

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Het vermogen om verschillende materialen om te zetten in ingewikkelde items maakt waterstraalsnijden veel geavanceerder dan andere snijtechnieken. Het kan worden gedaan met een enkele of multi-head nozzle, wat zorgt voor meer veelzijdigheid in de ingewikkelde procedures. De koppen vertegenwoordigen moderne machinale evoluties die beweren dat waterjets alleen het snijden doen - ze doen het goed. Dit bericht onderzoekt het scala aan materialen dat waterstraalsnijtechnologie aankan, van textiel tot zware industriële metalen en het meest kwetsbare glas. Stel dat u een ingenieur, een doe-het-zelver of een industriële technologie-nerd bent. In dat geval is dit artikel voor u, dat helpt bij de groeiende fenomenen van waterstraaltechnologie, de gunstige toepassingen ervan en de mechanismen achter de functies ervan.
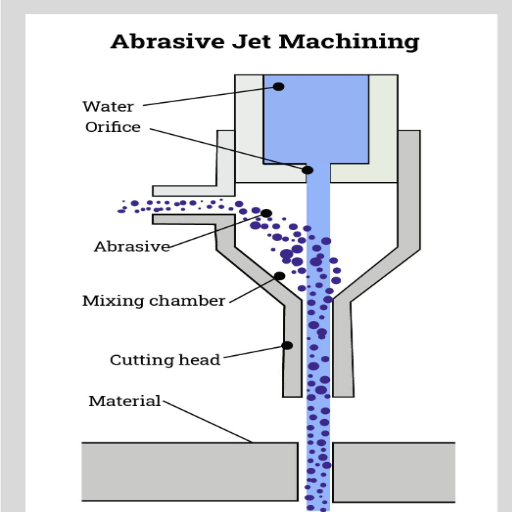
Een aantrekkelijk aspect van een waterstraal is de hogedruk waterstroom die het uitstoot, die meestal gemengd is met een schurende substantie zoals granaat. De waterstraalsnijder gebruikt een pomp om intense druk in het water te ontwikkelen, waardoor het door een klein mondstuk wordt geperst om een krachtige en gerichte straal te vormen. Wanneer schurend granaatmateriaal in de waterstroom wordt opgenomen, kan de waterstraal door complexere materialen zoals staal en steen snijden. Het proces houdt in dat het materiaal dat wordt gesneden niet wordt verhit, waardoor er geen hittegerelateerde schade optreedt. Met de waterstraal wordt ongeëvenaarde nauwkeurigheid bereikt, samen met onberispelijke randen.
Wat is waterstraalsnijden?
Waterstraalsnijden is het nauwkeurig snijden van materialen met behulp van een hogedrukwaterstroom gecombineerd met schuurmiddelen. Het proces omvat geen verhitting, dus het wordt geclassificeerd als koudsnijden. Belangrijker nog, de materialen waaraan wordt gewerkt, behouden hun integriteit.
Welke materialen kunnen met een waterstraal worden gesneden?
Waterstraalmachines kunnen vrijwel elk materiaal snijden, waaronder zacht schuim, rubber, duurzaam staal, glas, titanium, steen en zelfs hardhout.
Hoe nauwkeurig is waterstraalsnijden?
Waterjetsnijden is een van de meest precieze snijmethoden. De toleranties en de netheid van de randen zijn nauwkeurig, meestal rond de ±0.005 inch. Deze snijmethode werkt goed voor industrieën die ingewikkelde en gedetailleerde sneden vereisen.
Wat zijn de voordelen van waterstraalsnijden?
Waterstraalbewerking heeft veel voordelen, zoals het elimineren van hittegerelateerde schade, het verminderen van materiaalverspilling en het snijden van ingewikkelde vormen, die moeilijk te bereiken zijn met conventionele snijmachines. Het is ook milieuvriendelijk; water is de enige benodigde hulpbron en er zijn minimale bijproducten.
Zijn er beperkingen?
Hoewel waterstraalsnijden de efficiëntie heeft verhoogd, is het langzamer dan lasersnijden voor sommige delicate materialen. Het is ook niet kosteneffectief voor elke toepassing.
Schurende materialen verbeteren de snij-efficiëntie van waterjetmachines bij het werken met complexere substanties zoals metalen, keramiek en stenen. Wanneer fijne schurende deeltjes zoals granaat in de hogedrukstroom van de waterjet worden geïntroduceerd, bezit de resulterende stroom krachtige erosiecapaciteiten die precieze vormen in bewerkelijke materialen kunnen snijden.
Belangrijkste toepassingen van schuurmiddelen bij waterstraalsnijden:
Waterpenetratie: Schurende deeltjes dringen door harde materialen heen die onmogelijk met alleen water gesneden kunnen worden.
Verbeterde randkwaliteit: zorgt voor gladdere en schonere sneden, waardoor het niet nodig is om ze af te werken met processen die verdere behandeling vereisen.
Grotere veelzijdigheid: Schurende waterstralen kunnen worden gebruikt voor het snijden en schuren van aluminium, staal en kwetsbare materialen zoals glas en graniet.
Belangrijke kenmerken om rekening mee te houden zijn:
Type schuurmiddel: Granaat waterstralen zijn het meest gebruikte schuurmiddel. Het wijdverbreide gebruik ervan is voornamelijk te danken aan de hardheid en overvloed van granaat, en het feit dat het een effectief schuurmiddel is.
Deeltjesgrootte: Dit type apparatuur varieert doorgaans van 50 tot 120 mesh. Een fijnere deeltjesgrootte produceert gladdere sneden, terwijl grovere deeltjes de snijsnelheid verhogen.
Stroomsnelheid: Voor dikkere materialen moet de stroomsnelheid worden aangepast naar 0.3 tot 1.5 kg/min (0.14 tot 0.68 pond per minuut) om de gewenste stroomsnelheid en snijsnelheid te bereiken.
Snijdruk: De ideale snijdruk van dit gereedschap ligt tussen 50,000 en 90,000 psi (3,500 en 6,200 bar). Dit kan echter variëren, afhankelijk van het materiaaltype en de toepassing.
Mondstukdiameter: Deze ligt doorgaans tussen 0.01 en 0.015 inch (0.3 en 0.4 mm) om een nauwkeurige straalstroom mogelijk te maken.
Door deze parameters aan te passen, afgerond op het dichtstbijzijnde percentage, kunnen bedrijven optimale prestaties behalen door de snelheid te maximaliseren en tegelijkertijd een hoge nauwkeurigheid en redelijke kosten te behouden.
Het gebruik van waterstralen bij het snijden vereist hoge waterdruk, een veelvoorkomend ingrediënt. Toch verschillen de toepassing en het proces van waterstralen drastisch vanwege de afwezigheid en aanwezigheid van schurende materialen. Zuivere en schurende waterstralen zijn verschillend en hun mechanismen worden hieronder gecategoriseerd.
Scherp mechanisme:
Zuivere waterstraal: De hogedrukwaterstraal is het enige snijinstrument waarmee zachte materialen zoals schuim, rubber, textiel en voedsel kunnen worden gesneden.
Abrasive Waterjet: De toevoeging van abrasieve deeltjes verbetert het snijmechanisme. Een abrasieve waterstraal voegt abrasieve deeltjes, zoals granaat, toe aan de waterstroom, waardoor sneden op harde metalen, keramiek en stenen mogelijk worden.
Materiële toepassingen:
Pure Waterjet: Werkt alleen op niet-metalen en niet-schurende materialen. Wordt gebruikt in de voedingsindustrie, waar precisiesnedes cruciaal zijn om besmetting van voedselproducten te voorkomen.
Abrasief waterstraalsnijden: werkt op harde materialen zoals roestvrij staal, titanium, glas en beton en voert moeiteloos ingewikkelde sneden uit.
Druk- en snelheidsparameters:
Pure Waterjet: Werkt met hoge druk variërend van minimaal 40,000 psi tot maximaal 60,000 psi (2,750 tot 4,100 bar), wat optimaal is voor lichte snijwerkzaamheden waarbij een snelle productverwerking vereist is.
Schurend waterstraal: De hierboven genoemde drukniveaus zijn meer dan geschikt, maar door het toevoegen van een schuurmiddel verandert de snijsnelheid, afhankelijk van de dikte en hardheid van het materiaal.
Tolerantie en randkwaliteit:
Pure Waterjet: Deze methode bereikt uitzonderlijke randkwaliteit op zachte materialen, waardoor er minder nabewerking nodig is. Toleranties liggen meestal tussen ±0.005 en ±0.010 inch (0.13 tot 0.25 mm).
Abrasive Waterjets wijken af van de norm, waardoor veel nauwere toleranties mogelijk zijn bij complexere sneden met stijvere materialen. Afhankelijk van de grootte van het onderdeel, bereiken ze vaak ±0.003 tot ±0.005 inch (0.08 tot 0.13 mm).
Kostenoverwegingen:
Pure Waterjet: Deze hebben lage operationele kosten omdat Pure Waterjet geen schurende materialen gebruikt. Meest economisch voor materialen met een lage dichtheid.
Abrasief waterstraalsnijden: De bedrijfskosten zijn hoog vanwege het verbruik van abrasief, maar deze kosten zijn te rechtvaardigen gezien de veelzijdigheid van de snijtaken.
Door deze verschillen te beoordelen, kan een bedrijf bepalen welke waterstraalsnijmethode het beste past bij specifieke materialen en projectbehoeften.

De precisie van waterstraalsnijden is beroemd, maar de veelzijdigheid en aanpasbaarheid in alle industrieën maken het nog nuttiger. Waterstraalsnijden kan een breed scala aan materialen reinigen en snijden, waaronder staal, aluminium, titanium en zelfs niet-metalen zoals plastic, rubber en glas. Hout en schuim zijn relatief zachtere materialen en kunnen effectief worden gesneden met een pure waterstraal. Bovendien biedt abrasieve waterstraalsnijden schone en nauwkeurige sneden op dikkere materialen zonder de structuur van het materiaal in gevaar te brengen. Vanwege deze eigenschappen wordt waterstraalsnijden beschouwd als een onschatbaar hulpmiddel in onvermoeibaar diverse industrieën.
Waterstraalsnijden van metaal is een van de meest nauwkeurige snijmethoden die beschikbaar zijn. Grote hoeveelheden staal, aluminium, koper en zelfs gehard titanium kunnen worden gesneden met waterstralen zonder de integriteit van het materiaal te verliezen. Een van de weinige voordelen van het gebruik van een waterstraal met schurende deeltjes is de precisie en de schone sneden die worden geleverd op dikke of geharde metalen. Omdat het snijden wordt gedaan zonder warmte te genereren, wordt er geen door warmte beïnvloede zone gecreëerd. Het metaal kan de meeste van zijn eigenschappen behouden, wat deze methode perfect maakt voor zeer nauwkeurig werk. Wat nog verbazingwekkender is, is dat waterstraalsnijden geen uitgebreid werk vereist dat moet worden toegevoegd. Er wordt geen onnodig afval geproduceerd en er worden geen schadelijke gassen uitgestoten. Het blijft betrouwbaar voor zowel ingewikkelde ontwerpen als industriële projecten.
Waterjets zijn bijzonder efficiënt bij het snijden van robuuste materialen omdat ze krachtig en flexibel zijn. Deze methode kan nauwkeurig enkele van de meest uitdagende materialen snijden: titanium, staal en keramiek. Het proces combineert waterstromen onder hoge druk met schuurmiddelen, waardoor waterjets ontstaan die werken bij een druk van 30,000 tot 90,000 psi. Het belangrijkste voordeel van een dergelijke druk is dat de waterstraal gemakkelijk door robuuste materialen kan dringen zonder zich zorgen te hoeven maken over thermische spanning of vervorming.
Belangrijke technische parameters waarmee rekening moet worden gehouden, zijn onder meer:
Verstelbare schuurmiddelen worden gekozen omdat ze het meest efficiënt zijn en de snijmondstukken het minst belasten.
De snelheid van de schuurstroom bedraagt 0.5–2 pond per minuut, maar deze waarde varieert afhankelijk van de vereiste precisie en dichtheid van het materiaal.
Voor zeer gedetailleerde ontwerpen, snedebreedte: 0.02–0.05 inch (0.5 – 1.27 mm).
Efficiëntie en effectiviteit, naast het leveren van kwalitatief hoogstaand werk zonder verlies van integriteit, zijn de twee eigenschappen die deze parameters bij waterstralen benadrukken.
Waterjetsnijden voor zachte materialen zoals schuim, rubber en pakkingen is ongelooflijk effectief en nauwkeurig. Het beste proces is zonder hitte-beïnvloede zones, zodat het materiaal niet verbrand, gesmolten of vervormd is tijdens het snijproces. Deze eigenschap is essentieel, vooral bij het werken met zachte materialen en hun structurele en functionele integriteit.
Aanbevolen technische parameters:
Gebruik van schuurmiddelen: In tegenstelling tot de meeste materialen is een schuurmiddel zelden nodig om schuim, rubber en pakkingen te snijden. Dit kan geld besparen en slijtage van apparatuur verminderen.
Drukinstelling: De druk moet worden aangepast tussen 30,000 en 40,000 psi. Alles wat lager is, is voldoende om zachte materialen efficiënt te snijden zonder gedoe en de levensduur van het systeem te verlengen.
Snijsnelheid: 200-600 inch per minuut, afhankelijk van de dikte en flexibiliteit van het betreffende materiaal.
Snedebreedte: Voor nog nauwkeurigere sneden waarbij minder materiaal verloren gaat, is een ronde snede van 0.02 tot 0.03 inch (0.5 tot 0.76 mm) het beste.
Materiaaldiktebereik: Hoewel zachtheid en compressie de prestaties beïnvloeden, is snijden efficiënt voor elastische materialen tot 12 inch dik.
Waterstraalsnijden is de perfecte oplossing voor zachte materialen. Het creëert schone en nauwkeurige randen en voorkomt rafelen en ongewenste schade. Deze methode kan in veel industrieën worden toegepast, waaronder de automobielindustrie, de lucht- en ruimtevaart en maatwerkproductie.

Precisie en nauwkeurigheid: Waterjetsnijden is exact en bereikt vaak toleranties die zo dicht bij ±0.003 inch liggen. Bij gebruik van een andere snijtechniek is een dergelijke nauwkeurigheid een uitdaging.
Veelzijdigheid: Met waterstralen kunt u afdichtingen, pakkingen, rubbers en metalen onderdelen snijden zonder dat u van gereedschap hoeft te wisselen. Dit is niet het geval bij laser- of conventionele methoden.
Geen door warmte beïnvloede zones (HAZ): Waterstraalsnijden brengt geen kop in het materiaal, waardoor de risico's van thermische vervorming of verzwakking worden vermeden. Dergelijke problemen komen vaak voor bij plasma- en lasersnijden.
Milieuvriendelijk: Bij watersnijden worden geen chemische stoffen verspild en ontstaat er ook geen secundair afval. Het is dus een milieuvriendelijk proces.
Kosteneffectiviteit: Waterstraalsnijden resulteert in lagere productiekosten dan conventionele methoden. Dit komt door minimale materiaalverspilling, geen gereedschapsslijtage en verminderde secundaire bewerkingsvereisten.
Ik geloof dat methoden zoals waterstraalsnijden ongeëvenaarde precisie en efficiëntie bieden bij materiaalverwerking zonder extra kosten. De afwezigheid van warmte onderscheidt het van andere methoden en zorgt ervoor dat de structuur van het materiaal behouden blijft, waardoor kromtrekken, scheuren of andere vormen van thermische vervorming worden voorkomen. Het is ook een milieuvriendelijke techniek omdat het weinig afwerking oplevert en geen giftige materialen gebruikt, wat mijn duurzaamheidsdoelen aanvult. Bovendien zijn de economische voordelen enorm omdat kwaliteitsvervangingsonderdelen en secundaire afwerkingsprocessen overbodig zijn, wat leidt tot een toename van de kwaliteit en een verlaging van de kosten tegelijkertijd.
Er moeten meerdere technische aspecten in overweging worden genomen om nauwkeurig snijden te verkrijgen met behulp van waterjetbewerking. Hier zijn de korte antwoorden samen met de benodigde parameters die het werk naar verwachting zouden snijden:
Waterdruk
Waterdruk tussen 50,000 en ongeveer 60,000 PSI levert optimale snij-efficiëntie. Tegelijkertijd gebruiken sommige systemen drukken tot 90,000 PSI voor buitengewoon dikke of stijve materialen. Verhoogde waterdruk bereikt nauwkeuriger de gewenste snede.
Selectie van het type schuurmiddel
Granaat is het standaard schuurmiddel voor complexere materialen en wordt veel gebruikt. Hoe grover het schuurmiddel, hoe sneller de snijsnelheid, terwijl hoe fijner de randen, hoe gladder. De korrelgrootte beïnvloedt de snijkwaliteit tussen 80 en 120 mesh.
Snelheid van snijden
De snijsnelheid wordt bepaald en gewijzigd door de dikte van het materiaal en de intensiteit van het ontwerpdetail. Bij het werken met dikke substanties moet de snelheid lager zijn om de precisie te verhogen en de tapsheid of onregelmatigheden in de rand te verminderen.
Diameter van het mondstuk
De standaard nozzle diameter van 0.010 tot 0.015 inch voor specifieke behoeften zorgt voor fijne precisie. De standaardwaarde kan worden aangepast afhankelijk van het materiaal en hoeveel detail er nodig is.
Breedte van de snede
Door een constante kerf binnen de 0.03 tot 0.05 inch te behouden, is een nauwkeurige snede mogelijk, met name voor ingewikkelde ontwerpen. De kerf met de snede die door het blad wordt geproduceerd, blijft behouden.
Afstand tussen materiaal en spuitmond
De standoff-afstand zorgt voor een energie-uitwisseling van 0.060 tot 0.120 inch voor delicate en scherpe sneden.
Deze parameters worden ingesteld en vormen een bereik dat nauwkeurigheid bereikt terwijl de hindernisbaan van het waterjet-snijproces wordt geoptimaliseerd. Door deze variabelen aan te passen, kunnen we reageren op basis van de materiaaleigenschappen van de waterjet en uitgebreide ontwerpvereisten, en zo hoogwaardige resultaten leveren.
Vanwege de beperkte effecten op het milieu wordt waterstraalsnijden vaak beschouwd als een milieuvriendelijke productiemethode. Het gebruikt geen schadelijke stoffen en stoot geen gevaarlijke dampen uit, waardoor het idealer is dan conventionele snijtechnieken. De aanpak maakt gebruik van een waterstraal, die al dan niet gecombineerd kan worden met een schuurmiddel, onder hoge druk om door verschillende materialen te snijden, waardoor afzonderlijk afval en thermische vervorming worden verminderd.
Belangrijkste voordelen voor het milieu
Geen productie van gevaarlijk afval
Net als laser- of plasmasnijden worden bij waterstraalsnijden geen giftige gassen of residuen gebruikt. In plaats daarvan wordt het afval meestal gereduceerd tot fijn stof dat in het water wordt opgevangen, dat kan worden gefilterd en op de juiste manier kan worden afgevoerd.
Efficiënt watergebruik
Waterjetsystemen recyclen water efficiënter dan de meeste systemen. De meeste industriële waterjetsnijmachines zijn ontworpen onder gesloten-lussystemen, wat het waterverbruik aanzienlijk vermindert. Het gemiddelde waterverbruik tijdens het snijden is ongeveer ½ tot 1 gallon per minuut, afhankelijk van de dikte van het materiaal en de grootte van de nozzle.
Minder materiaalverspilling
Dankzij de precisie van waterjettechnologie is materiaalverspilling minimaal. Met zijn ingewikkelde ontwerpmogelijkheden en nauwe toleranties van ±0.003 inch wordt het transformeren van schrootmateriaal in afsnijdsels aanzienlijk verminderd en worden hulpbronnen veel effectiever gebruikt.
Geen door hitte beïnvloede zones (HAZ)
Materialen veranderen niet significant van structurele kenmerken of eigenschappen omdat er op geen enkel punt in het snijproces warmte wordt geproduceerd. Hierdoor kunnen nabewerkingsactiviteiten worden weggelaten, die gewoonlijk worden uitgevoerd om extra energie- en resource-uitgaven te verminderen.
Net als bij andere industrieën die proberen de CO2-uitstoot te verminderen, is het gebruik van waterstraalsnijders afhankelijk van de optimale uitstroom en de zeer lage mechanische en chemische uitstroom voor de betreffende bewerking.

Met abrasief waterstraalsnijden kunt u eenvoudig ingewikkelde patronen snijden met nauwkeurige toleranties in verschillende materialen, van metalen tot keramiek, glas en composieten. Het proces is zo veelzijdig dat het zelfs op de moeilijkst te bewerken materialen kan worden gebruikt. Bovendien is koudsnijden vrij van hitte-beïnvloede zones, waardoor het materiaal niet wordt aangetast en de secundaire verwerking aanzienlijk wordt verminderd. Naast deze voordelen is abrasief waterstraalsnijden milieuvriendelijker dan andere benaderingen en produceert het vrijwel geen materiaalverspilling, waardoor de efficiëntie van het werk verder wordt verbeterd. De rest van de industrieën die op zoek zijn naar kwaliteit, duurzaamheid en flexibiliteit in de bedrijfsvoering, zullen enorm profiteren van het gebruik van abrasief waterstraalsnijden.
Vanwege de nauwkeurigheid en effectiviteit van abrasief waterstraalsnijden wordt het op grote schaal gebruikt in verschillende industrieën. Een voorbeeld is de luchtvaartindustrie, waar werknemers complexe vormen uit titanium of koolstofvezel moeten snijden. De vliegtuigonderdelen zijn complexe vormen en onderdelen die Camel fabriceert tijdens één werkstap. Thermische vervorming wordt ook in de auto-industrie vermeden. Elk voertuigonderdeel wordt bewerkt met behulp van nauwkeurige methoden om de juiste details en randen te garanderen. Het is gebruikelijk in de bouwsector om het te gebruiken om architecturale stenen en glazen elementen te snijden. De randen en details laten het lijken alsof het ontwerp uit de materialen is gebeeldhouwd. De toepassing strekt zich uit tot creatieve gebieden zoals kunst en design, waar ingewikkelde contouren op metalen moeten worden geëtst. In de hedendaagse productie worden waterstraalsnijders meer dan ooit gebruikt vanwege hun veelzijdigheid voor veeleisende taken en hun behoud van materiaaleigenschappen.
De zuivere waterjet snijmethode werkt het beste op zachte, niet-metalen materialen omdat het geen toevoeging van schurende deeltjes vereist. Deze methode is uitstekend voor toepassingen die net zoveel eigenschappen vereisen als de snede zelf, d.w.z. schone en precieze sneden.
Aanbevolen toepassingen:
Schuim en rubber: Zacht schuim of rubber kan worden gebruikt voor pakkingen en isolatie.
Kunststoffen: Gevoeligere kunststoffen die bij andere snijmethoden kunnen kromtrekken of verkleuren.
Textiel en leer: Stoffen en leer kunnen in complexe vormen worden gesneden zonder dat het gaat rafelen.
Belangrijkste technische parameters:
Druk: De meeste waterstraalsnijders werken met een druk tussen 40,000 en 60,000 psi voor zachtere materialen met verschillende diktes.
Snijsnelheid: De productiviteit wordt gewaarborgd bij het snijden van dunnere materialen met een hogere snijsnelheid.
Kerfbreedte: Hiermee is een nauwkeurigheid van 0.1 tot 0.35 mm (ongeveer 0.004 tot 0.014 inch) mogelijk in ingewikkelde ontwerpen.
Mondstukdiameter: 0.08 tot 0.25 mm (0.003 tot 0.01 inch) is het meest gebruikelijk voor optimale prestaties.
Zuiver waterstraalsnijden is vooral geschikt voor precisieklussen die de integriteit van het materiaal willen behouden. Het levert uitstekende resultaten op zonder dat er hitte-beïnvloede zones ontstaan of dat er verder werk nodig is.
Waterjetsnijden biedt voordelen en beperkingen vergeleken met andere methoden, zoals laser- of plasmasnijden en zelfs traditionele bewerking. Deze benchmarks houden rekening met de nauwkeurigheid van de procedure, de gebruikte materialen en de omstandigheden waaronder het snijden wordt uitgevoerd.
Materiaalcompatibiliteit:
Waterstraalsnijden is gunstig omdat het nauwkeurig en perfect door veel verschillende materialen kan snijden en deze kan verwerken, zoals metalen, keramiek, glas, composieten en zelfs plastic en rubber, zonder thermische schade te veroorzaken. Aan de andere kant is lasersnijden uitdagender bij materialen die te reflecterend of warmtegevoelig zijn. Plasmasnijden heeft daarentegen een beperkte reikwijdte, omdat het alleen door elektrisch geleidende metalen kan snijden.
precisie
Precisie is een ander uitzonderlijk aspect van waterstraalsnijden. Het tolerantieniveau kan zo laag zijn als ±0.003 inch (±0.08 mm), wat haalbaar is dankzij de fijne kerf en de afwezigheid van thermische vervorming. De tegenhanger van waterstraalsnijden, lasersnijden, doet het opmerkelijk goed met delicate materialen, terwijl plasmasnijden het moeilijk vindt om nauwkeurige sneden te bereiken vanwege de grotere kerfbreedtes.
Diktemogelijkheden
Waterjetsystemen kunnen door dikke materialen snijden die langer zijn dan een voet, afhankelijk van de systeemopstelling. Ze zijn gemakkelijk toegankelijk voor de meeste toepassingen, dus ze zijn veelzijdig. Aan de andere kant blinken lasermachines uit in het snijden van materialen die minder dan een inch dik zijn. Plasmasnijders en machines kunnen midrange snijden, maar vinden het snijden van buitengewoon dikke of dunne materialen een uitdaging.
Door hitte beïnvloede zones (HAZ):
De afwezigheid van een zone van warmte-beïnvloed snijden (HAZ) is zeer voordelig tijdens de verwerking van waterstraalsnijden. HAZ zal bepalen dat er geen kromtrekken, microscheuren en materiaalveranderingen zullen optreden tijdens het proces. In tegenstelling tot waterstraalsnijden, zullen apparaten zoals laser- en plasmasnijders, die thermische technologieën gebruiken, automatisch een HAZ creëren, wat de structurele integriteit van sommige materialen in gevaar kan brengen.
Milieu- en onderhoudsoverwegingen:
Waterstraalsnijden is milieuvriendelijker omdat het geen giftige dampen uitstoot en water kan recyclen, waardoor afval wordt verminderd. Aan de andere kant genereren lasersnij- en plasmasystemen in vergelijking schadelijke emissies en hebben ze aanzienlijke kosten voor elektriciteit. Toch worden relatief lagere kosten geschat voor het onderhoud van waterstraalsystemen ten opzichte van plasmasystemen die een veeleisende vervanging van elektroden en sproeiers vereisen.
Samenvatting van technische parameters:
|
Methode |
Tolerantie |
Materiaaldikte Mogelijkheid |
Kerf breedte |
HAZ-aanwezigheid |
milieueffectrapportage |
|---|---|---|---|---|---|
|
Waterstraalsnijden |
± 0.003 inch |
Tot 12 inch |
0.004-0.014 inch |
Geen |
Laag |
|
Lasersnijden |
± 0.002 inch |
Tot 0.4 inch |
0.002-0.02 inch |
Presenteer |
Medium |
|
Plasmasnijden |
± 0.01 inch |
0.06 tot 2 inch |
0.05-0.25 inch |
Presenteer |
Hoge |
Door precisie, flexibiliteit en duurzaamheid te combineren, garandeert waterstraalsnijden betrouwbare prestaties in uiteenlopende sectoren, van lucht- en ruimtevaart tot productie. Tegelijkertijd worden de beperkingen aangepakt die vaak bij andere snijmethoden optreden.

Gehard glas kan niet worden gesneden met een waterjet in zijn uiteindelijke geharde staat. Elke significante snede of het uitoefenen van spanning erop zal er waarschijnlijk voor zorgen dat het in veel stompe stukken uiteenvalt vanwege de interne spanning die ontstaat tijdens het temperen. Een waterjet snijdt echter wel glas temperen vóór het proces. Zodra het snijden is voltooid, kan het glas worden getemperd tot de gewenste, meer belastende staat.
Ik heb begrepen dat een waterjet perfect ongehard glas snijdt. De schuurmiddelen in combinatie met water onder hoge druk zorgen voor schone sneden die het glas niet barsten of beschadigen. Maar ik begrijp ook dat hetzelfde niet geldt voor gehard glas. Gehard glas is ontworpen om te breken wanneer er kracht op wordt uitgeoefend, en dat zal het doen als er een poging wordt gedaan om het te snijden terwijl het gehard is. In situaties waarin snijden gewenst is, hoeft een glas niet gehard te worden, maar alleen nadat het is gevormd in de vorm van gloeien.
Vanwege de unieke eigenschappen vormt gehard glas een aanzienlijk veiligheidsrisico. Het snijden ervan wordt afgeraden, omdat het is vervaardigd om te breken bij spanning. Het snijden van het glas in de gegloeide staat vóór het temperingsproces is essentieel als het opnieuw moet worden gevormd.
Voor degenen die met gehard glas werken vóór het harden, moeten de volgende technische parameters in acht worden genomen om precisie en veiligheid te garanderen:
Zodra het glas is gesneden, moet het worden getemperd in een gecontroleerde oven op ongeveer 600–700°C en vervolgens snel worden afgekoeld om de vereiste sterkte te bereiken. Draag bij het hanteren van glas in welke vorm dan ook altijd beschermende uitrusting om verwondingen te voorkomen en houd u aan de veiligheidsprotocollen.
Het resultaat van het bereiken van een fijn gepolijste glasrand is het hebben van de juiste procedures en gereedschappen. Hieronder staan enkele van de aanbevolen overwegingen voor optimale resultaten en hun respectievelijke technische specificaties:
Scoringtechniek: Om te scoren en een gelijkmatige druk te behouden tijdens het snijden in het glas. Vergeet niet om na het bereiken van de gewenste score een glassnijder te gebruiken die een JBL MkII-bol of recent geproduceerde diamantgetipte scorewielen monteert.
Snijvlak: Een beschermend werkblad is ideaal om ervoor te zorgen dat het glasstuk op zijn plaats blijft en niet beschadigd raakt tijdens het snijproces.
Smering: Breng glassnijolie aan op het gebied waar u wilt snijden. Dit vermindert de wrijving en vergemakkelijkt het proces.
Brekende methode:
Rechte randen: Plaats de scorelijn over de tafel en kantel deze naar de rand van het tafelblad. Forceer de scorelijn voorzichtig en breek het glas netjes.
Ingewikkelde vormen: Knip langs de gewenste lijnen met een tang, en zorg ervoor dat er geen haar buiten de grenzen komt.
Rand polijsten:
Slijpen: Een glasslijper kan worden gebruikt voor randen waar finesse nodig is of gewenst is met een fijne korrel (bijv. 400-600 korrel).
Schuren: Voorzichtig met de hand schuren met schuurpapier doet wonderen voor het bijwerken of bijwerken van details.
Polijstgereedschap: Gebruik een ceriumoxidepolijstpoeder met een viltwiel en wrijf alle krassen op het oppervlak weg om een gedefinieerde randpolijsting te verkrijgen.
Aanbevolen technische parameters:
Scorende kracht: Bij scoretoepassingen kunnen microfracturen worden vermeden door lichte druk uit te oefenen. Voor de meeste toepassingen is 5-10 pond voldoende.
Snijhoek: De snijhoek moet tijdens het graveren op 90 graden worden gehouden om een nauwkeurige snede te garanderen.
Glasdikte: De gereedschappen moeten worden aangepast op de dikte. Conventionele glassnijders presteren goed op glasplaten tot 12 mm dik, terwijl geavanceerdere gevallen gespecialiseerd gereedschap kunnen vereisen.
Koelgereedschap: Als u glasfreesmachines of mechanische snijgereedschappen gebruikt, zorg er dan voor dat er voldoende water aanwezig is om het gereedschap te koelen en oververhitting of schade te voorkomen.
Door de vooraf beschreven maatregelen en voorzorgsmaatregelen te volgen, garandeert u een uitstekende afwerking van glasranden bij maatwerkprojecten en industriële glasfabricagewerkzaamheden. Vergeet niet uzelf altijd te beschermen door handschoenen en een veiligheidsbril te gebruiken.
Toonaangevende leverancier van CNC-metaalbewerking in China
A: Een waterjet kan veel materialen snijden, waaronder metalen, steen, glas, composieten, kunststoffen en voedingsmiddelen. De veelzijdigheid van waterjetsnijden zorgt ervoor dat het complexe en zachte materialen efficiënt kan verwerken. Er zijn echter enkele beperkingen, aangezien een waterjet bepaalde materialen zoals gehard glas of diamanten niet kan snijden.
A: Een waterstraalsnijder gebruikt een hogedrukstroom van water gemengd met schurende deeltjes om door materialen te snijden. De snijkop richt deze stroom op het materiaal, wat zorgt voor nauwkeurig en efficiënt snijden. Deze methode wordt beschouwd als een koudsnijmethode, wat betekent dat er geen hitte wordt gegenereerd die het te snijden materiaal mogelijk zou kunnen beschadigen of kromtrekken.
A: Schurende waterstraal heeft aanzienlijke voordelen ten opzichte van andere snijmethoden. Het kan snel en schoon door verschillende materialen snijden zonder hitte-beïnvloede zones te veroorzaken. De waterstraalsnijmachine is veelzijdig en kan complexe vormen en dikke materialen snijden. Het is milieuvriendelijk en produceert minder afval dan traditionele snijmethoden.
A: Waterstraalsnijden is zeer veelzijdig, maar kan sommige materialen niet effectief snijden. Hieronder vallen gehard glas, dat onder druk kan breken, en stijve materialen zoals diamanten. Bovendien zijn sommige zeer zachte of poreuze materialen mogelijk niet geschikt voor waterstraalsnijden, omdat ze water kunnen absorberen en beschadigd kunnen raken.
A: Ja, waterjetsnijden wordt gebruikt in de voedingsindustrie. Water-only snijden (zonder schuurmiddelen) wordt vaak gebruikt voor het snijden van zachte voedingsmiddelen zoals taarten, kaas en sommige soorten fruit en groenten. Deze methode zorgt voor schone sneden zonder verontreiniging en is vooral handig voor massaproductie in voedselverwerkende fabrieken.
A: De dikte die een waterjet kan snijden, hangt af van het materiaal en de specifieke machine. Industriële waterjetsnijders kunnen echter materialen tot 6 inch dik verwerken. Ze kunnen bijvoorbeeld door meerdere inches staal snijden of zelfs dikkere stukken van zachtere materialen. De toonaangevende waterjetsnijders van het Verenigd Koninkrijk bieden vaak diensten aan voor het snijden van een breed scala aan diktes in verschillende materialen.
A: Waterstraalsnijden is zeer veelzijdig, maar kent enkele beperkingen. De snijstroom kan soms een lichte tapsheid veroorzaken bij zeer dikke materialen. Het is mogelijk niet geschikt voor watergevoelige materialen of kan gemakkelijk corroderen. Bovendien kunnen de initiële kosten van waterstraalsnijapparatuur hoog zijn, wat van invloed kan zijn op de beschikbaarheid van snijdiensten in sommige gebieden.
A: Vergeleken met andere snijmethoden biedt waterstraalsnijden verschillende voordelen. Het is milieuvriendelijker dan plasma- of lasersnijden, produceert minder hitte-beïnvloede zones dan thermische snijmethoden en kan een breder scala aan materialen snijden dan veel andere technieken. Het kan echter voor sommige toepassingen langzamer zijn dan lasersnijden en kan hogere bedrijfskosten hebben vanwege het gebruik van schuurmiddelen en water onder hoge druk.

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →