

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
CNC加工部品の場合、表面仕上げは大きな違いを生む可能性があります。製品の外観や感触に影響を与えるだけでなく、機能性、耐久性、性能といった特性にも大きく影響します。摩擦を文字通り低減したい場合も、粗さによるグリップ力を高めたい場合も、あるいは単に視覚効果を重視する場合も、表面仕上げの選択はプロジェクトの最終結果に大きな影響を与える可能性があります。このガイドでは、CNC加工に適した様々な表面仕上げの種類、表面仕上げを選択する際に考慮すべき最も重要な要素、そしてアプリケーションのニーズに最適な仕上げの組み合わせ方をご紹介します。選択肢とその効果をしっかりと理解することで、加工部品の品質と性能を向上させるだけでなく、それをさらに向上させる選択が可能になります。
CNC加工プロセスにおける表面仕上げとは、加工された部品の質感と品質を指します。表面仕上げは、表面の滑らかさ、反射率、または粗さを表します。部品の仕上げは、切削方法、切削工具、および材料の種類によって決まります。不適切な仕上げを使用すると、部品の性能、寿命、および美観に悪影響を与えます。仕上げの選択肢は、用途に応じて、非常に基本的な加工済みの表面から、研磨、陽極酸化、メッキなどの非常に高度なものまで多岐にわたります。
表面仕上げとは、製造後の製品表面の質感や品質のようなもので、粗さ、波状性、面粗さといった特性を体現します。製造プロセスは表面仕上げを左右し、部品の性能、機能性、外観を左右する上で最も重要な役割を果たします。表面仕上げの決定には、滑らかな表面による摩擦や摩耗の低減と、粗い表面への接着や接合の促進といった、はるかに多くの要因が関係します。研磨、研削、コーティングのいずれかを単独で行う必要があると誤解されがちですが、適切な表面仕上げとは、ほとんどの場合、これら3つの工程のいずれかを組み合わせた仕上げ工程です。
CNC加工部品の表面仕上げは、部品の性能と品質を左右する重要な要素です。仕上げは部品の外観だけでなく、機能性、耐潤滑性、汎用性にも影響を及ぼします。良好な表面粗さは摩擦を低減し、摩耗を軽減します。これは、様々な機械部品の寿命を延ばし、機器の性能向上につながります。優れた例として、高い精度と信頼性が求められる航空宇宙産業や医療産業が挙げられます。こうした用途では、適切な仕上げが不可欠です。
需要 CNC機械加工サービス このような状況を受けて、高度な表面仕上げ技術を適用する企業が増えています。ダイヤモンド研磨、精密研削、陽極酸化処理といった、均一で滑らかで欠陥のない表面を実現するのに非常に効果的な様々な技術の中でも、特に上記の技術はお客様から高く評価されています。これらの手法の適用は、部品の性能向上だけでなく、過酷な条件下での重要部品の故障リスクを低減することにもつながります。したがって、表面仕上げの役割は、製品の信頼性を高め、資源の有効活用を最適化し、業界が定める厳格な基準に適合させることにあります。
表面粗さは、材料表面の品質を示す重要な特性です。通常、表面の法線ベクトルに沿った歪み(マイクロメートルまたはナノメートル単位)の程度で表されます。この偏差は、Ra(平均粗さ)やRz(平均山谷高さ)などの標準的なパラメータで表すことができます。測定には触覚式および非接触式の方法があり、主な方法としては触針式形状測定装置、そして干渉法、共焦点顕微鏡、レーザースキャンなどの光学式測定装置が挙げられます。
計測技術、特にデータ分析の発展により、表面粗さの評価と監視の精度が向上しました。業界では、製造管理のためにリアルタイムで粗さ分析を実行できるAIベースのシステムへの移行が徐々に進んでいます。このようなシステムは、精度を向上させるだけでなく、航空宇宙、自動車、医療機器など、最高の品質基準が求められる業界において、表面仕上げ品質の監視と維持のための費用対効果の高いソリューションを提供します。

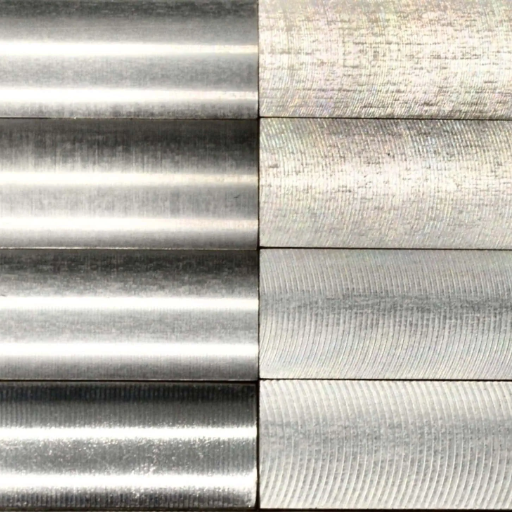
これはCNCミリング工程で直接得られる標準的な表面仕上げです。表面には切削工具の痕跡が残り、平均粗さ(Ra)は3.2~1.6µmと粗い状態です。
ビーズブラストは、小さな球状のビーズを表面に打ち付ける力によって、滑らかで完璧なマットまたはサテンのような外観を実現します。また、美観を目的とした加工としても使用されることがあります。
陽極酸化処理は、電気化学的手法による酸化処理で、金属表面に酸化層(厚さは通常0.001±0.002インチ)を形成します。この層は錆びにくく、様々な色に対応可能です。この方法はアルミニウム部品に広く採用されています。
粉体塗装は、粉体の塗料層を塗布し、その後加熱して塗料を硬化させることで、表面に耐久性、耐摩耗性、装飾性を与えます。
研磨は、表面を削り取り、光沢を出して反射性を高めることで表面を改善する方法です。これは、高い外観品質が求められる部品に最適です。
ブラッシング工程により、表面に規則的な方向性の木目が生まれ、工業的な外観を与えると同時に、小さな欠陥を隠します。
これらの表面仕上げの選択は、機能的および美的ニーズだけでなく、部品の特定の材料によっても決まります。
機械加工工程で追加の処理や修正を施さずに得られる表面品質は、機械加工ままの仕上げと呼ばれます。この種の仕上げは、通常、使用された工具の痕跡がはっきりと残り、表面は粗すぎず滑らかすぎません。これは、見た目は重要ではないものの、実際に機能する必要がある部品に使用され、通常は最も安価な選択肢となります。表面粗さは加工方法や工具の精度によって異なりますが、ほとんどの用途において信頼性の高い性能です。
ビーズブラストは、微細なガラスビーズやその他の研磨材を高圧で噴射することで、材料の表面を洗浄、研磨、または特定の質感を与える表面仕上げ技術です。この技術は非常に汎用性が高く、不要な傷を取り除きながら、均一でマットな表面仕上げを実現します。このプロセスは、主に表面の美観を高めたり、さらなるコーティングのための下地処理をしたりできるため、自動車、航空宇宙、製造業などで非常に人気があります。ビーズブラストは、環境への配慮と材料への適合性から、依然としてオンラインで最も検索されているプロセスの一つです。多くのユーザーは、ビーズブラストと他の仕上げ技術との比較に関心を持っており、その効率性と非破壊性が高く評価されています。この方法は、仕上がりの品質という点で依然として信頼できる選択肢であり、金属、プラスチック、ガラスなど、幅広い用途に使用されています。
陽極酸化処理は、非常に広範囲に研究されている表面処理方法であり、他の処理方法と比較した利点や実用性についてよく質問されます。ユーザーからは、陽極酸化処理の利点について頻繁に問い合わせが寄せられます。主な利点としては、優れた耐食性、表面耐久性の大幅な向上、そして顧客の好みに合わせて様々な色を実現できる魅力的な仕上がりなどが挙げられます。陽極酸化処理は主にアルミニウムに行われる処理ですが、チタンやマグネシウムなどの他の金属にも適用可能です。そのユニークな特徴は、揮発性有機化合物(VOC)を必要とせず、非常に耐久性が高く環境に優しいコーティングを得られるというグリーンプロセスです。さらに、多くのユーザーは、電気めっきや粉体塗装などの処理方法と比較した陽極酸化処理の長所と短所を知りたいと考えており、陽極酸化処理の利点の一つは、軽量材料であっても機械的特性を損なうことなく適用できることです。結論として、表面処理の信頼性、可変性、持続可能性を最優先とする産業にとって、この処理は依然として非常に重要なものです。

CNC加工部品の表面仕上げの選択は、機能面でも美観面でも、アプリケーションの具体的なニーズに大きく左右されます。材質、環境条件、製品寿命、外観など、あらゆる要素を何らかの形で考慮する必要があります。CNC加工の仕上げには、装飾性と耐腐食性を兼ね備えた陽極酸化処理、保護と装飾という2つの目的を持つ粉体塗装、あるいは非常に滑らかで鏡面仕上げの電解研磨など、より一般的な選択肢がいくつかあります。部品の運用要件を考慮することで、性能と美観の両面で適切な仕上げを見つけ出し、コストの範囲内で両者をうまく補完することができます。
アルミニウム、ステンレス鋼、チタンなどの材料の特性と品質によって、適用できる仕上げの種類と範囲、およびプロセスのパフォーマンスへの影響も決まります。
湿度、温度変化、海水、その他の化学物質など、空気中の要因への露出について考えてみましょう。これらの条件下では、寿命と性能は仕上げによって確実に影響を受けます。
部品が必要な仕様を満たしていることを確認するために、耐摩耗性、表面硬度、摩擦レベルに基づいても評価する必要があります。
全体的な美観については、最終部品の最終的な外観が特定の用途に応じて重要になります。部品には光沢のある外観、色付きの外観、またはマットな外観が求められる場合があります。
基本的に、仕上げ工程によってコストに大きな差が生じる可能性があります。プロジェクトの予算と、部品の耐久性および美観のバランスを取ることが課題となります。
CNC加工部品の表面仕上げを最適化するプロセスには、正確な加工技術、適切な材料選定、適切な後処理方法など、様々な要素が絡み合っています。仕上げ工程に直接影響を与える材料選定から始めるのが賢明です。例えば、アルミニウムやステンレス鋼といった金属や、より滑らかな仕上げが得られるプラスチックなどがあります。さらに、切削速度、送り速度、工具角度といった加工パラメータを調整することで、望ましい表面仕上げを実現できます。鋭利で高品質な工具を使用し、摩耗を定期的に監視することで、表面仕上げの品質を確保できます。加工中に冷却剤や潤滑剤を使用することで、摩耗を軽減できるだけでなく、熱による表面欠陥の発生を抑えることにも役立ちます。
さらに滑らかな表面が必要な場合は、研磨、ビードブラスト、化学処理などの後処理が必要になる場合があります。最も一般的な例である陽極酸化処理や電気メッキなどの高度な仕上げ処理は、美観だけでなく耐久性の向上にも役立ちます。コンピュータ支援製造(CAM)を使用して正確なツールパスを事前にプログラムすることで、ツールマークのリスクを最小限に抑えることができます。これらの技術を導入し、頻繁な品質検査と業界のベストプラクティスを遵守することで、CNC加工による部品は、アプリケーションのニーズに沿った最適な表面仕上げを実現します。

CNC加工における表面仕上げの値は、一般的にRa(平均粗さ)値で定量化されます。これは、所定のサンプル長さにおける中心線平均粗さを基準として測定された、表面ピークの平均高さを示します。これらのばらつきは、一般的に重要でない部品に見られる非常に粗い仕上げから始まり、最終的には精密加工や装飾用途に典型的に用いられる非常に滑らかな仕上げで終わります。部品の用途に必要な表面粗さによって、適切な切削工具、切削パラメータ、および仕上げ工程の選択が決まります。
平均粗さ(略してRA)は、表面の質感を表す広く受け入れられている指標です。これは、ユーザーの視点から、線の長さにおける平均線を基準とした表面プロファイルの平均偏差を表します。RA値が小さいほど表面は滑らかであり、一方、値が大きいほど質感は粗いことを示します。あらゆる温度、湿度、極端な温度において、これらの数値は適切なシーリングや摩擦低減など、設計および表面仕上げプロセスにおいて非常に重要です。RA値は、表面品質を簡単かつ一貫して判断できる方法であるため、広く利用されています。
CNC加工で製造される部品の表面粗さは、求められる仕上げや用途によって異なります。以下の表は、一般的な仕上げと標準的なRA値を示しています。
仕上げの選択は、性能と美観のニーズの組み合わせに基づいて行われ、部品は機能的であると同時にコスト効率も高くなります。
表面粗さは、美観ではなく、表面の粗さを計測し、表面に存在する可能性のある凹凸や突起の感触を表します。
| キーポイント | 表面仕上げ | 表面粗さ |
|---|---|---|
| 視覚的な質感 | 山頂/谷 | |
| ユニット | 固定単位なし | µm、RA |
| 測定ツール | 外観検査 | プロフィロメーター |
| 目的 | 美学/機能 | Functionality |
| フォーカス | 外観 | 微細な不規則性 |
| コモンレンジ | RAは変化する | 0.2-25 µm |
| 用途 | 装飾的なデザイン | 精度の必要性 |
| 影響 | コストと視覚的使用 | パフォーマンス効率 |

CNC加工部品の表面仕上げは、その機能と美観の両方に大きな影響を与えます。国際標準化機構(ISO 4287)や米国機械学会(ASME B46.1)などの団体は、表面粗さの評価に関する非常に明確なガイドラインを策定しています。これらの規格では、平均表面粗さRaやプロファイルのアスペクト比効果など、数多くのパラメータが規定されており、定義された表面が意図された機能に適しているかどうかを判断する際に用いられます。機能部品の場合、高い精度は常に平均よりもはるかに厳しい公差と、Ra0.2~1.6ミクロンの範囲のより微細な表面を前提としています。一方、美観がそれほど重要でない範囲では、必ずしもこれほど高いピッチ要件が求められるわけではなく、Ra25ミクロン程度になることもあります。これらの定義された規格に準拠することで、全般的な相互互換性、信頼性の観点からの信頼性、そして省スペース性が確保されます。
ISO(国際標準化機構)およびASME(米国機械学会)規格は、CNC加工部品の表面仕上げの許容範囲に関する最も重要な基準です。業界関係者全員がこれらの規格に準拠することで、誤解がなくなり、世界的な貿易と製造が促進されます。
ISO規格に基づき、表面性状の測定、表記、仕様に関する規則はISO 4287およびISO 1302に基づいています。これらのパラメータは、Ra(算術平均粗さ)、Rz(平均山谷高さ)、およびその他のプロファイル特性で構成され、エンジニアに部品の機能要件を示します。ASME規格、主にASME B46.1は、表面性状の測定と解釈を非常に効果的に行う方法を紹介することで、表面粗さ、うねり、およびレイを定義しています。
両組織の規格は、用途に応じて設定する粗さの制限値が異なります。例えば、航空宇宙や医療分野向けの高精度部品では、仕上げ粗さが0.1~0.8µmRaと規定される一方、それほど重要でない工業用部品では、仕様が十分に厳格であれば、最大12.5µmRa、あるいはそれ以上の仕上げが許容される場合があります。ISO規格とASME規格を組み合わせることで、世界中のメーカーは、厳格な品質管理プロセスを遵守するだけで、機能、美観、耐久性の要件を満たす部品を製造できるようになります。
CNC加工部品の表面仕上げを標準規格に従って行うことは、部品の機能性と品質を確保する上で非常に重要です。ISO 1302とASME B46.1は最も頻繁に参照される規格です。これらの規格では、部品の用途に応じて、平均粗さ(Ra)などの表面仕上げパラメータと許容範囲が定められています。
技術図面における表面テクスチャの要件をマーキングするための完璧なシステムを提供します。記号と数字を使用することで、必要な仕上げを明確に伝えます。
表面の質感を扱い、さまざまな表面粗さパラメータ(その 1 つが Ra)を測定および指定するための非常に綿密な方法を提供するため、この規格は非常に詳細志向になります。
CNC部品の一般的な表面仕上げ範囲:
これらの標準を順守することで、設計者と製造者の間で相互コミュニケーションが図られるだけでなく、部品の信頼性も高まります。
CNC加工部品の性能と信頼性を確保するには、表面仕上げ要件への適合が不可欠です。メーカーは、Raなどの表面粗さ値を一貫した方法で測定・検証するために、ISO 4287やASME B46.1といった業界標準規格に準拠する必要があります。設計仕様への適合性を証明するプロセスにおいて、プロファイロメーターや表面粗さ計を用いた定期的な検査は非常に重要です。
品質保証プロセスでは、表面仕上げパラメータの明確な記録と、測定機器の定期的な校正を実施する必要があります。これにより、各部品が機能基準だけでなく美観基準も満たしていることが保証されます。設計者と製造者が適切なコミュニケーションをとることで、ミスの発生率が低下し、より一貫性と再現性の高い生産結果が得られ、望ましい結果が得られます。
CNC工作機械を用いた規則的および修正された輪郭を有する歯車の加工に関する研究 – この研究では、表面粗さパラメータと、CNC 加工プロセスにおけるその影響について調査します。
自動化された5軸CNCボールエンド磁気レオロジー仕上げ機による3D表面のナノ仕上げ – 高度な CNC 技術を使用して精密な表面仕上げを実現するための研究。
製造自動化:金属切削力学、工作機械の振動、CNC設計 – CNC 加工作業における表面仕上げと許容誤差について説明する包括的なガイド。
3軸CNC加工における表面形状に基づく最適な工具形状の選択 – この論文では、CNC 加工における工具の形状、材料除去、表面仕上げの関係について説明します。
CNC表面仕上げとは、加工後の部品表面の質感と外観の両方を指す特性であり、滑らかさ、表面のパターン、表面の地形などが含まれます。表面仕上げは、製品の機能だけでなく美観にも影響を与えるため、非常に重要です。密閉性、摩擦低減、精密な接触を実現するために滑らかさが求められる表面は、非常に滑らかであることが求められます。一方、その他の表面は、粗い質感やマットな仕上がりになることもあります。さらに、材質や表面仕上げの特性は、耐摩耗性や、コーティングや陽極酸化処理などの後工程において、CNC部品の性能に影響を与えます。
表面形状測定器や非接触光学機器で表面の地形図を作成し、Ra、Rz、Rtなどの値を表示するのが一般的な方法です。 表面粗さの測定これらの指標は表面粗さ測定そのもので、公称表面からの平均偏差を示すため、エンジニアは加工後の部品が必要な機能基準を満たしているかどうかを判断できます。さらに、主要な表面パターンの方向と値は、シール面や嵌合面の挙動に影響を与える可能性があります。
適切な仕上げオプションを見極めるには、部品の機能、原材料(金属部品またはプラスチック部品)、必要な表面仕上げの特性、そして予算を認識する必要があります。CNC加工された素材の仕上げオプションは、単純な洗浄と仕上げから、陽極酸化処理、ガラスビーズブラスト、さらには電気を使用しない電気メッキまで多岐にわたります。非常に高い耐摩耗性が求められる部品には、ハードコーティングを検討する必要があります。逆に、部品の美観を向上させるために、染色や陽極酸化処理を施すこともできます。加工時間と費用だけでなく、部品の表面を保護するために染色や酸化層が必要となるという事実も、決定を下す上で重要な要素となります。
研磨、研削、ビーズブラストは、金属やプラスチックの加工工程において、様々な部品の仕上げに一般的に用いられる方法です。金属とプラスチックの両方の表面処理に役立つその他の仕上げ技術としては、ショットピーニング、陽極酸化処理、そしてポストアニール処理/化学的不動態化処理などがあります。これらは部品のニーズによって異なります。例えば、研削と研磨はより滑らかな仕上がりをもたらします。そのような部品にショットピーニングを施すことは、これらの方法と同等の効果がありますが、主に表面の強化を目的としています。仕上げを施す際には、仕上げの美観も考慮する必要があります。
材料の選択(金属部品 vs. プラスチック部品)は、達成可能な最高の仕上げ、仕上げ工程の適用性、そして最終的な表面形状を決定します。例えば、軟質金属は鏡面仕上げまで研磨できますが、硬質合金にはより研磨的な処理が必要になる場合があります。プラスチックは特定の仕上げ工程で溶解することさえあるため、CNCプラスチック部品に使用できる選択肢は限られています。酸化物層の成長の有無は、表面との相互作用の一部であるため、材料によって決まります。酸化物層はコーティングの密着性や、化学エッチングや不動態化などの前処理の必要性に影響を与える可能性があります。


