

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
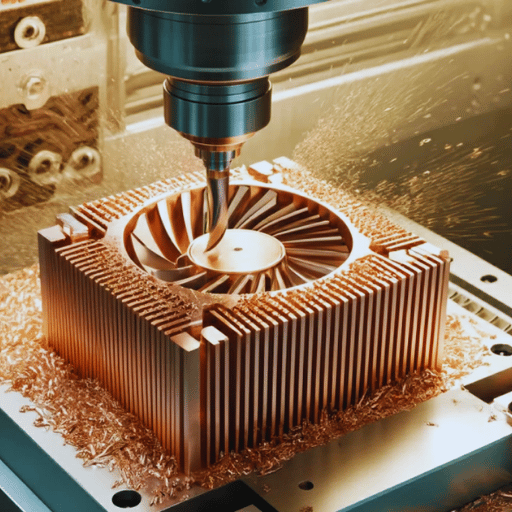
De hoge ductiliteit van koper en de neiging om lange, vezelige spanen te produceren, vereisen zorgvuldig afgestelde snelheden en voedingen. Foutieve instellingen leiden tot opbouw van materiaal aan de randen, een slechte afwerking en snelle slijtage van het gereedschap. Deze handleiding beschrijft de optimale snijparameters voor CNC-bewerking van koper en de meest voorkomende legeringen, van puur C110 tot het gemakkelijk te bewerken C360 messing. Voor een compleet overzicht van CNC-bewerking van koper, inclusief toleranties en ontwerptips, zie onze CNC-bewerkingshandleiding voor koper.
Door gebruik te maken van deze essentiële technieken kunnen CNC-bewerkingsprocessen efficiënt verlopen, terwijl de kwaliteit en integriteit van koperen componenten behouden blijven.
Koperlegeringen worden gevormd door koper te combineren met andere metalen zoals zink, tin of nikkel, waardoor sommige eigenschappen worden verbeterd. Ze hebben een aantal uitstekende eigenschappen, zoals perfecte thermische en elektrische geleidbaarheid, corrosiebestendigheid en mechanische sterkte. Koperlegeringen worden ingedeeld in hoofdcategorieën: messing (koper en zink), brons (koper en tin) en kopernikkel (koper en nikkel). Ze worden op verschillende manieren gebruikt. Messing wordt bijvoorbeeld voornamelijk gebruikt in decoratieve items en fittingen omdat het gemakkelijk kan worden gevormd. Brons is het meest geschikt voor toepassingen waarbij duurzaamheid en slijtvastheid nodig zijn. Wanneer begrepen, hebben deze legeringen verschillende eigenschappen, die de gebruiker kunnen helpen bij het selecteren van de juiste legering voor de vereiste industriële engineeringtoepassing.
De selectie van een snijgereedschap voor koper wordt gecompliceerd door de zachtheid en hoge ductiliteit van koper, wat het gebruik van de juiste snijgereedschappen vereist die gespecialiseerd zijn voor schone, nauwkeurige sneden. Koperbewerking maakt vaak gebruik van hogesnelheidsstaal (HSS)-frezen en gereedschappen met hardmetalen punten vanwege hun vermogen om slijtage te weerstaan. Gereedschappen met positieve spaanhoeken helpen ook om wrijving te verminderen en gereedschapsslijtage te voorkomen. Bovendien vermindert het gebruik van de juiste snijvloeistoffen de warmteaccumulatie en verbetert het de oppervlakteafwerking. Over het algemeen is er een evenwichtige hoeveelheid efficiëntie en precisie met adequate gereedschapsselectie en -toepassing voor het koperen werkstuk.
De juiste snijsnelheid kiezen is essentieel om een betere oppervlakteafwerking op koper te verkrijgen. Dit geldt voor de meeste werkstukken, aangezien de snijsnelheid direct van invloed is op de hoeveelheid warmte die wordt geproduceerd en verwijderd, wat van invloed is op de oppervlakteafwerking. Lagere snelheden genereren bijvoorbeeld minder warmte en kunnen helpen materiaal- of gereedschapsvervorming tegen te gaan, maar als de snijsnelheden te laag zijn, kunnen er grovere sneden ontstaan. Het is raadzaam om in het begin gematigde snijsnelheden te gebruiken. Meestal is dit ongeveer 200-300 SFM voor de voet per minuut; dat bereik moet vervolgens variëren, afhankelijk van het materiaal en de gebruikte omgevingsomstandigheden. Door het systeem nauwlettend te observeren en kleine veranderingen aan te brengen, kunnen uiteindelijk geweldige resultaten worden behaald.
Om de juiste voedingssnelheid voor het bewerken van koper te bepalen, kan de volgende formule worden gebruikt:
Voedingssnelheid (IPM) = RPM × Aantal groeven × Spaanbelasting per tand
Raadpleeg altijd de fabrikant voor de juiste chipbelastingwaarden. Wijzig geleidelijk de invoersnelheid om de gewenste oppervlaktekwaliteit en productiviteit te bereiken.
De keuze van gereedschapsmateriaal heeft een aanzienlijke impact op de prestaties van bewerkingsbewerkingen, de levensduur van het gereedschap en de verkregen oppervlakteafwerking. Robuuste en goedkope HSS-gereedschappen worden bevoordeeld voor lagere snijsnelheden en een reeks snijbewerkingen. Carbidegereedschappen met een hoge hardheid en matige temperatuurbestendigheid worden gebruikt voor hogere snelheden en een verhoogde slijtvastheid bij het snijden. Stijve materialen kunnen worden bewerkt met keramische en kubische boornitride (CBN) gereedschappen, maar deze vereisen specifieke omstandigheden om brosheid te voorkomen. Een ideaal gereedschapsmateriaal moet worden gekozen voor het specifieke werkstukmateriaal, de gereedschapssnelheid en de oppervlakteruwheid, wat effectiviteit en lage kosten garandeert.
Wanneer koper wordt bewerkt, is het doel van koelmiddel om gereedschapsslijtage te verminderen, de oppervlakteafwerking te verbeteren en warmteontwikkeling in het bewerkte werkstuk te beperken. Het afvoeren van overtollige warmte is belangrijk, omdat koper een uitstekende thermische geleidbaarheid heeft en opbouw kan veroorzaken tijdens het bewerken. Als het niet wordt gereguleerd, kan oververhitting leiden tot permanente vervorming van het werkstuk. De warmte wordt afgevoerd, waardoor het werkstuk zijn maatnauwkeurigheid behoudt. In deze situaties is een koelmiddel nuttig. Bovendien vergemakkelijkt het de spaanovulatie en, met het juiste smeermiddel, helpt het het gereedschap, waardoor het niet kapotgaat. Het juiste type en de juiste implementatiemethode van het gebruikte koelmiddel zorgen voor reproduceerbare bewerking en een lange levensduur van het gereedschap.
Vanwege de zachtheid van koper en de hoge thermische geleidbaarheid, vereist het frezen van koper specifieke gereedschappen. Carbidegereedschappen hebben de voorkeur vanwege hun sterkte en slijtvastheid tijdens het gebruik. Voor vermindering van warmteontwikkeling en anti-smearing worden de beste resultaten behaald bij lagere snijsnelheden en gematigde voedingssnelheden. Scherpe gereedschappen met een hoge spaanhoek zijn perfect voor het reinigen van sneden en oppervlakteprecisiebewerkingen. Een voldoende toevoer van koelmiddel of smeermiddel is cruciaal voor warmtebeheersing, en het verwijderen van spanen beschermt het werkstuk en garandeert de levensduur van de gereedschappen.
Hoewel gereedschapsslijtage onderdeel is van CNC-frezen, moet het worden beheerd om een hoge precisie te behouden en productiestilstanden te minimaliseren. Studies tonen aan dat sneden worden afgesleten door slijtage, hechting en hoog thermisch gebruik. Operators moeten ervoor zorgen dat geschikte gereedschapsmaterialen, zoals gecoate carbide- of keramische gereedschappen, worden gebruikt voor de specifieke bewerking om problemen met de slijtvastheid te minimaliseren. Coatings van titanium of aluminium titanium nitride (TiN of AlTiN) verbeteren de hardheid en het warmteafvoervermogen van de gereedschappen.
Het aanpassen van de snijparameters is essentieel om de levensduur van gereedschappen te verlengen. Het verlagen van snijsnelheden terwijl de invoersnelheden worden geoptimaliseerd, verlaagt thermische en mechanische stress tijdens bewerkingen. Empirische gegevens suggereren bijvoorbeeld dat het verlagen van de snijsnelheid met naar schatting 10-20% de slijtage van het gereedschap en daaropvolgende uitval aanzienlijk vermindert. Verder helpt het gebruik van geavanceerde koelsystemen bij het voorkomen van spaanpannen en afbrokkelende randen, die beide cruciale mechanismen zijn bij het beheersen van schadelijke hitterandconstructie en opgebouwde rand (BUE).
Het opnemen van voorspellende onderhoudstechnieken is ook een uitstekende methode om de achteruitgang van gereedschappen te monitoren tijdens het uitvoeren van koperbewerkingsdiensten. Nieuwe generatie CNC-machines uitgerust met sensoren voor trillingen, snijkracht en gereedschapstemperatuurmeting kunnen nauwkeurige indicaties geven van veranderingen in de gereedschapsconditie tijdens een realtime bewerkingsoperatie. Op deze manier kunnen operators gereedschappen vervangen of slijpen voordat er catastrofale gebeurtenissen plaatsvinden, wat leidt tot een behouden werkstukkwaliteit en minder dure ongeplande uitvaltijden.
Met technologie kunnen freesbewerkingen deze strategieën toepassen, waardoor ze productiever worden en de algehele kwaliteit van de output en de prestaties van het gereedschap behouden blijven. Verdere verbeteringen in de materiaalkunde van gereedschap en CNC-technologie verhogen de effectiviteit van het beheersen en verminderen van gereedschapsslijtage, waardoor de productieprocessen duurzamer worden.

Bij het bewerken van koper met CNC-technologie moet men rekening houden met de levensduur en slijtage van het gereedschap. De complexiteit van het bewerken van koper zorgt ervoor dat gereedschap snel slijt, omdat koper een zacht materiaal is met een uitstekende thermische geleidbaarheid. Daarom is het noodzakelijk om gereedschap te gebruiken dat is gemaakt van materialen met een hoge hardheid en slijtvastheid, zoals hardmetaal of gereedschap met diamantcoatings. Snijvoedingen en -snelheden en koeling kunnen ook op het gereedschap worden geregeld om hitte en wrijving op het gereedschap en de spindel te verminderen. Gereedschappen moeten ook periodiek worden gecontroleerd op slijtage om problemen met de kwaliteit van het eindproduct en stilstand voor onderhoud te voorkomen.
Als koper aan de atmosfeer wordt blootgesteld, kan het een beschermende oxidelaag ontwikkelen die verdere oxidatie en degradatie voorkomt. Deze kopereigenschap maakt het zeer duurzaam in de meeste omgevingen, wat extreem belangrijk is voor warmtewisselaars. Niettemin kan koper corrosie in zeer zure of zoute omstandigheden niet weerstaan. Om dit probleem te overwinnen, kunnen kopercomponenten beschermende coatings krijgen zoals lakken of andere speciale chemicaliën om de duurzaamheid te verbeteren. Schadelijke stoffen kunnen worden geminimaliseerd door de juiste kwaliteit koper te selecteren om ervoor te zorgen dat ferromaterialen presteren en meegaan voor het beoogde doel.
Het behouden van consistente oppervlakteafwerkingen is van het grootste belang in de productietechnologie, omdat het niet alleen de functionele aspecten zoals pasvorm en assemblage van een component beïnvloedt, maar ook de cosmetische aspecten op oppervlakken van koperen componenten. Verschillen in oppervlakteafwerking kunnen uitdagingen veroorzaken met betrekking tot pasvorm en de efficiëntie of zelfs de levensduur van het product verminderen. Technieken die worden gebruikt voor het behouden van consistentie in oppervlakteafwerkingen zijn veelzijdig.
Een van de belangrijkste activiteiten is het zorgvuldig controleren van oppervlaktebewerkingsparameters zoals voedingssnelheid, snijsnelheid en gereedschapstype. Studies tonen aan dat het combineren van deze factoren zal resulteren in consistent gladde oppervlakteafwerkingen met verminderde onregelmatigheden (d.w.z. de oppervlakteruwheid kan aanzienlijk worden verminderd). Studies tonen bijvoorbeeld aan dat het gebruik van de juiste parameters bij het gebruik van gecoate snijgereedschappen de oppervlakteruwheid met meer dan 40% kan verminderen en het product betrouwbaarder kan maken.
Van de bovenstaande factoren zijn materiaaleigenschappen zoals hardheid en thermische geleiding ook belangrijk. Zachtere materialen hebben fijnere afwerkingen en stijvere materialen vereisen nauwkeurig gereedschap om minimale ruwheid te voorkomen. Ook helpt periodieke meting met een stethoscoop, een geavanceerd controle-instrument, om binnen de grenzen van de oppervlakteruwheid te blijven (zoals het houden van de Ra-waarde binnen ±0.02 μm voor belangrijke onderdelen) en deze niet te overschrijden.
Bovendien moeten externe factoren zoals trillingsintensiteiten en de mechanische betrouwbaarheid van gereedschappen worden gereguleerd om veranderingen in de oppervlaktekwaliteit te voorkomen. Het inzetten van dempingstechnologieën en het bouwen van adequaat uitgebalanceerde bewerkingssystemen kan oppervlakteafwijkingen aanzienlijk verminderen. Deze technieken maken het mogelijk om een constante en herhaalbare oppervlaktekwaliteit te behouden, een vereiste voor hoogwaardige productie.

Bij de keuze tussen puur koper en zijn legeringen voor gebruik in CNC-bewerking, wordt de beslissing bepaald door de behoeften van de gegeven toepassing. Puur koper heeft een uitstekende thermische en elektrische geleidbaarheid, waardoor het geschikt is voor elektronica en systeemcomponenten voor warmteoverdracht. Dit is allemaal waar; echter, wanneer bewerkt, is koper zachter en ondergaat het meer vervorming, wat de toepassing ervan in onderdelen die meer sterkte of duurzaamheid vereisen, kan beperken.
Koperlegeringen, met name brons of messing, hebben verbeterde mechanische eigenschappen, met name hogere sterkte, uitstekendere slijtvastheid en goede bewerkbaarheid. Dergelijke legeringen presteren beter in toepassingen die een bepaald niveau van stress vereisen. In ieder geval moet de uiteindelijke keuze rekening houden met parameters zoals geleidbaarheid, de werkomgeving, bewerkbaarheid en het niveau van effectiviteit en kosten.
Koper 101 en zuurstofvrij koper (OFC) werken uitstekend voor uw specifieke bewerkingsbehoeften. Koper 101, of elektrolytisch taai koper (ETP), is van enorme waarde vanwege zijn uitstekende thermische en elektrische geleidbaarheid. Toch is het mogelijk niet overal geschikt voor, voornamelijk vanwege de gemakkelijke oxidatie, waardoor het ongeschikt is voor toepassingen die een specifieke mate van corrosiebestendigheid vereisen. Zuurstofvrij koper wordt verkocht als minder superieur, maar biedt veel meer corrosiebestendigheid, wat handig is bij het werken met hoog vacuüm of zuurstofgevoelige apparaten. Ik raad u aan om de prestatievereisten en operationele omstandigheden nauwkeurig te onderzoeken voordat u de materialen voor uw project selecteert.
A: Gebruik bij CNC-bewerking van koper hardmetalen gereedschappen en geslepen apparatuur terwijl u de optimale snelheid en invoerinstellingen regelt voor langdurig CNC-frezen en draaien. De thermische en elektrische geleidbaarheid van koper maakt het bruikbaar voor verschillende projecten. Voortijdige planning van het bewerkingsproces zorgt ervoor dat er hoogwaardige bewerkte koperen onderdelen worden gemaakt.
A: Bij het maken van gereedschappen voor gebruik is het essentieel om de juiste te ontwerpen voor de ergonomische taak. Monelboren en gereedschappen met een hoge snelheid aan de bovenkant worden vaak aanbevolen voor het boren in koper vanwege de ductiliteit en taaiheid van kopermetalen. Gereedschappen zoals deze hardheid vereisen koper en bewerkingsprocedures.
A: Vergeleken met andere gangbare kopersoorten, heeft berylliumkoper de voorkeur in kopermachines omdat het iets gemakkelijker te gebruiken is vanwege zijn taaiheid, hardheid en sterkte. Het is niet alleen gemakkelijk te bewerken, maar het bezit ook veel nuttige eigenschappen.
A: Berylliumkoper is vrij gemakkelijk te bewerken, maar andere soorten koper hebben mogelijk meer zorg nodig. In Toronto, Canada, begrijpen CNC-machines het belang van snelheid en invoer, aangezien deze een cruciale rol spelen bij het knagen van koper SL400. Natuurlijk helpt het aanpassen om de warmte efficiënt te beheren.
A: De grote ductiliteit van koper kan leiden tot vervorming van het werkstuk en het ontstaan van bramen. Het aanhouden van de juiste kopersoort en het toepassen van geschikte bewerkingstechnieken helpt deze problemen te beperken.
A: Om de wrijving bij het tappen van koper te verminderen, gebruikt u een tap van snelstaal, eventueel met smeermiddel. Een goede afwerkingstechniek is cruciaal voor het reinigen van de draden van zachte koperen onderdelen.
A: Ja, hogesnelheidsbewerking kan worden gebruikt bij koper-CNC-bewerking, wat succesvolle bewerkingen garandeert. De bewerkingsparameters moeten echter zorgvuldig worden gecontroleerd vanwege de hoge thermische en elektrische geleidbaarheid van koper.
A: Verschillende kopersoorten hebben verschillende hardheids- en bewerkbaarheidseigenschappen. Er zijn verschillende kopersoorten beschikbaar, dus het is belangrijk om de juiste soort te gebruiken voor CNC-draaien vanwege mogelijke gereedschapsslijtage en de nauwkeurigheid van het uiteindelijke onderdeel.
A: Koper frezen kent wat problemen, zoals gereedschapslijtage en hitte door de ductiliteit van koper. Deze problemen kunnen worden opgelost door hardmetalen gereedschappen en Bergstrom 18 te gebruiken met geoptimaliseerde snelheid en voeding.
A: De sterke elektrische geleidbaarheid van elektrolytisch koper maakt het voordelig voor elektrisch gebruik. Dit is met name duidelijk in CNC-gedraaide onderdelen met geweldige geleidende kwaliteiten.
1. Fuqiang Lai et al. (2023) – “Invloed van freesverwerkingsparameters op de oppervlakteruwheid van T2-zuiver koper en snijkrachten van gereedschappen”
2. Aklilu Getachew Tefera et al. (2023) – “Experimenteel onderzoek en optimalisatie van snijparameters tijdens het droogdraaiproces van koperlegering.”
3. Omar Al Denali (2024) – “Modellering en voorspelling van oppervlakteruwheid bij het frezen van zuurstofvrije koper met hoge geleidbaarheid met behulp van een adaptief neurofuzzy-inferentiesysteem”
4. Toonaangevende leverancier van koper-CNC-bewerkingsdiensten in China

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →