

制造工艺相当复杂,生产方法的选择与此直接相关。
了解更多→
水射流切割已发展成为一种多用途且有效的技术,为材料加工行业带来了巨大好处。水射流切割是塑料材料最精确、最清洁、最灵活的解决方案之一,它有助于大规模生产和复杂的设计工作。这篇博文旨在重点介绍水射流切割机的细节:它的工作原理及其切割塑料的独特功能。此外,我们将评估特定的行业用途,展示这项技术为何彻底改变了复杂和定制塑料部件的制造。本文旨在解释为什么水射流切割越来越成为塑料材料加工的首选方法,并讨论其实际功能和影响范围的所有重要方面。

水射流切割是当今使用最广泛的制造工艺之一。它采用水射流,水射流的压力受到严格控制,并与磨料混合,可切割各种材料,包括塑料。水射流切割可对塑料进行干净、精确的切割,不会产生热变形或熔化,这与其他切割方法很相似。高压水流通过小喷嘴输送。这种方法可以创建复杂的设计,同时保持塑料的完整性。能够处理各种塑料类型和厚度,使水射流切割成为需要高质量可出口部件的行业中最重要的部件之一。
水射流切割技术在切割包括塑料在内的多种材料时非常精确且适应性强,因此是一种高效的技术。该工艺依靠高压水流,通常混合有磨料,以提高切割能力。这使得切割树叶时不会产生热损伤或翘曲,而这在其他切割方法中很常见。此外,该技术适用于各种厚度的不同材料,这对需要精确零件的行业大有裨益。水射流切割如今主要因其效率高、减少废品和其他可以轻松改变以适应其用途的材料而得到广泛应用。
水射流切割是一种切割塑料的方法,它能提供最佳的精度和准确度,同时消除因材料弯曲或熔化而损坏材料的可能性。以下是描述该过程和方法的步骤和规范:
塑料清洁
应清洗塑料以去除任何可能干扰水射流切割的污垢。可以用水射流技术切割的常见塑料类型是丙烯酸、聚碳酸酯、聚氯乙烯和聚乙烯。
机器校准
喷嘴尺寸和磨料类型应根据塑料的厚度和宽度进行选择。对于薄材料(例如厚度小于半英寸的材料),不使用磨料切割就足够了。但是,较厚的塑料需要使用磨料水射流。
切刀调整
压力:通常范围在三万至六万psi,即两千至四千巴之间,但会根据材料的密度和厚度而变化。
速度:使用水射流时,切割速度取决于切割较厚塑料片的细节。标准精度为 100 – 200 ipm。
间隔距离:喷嘴与材料之间的理想距离在 0.06 到 0.12 英寸之间。
切口宽度:通常设置在0.02到0.04英寸之间,以确保精度。
塑料废物处理
材料在冷却和切割的同时进行,防止水切割时的热损伤。此外,该系统还收集废水并将其与磨料分离,使回收变得更加容易。
质量控制
切割后,检查边缘是否清洁和锋利。这个过程非常高效,因此几乎不需要后期处理。
遵循这些步骤可以在各种塑料材料上提供精确和高质量的结果,同时还环保且无创。
水切割是通用的,几乎所有塑料制造公司都可以使用。这就是为什么它非常精确,并且不会对材料造成伤害。以下是可以使用此方法加工的不同塑料材料的详细信息,以及它们的具体要求:
亚克力(PMMA)
水射流切割因其透明度和韧性而广受丙烯酸塑料的青睐。切割过程中材料不会开裂或碎裂,切割过程中产生的热量较少,确保不会变色。
厚度范围:最大 4 英寸
切割公差:±0.005 英寸
聚碳酸酯(PC)
聚碳酸酯因其韧性和抗冲击性而在工业和建筑领域有着广泛的应用。水射流切割会导致材料应力开裂和变形,而其他方法则不会发生这种情况。
厚度范围:最大 2 英寸
最佳切割速度:50-150 英寸/分钟,取决于厚度
高密度聚乙烯(HDPE)
高密度聚乙烯 (HDPE) 因其重量轻、柔韧性好、耐化学性和防潮性强而广泛应用于管道和船舶应用。水射流切割可实现清晰的边缘切割,且不会扭曲材料。
厚度范围:最大 3 英寸
理想压力:50,000-60,000 PSI
聚丙烯(PP)
水射流切割使生产汽车行业零件变得容易,并且细节清晰。此外,聚丙烯还因其重量轻和优异的耐化学性而用于包装行业。
厚度范围:最大2英寸。
切割精度:±0.010英寸。
PVC 即聚氯乙烯。
PVC 不仅坚硬且耐火,而且受益于水射流切割,因为不会熔化或释放有害气体。
厚度范围:最大1.5英寸。
切割速度:中等设置以保持材料完整性。
这些塑料类别凸显了宽水射流切割机的优势,包括卓越的复杂性、精度、光洁度和可持续的用水量。这些设备可提高生产率,同时确保遵循节水指令规定的所有进水切割参数,以获得最佳效果。
水射流切割在处理不同塑料材料时既高效又灵活。这是因为它是许多行业的良好选择。水射流切割的一个好处是它是非侵入性的,因此不会产生熔化或翘曲等热损伤。这使得水射流切割不会对塑料造成后续结构损坏。由于水射流切割非常精确,它可以轻松制作精致复杂的设计,无需事后抛光。最后,与其他切割形式不同,水射流切割不会浪费塑料或产生有害气体,因此对有环保意识的人很有吸引力。
水射流切割让我在处理塑料时更加灵活,因为它可以消除浪费和有害排放,同时还能高效完成工作。它带来的精确度让我避免了复杂切割损坏切割区域的可能性,进一步增强了其在复杂应用中的适用性。所有类型和厚度的塑料都可轻松与水切割设备集成,让我能够根据不同的要求进一步定制。水射流切割在工业和商业工作中发挥着神奇的作用,并确保在艺术创作中取得优异的效果。
冷切割包括水射流切割等工艺,可消除等离子切割和激光切割中常见的热影响区 (HAZ) 的可能性。传统的热切割工艺(如激光或等离子)具有明显的热影响区,如 HAZ。热诱导变形可通过翘曲、脆性或微观结构改变来改变材料的特性。采用冷切割方法不会引入热量,从而确保材料的结构和力学完好无损。
可以冷切割的材料的一个例子是钢化玻璃。水射流切割是常用的术语,它使用含有石榴石的水以 90,000 psi 的压力进行切割。它可以在不引入热量的情况下进行切割,非常适合切割玻璃、复合材料、某些塑料以及铝和钛等金属的刻面。此外,无需执行二次处理来抵消热量造成的损坏。
冷切割需要考虑的一些重要参数包括:
压力范围:根据材料而定,通常为 40,000-90,000 psi。
切割公差:确保公差可达到±0.003英寸。
材料厚度:适用于最大厚度12英寸。
切割速度取决于材料和厚度。对于钢材,切割速度为每分钟 4 到 12 英寸,具体取决于压力和磨料流速。
这种切割方法不仅精确,而且环保,可以减少浪费和过量排放。因此,对于需要干净、精确切割且材料损坏较小的行业来说,这种方法非常有利。
与其他技术相比,水射流切割是一种独特的环保型水射流切割技术。它对环境的影响较小,而且生态环保。该程序使用水(通常与石榴石一起)进行精确切割,不会产生热量、烟雾或有毒气体,而这些是大多数其他切割技术的常见副作用。与其他技术相比,它的主要优势是:
减少和回收废物:水射流切割工艺非常有效,可以减少材料浪费,并在回收利用时增加材料浪费。此外,切割后的任何原本会被放入垃圾填埋场的材料碎片都可以轻松回收。
无 Martins 热能:水射流系统不会产生热能失真、有害气体或有害化学物质(如烟雾),这比等离子或激光切割更好。这些系统可确保安全的工作环境和更少的污染环境。
水的再利用:这些设备可以配备切割头和先进的过滤装置,可以节省高达 90% 的切割用水。这意味着可以节约用水。
水射流系统使用电力,但比依赖高温的其他切割系统消耗的能量更少,因此非常经济。
减少社会影响:石榴石和其他磨料可以重复使用或回收,以进一步减少它们对环境的影响。
多功能性:水射流技术可以同时切割不同的材料,例如金属、玻璃、复合材料和塑料。这使该行业能够提高资源效率,并消除对多个专门工艺的需求。
Watec 自豪地宣称,使用 JetCut 服务,不会出现禁区和令人担忧的副产品。JetCut 可以被称为一种非常环保的精密制造解决方案,因为它可以减少浪费并回收水。
与其他方法相比,水射流切割具有多种塑料切割优势。它没有受热影响的冲击区,如激光切割,可以保护材料。与机械切割不同,水射流切割消除了与被切割材料的直接接触,这使得它不易开裂或应力断裂。另一个好处是,它可以以极高的精度加工多种不同类型的塑料,而且由于废物产生量少,切割对环境友好。由于这些因素,它是塑料切割的首选。
水射流切割比激光切割更高效,因为它不会产生过多的热量。这一特点尤其可以更容易地保护材料的结构,并防止因热损伤而导致的翘曲或变色。由于其用途广泛,现在可以轻松切割多种类型的塑料。此外,它非常精确,产生的废物最少,因此不会损害环境。
另一方面,激光切割对于较薄的塑料非常有效,并且具有无与伦比的速度和精度,尤其是对于复杂的切割。但是,它会产生热量,这可能会导致边缘熔化或对热敏感的塑料产生应力等问题。如果必须决定,我会根据具体用例来决定——当需要避免热损坏时选择水射流切割,而对于需要高细节和速度的项目以及合适的材料,则选择激光切割。
提高准确性和细节
水射流和激光切割可以完成更多工作,因为它们比 CNC 加工更能实现复杂的设计。激光切割的公差为 ±0.003 英寸,水射流切割的公差为 ±0.005 英寸。这种精度水平使得创建复杂 3D 形状成为可能,而这些形状对于传统工具来说太难了。
材料整合
水射流切割可用于各种材料,包括金属、玻璃和塑料等复合材料。它不会产生热变形。激光切割有局限性,但它可以快速切割薄金属和塑料板。
减少材料处理
由于采用非接触式方法,与 CNC 工艺相比,这两种方法几乎不会损失任何材料。这对希望环保的公司大有裨益,因为减少浪费意味着节省成本。
提高切割率
其他切割服务无法与激光切割的速度相媲美,激光切割的速度可达每分钟 20-70 英寸,具体取决于材料。它最适用于切割薄而相同的板材。另一方面,水射流切割速度要慢得多,但由于其切口独特,因此不需要精加工等额外步骤。
减少刀具磨损
与物理接触加工相反,激光和水射流系统不直接接触材料,由于磨损较少,导致维护成本大大降低,设备正常运行时间更长。
后处理要求
一般来说,水射流切割后不需要额外的精加工,因为边缘很光滑。另一方面,激光切割几乎总是需要一些精加工,因为操作员的热影响区很严重。然而,与传统的 CNC 工艺相比,这两种工艺都大大降低了后处理要求。
所有这些参数(例如材料类型、厚度和精度)都被考虑在内,以便行业能够在切割应用中提高效率、节省成本和提高质量。
水射流切割是一种切割塑料部件的有效方法,因为它具有准确性和灵活性。它切割速度也很快。它不仅有助于保持材料的完整性,而且不产生热量,因此不会熔化和变形部件。省去了复杂的设置和工具,意味着不会在复杂的设备上浪费金钱。更少的浪费使水射流切割成为一种环保的选择,从而节省了资金。
塑料的水射流切割参数设定在 40,000 至 60,000 psi 之间,公差为 ±0.005 英寸。高精度消除了二次加工的需要,节省了时间和金钱。水切割只需要很小的力就可以切割塑料,从而避免了磨料的成本。高精度、材料效率和成本效益使水射流切割成为制造塑料部件行业的最佳选择。

水射流切割技术可以高精度地切割多种塑料。这包括丙烯酸、聚碳酸酯、聚丙烯、聚乙烯、ABS、PVC 以及较新的特氟隆和 Delrin 塑料。由于水射流方法的灵活性,大多数塑料(无论是硬塑料还是软塑料)几乎不会受到任何热损伤,从而保持材料的塑料结构。
水射流技术具有高度的通用性和精度,适用于具有各种物理和技术要求的各种塑料材料。以下是广泛使用的塑料的关键技术方面的总结:
丙烯酸:在 30,000 – 60,000 的压力下切割,边缘光滑且抛光,几乎没有裂缝的风险。
聚碳酸酯:这种材料采用较低的压力(20,000 – 50,000)来防止切割时出现热应力或微裂缝,确保精度和清洁度。
聚丙烯和聚乙烯:这些较软的塑料非常适合水射流切割,变形最小,在中等压力(25,000 – 45,000)下效果最佳,这对于水射流来说是最佳的。
PVC:切割温度为 20,000 – 40,000 时效果最佳。它可保证不会发生热降解,并可防止有害烟雾的释放。
ABS:切割效果最佳,切割次数为 30,000 – 50,000 次。切割边缘干净,同时确保材料的韧性完好无损。
特氟龙 (PTFE):在调节设置和特氟龙的不粘特性的情况下,在 25,000 至 50,000 范围内的切割均不会损坏。
Delrin(聚甲醛):最佳切割厚度为 30,000 – 50,000。可确保高精度和尺寸稳定性。
水射流技术确保切割过程无需加热。这样可以实现高精度的复杂设计,并保证这些塑料的结构完整性。改变软硬塑料之间的压力很简单,适合各种工业应用和设计要求。
水射流切割在切割不同的塑料时非常微妙,但也伴随一些特殊的限制和复杂性。
熔化或翘曲:切割过程会通过摩擦产生增量热量,而且由于整个过程中使用 PVC 或 HDPE 等热塑性塑料,因此可能会出现轻微变形。降低压力设置可充分缓解风险(最佳范围为 20,000 至 30,000 psi),但切割速度会降低。
材料脆性:聚碳酸酯和阿克拉玻璃等塑料类型非常脆弱;因此,它们的边缘容易开裂或剥落。降低进料速度,同时将磨料流速控制在 0.2 至 0.4 磅/分钟的最佳水平,可确保边缘更光滑。
环境问题:某些类型的塑料,尤其是 PVC,会在表面释放有害微粒,从而产生难以处理的碎片。为了最大限度地减少负面影响,充足的通风和水过滤系统必不可少。
厚度限制:切割时,任何厚度超过 2 英寸的塑料都会导致边缘不一致或锥形化,这是由于喷射流的聚焦程度不同所致。较高的压力范围(40,000 至 50,000 psi)以及较小直径的喷嘴可以在较厚的材料上实现更高的精度。
成本因素:由于过程中磨料或喷嘴的不断改变,切割 PTFE 或 UHMW 特种材料时运营费用会急剧上升。
如果克服并解决这些障碍,塑料制造商可以改进切割参数,以实现均匀性、准确性和有效性,同时保持塑料材料强度。

通过遵循这些步骤,制造商可以提高精度,减少浪费,并确保水射流切割塑料的效率。
我对调整各种塑料的切割速度和水压有偏好。在保持足够的切割速度以实现效率和精度的同时,较软的塑料(如聚乙烯 (PE))需要中等水压和略微降低的水压。对于较硬的塑料(如丙烯酸和聚碳酸酯),必须使用更高的水压才能干净地切割。除此之外,还必须调整速度以防止由于热量积聚而导致边缘熔化。在处理 PVC 等热塑性塑料时,可以通过控制切割速度和水压轻松避免碎裂和翘曲。我经常依靠试运行来微调这些设置。通过根据材料的特性调整这些因素,我确保切割干净、准确,并将浪费降至最低。
根据材料改变水压和切割速度
软塑料(例如 PE):稍微降低水压(例如,20,000 到 30,000 PSI 的中间值),并将切割速度设置为中等水平,以便进行干净的切割而不会使其变形。
硬质塑料(例如丙烯酸、聚碳酸酯):应使用 50,000 至 60,000 PSI 范围内的较高水压,但应降低速度以冷却表面并避免在切割边缘时过热。
热塑性塑料(例如 PVC):在缓慢进料的同时,准确将速度和压力设置为 40,000 至 50,000 PSI,以避免边缘碎裂或弯曲。您可能需要进行试运行。
选择合适的磨料
较细的颗粒(如金刚石)用于较软的塑料,这样就不会产生额外的磨损和边缘。较粗的金刚石可用于需要更快去除的较硬材料。
检查喷嘴对齐是否正确
确保水射流喷嘴适当对齐并校准,以便在整个表面上进行均匀切割并确保每次切割的精确度。
达到推荐的进给率
根据材料的硬度调整进给率。对于不易弯曲的塑料,应降低进给率以避免开裂;而对于软塑料,应稍微增加进给率以防止停留时间过长。
定期检查所有部件(包括喷嘴和磨料)是否损坏。破损的部件会降低切割质量并导致边缘粗糙。
当技巧和设置与特定项目相结合时,可以实现精确的切割以及光滑的边缘。
适当的支撑结构和固定装置对于保证水射流切割的准确性、防止材料损坏和减少浪费至关重要。充分贴合工件可以减少振动,否则会导致切割不均匀和切割位移。此外,在支撑材料时施加过大的负载会导致材料在压力下成型,最终可能会损害切割精度和机器本身。
关于夹具和材料支撑,需要注意以下几点:
安全夹紧
利用专为材料设计的虎钳或夹具来固定材料而不造成渗透性改动。
确保固定装置可调节以适应不同的材料尺寸和厚度。
适当的支撑结构
在切割台上安装刚性网格框架或板条系统,有助于减少背面飞溅并保护材料的底面。
对于薄的或柔性的材料,可能需要额外的背衬支撑以便于平整的切割区域。
间距和间隙
板条之间的夹具间距应足够合适,以免限制水和磨料的流动,同时为材料提供结构完整性支撑。
理想的间隙范围是 3 毫米到 6 毫米,取决于材料特性。
技术参数
切割距离:喷嘴与材料表面距离为1mm至2mm为最佳。
施加均匀的压力有助于减轻对塑料或复合材料等敏感空间的损坏,如果不加以控制,可能会导致过度拧紧。
当操作员使用适当的固定工具并确保支撑部件符合材料的尺寸和特性时,切割质量会显著提高,从而延长设备的使用寿命。
水射流切割塑料部件的精度和光滑边缘使其适用于各个行业。它们的应用包括汽车内饰部件、垫圈和其他轻型部件。航空航天业利用水射流切割塑料制作定制面板、绝缘材料和结构部件。这些部件对于电子行业的外壳、保护盖和电路板支架至关重要。水射流切割广泛用于广告和标牌制作,用于复杂的字母、图案和软形式,以及医疗设备,其中材料的准确性和保存至关重要。水射流切割塑料的所有这些特性和用途既可用于勤劳,也可用于创造性目的。
虽然许多行业都依赖水射流切割塑料部件,但汽车、航空航天和电子行业是最大的消费者。水射流切割用于汽车行业的垫圈和轻型定制部件。航空航天应用包括精密面板、绝缘部件和结构元件。同样,电子行业也依赖这些部件来制造耐用且具有保护性的外壳、盖子和电路板支撑结构。这些行业依赖水射流切割技术,因为它可以提供复杂、精确、边缘光滑的塑料部件。
水射流技术因其准确性、多功能性和处理不同材料的能力而实现了无与伦比的设计能力。这种方法使水射流切割成为可能,而不会牺牲材料的质量。例如,公差严格到±0.005英寸是标准,足以满足最精确的行业的需求。该工艺还采用冷切割方法,因此没有热影响区(HAZ),可以保持材料的物理和化学性质不变。
水射流系统还可以精确切割多种厚度的材料,厚度范围从 1/32 英寸到几英寸,因此非常适合精细的结构和装饰部件。此外,多轴切割功能进一步增加了创建三维部件和斜边的设计可能性。这些功能使建筑、艺术和工程等许多领域能够在实际性能限制内超越设计想象力。
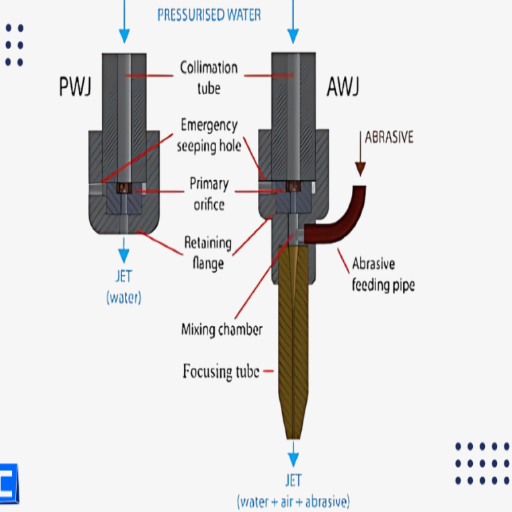
答:水射流切割是一种多功能工艺,利用高压细水流切割材料,包括塑料。有两种方法可以切割塑料:纯水射流切割较软的材料,磨料水射流切割较硬的塑料。水射流切割工艺精确高效,可以轻松切割各种塑料材料,而不会造成热影响区。
答:水射流切割塑料的优点包括:切割精确,材料浪费最少,没有热影响区,不会使塑料变形,能够切割复杂形状,是一种环保工艺,能够切割各种厚度的塑料,并且能够切割几乎任何类型的塑料材料。此外,由于水射流切割不会产生有毒烟雾,因此对于操作员来说,它比其他切割方法更安全。
答:与激光或等离子切割相比,水射流切割在塑料切割方面具有多项优势。与激光或等离子切割不同,水射流切割不会产生热量,从而防止塑料熔化或翘曲。与激光切割相比,它可以切割更厚的材料,并且比等离子切割产生更干净的边缘。水射流切割也更加灵活,可以切割更广泛的塑料材料,包括那些可能具有反射性或热敏感的材料。
答:水射流切割机几乎可以切割任何类型的塑料,包括丙烯酸、聚碳酸酯、PVC、HDPE、LDPE、尼龙、特氟隆、ABS 和碳纤维增强塑料等复合材料。该机器的多功能性使其能够处理软硬塑料、薄板和厚块。
答:软塑料和硬塑料的水射流切割工艺不同。软塑料通常可以使用纯水射流切割,这种切割方式仅使用高压水。然而,硬塑料通常需要磨料水射流切割,其中将细小的磨料颗粒与水混合以增强切割力。磨料水射流可以更有效地切割更坚硬、更厚的塑料材料。
答:水射流切割用途广泛,但也有一些局限性。对于简单形状的大批量生产,它可能不是最具成本效益的选择。切割速度可能比其他方法慢,尤其是对于较厚的材料。一些非常柔软或多孔的塑料可能会吸水,从而影响其性能。此外,水射流切割机的初始投资可能很高,因此许多企业选择水射流切割服务。
答:水射流切割以切割塑料材料时的高精度而闻名。现代水射流切割机可以实现±0.003 英寸(0.076 毫米)或更低的公差,具体取决于塑料的厚度和类型。这种精度水平使水射流切割成为需要严格公差的复杂设计和应用的理想选择。没有热影响区也有助于保持切割件的尺寸精度。
答:是的,使用水射流切割塑料有许多环保优势。该工艺使用水作为主要切割介质,天然无毒。与其他方法不同,切割过程中不会产生有害烟雾或气体。磨料水射流切割中使用的磨料通常是天然矿物,如石榴石。此外,由于切口(切割宽度)非常窄,该工艺产生的废物最少,可最大限度地利用材料。许多水射流系统还会回收和再利用水,进一步减少对环境的影响。


