

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
De voordelen van lichtheid en lage kosten maken aluminium extrusie een zeer belangrijk proces voor industrieën om componenten te produceren. Het heeft echter ook zijn nadelen. Dit artikel schetst de tekortkomingen om ervoor te zorgen dat ontwerpingenieurs en projectmanagers volledig op de hoogte zijn. De processen die in dit artikel worden besproken, omvatten materiaalbeperkingen, productiekosten en toepassingsuitdagingen om het publiek de essentiële informatie te bieden om weloverwogen keuzes te maken over hun productieprocessen.

De sterkte van materiaal begrenzen
Aluminium extrusies hebben minder sterkte vergeleken met staal of andere metaalvervangers. Dit maakt ze ongeschikt voor gebruik in situaties die een hoog draagvermogen vereisen, samen met superieure structurele sterkte.
Bestand tegen hoge temperaturen
Het gebruik van aluminium in omgevingen met hoge temperaturen is beperkt vanwege het lage smeltpunt en het verlies aan sterkte bij hoge temperaturen.
Bewerkingsuitgaven
Hoewel aluminium in overvloed aanwezig is, kunnen de kosten voor gereedschappen en extrusiemachines voor de productie van kleine aantallen het economisch gezien ongunstig maken.
Toepassings- en functionele specifieke beperkingen of restricties
De methode is minder efficiënt voor complexe geometrieën met een zeer hoge mate van nauwkeurigheid, terwijl alternatieve methoden effectiever kunnen zijn.
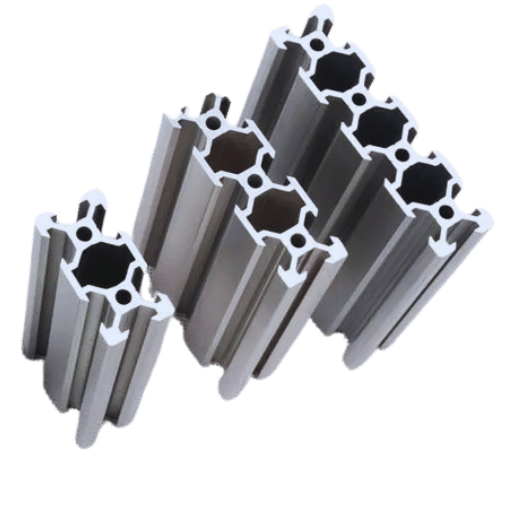
Het extrusieproces bestaat uit het uitoefenen van druk op een metaal, zoals aluminium, om het door een matrijs te laten gaan, die een specifiek kruisvormig gedeelte snijdt. Vanwege de effectiviteit bij het creëren van uniforme profielen, wordt deze methode veel gebruikt in extrusie-industrieën die, in structurele componenten, sterk afhankelijk zijn van efficiëntie. Belangrijke stappen omvatten het verwarmen van het materiaal (indien nodig), het laden ervan in een extrusiepers en het gebruiken van hydraulische druk om het door de matrijs te duwen. Na afkoeling wordt het product gesneden tot de gewenste lengte en, indien nodig, afgewerkt door middel van aanvullende processen zoals anodiseren of bewerken. Vanwege de meervoudige efficiëntie, wordt deze methode geprefereerd voor het creëren van zeer duurzame componenten.
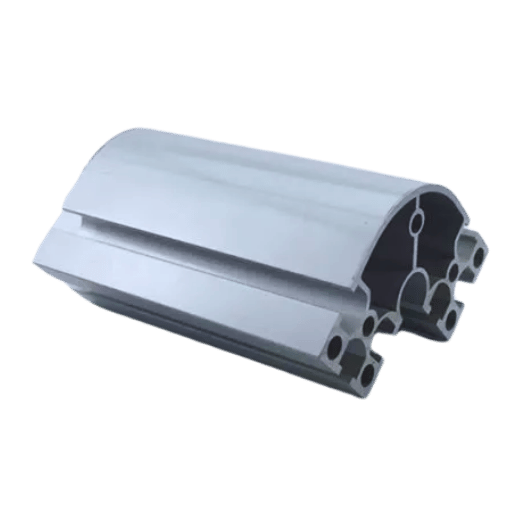
De oppervlakteafwerking van extrusiegieten is het resultaat van veel factoren, waaronder de matrijsconfiguratie, materiaaleigenschappen, procesparameters en technologieniveaus. Technologie heeft grote stappen gemaakt in de kwaliteit van de oppervlakteafwerking van componenten. Een voorbeeld hiervan zijn aluminium extrusies met gepolijste matrijzen, die een oppervlakteruwheid (Ra) van 0.8 µm kunnen bereiken. Een dergelijke gladheid is noodzakelijk in lucht- en ruimtevaart- of auto-industrie waar gladde oppervlakken zorgen voor aerodynamische en esthetische aantrekkingskracht.
Van de operationele factoren is de controle van de extrusiesnelheid en temperatuur ook belangrijk. Het verhogen van de extrusiesnelheid kan leiden tot oppervlaktedefecten zoals dwarslijnen of matrijslijnen, terwijl het controleren van de temperatuur deze kan verlichten. Toleranties op imperfecties in post-extrusie anodiseren, poedercoaten en andere behandelingen kunnen ook de oppervlaktekwaliteit verbeteren en extra functies bieden zoals corrosiebestendigheid.
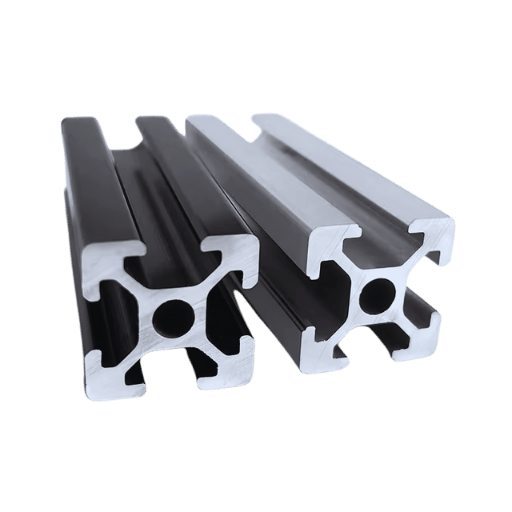
Bovendien heeft het type materiaal een aanzienlijke invloed op de afwerking. Zachtere legeringen, zoals 6063 aluminium, worden vaker gebruikt in zeer gepolijste projecten omdat ze geëxtrudeerd kunnen worden door een matrijs met een hogere oppervlakteafwerking zonder dat ze beschadigd raken. Deze factoren zorgen ervoor dat de moderne extrusie-gietindustrie zal voldoen aan de steeds groter wordende eisen voor gladde en consistente, duurzame oppervlakken.
Hoewel aluminium een scala aan voordelen biedt, kent het ook bepaalde nadelen die overwogen moeten worden op basis van de specifieke toepassing. Hieronder volgt een overzicht van de meest kritische nadelen:
Zwakte in vergelijking met staal
Kwetsbaarheid voor deuken en krassen
Vermoeidheidsweerstand
Thermische uitzetting en geleidbaarheid
Kostenproblemen
Sommige regio's met een hoog corrosierisico
Verminderde toepasbaarheid bij hoge temperaturen
Lage lasbaarheid voor sommige legeringen
Kennis van deze beperkingen helpt ingenieurs en ontwerpers bij het optimaliseren van het gebruik van aluminium en het verminderen van de zwakke punten ervan.
De korrelstructuur van aluminium is uitgelijnd in de extrusierichting tijdens de fysieke bewerking van het metaal, en dit verandert de mechanische eigenschappen van aluminium. Dit verbetert de sterkte en ductiliteit in die richting en maakt het metaal bruikbaar voor toepassingen die een bepaald draagvermogen nodig hebben. Deze uitlijning kan echter ook de sterkte loodrecht op de extrusierichting verzwakken, wat het materiaal anisotroop maakt. Sommige thermische toegepaste processen Tijdens de extrusie kunnen, net als bij het verwarmen van het werkmedium om de stroming ervan te verbeteren, ook de hardheid en de temperconditie veranderen met betrekking tot de gebruikte legering en koelsnelheden.
De mechanische eigenschappen van legeringen, die hun geschiktheid voor vervormingsverwerking bepalen, zijn het resultaat van de samenstelling, microstructuur en verwerkingsomstandigheden van de legeringen. Vervorming is met name gunstig in legeringen met een hoge mate van ductiliteit, zoals aluminium, koper en sommige soorten staal, vanwege hun vermogen om uitgebreide plastische spanning te ondergaan zonder te scheuren. Aluminiumlegeringen, bijvoorbeeld 6061 en 7075, worden vaak geselecteerd in gevallen waarin een haalbare balans tussen bewerkbaarheid en sterkte vereist is.
Onderzoek suggereert dat bepaalde legeringselementen, bijvoorbeeld magnesium in aluminiumlegeringen of nikkel in staal, het vervormingsgedrag aanzienlijk beïnvloeden. Magnesium verhoogt bijvoorbeeld de effectiviteit van de spanningsverharding, terwijl nikkel de taaiheid en thermische stabiliteit. Bovendien heeft de temperatuur van de vervorming een aanzienlijk effect op hoe het materiaal zal presteren. Vormen bij verhoogde temperaturen, met name boven de rekristallisatietemperatuur, warme vervorming zorgt voor een verhoogde vervormbaarheid met een geminimaliseerd risico op scheuren. Aan de andere kant verbetert koude vervorming onder de rekristallisatietemperatuur de sterkte via spanningsverharding, maar is over het algemeen krachtiger.
Onderzoek toont aan dat sommige legeringen extreem veelzijdig zijn voor verschillende soorten vervorming. Onderzoek suggereert bijvoorbeeld dat 316 roestvrij staal behoudt bijna 90 procent van zijn treksterkte na een koudwalsproces, wat de legering perfect maakt voor zware omgevingsomstandigheden. Hoewel magnesiumlegeringen bij kamertemperatuur niet erg ductiel zijn, worden magnesiumlegeringen die warm worden bewerkt bij temperaturen boven 300 °C kneedbaarder, wat hun toepassing in lichtgewicht structurele componenten ondersteunt. Verdere verfijning van materiaaleigenschappen vereist nog steeds meer optimalisatie van vervormingsprocessen, waaronder het beheersen van reksnelheden en het veranderen van matrijsvormen om te voldoen aan specifieke technische behoeften.
De keuze van aluminiumlegeringen wordt het meest beïnvloed door hun mechanische eigenschappen, corrosiebestendigheid en lasbaarheid op basis van het beoogde gebruik. Voor structurele toepassingen hebben legeringen uit de 7xxx- en 2xxx-serie de voorkeur, omdat deze een hogere sterkte-gewichtsverhouding hebben, samen met goede structurele eigenschappen. Legeringen uit de 5xxx-serie met een grote corrosiebestendigheid worden echter vaak gebruikt in maritieme en chemische omgevingen. Bovendien worden legeringen uit de 6xxx-serie vaak gebruikt vanwege hun gecombineerde eigenschappen, waardoor ze nuttig zijn voor de automobiel- en bouwsector. De relatieve eenvoud van de fabricage en hoe compatibel een legering is met een bepaalde verwerkingstechniek, bijvoorbeeld extrusie of walsen, zijn ook zeer belangrijke criteria voor selectie, waardoor naleving van productie- en engineeringbehoeften wordt gewaarborgd.
Het ontwerp van extrusiematrijzen voor aangepaste aluminiumprofielen levert een verscheidenheid aan technische problemen op die zowel nauwkeurigheid als ervaring vereisen. De ontwerpers zouden complexe vormen, toleranties en oppervlakteafwerkingstechnieken en computationele modelleringsstrategieën moeten gebruiken. Bijvoorbeeld scherpe hoeken en dikke muren in een ontwerp kan een onevenwichtige materiaalstroom veroorzaken, wat kan resulteren in defecten zoals kromtrekken en scheuren.
Een belangrijke factor bij het ontwerp van extrusiematrijzen is de stroomsnelheid van de aluminiumlegering. Negatieve stroomonbalans veroorzaakt drukverschillen, wat de kwaliteit en dimensionale nauwkeurigheid van het product verstoort. CFD-simulaties (Computational Fluid Dynamics) worden vaak gebruikt om de stroom binnen de matrijs te schatten en optimaliseren voor een uniforme snelheidsverdeling.
Bovendien zijn slijtage van de matrijs en thermische spanning die de prestaties en duurzaamheid van de matrijs in de loop van de tijd bepalen, een andere kritische overweging. Bovendien kan nitreerbehandeling van staallegeringen met hoge sterkte de levenscyclus van matrijzen tot op zekere hoogte verlengen. Tot 15% reductie in productiestilstand door verbeterde koelsystemen en geavanceerde matrijsmaterialen is wat industriële gegevens aangeven.
Moderne benaderingen zoals additieve productie en 3D-printen hebben het maken van prototypes van matrijzen getransformeerd door snellere cycli en ingewikkeldere vormontwerpen mogelijk te maken. Met deze ontwikkelingen komt de behoefte aan gespecialiseerde vaardigheden en kapitaalinvesteringen, die vaak barrières vormen voor kleinere bedrijven.
Dimensionale Variabiliteit
Oppervlaktedefecten
De extrusieverhouding en de stroming van Metaal is een cruciale factor in aluminium extrusieprocessen betreffende de kwaliteit van het product en de efficiëntie van de productie. Zoals eerder vermeld, worden de materiaaleigenschappen, waaronder sterkte, oppervlakteafwerking en dimensionale nauwkeurigheid van het resultaat, beïnvloed door de extrusieverhouding, die het gebied van de dwarsdoorsnede van de billet meet ten opzichte van het gebied van de dwarsdoorsnede van het geëxtrudeerde profiel. Verhoogde extrusieverhoudingen zorgen doorgaans voor betere mechanische eigenschappen en fijnere korrelstructuren vanwege de verbeterde vorming van de langwerpige ferrietkorrels, maar vereisen mogelijk hogere extrusiedrukken die na verloop van tijd resulteren in verhoogde slijtage van gereedschappen en matrijzen.
De metaalstroom moet echter worden gecontroleerd, omdat dit het andere belangrijke aspect van extrusie is dat moet worden gecontroleerd om consistente resultaten te verkrijgen. Defecten zoals kromtrekken en dimensionale veranderingen of interne holtes kunnen ontstaan bij ongelijkmatige stroming. Het vermogen om het gedrag van de metaalstroom te voorspellen en te optimaliseren is verbeterd door technologische vooruitgang, zoals eindige-elementensimulatie en realtime procesbewaking. Volgens recent onderzoek in de sector is een vermindering van maximaal 15% van het afval van grondstof werd gerapporteerd, samen met een verbetering van maximaal 20% in de cyclustijd voor processen door optimalisatie van de metaalstroom.
Het beheer van de temperatuur is ook cruciaal om effectieve controle te verkrijgen met betrekking tot de extrusieverhouding en de metaalstroom. Billets, samen met de matrijzen, moeten worden voorverwarmd tot een constante temperatuur, zodat ze geen thermische gradiënten creëren die de metaalstroom kunnen belemmeren en defecten in het product kunnen veroorzaken. Bovendien hebben moderne smeermiddelen en matrijscoatings de controle over de metaalstroom verbeterd door wrijving en oppervlaktedefecten te verminderen. De toepassing van deze nieuwe technieken, in combinatie met kennis van procescontrole, zal de doelstellingen en effectiviteit verbeteren, samen met de efficiëntie in de productie.
Richting van de materiaalstroom
Vereiste kracht
Efficiëntie in metaalstroom
Ontwerp van de apparatuur
Temperatuurregeling
Geschiktheid voor toepassingen
Door de verschillen te begrijpen, kunnen fabrikanten het juiste extrusieproces voor de materialen kiezen op basis van hun eigenschappen, gewenste product en economische hangers.
Warme en koude extrusie zijn de twee meest voorkomende processen voor het vormen van metaal. Ze verschillen aanzienlijk in de bedrijfstemperatuur, de materiaaleigenschappen en de toepassing.
Bedrijfstemperatuur
Materiaaleigenschappen
Energie-efficiëntie en gereedschap
Toepassingen
Productiesnelheid en kosten
Met deze informatie kunnen fabrikanten het proces kiezen dat het beste bij hun project past, voor de perfecte balans tussen materiaal, efficiëntie en kosten.

Aluminium extrusie verbetert de productieprocessen van een bedrijf optimaal met zijn lichtgewicht, flexibele en sterke componenten. Het maakt het mogelijk om specifieke vormen te ontwerpen, terwijl het ervoor zorgt dat het eindproduct zowel op maat als structureel solide is. Bovendien verbetert de techniek de productiviteit door overtollig materiaalgebruik te minimaliseren, waardoor de noodzaak voor complexe secundaire bewerkingen vaak teniet wordt gedaan. In andere industrieën zoals de bouw, de lucht- en ruimtevaart en de automobielindustrie, wordt aluminium bevoordeeld omdat het gemakkelijk kan worden gerecycled, wat duurzame productiewaarden bevordert.
In verschillende sectoren kan het belang van aluminiumextrusie niet worden onderschat vanwege de onderscheidende kenmerken en veelzijdigheid. Structurele raamwerken in de bouw, koellichamen van elektronische apparaten, lichtgewicht componenten van de lucht- en ruimtevaartindustrie en crashbestendige frames in auto-ontwerp zijn veelvoorkomende toepassingen. Met name binnen de auto-industrie resulteert het gebruik van geëxtrudeerd aluminium in een lager voertuiggewicht, wat op zijn beurt het bijbehorende brandstofverbruik verbetert en de emissies verlaagt. Recente gegevens wijzen erop dat de auto-industrie het aluminiumverbruik elk jaar met ongeveer acht procent zal verhogen vanwege uitgebreide extrusie, wat naar verwachting zal gebeuren van nu tot 2030.
Ongeacht het brede gebruik ervan, heeft het extrusieproces enkele tekortkomingen. Bijvoorbeeld, de matrijsvorm en de extrusiepers hebben beperkingen met betrekking tot de wanddikte en complexiteit van sommige vormen. Bovendien kunnen de productiekosten voor complexe outputs met een laag volume te hoog zijn vanwege de initiële gereedschapskosten. Ook moeten sommige geëxtrudeerde componenten van aluminium secundaire bewerkings- of afwerkingsbewerkingen ondergaan, wat de productiecyclus verlengt en dus de kosten verhoogt. Bovendien kunnen sommige specifieke omgevingsomstandigheden, zoals extreem hete of corrosieve omstandigheden, enige coating of behandeling nodig hebben om efficiënt te werken. Kennis van deze informatie is erg nuttig bij het bepalen of extrusie geschikt is voor een bepaalde toepassing.
Naar mijn mening is het effect van aluminium extrusie op de output van de industrie significant. Dit proces maakt de productie mogelijk van duurzame, lichtgewicht onderdelen die essentieel zijn in veel industrieën, zoals de automobiel-, lucht- en ruimtevaart- en bouwsector. Ik erken echter wel enkele problemen, zoals beperkingen in het ontwerp van matrijzen, de noodzaak van secundaire afwerking en ecologische effecten die zeer grondig geanalyseerd moeten worden, zodat de efficiëntie- en economische aspecten met betrekking tot bouwactiviteiten optimaal zijn.
A: Een voordeel is dat extrusie de productie van complexe vormen mogelijk maakt en een goede oppervlakteafwerking heeft, wat economisch is bij grote productieruns. Enkele nadelen zijn hoge initiële gereedschapskosten, beperkingen op wanddikte en inconsistentie van materiaaleigenschappen door de profielen heen.
A: Dit is de meest voorkomende methode voor het extruderen van aluminium. Er is een goede mate van controle tijdens het proces en er kunnen verschillende aluminium extrusieproducten worden geproduceerd. Echter, in vergelijking met indirecte extrusie, geeft directe extrusie vaak minder uniforme producten, vooral bij gebruik van langere profielen.
A: Een beperking van aluminium extrusiegieten is dat het moeilijk is om complexe dwarsdoorsneden en veranderingen in wanddikte te realiseren. Bovendien zijn bepaalde details die tijdens het extrusieproces worden gemaakt mogelijk niet geschikt voor precieze, scherpe randkenmerken.
A: Er kunnen zich enkele belangrijke problemen voordoen bij geëxtrudeerde aluminiumproducten. Kwaliteitsproblemen omvatten oppervlaktedefecten, afwijkingen in afmetingen en inconsistenties in mechanische eigenschappen tijdens de extrusie. De oppervlaktelaag van het geëxtrudeerde metaal kan ook verschillen in karakter van die van de kern.
A: Hoewel aluminiumproducten recyclebaar zijn, is extrusie als productiemethode behoorlijk energie-intensief. De creatie van aluminium billets en de extrusieprocedure zelf produceren broeikasgassen. Aan de andere kant wordt extrusievoeding uitgevoerd met minder verspilling dan de meeste metaalvormbewerkingen, dus in dit opzicht is het gunstiger voor het milieu.
A: In vergelijking met andere technieken, zoals aluminium spuitgieten, is aluminium extrusie relatief goedkoop voor middelgrote tot grote productieseries; de initiële kosten voor de gereedschapsmatrijzen voor grootschalige productie kunnen echter nadelig zijn. Hoewel deze problemen andere technieken zoals bewerken of gieten gunstiger maken voor prototypes en kleine productieseries, draait het op de lange termijn allemaal om hoe gedetailleerd het item moet zijn en de hoeveelheid die men wil produceren.
A: Het is lastig om een consistente oppervlakteafwerking te behouden bij aluminium extrusie. Verschillende factoren, waaronder matrijsgeometrie, extrusiesnelheid en temperatuur, kunnen de oppervlaktekwaliteit beïnvloeden. Er kunnen oppervlakte-imperfecties zoals matrijslijnen en krassen verschijnen, die mogelijk nabewerking nodig hebben om ze volledig te verhelpen.
A: Zelfs als aluminium extrusie brede toepassingen heeft, kan het niet geschikt zijn voor alle productbehoeften. Ter illustratie: het is niet ideaal voor producten met hoge sterkte-massaverhoudingen of voor producten die zeer hoge of zeer lage temperaturen tegenkomen. Bovendien beperken de dimensionale beperkingen van extrusiemachines de lengte en de doorsnede van de geëxtrudeerde vormen.
1. Effecten van de bedrijfstemperatuur op de levensduur van aluminium extrusiematrijzen
2. Bepaling van de belangrijkste geometrische factoren die invloed hebben op het verwijderen van de extrusiematrices die direct worden toegepast op de verkrijging van de aluminium gaten
3. Numerieke simulatie en multi-objectieve optimalisatie van vloeistof-structuurinteractie bij aluminiumextrusie
4. Vermindering van de milieueffecten van aluminium extrusie
5. Metaal
6. Aluminium
7. Toonaangevende leverancier van aluminium extrusiebewerking in China

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →