少昂贵的计划外停机时间。
借助技术,铣削操作可以采用这些策略,从而提高生产效率并保持整体产出质量和刀具性能。刀具材料科学和 CNC 技术的进一步改进提高了控制和减轻刀具磨损的有效性,使生产过程更具可持续性。

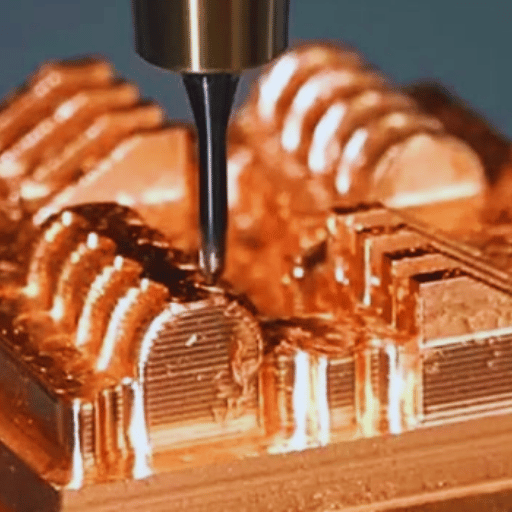
使用 CNC 技术加工铜时,必须考虑刀具的寿命和磨损。铜加工的复杂性使刀具磨损迅速,因为铜是一种导热性极佳的软材料。因此,必须使用由高硬度和耐磨材料制成的刀具,例如碳化物或带有金刚石涂层的刀具。还可以控制刀具上的切削进给和速度以及冷却,以减少刀具和主轴上的热量和摩擦。还必须定期检查刀具的磨损情况,以避免影响最终产品质量和停机维护。
当铜暴露在空气中时,它能够形成一层保护性氧化层,防止进一步氧化和降解。铜的这种特性使其在大多数环境中都非常耐用,这对于热交换器来说非常重要。尽管如此,铜在高酸性或高盐度条件下可能无法抵抗腐蚀。为了解决这个问题,可以为铜部件涂上保护涂层,如漆或其他特殊化学品,以提高耐用性。通过选择正确等级的铜,可以最大限度地减少损坏剂,以确保铁质材料能够发挥其预期用途并持久耐用。
在制造技术中,保持一致的表面光洁度至关重要,因为它不仅影响部件的配合和组装等功能方面,还影响铜部件表面的美观方面。表面光洁度的差异会导致配合方面的挑战,降低效率甚至缩短产品的使用寿命。用于保持表面光洁度一致性的技术是多方面的。
主要活动之一是仔细控制表面加工参数,例如进给率、切削速度和刀具类型。研究表明,结合这些因素将产生一致光滑的表面光洁度,同时减少不规则性(即可以显著降低表面粗糙度)。例如,研究表明,在使用涂层切削刀具时使用适当的参数可以将表面粗糙度降低 40% 以上,并使产品更可靠。
在上述因素中,硬度和热传导等材料特性也很重要。较软的材料表面更精细,而较硬的材料则需要精确的工具来避免最小的粗糙度。此外,使用听诊器(一种先进的监测工具)定期测量有助于将表面粗糙度保持在限度内(例如将关键部件的 Ra 值保持在 ±0.02 μm 以内),而不会超过限度。
此外,还需要控制振动强度和工具机械可靠性等外部因素,以避免表面质量发生变化。采用阻尼技术和构建足够平衡的加工系统可以大大减少表面偏差。这些技术可以保持恒定且可重复的表面质量,这是高质量生产的先决条件。

在选择用于 CNC 加工的纯铜及其合金时,决定将取决于给定应用的需求。纯铜具有出色的导热性和导电性,使其适合用于电子和系统组件的热传递。所有这些都是真的;然而,在加工时,铜更软,变形更大,这会限制其在需要更高强度或耐用性的部件中的应用。
铜合金,尤其是青铜或黄铜,具有更好的机械特性,特别是更高的强度、更优异的耐磨性和良好的可加工性。此类合金在需要一定应力水平的应用中表现更好。无论如何,最终选择应考虑导电性、工作环境、可加工性以及效率和成本等参数。
铜 101 和无氧铜 (OFC) 非常适合您的特定加工需求。铜 101 或电解韧铜 (ETP) 具有极佳的热导率和电导率,因此具有巨大的价值。不过,它可能并不适用于所有领域,主要是因为它容易氧化,这使得它不适合需要特定等级耐腐蚀性的应用。无氧铜的零售价较低,但耐腐蚀性更强,这在处理高真空或对氧气敏感的设备时很有用。我建议您在为您的项目选择材料之前仔细检查性能要求和操作条件。
答:使用 CNC 加工铜时,请使用硬质合金工具和锋利的设备,同时调节最佳速度和进给设置,以延长 CNC 铣削和车削时间。铜的导热性和导电性使其适用于各种项目。提前规划加工过程可确保制造出高品质的加工铜部件。
答:在设计工具时,设计符合人体工程学的工具非常重要。由于铜金属的延展性和韧性,通常建议使用 Monel 钻头和顶部高速工具来钻铜。这些硬度的工具需要铜和加工程序。
答:与其他常见铜种相比,铍铜更适合用于铜机械,因为它的韧性、硬度和强度更高,使用起来更方便。它不仅易于加工,还具有许多有用的特性。
答:铍铜相当容易加工,但其他类型的铜可能需要更小心。在加拿大多伦多,数控机床了解速度和进给的重要性,因为它们在咬合铜 SL400 中起着关键作用。当然,进行调整有助于有效控制热量。
答:铜的延展性极高,可能导致工件变形和产生毛刺。坚持使用适当的铜牌号并采用合适的加工技术有助于抑制这些问题。
答:为了减少攻丝铜时的摩擦,请使用高速钢丝锥,最好使用润滑剂。适当的精加工技术对于清洁软铜部件的螺纹至关重要。
答:是的,高速加工可用于铜 CNC 加工,确保操作成功。但是,由于铜具有较高的导热性和导电性,因此必须仔细控制加工参数。
答:不同铜等级的硬度和可加工性不同。有不同铜等级可供选择,因此使用正确的等级进行 CNC 车削非常重要,因为可能会影响刀具磨损和最终零件的精度。
答:铜铣削存在一些问题,例如由于铜的延展性而导致的刀具磨损和发热。这些问题可以通过使用硬质合金刀具和 Bergstrom 18 以及优化的速度和进给来解决。
答:电解铜的导电性强,有利于电气用途。这在具有良好导电性的 CNC 车削零件中尤为明显。
1. Fuqiang Lai 等 (2023) – “铣削加工参数对 T2 纯铜表面粗糙度和刀具切削力的影响”
2. Aklilu Getachew Tefera 等人(2023 年)——“铜合金干车削过程中切削参数的实验研究及优化。”
3. Omar Al Denali (2024) – “使用自适应神经模糊推理系统对无氧高导电铜球头铣削的表面粗糙度进行建模和预测”


