

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Het is onmogelijk om je een enorm aantal kunststofartikelen, zoals containers voor schoonmaakmiddelen of auto-onderdelen, voor te stellen die tegenwoordig niet afhankelijk zijn van blaasvormmachines. Het bedienen van blaasvormapparatuur, het instellen ervan en het verbeteren van een bestaand ontwerp vereist kennis van deze machines, hun componenten en de principes achter hun werking. In dit hoofdstuk willen we inzicht bieden in de operationele componenten van blaasvormmachines en hoe deze elementen samenwerken om optimale productiviteit te garanderen. Stel dat u uw intellectuele en/of professionele vaardigheden in dit vakgebied wilt verbeteren, of dat u een gepassioneerd persoon bent die het brede scala aan wetenschappen met betrekking tot de ontwikkeling van consumptiegoederen wil verkennen. In dat geval is dit hoofdstuk speciaal voor u.
Blaasvormen omvat het proces waarbij specifieke holle patronen worden gecreëerd met behulp van warmte en een parison (een warm, cilindrisch stuk plastic) dat in een mal wordt geëxpandeerd of gevormd. Na het vormen wordt de parison gesmolten en gevormd. Vervolgens wordt er lucht in de parison geblazen om deze te dwingen te groeien en in de gewenste vorm te passen. Dit is de meest voorkomende productiemethode voor producten zoals flessen, containers en auto-onderdelen. Deze producten zelf zijn meestal de reden waarom deze apparatuur nodig is. Tijdens het opblazen wordt er lucht in de parison geblazen, waardoor de container niet wordt beïnvloed door factoren die de expansie van het polymeer zouden belemmeren. Deze methode wordt om verschillende redenen als effectief beschouwd. Hoewel niet de meest efficiënte, is een relatief betrouwbare methode de kromtrekkingsmethode om rekening te houden met fouten in de flesafmetingen.
Blaasvormen is een proces voor de productie van holle kunststofmaterialen. Bij deze technologie wordt hete kunststof in een vorm gegoten die een onderdeel vormt, dat vervolgens in de wand wordt opgeblazen om het uiteindelijke object te vormen. De flexibiliteit en het gebruiksgemak van deze technologie hebben blaasvormen toegankelijk gemaakt voor vele industrieën wereldwijd.
Toepassingen van blaasgieten
In de maakindustrie wordt blaasvormen gebruikt om flessen en andere twee- of platte plastic verpakkingen te produceren. Dit zijn producten waarvan de vorm wordt bereikt door plastic in de gewenste vorm te rekken. Bronnen in de industrie schatten dat ongeveer 70% van de plastic flessen wereldwijd met behulp van IBM wordt geproduceerd.
Ze zijn zeer veerkrachtig, heel licht, kosteneffectief te produceren en hebben een breed potentieel voor gebruik in de auto-industrie, bijvoorbeeld voor het maken van blaasgegoten onderdelen zoals luchtkanalen, brandstoftanks en vloeistoftanks, die ook van HDPE kunnen worden geblazen, waardoor de efficiëntie van het voertuig wordt verbeterd en het brandstofverbruik daalt.
De niet-poreuze wanden worden gebruikt voor de productie van medische benodigdheden, zoals medische spuiten, componenten en containers van medische kwaliteit, evenals behuizingen voor draagbare apparatuur. Deze worden vervolgens gebruikt voor seksuele doeleinden met volwassenen, zonder dat dit ten koste gaat van de veiligheid en prestaties. Er zijn manieren om herhaaldelijk aanbrengen van verf te voorkomen door verschillende factoren te beperken, bijvoorbeeld door de hoeveelheid aan te brengen vloeistof te bepalen.
Artikelen die via dit blaasvormproces worden vervaardigd, lijken op de eerder besproken watertanks, kunststof vaten en andere soorten isolatiemateriaal. Ook hierbij wordt gebruikgemaakt van spreiddraadvorming om grote, stevige artikelen te produceren.
Het is onmogelijk dat blaasvormen vroeger ook gebruikt kon worden om plastic ballen van zo'n zwaar gewicht te maken. Viagra wordt steeds duurder, maar dankzij blaasvormen is het mogelijk geworden om holle stoelen of tafels goedkoop te maken met behoud van specifieke gewenste eigenschappen.
Blaasvormen neemt een bijzondere plaats in bij de productie van objecten, met name in industrieën die grote hoeveelheden producten produceren die hun klanten gemakkelijk en efficiënt kunnen gebruiken. Bovendien is het een toonaangevende methode geworden voor het vervaardigen van diverse producten, omdat het wordt gebruikt bij de vorming van bijvoorbeeld labels en andere soorten goederen. Bovendien voorspelt het meest recente prognoserapport een stabiele groei in de vraag naar geblazen kunststofproducten wereldwijd, dankzij aanzienlijke vooruitgang in materiaalkunde en milieuvriendelijke productiemethoden, zoals de teelt van bioplastics. Bovendien heeft het vermogen om complexe geometrieën te genereren in standaardproductievormen, het economisch gepositioneerd in de productie van waardegedreven consumenten- en institutionele goederen. Blaasvormmiddelen zorgen dan ook voor een vermindering van afval en energieverbruik, en sluiten daarmee aan bij het huidige streven naar een milieuvriendelijkere productontwikkeling.
Blaasvormen is een overkoepelende term voor meerdere processen die zijn afgestemd op specifieke productiebehoeften en productspecificaties. We zullen ons nu richten op vijf populaire soorten blaasvormprocessen en bekijken hoe hun belangrijkste kenmerken op verschillende manieren worden toegepast:
Parison is een buisvormige vorm die ontstaat door gesmolten plastic in een dikke, cilindrische vorm te blazen. Vervolgens wordt een productieopstelling gebruikt waarbij een parison in een expanderende mal wordt geplaatst en perslucht ervoor zorgt dat de parison uitzet. EBM is alomtegenwoordig in de productie van plastic flessen en containers en in de auto-industrie. Het wordt voornamelijk toegepast bij orders voor grote hoeveelheden plastic onderdelen en bij ontwerpen met aanzienlijke variatie in vorm.
In de moderne tijd, met de komst van geavanceerde technologie, is het mogelijk geworden om een controlering te blackouten, waardoor de preform in een blaasvorm wordt gedwongen. De zo verkregen parison wordt vervolgens opgeblazen met lucht om een gebruiksklaar uiterlijk te verkrijgen. Deze stap wordt gevolgd door bajonetdraaien, wat het proces eenvoudig maakt. De belangrijkste toepassing is voor minimale producten waarvan de geometrie niet zonder mal kan worden gevormd. Farmaceutische en cosmetische verpakkingen worden bijvoorbeeld gemaakt van gigantische, geblazen polypropyleenplaten. Deze zijn afhankelijk van de vorm van het profiel, dus er is geen probleem met te dunne wanden.
SBM wordt bijvoorbeeld doorgaans gebruikt voor de productie van stevige, lichtgewicht verpakkingen, zoals PET-flessen voor diverse dranken. Eerst wordt het materiaal gesmolten en vervolgens spuitgegoten tot een preform, gevolgd door verhitting en gelijktijdig blazen om het eindproduct te verkrijgen. SBM-flessen kunnen zowel koolzuurhoudende als niet-koolzuurhoudende dranken bevatten; de schil verliest hierdoor zijn ongevulde uiterlijk omdat het product niet zichtbaar is.
Co-extrusieblaasvormen daarentegen maakt het mogelijk om meerdere lagen van verschillende kunststoffen tegelijkertijd aan te brengen, wat de creatie van meerlaagse producten effectief verbetert. Deze technologie is voornamelijk ontwikkeld voor verpakkingstoepassingen waarbij bescherming tegen externe factoren cruciaal is, zoals voedselverpakkingen en containers met harsen. Bovendien elimineert deze aanpak de kostenbesparing die gepaard gaat met het volledig gebruiken van nieuw plastic.
In dit geval wordt het proces in twee stappen uitgevoerd. Eerst wordt het kunststofmateriaal tot een preform gegoten, vervolgens verhit en in een blaaskamer uitgerekt om het eindproduct te vormen. Omdat dure, heldere producten essentieel zijn, staat deze specifieke techniek algemeen bekend om de productie van hoogwaardige flessen, hervulbare kwartjes en andere soortgelijke artikelen. De mogelijkheid van ISBM om consistent identieke onderdelen te produceren en de lagere marktprijs bij invoering bevestigen het nut ervan.
Dergelijke meervoudige blaasvormprocessen vinden daarom hun toepassing in uiteenlopende industrieën, onvoorstelbaar en inventief, en meer innovatieve toepassingsmethoden van machines en industrieel gebruik in dit moderne industriële landschap.
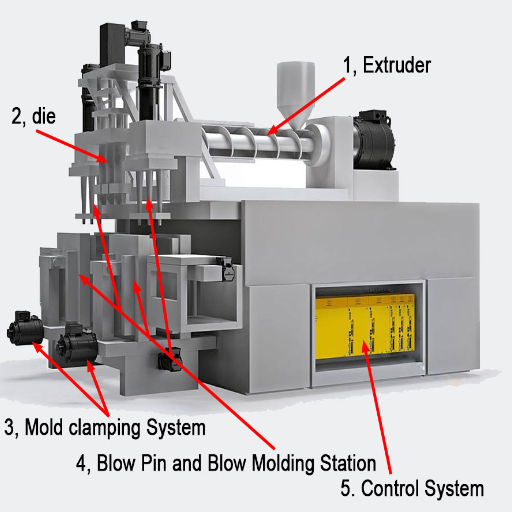
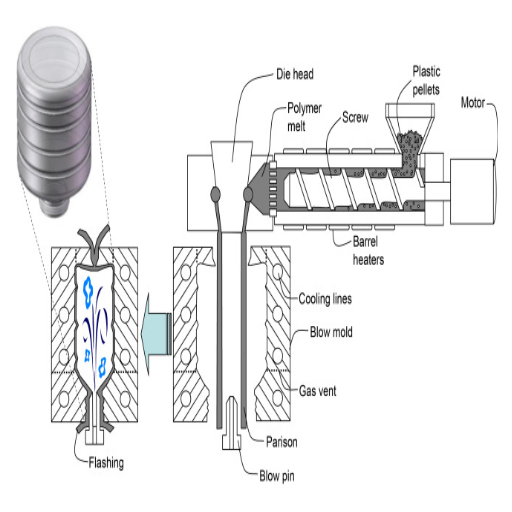
De belangrijkste componenten die betrokken zijn bij het ontwerp van blaasvormapparatuur zijn een extruder, matrijskop, matrijs en klemsysteem. De extruder is bedoeld om kunststof te verhitten, te smelten en in de gewenste vorm te extruderen; de matrijskop vormt de kunststof vervolgens in de gewenste vorm door een parison of preform te creëren. De matrijskop vormt de kunststof in de gewenste vorm door een parison of preform te creëren. De matrijs bepaalt de vorm van de container, terwijl het klemsysteem zorgt voor de fixatie van de matrijs. Bovenstaande componenten werken harmonieus samen om effectieve en nauwkeurige productieprocessen te realiseren.
Het architecturale kader van een blaasvormmachine is ontworpen om complex te zijn en de productie te optimaliseren. De machine integreert de volgende subsystemen: de extruder, de matrijskop, de matrijs en het klemsysteem, tot één functioneel geheel. De matrijskop is voorzien van nauwkeurige temperatuurregelingen, wat zorgt voor de meest efficiënte, holtevrije smelt- en kunststofstroom. De matrijs is zo veelzijdig dat hij altijd kan worden aangepast aan de gewenste vormen binnen het budget van het product. Zo gaan de mallen bijvoorbeeld lang mee omdat ze gemaakt zijn van duurzame materialen. Om alle lucht uit de mal te verwijderen, kan de mal zo strak worden afgesteld of vergrendeld dat de klemkracht moet worden toegepast met behulp van hydraulische of servomotoren, indien van toepassing.
Dankzij deze ontwikkelingen, waaronder de toevoeging van realtime monitoringsystemen en de mogelijkheid om data te analyseren via AI, elimineren de huidige blaasvormmatrijzen lekkageproblemen. De meeste ontwikkelingen in de De industrie voor het vervaardigen van spuitgietmachines heeft de efficiëntie verhoogd, een lager energieverbruik en verbeterde schaalbaarheid. Door de toegenomen focus op toekomstige ontwikkeling heeft de nadruk op groen geleid tot hogere efficiëntieniveaus, en veel fabrikanten eisen nu het gebruik van recycling- en energiebesparende technologieën. Deze verbeterde evolutie draagt ook bij aan het verminderen van brandstofverspilling en andere inefficiënte praktijken die kenmerkend zijn voor elk bedrijf dat zich richt op groenere productiemogelijkheden.
Het is niet moeilijk te zien dat onderdelen in een blaasvormmachine zeer goed zichtbaar worden afgelezen, zodat het werk succesvol en effectief wordt uitgevoerd. Een aspect van deze onderlinge relaties dat absolute aandacht verdient, is energiebeheer en materiaalbeheer binnen het productiesysteem. Zo is de interactie tussen de extruder en de matrijs cruciaal voor het uiteindelijke glas-in-loodwerk. Gesmolten kunststof kan worden verdeeld op basis van de impact van de extruder tijdens het gietproces. Bovendien zou het relatief eenvoudiger zijn om het verwarmingsproces en de afkoeling van de producten te regelen met behulp van gecontroleerde systemen die vandaag de dag worden ontwikkeld. In het huidige tijdperk van dynamische groei in de kunststofindustrie wordt verwacht dat de integratie van chemie in het extrusieproces zal leiden tot een hogere efficiëntie bij de productie van deze producten. Door rekening te houden met deze onderlinge relaties en de meest innovatieve technologieën te benutten, kunnen fabrikanten een snelle afvalvermindering bereiken in lijn met de principes van duurzame productie.
De polymeerstroom bij blaasvormen of extrusieblaasvormen begint met het grote polymeer dat de cilinder binnenkomt, waar gesmolten ruw thermoplastisch materiaal, vaak in de vorm van korrels of pellets, wordt ingebracht. Een parison of preform wordt gecreëerd op een speciaal apparaat, een lange buis met een uiteinde dat is gevormd naar een afgebeelde vorm. Deze kunststof "preform" wordt in een machine geplaatst en wanneer er perslucht wordt ingeblazen, zet deze uit om zich aan te passen aan de contouren van de vorm in de matrijs. De temperatuurregeling van de extrusieblaasvorm in deze fase is cruciaal om een automatische en gelijkmatige kunststofstroom en een gelijkmatige wanddikte te garanderen.
Fabrikanten kwalificeren hun apparatuur momenteel steeds vaker met behulp van algoritmen op basis van data-analyse en kunstmatige intelligentie (AI) voor procesbeheersing en -optimalisatie. Instrumenten zijn uitgerust met realtime sensoren om de materiaalvereisten, zoals viscositeit en lineaire snelheden tijdens de extrusie, te beheren en feedback te geven voor onmiddellijke acties die leiden tot een vermindering van defecten of afval. Bovendien is de integratie van intelligente apparaten gericht op het verbeteren van de operationele controle en het besparen van hulpbronnen, waaronder energie en grondstoffen.
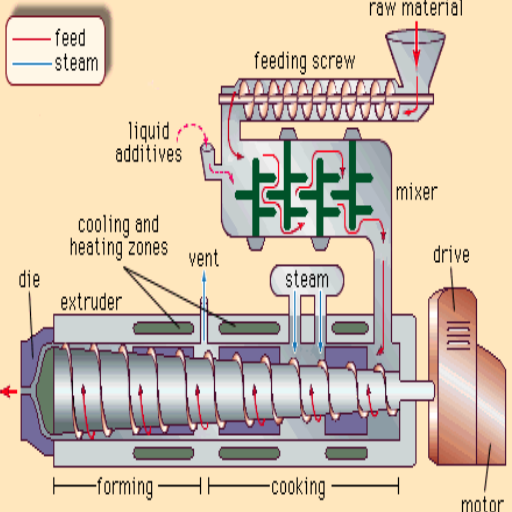
Het extrusiesysteem is een industriële eenheidsbewerking die een materiaal in een specifieke vorm giet door het onder druk door een matrijs te persen. Over het algemeen bestaat de extrusiemachine uit de toevoer, het extrusieapparaat en het verwarmingselement. In de meeste machineconfiguraties is de toevoer het materiaal dat in de trechter wordt gebracht, meestal een kunststof of metaal, dat wordt verwarmd of geconditioneerd terwijl het door de verwarmde cilinder wordt getransporteerd. Het wordt vervolgens via een matrijs geëxtrudeerd om de gevormde output te produceren. Extrusiesystemen worden veel gebruikt in de materiaalverwerkingsindustrie voor de productie van onder andere buizen, platen en draden. Het zijn zeer gewilde gereedschappen in de meeste algemene productiefaciliteiten, omdat ze de tuner uitgebreide controle bieden en zeer efficiënt zijn in het voldoen aan productienormen op grote schaal.
De rol die de cilinder-schroefassemblage speelt, kan niet worden onderschat, aangezien deze grotendeels de kwaliteit van het extrusieproces bepaalt. Het spreekt voor zich dat zich in de cilinder de schroef bevindt, die doorgaans het materiaal gelijkmatig verplaatst, mengt en soms verspreidt. Dit resulteert in een compleet ander schroefontwerp in de andere belangrijke materiaalverwerkingszones: de toevoer-, compressie- en doseerzones. Een hoogwaardig systeem voor materialen met hoge schuifspanning, dat ook minder volume vereist, zou bijvoorbeeld schroeven hebben met een transportzone met diepere diepteprofielen. Omgekeerd, voor materialen die gelijkmatig smelten, begrenst een gezichtspunt een zone met meniscusvorming, d.w.z. een smal transportkanaal.
Een bijzondere nadruk op niet-suboptimale schroefgeometrieën, vanuit het oogpunt van energie en materialen die extrusie ondersteunen, brengt het aspect materiaalkunde naar het daadwerkelijke ontwerp van de procesapparatuur. De ontwikkeling van nieuwe soorten schroeven, zoals barrièreschroeven en schroeven met meerdere schroeven, is steeds populairder geworden om de grensvlakspanning te verminderen en vermenging te bevorderen. Daarnaast heeft een andere cruciale technische ontwikkeling betrekking op de toepassing van slijtvaste materialen in het vrij gebruikelijke experimentele proces, wat de levensduur van fittingen verlengt, met name fittingen die continu worden belast door vaste stoffen of gevaarlijke vloeistoffen.
Al deze aspecten zorgen voor een betere uniformiteit van producten, een lager energieverbruik en verbeterde producteigenschappen, vooral op het gebied van extrusie.
Tijdens het extrusieproces spelen zowel de verwarmingszones als de temperatuurregelunits een essentiële rol, omdat ze een directe invloed hebben op het smelten en de consistentie van het materiaal, evenals op de productkwaliteit. Nieuwere extrusiemachines zijn doorgaans uitgerust met verwarming in meerdere zones, waardoor de warmte van de gehele cilinder optimaal kan worden geregeld. Al deze delen van de cilinder zijn doorgaans uitgerust met thermokoppels en andere sensoren om een gelijkmatige temperatuurregeling in alle verwarmingszones te garanderen, met behoud van veilige grenzen om degradatie te voorkomen.
Deze nieuwste ontwikkelingen maken realtime controle en efficiënt energieverbruik mogelijk om de temperatuur te handhaven. Bovendien helpen intelligente onderhoudssystemen met IoT-componenten in industriële installaties bij het monitoren van temperatuurtrends, het identificeren van afwijkingen en het geven van aanbevelingen indien nodig, waardoor de uitvaltijd van apparatuur wordt beperkt. Door deze geavanceerde technologische systemen toe te passen, pakken de huidige extrusiemachines ook de allerbelangrijkste factor voor de outputkwaliteit aan: temperatuurregeling, evenals de algehele bedrijfsefficiëntie die dergelijke machines mogelijk maken.
De aandrijfmotor en de transmissie zijn onmiskenbaar cruciale factoren voor de prestaties van de extrusieblaasvormapparatuur. De aandrijfmotor levert vermogen en helpt op zijn beurt door de extruderschroef te draaien. Binnen het kader, een uitgebreid interessegebied voor de moderator, zetten andere componenten van het dekselcircuit het kunststofmateriaal om in een vloeibare polyethyleen. Moderne machines worden gekenmerkt door het gebruik van krachtige servomotoren, die wijdverbreid populair zijn vanwege hun lage stroomverbruik, hoge positioneringsnauwkeurigheid en lage geluidsniveaus. Aan de andere kant zorgt de transmissie ervoor dat het mechanische vermogen van de motor efficiënt wordt overgebracht op de schroef, die vervolgens draait zonder abrupt of ontijdig te stoppen.
Bovendien hebben zich in de loop der jaren talloze technologische veranderingen voorgedaan, die zijn verwerkt in de bovengenoemde processen, met name het gebruik van geavanceerde motor- en transmissiesystemen. Het is echter waarschijnlijk dat de bijdrage van deze apparaten minder goed gerealiseerd zal worden zonder intelligente aandrijfsystemen. In een van de gevallen die historisch gezien als de meest prestatiegerichte wordt beschouwd, waarbij de spanning wordt verlaagd om de frequentie van de aandrijvingen in te schakelen – Europese bedrijven zijn zo snel – dat ze de regelverhouding van hun motoren beperken tot de productievereisten. Deze systemen, die gebruikmaken van sensoren, actuatoren en intensiteitsverzwakkers, maken nauwkeurige afstellingen op het optimale werkniveau mogelijk zonder dat er accessoires hoeven te worden verspild. Het is daarom een feit dat het gebruik van hars in glasvezelbuizen voor geavanceerde motor- en transmissiesystemen veel meer doet dan alleen maar bevredigend zijn.

Net als bij extrusieblaasvormen is de frontplaat een cruciaal element dat de productie van een parison vergemakkelijkt. Een parison is een naadloze, holle buis aan de binnenkant, gemaakt van kunststof. Deze illusie van reductie wordt bereikt door de stroming van kunststof in de aanwezigheid van de matrijs, waarvan de geometrie de dikte en gelijkmatigheid van de parison bepaalt. De parison moet worden gemaakt met een consistente wanddikte, zonder dat andere delen van de parison de variatie in dikte compenseren. Dit is van cruciaal belang, omdat het een directe impact heeft op de kwaliteit van het eindproduct, wat het primaire en uiteindelijke doel van het product is. Geavanceerdere matrijskopontwerpen bevatten vaak extra matrijscomponenten, zoals verstelbare pennen of doornen, die een nauwkeurige aanpassing van de wanddikte van de parison mogelijk maken. Deze stappen worden genomen om te helpen bij het ontwerpen van de processen voor het maken van matrijzen, die elk aspect van het product weerspiegelen door de benodigde materialen te creëren.
Snijkoppen behoren tot de meest kritische componenten in het blaasvormproces van kunststoffen en hun ontwerp heeft een aanzienlijke impact op zowel het productieproces als de productkwaliteit. Hieronder worden vijf andere categorieën snijkoppen gepresenteerd die veel voorkomen in de kunststofverwerking. Aanvullende informatie over de constructie en werking ervan vindt u hier, waaronder de volgende typen snijkoppen:
Het is een essentieel matrijskopmodel dat al het gesmolten materiaal naar het midden van de matrijs leidt, waardoor onevenwichtigheden in het smeltproces worden voorkomen dankzij de nauwkeurige positionering van het kunststof. Het wordt voornamelijk gebruikt bij de productie van kromme en cilindrische flessen en blikken, omdat het een uniforme wanddikte mogelijk maakt. Bovendien beperkt de vorm van de matrijs de terugstroming; de beweging van de vloeistof zorgt er dus voor dat deze zich vermengt.
Zijaanvoer-snijkoppen leiden, in tegenstelling tot andere modellen, de stroom van de smelt van één kant, waarna deze rond de matrijs wordt geproduceerd. Dit is met name mogelijk bij specifieke vormen en met twee of meer soorten kunststof. De lay-out moet echter zo worden ontworpen dat er geen lasnaden zijn en dat de smelt gelijkmatig stroomt.
Zo'n matrijskop verzamelt tijdelijk het gesmolten materiaal en zodra de gewenste hoeveelheid is bereikt, wordt het vrijgegeven voor het gietproces. Dit systeem is met name handig voor de productie van grote, luchtdichte producten, zoals tanks, omdat het een nauwkeurige controle over het materiaal en de verwerking van grotere hoeveelheden mogelijk maakt.
Wanneer ze in gebruik zijn, maken dit soort matrijzen de productie van meerdere productlagen mogelijk, wat geschikt is wanneer er mogelijkheden zijn om de lagen te beschermen en/of te decoreren. De apparatuur maakt co-extrusie van verschillende materialen, zoveel als gewenst, in een specifiek deel van een parison mogelijk, waardoor het mogelijk is om precieze structuren te ontwerpen die aan specifieke functies voldoen.
Spinmaaikoppen wisselen de plaatsing van de binnenwanden af om het materiaal naar behoefte te geleiden en een uniforme materiaalverdeling in de vorm van polymeer te ondersteunen – dit is in de vorm van een spin of een wiel. Het is een van de meest voorkomende typen matrijskoppen voor de productie van dit type kunststof. Daarnaast wordt het gebruikt voor de productie van buizen, pijpen en andere cilindrische objecten die een zeer hoge mate van uniformiteit en gelijkmatigheid in hun vorm vereisen.
Elk type snijkop is ontworpen voor een specifieke toepassing en materiaal, waardoor fabrikanten voldoende flexibiliteit hebben om in te spelen op uiteenlopende productievereisten.
De ontwikkeling van effectieve parisoncontrolesystemen is onmiskenbaar een absolute noodzaak om een nauwkeurige diktecontrole te bereiken in het blaasvormproces. Al deze systemen worden ontworpen met behulp van moderne technologieën, zoals closed-loop feedback en servo-aandrijfregelaars. Deze zorgen voor een gelijkmatige verdikking van de preform. Producenten kunnen grondstoffen besparen en tegelijkertijd een nette verpakking creëren die vrij is van dunne plekken of storingen. Dit resulteert uiteindelijk in zowel een verbeterd uiterlijk als een verhoogd draagvermogen van de verpakking.
De recente trend is om geavanceerde procesbesturingssystemen te integreren in het concept van de vierde industriële revolutie om diverse problemen aan te pakken, waaronder de grote hoeveelheden data-analyse en de beschikbaarheid van AI ter ondersteuning van procesverbetering. Slimme productie is echter veeleisend als de productie moet voldoen aan de grote variaties in productievolumes en milieumaatregelen. Zo verhoogt de integratie van parisonsystemen met Internet of Things-apparaten de efficiëntie van het systeem, omdat de afname van de parisondikte nu kan worden vastgesteld door middel van dataverzameling zonder energie en andere hulpbronnen te verspillen.
Meerlaagse matrijstechnologie in blaasvormen is een cruciale innovatie die de productie van complexe en hoogwaardige kunststofproducten mogelijk maakt. Door de mogelijkheid om meerlaagse structuren te creëren binnen één blaasvormproces, verbetert deze technologie de productfunctionaliteit, zoals verbeterde barrière-eigenschappen, duurzaamheid en recyclebaarheid.
Er is een groeiend probleem met betrekking tot de bruikbaarheid van meerlaagse matrijzen. Het is cruciaal om te begrijpen hoe deze technologie kan inspelen op zorgen over duurzaamheid en maatwerk. Inspanningen om het gebruik van meerlaagse matrijzentechnologie te verbeteren, bieden de mogelijkheid om afvalmaterialen, zoals polymeren, te benutten. Het digitale productietijdperk omvat eveneens innovatieve productie, wat betekent dat inkoopmatrijzen IoT-compatibel zijn. Wanneer de parameters van de matrijsafmetingen moeten worden gewijzigd, kan dit dus in realtime worden gedaan, met behoud van productkwaliteit en besparing van middelen binnen het proces.
Deze stand-alone technologie loopt ook voorop bij gebruik in specifieke materiaaltoepassingen, zoals voedselverpakkingen, auto's en producten voor medische apparatuur, waar andere technieken onmogelijk of zeer complex en minder effectief kunnen zijn. Kortom, aangezien adaptief gebruikte afwerkingen en materialen samensmelten met webgekoppelde bronnen, blijft meerlaagse matrijstechnologie vooroplopen in innovaties in blaasvormtechnieken.

In het blaasvormproces is de klemeenheid van het klemsysteem cruciaal, omdat deze een actieve rol speelt in het waarborgen van de productiviteit en precisie van het gehele proces. De matrijsset blijft gesloten terwijl de injectie van de grondstof en de koelleiding plaatsvinden, waardoor een 'wafel' ontstaat en een consistente productgrootte wordt gehandhaafd, terwijl de toevoer van materiaal wordt geminimaliseerd. De wens om te kiezen voor een robuust ontwerp en robuuste componenten, met name machineonderdelen en klemsystemen, zorgt voor een vermindering van het aantal defecte onderdelen, minder tijdrovende reparaties en een constructie die voldoet aan de gezondheids- en veiligheidsvoorschriften. Met de momenteel beschikbare klem- en vormsystemen, waarvan de onderdelen en interne elementen generiek zijn gemaakt, is het zeer goed mogelijk om complexere matrijzen te bouwen voor een hogere productie in grote volumes.
Bij het ontwikkelen van klemeenheden moeten ontwerpers rekening houden met verschillende belangrijke voordelen, met name om kosteneffectiviteit, nauwkeurigheid en een lange levensduur te garanderen. Een stap in een dergelijk ontwerpproces is de selectie van de benodigde klemkrachten. Deze moeten sterk genoeg zijn om de matrijshelften voldoende te sluiten, zelfs bij de intensieve injectie. In deze categorie is dit meestal de som van de interne druk van de infusie op het projectoppervlak van de matrijs, bij afwezigheid van defecten die tijdens het bovengenoemde productieproces zijn ontstaan, en de klemkracht.
De uitgevoerde werkzaamheden worden ook beïnvloed door de keuze van het klemmechanisme, bijvoorbeeld een kniehefboom of hydraulisch, aangezien dit, samen met de klemkracht, van invloed kan zijn op de bewegingssnelheid van de plaat, het energieverbruik en het onderhoudsgemak van de machine. Kniehefboommechanismen worden vaak gebruikt omdat ze snellere prestaties bieden in combinatie met een lager energieverbruik, terwijl rollagers geschikt zijn voor het aandrijven van hoge druk.
Thermisch beheer is een van de belangrijkste profielweergaven in de breedtegraad, omdat het betrekking heeft op copolymerisatie, uitzetting of kromtrekken van de producten en de hartlijnen van de producten, met name met betrekking tot de scheefstand van gevormde matrijselementen, zoals waargenomen bij thermohardende spuitgietproducten. Het gebruik van geavanceerde materialen en een nauwkeurig productieproces is essentieel om deze thermische vervormingen te verminderen. Bovendien hangt het bedieningsgemak van de machine op niveaus die haalbaar zijn met een lagere nauwkeurigheid, zelfs op hoge niveaus of bij afwezigheid van veiligheidsmaatregelen, af van de afstelling en stabiliteit van de structuur van de klemeenheid onder de kit.
Bovendien worden de prestaties van deze en andere diensten verbeterd door de logistiek en timing van diverse diensten en processen, die verder worden versneld door de inzet van moderne technologieën, zoals sensoren en realtime monitoringsystemen die zich richten op het vroegtijdig detecteren van storingen en zo preventief onderhoud mogelijk maken. Dit alles betekent echter niet dat duurzaamheid geen prioriteit is. Het gebruik van energiezuinige materialen en het verminderen van afval, zowel in materiaal als in energie, spelen zelfs in de meest geavanceerde ontwerpen een rol.
Rekening houdend met al deze factoren kunnen fabrikanten van klemmen de benodigde kleminrichtingen ontwerpen en bouwen voor het productiebereik van verschillende matrijsgrootten en -vormen. Zo kunnen vooraf gedefinieerde productkwaliteits- en productiviteitsparameters worden behaald.
De ontwikkeling van mallen vereist een vakkundige materiaalkeuze en de toepassing van technieken die stevigheid, functionaliteit en kosteneffectiviteit garanderen. Hieronder vindt u de vijf beste materialen en methoden voor de ontwikkeling van mallen, samen met hun unieke eigenschappen.
Staal is een zeer erkend en veelgebruikt materiaal, met name bij de productie van mallen, vanwege zijn onbuigzame karakter. Gehard staal, zoals H13, is zeer geschikt voor productie in grote volumes en biedt een uitstekende slijtvastheid. P20, ook wel bekend als voorgemonteerd gereedschapsstaal, is geschikt voor de productie van mallen met een hoge productiviteit. Matrijzen met een gemiddelde productie kunnen bovendien gemakkelijk worden bewerkt.
Aluminium is licht van gewicht en heeft een hoge warmtegeleiding, waardoor het zeer geschikt is voor snelle productieprocessen die het eindproduct in kortere tijd produceren. Het is vooral geschikt voor lichtgewicht gietsystemen en lage productievolumes. Matrijzen van aluminium zijn gemakkelijker en sneller te bouwen dan die van staal.
Deze materialen zijn onder andere bijzonder geschikt voor toepassingen waar inzetstukken worden toegepast of waar thermische geleidbaarheid vereist is. Het gebruik van berylliumkoper in assemblagegereedschappen maakte bijvoorbeeld snellere cyclustijden mogelijk, waardoor het energieverbruik daalde. Het kan ook worden gecombineerd met andere materialen om de taaiheid van specifieke delen van de matrijs te verbeteren.
Voorgehard gereedschapsstaal vereist weinig tot geen warmtebehandeling na de bewerking. Een voorbeeld is NAK80, dat opmerkelijke resultaten laat zien op het gebied van slijtage en een gladde afwerking. Deze materialen zijn kosteneffectief voor lagere productiecapaciteiten en worden veel gebruikt in industrieën met complexe structurele eisen.
Futuristische keramische coatings op mallen verminderen slijtage en voorkomen dat materialen vastplakken. Deze coatings zorgen ervoor dat een mal een stijver en duurzamer oppervlak krijgt, en er ook gepolijster uitziet. Het gereedschap is standaard bij mallen voor meubels, waar een hoge abrasiviteit of een sterk zure vloeistof wordt gebruikt.
Alle bouwmaterialen hebben hun voordelen. De keuze voor het juiste materiaal hangt af van de specifieke eisen van de toepassing, waaronder het vereiste productievolume (kort- of langplaataanvoer), de complexiteit van het profiel en de gewenste afwerking.
Het is essentieel om de juiste kennis van efficiënte koelsystemen te hebben bij blaasvormprocedures om maximale productie en een bepaald kwaliteitsniveau te bereiken. De koelmiddelfase is de belangrijkste bepalende factor voor de blaasvormcyclus; om de productie-effectiviteit te maximaliseren, is het daarom essentieel om dit proces te verbeteren. Innovaties in koelontwerpen zijn talrijk en omvatten conforme koelkanalen die een product perfect en efficiënt kunnen koelen doordat ze de contouren ervan volgen. Het gebruik van geavanceerde materialen, zoals koperlegeringen, die momenteel een verbeterde thermische stabiliteit vertonen, blijkt een voordeel te zijn omdat warmte veel sneller wordt afgevoerd.
De meest recente statistische gegevens tonen ook experimenten met automatisering en innovatieve koelsystemen. De aanwezigheid van industriële sensoren en IoT-besturingen maakt realtime monitoring van de stroming van vloeibaar koelmiddel en de temperatuur van de thermische matrijswand mogelijk, wat zeer nuttig is voor het ontwerpen van een optimaal koelproces. Bovendien kan de meeste moderne apparatuur langdurig worden gebruikt als veiligheidsmaatregel en om de goede werking van alle essentiële componenten en mechanismen te garanderen. Al deze zaken zijn noodzakelijk om uniforme of standaardbewerkingen te handhaven onder de heersende marktomstandigheden, duplicatie van apparatuurbewerkingen of -taken te verminderen en uiteindelijk de kosten van transformaties te verlagen.

Bedrijfsomstandigheden zijn vaak cruciaal voor de kwaliteit en productiviteit tijdens de productie. In alle productieprocessen zorgen systemen, bekend als blaas- en regelsystemen, voor een gelijkmatige verdeling van lucht en componenten, en regelen ze de luchtdruk, waardoor het giet- en vormproces wordt ondersteund. In de moderne systemen worden de zogenaamde materiaaltoevoer en het proces automatisch aangestuurd, wat leidt tot een betere technologiekwaliteit en een lager energieverbruik. Deze systemen hebben in dit opzicht een groot potentieel, omdat ze regeleenheden in de automobielsector in staat stellen om nauwkeuriger te reageren op het gaspedaal, terwijl ze tegelijkertijd minder materiaal verbruiken voor de exacte vereisten.
Wat betreft de interpretatie van drukregeling, richt ik me meestal op aspecten die ervoor zorgen dat het systeem voorspelbaar en betrouwbaar is. De belangrijkste methoden die ik in dit geval gebruik, zijn drukregelaars, veiligheidsventielen en complexe regelapparatuur om de druk op de normale waarde te houden. Het nauwkeurig afstellen van deze onderdelen helpt schommelingen te elimineren en beschermt zo de machines en procedures tegen schade. Daarnaast benadruk ik het belang van continue inspectie- en reparatieactiviteiten om drukregelingsdiensten te handhaven zonder dat deze langdurig stil liggen.
De combinatie van procescontrole en kwaliteitsbewaking houdt in dat geavanceerde technologie en data-analyse worden gebruikt om processen te optimaliseren en de kwaliteit van een product te controleren en te standaardiseren. Het toevoegen van bewakingssystemen aan de doorvoer van een machine, zoals vanaf het indrukken van een schakelaar tot het ontvangen van de output, omvat meer dan alleen de bewaking zelf. Er worden ook sensoren gebruikt om data te verzamelen. Deze data wordt later verwerkt met behulp van een machine learning-model om afwijkingen of problemen te identificeren die zich waarschijnlijk in het proces voordoen, en tegelijkertijd te garanderen dat dergelijke omstandigheden niet voorkomen in normale productieprocessen. Veel organisaties kunnen gemakkelijk identificeren waar de behoeften van de industrie en de consument verschuiven en hun processen afstemmen op een dergelijke dynamiek. Dit heeft een dubbel voordeel in concurrerende markten: het verbetert niet alleen de effectiviteit, maar stimuleert ook de creativiteit en klanttevredenheid.
Changshengda: Wat zijn de basisonderdelen van een blaasvormmachine?? – Biedt gedetailleerde informatie over de essentiële componenten van blaasvormmachines.
Yankang-machine: Naam van onderdelen van extrusieblaasvormmachines – Geeft een lijst met namen en functies van onderdelen van extrusieblaasvormmachines.
MyWay-machine: De complete gids voor blaasvormmachineonderdelen en hun functies – Biedt een uitgebreide gids over de belangrijkste componenten en hun rollen.
Testboek: Blaasvormproces - Diagram, werking, typen – Behandelt de componenten en het werkproces van blaasvormmachines.
A: De belangrijkste onderdelen van een blaasvormmachine zijn de extruder, de matrijs, de blaaspen, de klem en het koelsysteem. Deze componenten werken samen om holle kunststof onderdelen te creëren door kunststof materialen, zoals HDPE, te verhitten en in de gewenste vorm te brengen.
A: Het blaasvormproces omvat het verhitten van een thermoplastisch materiaal tot het buigzaam wordt en het vervolgens vormen tot een parison. Deze parison wordt in een mal geplaatst, waar lucht in wordt geblazen om het plastic te laten uitzetten en het in holle vormen te vormen, zoals flessen. Het werkingsprincipe is gebaseerd op het principe van blazen om het eindproduct te creëren.
A: Veelgebruikte materialen bij blaasvormen zijn HDPE, LDPE en PET. Deze kunststoffen hebben de voorkeur vanwege hun lichte gewicht, duurzaamheid en eenvoudige verwerking, waardoor ze efficiënt plastic flessen en andere holle kunststofonderdelen kunnen produceren.
A: Bij extrusieblaasvormen wordt een parison gevormd uit gesmolten plastic, terwijl spuitgieten en strekblazen begint met een spuitgegoten preform die vervolgens wordt uitgerekt en geblazen. De extrusiemethode wordt meestal gebruikt voor grotere, eenvoudigere vormen, terwijl spuitgieten en strekblazen is geschikt voor complexere ontwerpen, zoals volautomatische PET-flessen.
A: Een volledig automatische blaasvormmachine machine automatiseert het gehele gietproces, van extrusie tot koeling, wat de productie-efficiëntie verbetert. Deze machines verminderen handmatige arbeid en minimaliseren fouten, wat resulteert in een hogere output en consistente kwaliteit bij het flessenblazen en andere toepassingen.
A: Geavanceerde blaasvormtechnologie biedt talloze voordelen, waaronder een hogere productiesnelheid, een hogere precisie in het matrijsontwerp en minder materiaalverspilling. Deze technologie stelt fabrikanten in staat om efficiënt hoogwaardige, lichtgewicht holle kunststof onderdelen te produceren.
A: Ja, geavanceerde blaasvormmachines kunnen complexe vormen en ontwerpen creëren. Door gebruik te maken van complexe matrijsontwerpen en het blaasprincipe kunnen fabrikanten een breed scala aan holle kunststof onderdelen produceren, afgestemd op specifieke behoeften.
A: Het blaasstation is een cruciaal onderdeel van de blaasvormmachine, waar het eigenlijke blazen plaatsvindt. Het huisvest de matrijs en de blaaspen, waardoor de parison in de gewenste vorm kan uitzetten. De efficiëntie van het blaasstation heeft een aanzienlijke impact op de algehele productiviteit van het vormproces.
A: Veelvoorkomende vormen van blaasvormen zijn onder andere extrusieblaasvormen, spuitgieten en spuitgieten. Elk type heeft zijn eigen unieke voordelen en wordt gekozen op basis van de specifieke eisen van de te produceren kunststof onderdelen.

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →