

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Raggiungere la precisione in piegatura lamiere è una forma fondamentale di lavorazione dei metalli che ha un impatto significativo sulla qualità e l'uso del prodotto finito. Un fattore importante in questo processo è il raggio di curvatura che influenza l'integrità del materiale, la resistenza della struttura e la precisione complessiva del design, in particolare per quanto riguarda il raggio di curvatura interno. Che tu sia un professionista o un principiante, conoscere il raggio di curvatura minimo per diversi parametri è importante nella progettazione di parti e nell'assemblaggio di strutture. Questa guida approfondisce i concetti di raggio di curvatura della lamiera, discutendone l'importanza, la fisica e come ottenerlo con precisione. Alla fine, capirai le basi per ottimizzare i tuoi metodi di curvatura per garantire risultati di successo in ogni occasione.

Il raggio di una piega su un pezzo di lamiera è definito raggio di piega della lamiera. È fondamentale nell'automazione della produzione poiché influenza la resistenza, l'aspetto e l'usabilità del prodotto finale. Se il raggio di piega viene utilizzato correttamente, è improbabile che si verifichino crepe, deformazioni del materiale o debolezze strutturali. Garantisce inoltre che la parte sia conforme ai requisiti di progettazione e funzioni correttamente nell'applicazione prevista. Per ottenere risultati di qualità costantemente elevata sulla lavorazione dei metalli, è essenziale mantenere un raggio di piega corretto.
Nel processo di piegatura delle lamiere, il raggio di piegatura è inteso come il raggio più piccolo che può essere ottenuto piegando il metallo senza danneggiarlo o renderlo incline a crepe o indebolimenti. Il raggio di piegatura è influenzato dal tipo e dallo spessore del metallo, dal modo di piegarlo e dal risultato atteso. Il rispetto del raggio di piegatura suggerito garantisce che il materiale perda la sua integrità strutturale e soddisfi le caratteristiche di progettazione, motivo per cui è un fattore importante da considerare in un lavoro di fabbricazione accurato e fine.
Le proprietà del materiale e la resistenza complessiva di una parte finita sono notevolmente influenzate dal raggio di curvatura. Raggi di curvatura eccessivamente stretti aumentano le possibilità che si formino concentrazioni di stress attorno alla curvatura, il che potrebbe causare un cedimento del materiale sotto forma di crepe o fratture. Per illustrare, è noto che le leghe di alluminio 6061-T6 sono sensibili ai raggi di curvatura stretti, il che può comportare il superamento dei limiti di allungamento. Come regola generale, gli standard affermano che i materiali duttili dovrebbero avere un raggio di curvatura interno minimo di almeno un punto cinque volte lo spessore del materiale, mentre i metalli meno duttili potrebbero raggiungere tre volte lo spessore.
Inoltre, scelte sfavorevoli di raggio di curvatura potrebbero anche modificare la durata e la funzionalità del componente a causa dell'assottigliamento e della distorsione del materiale attorno alla curvatura. La ricerca suggerisce che avere un raggio di curvatura arrotondato può aiutare a migliorare la deformazione del materiale distribuendo uniformemente lo stress. Ad esempio, l'acciaio ha una maggiore resistenza alla trazione e quindi funziona meglio nelle applicazioni portanti quando viene piegato a un raggio pari a due volte il suo spessore rispetto a un raggio più stretto.
La previsione della concentrazione di stress e l'ottimizzazione del raggio di curvatura per contorni intricati sono fornite da software per computer avanzati, come l'analisi degli elementi finiti (FEA). Ciò consente all'ingegnere di calcolare gli effetti di raggi diversi sul materiale e di apportare modifiche di progettazione che seguono i criteri di ingegneria, nonché di migliorare la durata utile dei componenti in fase di produzione.
Il raggio di curvatura minimo influisce in modo significativo sulla solidità strutturale, sulla precisione e sulla fattibilità della produzione di qualsiasi parte in lamiera. I raggi di curvatura più piccoli tendono ad aumentare le possibilità di deformazione del materiale, come crepe e grinze. Un esempio di ciò potrebbe essere trovato nei metalli con bassa duttilità, come le leghe di alluminio che sono molto più fragili dell'acciaio e quindi necessitano di un raggio di curvatura più ampio per evitare rotture.
Dal punto di vista del design, il raggio di una curvatura influenza le misure e la precisione angolare complessiva del pezzo specifico. Un raggio di curvatura predefinito consente di produrre angoli con uniformità, il che è fondamentale per parti che richiedono un adattamento di precisione come nella costruzione automobilistica e aerospaziale. Inoltre, il ritorno elastico, la tendenza dei materiali migliorati a tornare alla loro forma originale, deve essere preso in considerazione in quanto ha la possibilità di rendere le curve meno precise. Gli studi dimostrano che le curve con raggio più piccolo hanno grandi ritorni elastici che devono essere compensati nella progettazione e nella produzione, specialmente nel caso di curve con raggio più stretto.
In pratica, la scelta di un raggio di curvatura adatto migliora la resistenza alla fatica e la capacità di carico. I calcoli ingegneristici mostrano che un raggio di curvatura più ampio riduce la concentrazione di stress lungo la linea di curvatura in un componente metallico, aumentando il numero di cicli che la parte può sopportare. Raggi più ampi, ad esempio, aumentano la longevità dei telai in lamiera utilizzati in macchinari pesanti che affrontano carichi ciclici.
Un raggio più stretto aumenta anche i costi di utensili poiché il metallo deve essere piegato con più forza. Aumentano sia il tempo impiegato per produrre il componente metallico sia i costi operativi. La progettazione del raggio di curvatura ottimale ed economica deve tenere conto il più possibile dei requisiti funzionali.
Il raggio di curvatura minimo è fortemente influenzato dallo spessore del materiale e dal suo tipo o composizione. In genere, i materiali più spessi sono più resistenti alla deformazione e, pertanto, richiedono raggi di curvatura maggiori. Ciò accade perché le fibre del materiale all'interno della curvatura vengono compresse mentre quelle all'esterno vengono allungate. Più spesso è il materiale, maggiore è lo stress sperimentato. Metalli come acciaio e alluminio, ad esempio, quando piegati, hanno un raggio target compreso tra 1 e 3 volte lo spessore del materiale, altrimenti crepe e indebolimenti sono inevitabili.
Anche il tipo di materiale ha un impatto significativo sul raggio di curvatura minimo. I metalli duttili come rame e alluminio consentono una maggiore flessibilità rispetto all'acciaio ad alta resistenza o al titanio. È per questo motivo che i metalli più morbidi possono sopportare una deformazione maggiore mentre i metalli più duri si fratturano. Esistono anche linee guida del settore, stabilite da ASTIM e ISO, in merito ai raggi di curvatura consigliati per materiali specifici. Si stima che l'alluminio ricotto richieda un raggio di curvatura compreso tra 1 e 2, mentre l'acciaio di alta qualità necessita di un raggio compreso tra circa 2.5 e 3.
Altri fattori includono la tempra o lo stato di trattamento termico del materiale, poiché i materiali temprati sono solitamente meno duttili e richiedono raggi di curvatura maggiori. Queste proprietà, così come i risultati dei test meccanici e le effettive esigenze operative, devono essere prese in considerazione dai produttori e dai progettisti per ottenere le curvature più favorevoli con danni minimi al materiale.
Le tabelle di riferimento per il raggio di curvatura sono piattaforme molto utili per ingegneri e produttori quando si ha a che fare con la lamiera, poiché forniscono un punto iniziale o di partenza per calcolare i raggi di curvatura minimi per materiali diversi. Queste tabelle normalmente considerano il tipo di materiale, lo spessore e la tempra tra gli altri fattori. Ad esempio, le leghe di alluminio 5052-H32 suggeriscono un raggio di curvatura minimo di 1 volta lo spessore del materiale. In confronto, le leghe 6061-T6 più resistenti e meno duttili potrebbero aver bisogno di un rapporto raggio di curvatura/spessore da 2 a 3 volte superiore per evitare che si rompano.
Le raccomandazioni sul raggio di curvatura per gli acciai laminati a freddo, ad esempio, tendono a essere comprese tra 1 e 1.5 volte il rapporto II/T per diversi gradi e tempere, data la capacità del materiale di mantenere la sua struttura al di fuori della curvatura. Molto più resistente e meno duttile dell'acciaio al carbonio, l'acciaio inossidabile potrebbe aver bisogno raggi di curvatura maggiori, solitamente compresi tra 1.5 e 2.5 volte il rapporto di spessore II/T. Al contrario, rame e ottone sono molto duttili e necessitano di raggi di curvatura minimi uguali o leggermente superiori allo spessore dei materiali flessibili.
Le selezioni devono essere abbinate ai metodi di produzione che coinvolgono tipo di matrice, utensili, angoli di piegatura e altri parametri rilevanti. Inoltre, l'applicazione di un raggio di piegatura maggiore del raggio minimo specificato nelle tabelle è utile per migliorare la durata riducendo le sollecitazioni residue nell'area piegata, migliorando così le prestazioni nel tempo in ambienti difficili. Seguire questo approccio garantisce piegature affidabili e ripetibili, che superano i controlli strutturali e funzionali.
Di seguito sono elencati alcuni suggerimenti importanti per stimare il raggio di curvatura minimo in base alle caratteristiche del materiale.
Come regola generale, per i metalli duttili, il raggio di curvatura minimo è pari ad almeno 1 volta lo spessore del materiale e 2-3 volte per quelli meno duttili. Per ottenere numeri precisi, assicurati di controllare la documentazione del produttore o di fonti ingegneristiche.

Tali regole dovrebbero essere verificate in base alle proprietà specifiche di un dato materiale. Ha sempre senso chiedere al fornitore o alle fonti standard all'interno del mercato del dato settore.
Rispetto all'alluminio o all'acciaio dolce, l'acciaio inossidabile è notevolmente più resistente, il che richiede un raggio di curvatura maggiore. Per l'acciaio inossidabile, un raggio di curvatura da 2 a 3 volte lo spessore del materiale riduce al minimo le possibilità di rottura. Tuttavia, materiali più malleabili, come l'alluminio, hanno generalmente restrizioni meno severe e possono essere piegati con un raggio da 1 a 2 volte lo spessore del materiale. Assicurati di consultare le linee guida specifiche del materiale o le raccomandazioni del fornitore per le pratiche di piegatura ottimali.
Uniformità, affidabilità e sicurezza sono mantenute nel prodotto finale seguendo gli standard del settore nella progettazione della lamiera. Nella mia esperienza personale, seguire queste regole riduce al minimo le possibilità di errori, limita lo spreco di materiali e assicura l'idoneità ai processi di produzione. Migliora anche la cooperazione tra i reparti di progettazione e produzione perché questi standard stabiliscono un livello minimo di aspettativa e qualità. Ciò culmina in un processo di produzione semplificato e più efficiente, raggiungendo al contempo standard di qualità in modo più conveniente.

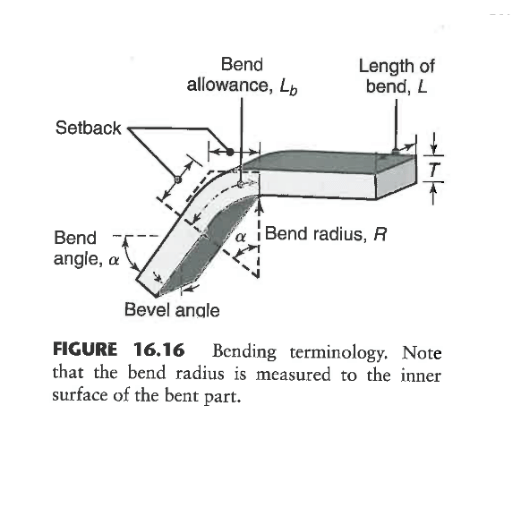
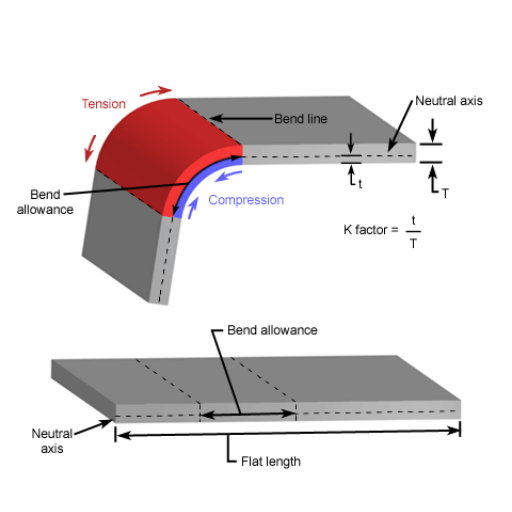
Il raggio di una curva influenza sia la lunghezza della flangia che la tolleranza di curvatura di una parte in lamiera. Un aumento del raggio di curvatura richiederebbe l'uso di materiale aggiuntivo per completare la curvatura e ciò modificherebbe di conseguenza le misure della tolleranza di curvatura, ovvero il materiale utilizzato nella curva della curvatura. Allo stesso modo, la lunghezza della flangia, ovvero la parte che si estende dal bordo alla curva, è influenzata dal raggio perché un raggio maggiore potrebbe modificare la dimensione di layout piatto della parte. Se tutti i fattori sopra menzionati vengono controllati tenendo conto del raggio di curvatura, le dimensioni della parte sarebbero precise e non si deformerebbero o non si guasterebbero durante il processo di fabbricazione.
Gli studenti esamineranno diverse strategie e processi che contribuiscono a raggiungere l'equilibrio tra forma, funzione, producibilità e forma in qualsiasi progettazione di lamiera. Ad esempio, si deve considerare lo scopo del componente e delle sue caratteristiche con la sua forma, considerando anche l'efficienza della produzione. Altre strategie includono l'eliminazione di forme geometriche complesse che sono difficili da fabbricare, l'utilizzo di materiali che soddisfano i livelli di prestazioni e producibilità richiesti e la considerazione di tolleranze generali insieme alle possibilità di fabbricazione. La collaborazione con i team di produzione durante la fase di progettazione è fondamentale per individuare possibili difficoltà in una fase iniziale per garantire una produzione conveniente senza sacrificare la qualità o la funzionalità del design.
Seguire le linee guida sui materiali
Consultare le specifiche del materiale per stabilire il raggio di curvatura minimo del materiale selezionato. Questo passaggio aiuta a evitare crepe o deformazioni durante la fase di curvatura.
Seguire le norme del settore
Applicare le pratiche industriali standard ove applicabile. Ad esempio, avere una curvatura di almeno una volta e mezza lo spessore del materiale è una regola generale per molti metalli.
Considerare la variabilità nello spessore
L'aumento dello spessore di alcuni materiali implica che i raggi di curvatura debbano essere aumentati per evitare sollecitazioni o fratture eccessive. Aumentare sempre il raggio di curvatura in proporzione allo spessore del materiale.
Controllare con gli strumenti di simulazione
Applicare la simulazione al computer o l'analisi agli elementi finiti (FEA) per esaminare il sistema di sollecitazioni e verificare se il raggio di curvatura progettato soddisferà i criteri prestazionali.
Incorporare raggi di curvatura uniformi
Per ridurre i tempi di produzione e i costi di utensili, standardizzare i raggi di tutte le curve all'interno della parte. Assicurarsi che venga applicata la forza di piegatura appropriata per ogni tipo di materiale.
Parla con il produttore
Collaborare con il team di fabbricazione per convalidare i raggi di curvatura impostati in base agli utensili e alle attrezzature disponibili.

Ogni pressa piegatrice raggiunge le caratteristiche di progettazione e le specifiche desiderate per un materiale particolare utilizzando combinazioni di utensili che sono state preimpostate, predeterminate e programmate per raggi di piegatura precisi e ripetibili. La selezione dell'utensile appropriato spesso include la considerazione dello spessore del materiale, del tipo di materiale e dell'angolo di piegatura specificato.
Utensili a V
Le matrici a V sono l'opzione di utensili più ampiamente accettata grazie alla loro flessibilità relativamente ampia per coprire vari spessori di materiale. Di solito, la larghezza dell'apertura a V determina il raggio di curvatura minimo che può essere raggiunto. Con materiali più sottili, sono preferibili aperture più strette delle matrici a V (ad esempio, 6 mm o 0.25 pollici) che creano raggi più stretti. Al contrario, i materiali più spessi vengono lavorati in modo più efficiente utilizzando aperture più ampie (ad esempio, 25 mm o 1 pollice).
Punzoni a collo d'oca
Consentendo piegature più profonde senza che la forma del punzone interferisca, nonché la geometria complessa offerta dalla forma del punzone, i punzoni a collo d'oca sono eccezionalmente efficienti. Questi consentono di manipolare facilmente piegature strette e raggi stretti in alluminio e acciaio dolce.
Fustelle di raggio
Le matrici a raggio sono efficaci nell'eseguire piegature con un raggio costante, pur essendo affilate. Tali matrici sono spesso applicabili a processi critici nei settori automobilistico e aerospaziale, in cui la concentrazione di stress deve essere mitigata. Una matrice con raggio di 2 mm offre un contorno di piegatura costante a fogli da 3 mm con soli 2 mm di deformazione.
Utensili per piegatura rotante
Le piegatrici rotanti incorporano un meccanismo di matrice rotante e realizzano piegature senza marcare o deformare molto la superficie del materiale. Il loro campo di applicabilità include diversi raggi e sono ideali per finiture delicate e lamiere lucidate, che includono, ma non sono limitate a, acciaio inossidabile.
Set di matrici regolabili
Questi utensili versatili realizzano raggi regolabili con un singolo utensile. Sono particolarmente vantaggiosi per cicli di produzione con diversi tipi di piegature perché riducono al minimo la necessità di cambi utensile.
Considerazioni chiave per la selezione degli strumenti
Tipo di materiale e spessore
Ogni tipo di materiale ha un raggio di curvatura minimo consigliato per ridurre il rischio di crepe e deformazioni. Ad esempio, l'acciaio laminato a freddo richiede un raggio di curvatura, in media, pari a 1 volta lo spessore del materiale, mentre l'alluminio può essere superiore a 2 volte per evitare fratture.
Requisiti di tolleranza
Tolleranze più strette possono essere più impegnative per gli utensili multi-step, rendendo le matrici regolabili CNC essenziali per risultati uniformi su numerose piegature.
Usura e manutenzione degli utensili
Il controllo periodico degli utensili per presse piegatrici è fondamentale per la precisione, soprattutto se si considera il raggio di piegatura minimo, poiché le prestazioni ottimali sono notevolmente influenzate. Gli utensili non sottoposti a manutenzione provocheranno maggiori sprechi e rilavorazioni a causa della maggiore incoerenza con i raggi di piegatura.
La scelta integrale di utensili per presse piegatrici non solo garantisce la precisione, ma aumenta anche l'efficienza della produzione riducendo al minimo i tempi di preparazione e i problemi di movimentazione dei materiali.
Sia la piegatura ad aria che la piegatura a fondo sono processi ampiamente utilizzati nel campo della fabbricazione dei metalli e ciascuno di questi processi presenta vantaggi specifici, a seconda del raggio di curvatura desiderato, dello spessore del materiale e dei requisiti di precisione.
Flessione in aria
Uno dei processi più flessibili è la piegatura ad aria ed è uno dei processi più ampiamente utilizzati nell'industria manifatturiera, in cui un punzone preme parte del materiale del pezzo in lavorazione in una matrice e, a causa del ritorno elastico, non consente il contatto completo tra il pezzo e la matrice. Questo metodo è utile per ottenere un'ampia gamma di angoli di piegatura e raggi con gli stessi utensili. Fattori come l'apertura della matrice, la penetrazione del punzone, le caratteristiche del materiale e altri parametri devono essere attentamente monitorati per ottenere il raggio desiderato. Il raggio interno previsto per la piegatura ad aria è, nella maggior parte dei casi, dal 16% al 20% dell'apertura V-DIE. Ad esempio, un pezzo con una larghezza V di 1 pollice dovrebbe avere un raggio interno compreso tra 0.16 e 0.2 pollici. Questo approccio funziona bene per applicazioni leggere e diversi tipi di materiali, ma potrebbe richiedere aggiustamenti per tenere conto della variabilità del ritorno elastico tra i materiali.
bottoming
Chiamato anche coniatura o montaggio a pressione inferiore, il bottoming è un metodo in cui il materiale viene gradualmente pressato in uno stampo fino a quando non si verifica il contatto completo, bloccando così il raggio di curvatura. Rispetto alla piegatura ad aria, questo metodo ha una maggiore accuratezza e ripetibilità, pur avendo anche un ritorno elastico minimo. Un vantaggio del bottoming è che il raggio interno è determinato principalmente dal raggio del punzone. Ciò semplifica il raggiungimento di tolleranze più strette e raggi di curvatura più piccoli. D'altro canto, il bottoming comporta un notevole tonnellaggio sul sistema di utensili e presse piegatrici, con conseguente maggiore usura e richiesta di materiali più resistenti. Ad esempio, il bottoming di pieghe con raggio piccolo su lamiere di acciaio inossidabile più spesse richiede spesso 2-3 volte il tonnellaggio della piegatura ad aria.
Fattori da considerare quando si sceglie una tecnica
Tipo di materiale e spessore:
Capacità di utensili e attrezzature:
Strategia di gestione dei costi:
La piegatura ad aria consente velocità e cambi di utensile ridotti, il che la rende vantaggiosa per cicli di produzione di volumi medio-bassi. La lavorazione bottoming è utilizzata al meglio quando accuratezza e precisione sono fondamentali e gli output presentano pochissime variazioni.
Se un fabbricante comprende i vantaggi relativi che derivano dall'opzione di piegatura inferiore e dalla piegatura in aria, sarà in grado di ottimizzare i propri processi di piegatura in base a requisiti di progetto specifici, disposizioni in materia di precisione, efficienza dei materiali e costi complessivi.
Nella misurazione e verifica dei raggi di curvatura, strumenti specializzati come misuratori di raggio, un goniometro digitale e una macchina CMM sono integrati per misurazioni corrette e accurate. I goniometri digitali possono misurare gli angoli con precisione, i misuratori di raggio confrontano le curve del raggio impostato con le curve del modello, mentre le CMM consentono una verifica quadridimensionale dettagliata delle dimensioni della curva. Ogni strumento è selezionato in base alle esigenze di precisione e alle pratiche del progetto fornito.

Per ottenere raggi di curvatura costanti e precisi, i fabbricanti devono seguire le pratiche di base indicate nell'elenco seguente.
Questi passaggi, se seguiti attentamente, aiuteranno i fabbricanti a raggiungere maggiore precisione e affidabilità, riducendo ulteriormente la possibilità di errori.
Utilizzando queste strategie, le aziende manifatturiere possono migliorare la capacità di produrre parti con raggi di curvatura uniformi, garantendo così che tutte le parti siano conformi agli standard di progettazione e qualità.
La precisione del raggio di curvatura richiede tecnologie sofisticate per monitorare simultaneamente la qualità a livelli elevati. Nell'elenco seguente vengono presentati alcuni dei sistemi che lo fanno con elevata precisione.
Scansione laser 3D
I dispositivi di scansione laser 3D consentono la misurazione senza contatto di caratteristiche come i profili di piegatura. I sistemi moderni possono ottenere dati geometrici con una precisione pari a ±0.02 mm. Questo metodo consente di analizzare le parti mentre vengono prodotte, assicurando che soddisfino i requisiti di progettazione. È utile per applicazioni complesse o con tolleranze strette.
Macchine di misura a coordinate (CMM)
Le CMM sono in grado di misurare il raggio di una curva con un elevato livello di accuratezza. Molti sistemi possono raggiungere livelli di accuratezza entro i micron. Ciò garantisce che il raggio di curvatura sarà spostato il meno possibile. Le CMM hanno anche la capacità di memorizzare dati di misurazione, il che è importante per catturare le informazioni per la tracciabilità, che è importante nei settori aerospaziale e automobilistico.
Strumenti di profilazione digitale
I sistemi integrati avanzati per la profilazione digitale utilizzano sensori laser o visivi per misurare il raggio di curvatura lungo una parte in pochi secondi. Questi strumenti, che accelerano la fase di integrazione, sono spesso collegati a sistemi CAD e consentono un confronto diretto tra i valori misurati e quelli teorici. Tali integrazioni aiutano a semplificare il processo di approvazione.
Rilevamento forza-coppia durante la produzione
Le imprecisioni che si verificano durante il processo di piegatura possono essere valutate in tempo reale inserendo sensori di forza-coppia nell'attrezzatura di piegatura. Le variazioni nella forza applicata possono essere correlate a problemi con il raggio di piegatura e, pertanto, è possibile adottare misure appropriate prima che una parte passi alla fase successiva della produzione.
Controllo statistico del processo (SPC)
Con SPC, i raggi di curvatura nel tempo sono uno dei tanti punti dati che possono essere catturati e analizzati per aiutare a determinare se è necessario intraprendere azioni per mantenere le tendenze identificate. I grafici di controllo consentono ai produttori di catturare e mitigare le variazioni di processo che possono portare a difetti, riducendo così gli sprechi e garantendo l'affidabilità dei processi.
Analisi comparativa con campioni di riferimento
I produttori possono facilmente verificare la conformità dei pezzi di produzione con i semplici campioni di riferimento mediante l'uso di sistemi di misura portatili impostati per misurare il rilevamento della varianza rispetto al raggio di curvatura del campione fornito.
L'accuratezza della misurazione del raggio di curvatura può essere compromessa quando si utilizzano metodi standard, ma questi metodi e dispositivi all'avanguardia lavorano insieme non solo per garantire la qualità, ma anche per migliorare l'efficienza, riducendo al contempo l'impatto sui costi dovuto a rilavorazioni e sprechi di materiale.
Il ritorno elastico si verifica quando un materiale riprende la sua forma originale dopo la piegatura, il che causa discrepanze nel raggio di piegatura desiderato. Proprietà meccaniche come il limite di snervamento e il modulo di elasticità influenzano profondamente questo effetto. Ad esempio, le leghe ad alta resistenza come l'acciaio inossidabile o il titanio mostrano un ritorno elastico maggiore rispetto a materiali più morbidi come l'alluminio.
Per contrastare il ritorno elastico, è efficace anche una precisa sovrapiegatura, in cui il materiale può assestarsi nella posizione desiderata con una tolleranza della piegatura impostata su un angolo maggiore di quello richiesto. Gli strumenti di analisi degli elementi finiti (FEA) sono molto utili per stimare il comportamento del ritorno elastico di diversi materiali e ottimizzare di conseguenza i loro parametri di piegatura.
Variazioni nei materiali come strati superficiali, spessore e rivestimenti chimici sono alcuni dei fattori che rendono più difficile ottenere il raggio di curvatura desiderato. Queste incongruenze influenzano il comportamento del materiale sotto stress e possono portare a risultati indesiderati. Ad esempio, una variazione di ±5% nello spessore del materiale può influenzare notevolmente la precisione con cui si ottiene la curvatura.
I problemi vengono risolti utilizzando soluzioni di produzione avanzate che impiegano sistemi di monitoraggio in tempo reale e tecnologie di controllo adattivo che aiutano a determinare il raggio di curvatura minimo durante la produzione di parti. Le parti pieghevoli hanno sensori integrati che riconoscono le differenze nelle caratteristiche del materiale e regolano automaticamente la forza applicata. Ciò aumenta la precisione e riduce gli errori. Inoltre, alcuni processi di pretrattamento come la ricottura possono rendere le proprietà del materiale più uniformi, il che riduce la variabilità e aiuta a ottenere risultati di curvatura migliori.
Questi approcci sono supportati da dati empirici che confermano che le tecnologie adattive all'interno di ambienti automatizzati migliorano la ripetibilità della piegatura del 30% in scenari di volumi di produzione elevati. I produttori apportano modifiche efficaci ai modelli predittivi che prendono in considerazione il ritorno elastico e le differenze di materiale per raggiungere un certo livello di qualità soddisfacendo al contempo i requisiti di progettazione.
Piegare materiali spessi, specialmente a raggi stretti, è impegnativo. Queste sfide includono il rischio di rottura del materiale, usura eccessiva degli utensili e imprecisioni dimensionali. Sono tutte il risultato della concentrazione di stress con flessibilità ridotta, che è comune con materiali spessi durante la piegatura.
Per risolvere queste sfide, tecniche di piegatura avanzate come le tecniche di piegatura a trafila rotante e multi-step hanno dimostrato di essere utili. La formatura multi-step previene le crepe mantenendo l'integrità del materiale mentre distribuisce lo stress su più fasi; quindi, la deformazione è controllata da numerose azioni su più fasi. Il controllo preciso della posizione della matrice di pressione e del mandrino nella piegatura a trafila rotante riduce le possibilità di difetti deformativi che si verificano quando si tenta di formare raggi stretti. Ad esempio, mandrini appositamente progettati che soddisfano i requisiti di materiali spessi possono ridurre l'ovalizzazione fino al 40% rispetto ai metodi convenzionali.
Un ulteriore perfezionamento dei profili spessi è favorito dai progressi nella scienza dei materiali. Sono state sviluppate leghe ad alta resistenza e altri materiali che possiedono una duttilità ottimizzata in materiali spessi per applicazioni più impegnative. La ricerca suggerisce che l'imposizione di determinati metodi di pretrattamento come il trattamento termico o la raffinazione dei grani ha dimostrato di migliorare la duttilità nei materiali spessi fino al 25%. Ciò consente di ottenere raggi più stretti senza compromettere l'integrità strutturale.
L'integrazione del software di simulazione nella fase di progettazione aiuta a prevedere il comportamento dei materiali quando vengono applicate forze. Aiuta i produttori a determinare i migliori angoli di piegatura e i progetti di utensili da implementare prima che inizi la produzione effettiva, risparmiando così tempo prezioso e riducendo le spese. Gli studi indicano che l'unione delle simulazioni con le esecuzioni pratiche può ridurre la spesa per i materiali del 15%, oltre a ridurre il numero di modifiche richieste agli utensili di produzione.
Grazie all'adozione di questi metodi e strumenti avanzati, i produttori possono affrontare efficacemente i problemi di curvatura di piccoli raggi in materiali spessi, garantendo risultati superiori e rispettando al contempo specifiche di progettazione impegnative.
Quando si cercano soluzioni ai problemi di raggio di curvatura in parti di lamiera difficili, un produttore potrebbe trovarsi ad affrontare diverse sfide, come crepe, ritorno elastico, assottigliamento del materiale e usura degli utensili. Devono essere messi in atto metodi efficaci di mitigazione e risoluzione dei problemi per proteggere l'integrità e la funzionalità del prodotto finale.
1. Crepe durante la piegatura
Le crepe si verificano ogni volta che il raggio di curvatura è troppo piccolo, superando i limiti di duttilità del materiale. La ricerca ha dimostrato che aumentare il raggio di curvatura a una larghezza di 1.5 volte lo spessore del materiale riduce al minimo le possibilità di crepe. Inoltre, l'impiego di trattamenti termici per migliorare la duttilità o la scelta di leghe di qualità con percentuali di allungamento più elevate può ridurre significativamente questa sfida.
2. Gestione del ritorno elastico
Il ritorno elastico può essere definito come il recupero delle proprietà elastiche del materiale dopo essere stato sottoposto a piegatura, il che influenza negativamente la precisione della forma finale. Gli acciai ad alta resistenza come materiali tendono a essere più suscettibili al ritorno elastico a causa del loro più elevato limite di snervamento. Come soluzione, i produttori possono integrare tecniche di sovrapiegatura o incorporare sistemi di presse piegatrici CNC che regolano automaticamente il ritorno elastico in tempo reale. I dati mostrano che i sistemi di presse piegatrici avanzati con controlli precisi hanno la capacità di ridurre la deviazione del ritorno elastico fino al 20%. Ciò consente di standardizzare il raggio minimo per tutte le pieghe anziché prevedere semplicemente il valore medio.
3. Deformazione e assottigliamento dei materiali oltre i limiti
Per le parti con basse capacità di allungamento, l'eccessivo assottigliamento può essere particolarmente problematico perché può portare a una mancanza di integrità della parte. All'interno del software di simulazione, gli strumenti FEA valutano con precisione le aree potenzialmente problematiche dell'assottigliamento. Sia per le operazioni di piegatura che di assottigliamento, un rapporto corretto tra apertura dello stampo e spessore della lamiera è da 6 a 10 volte lo spessore del materiale. Questo rapporto migliora la distribuzione dello stress sul materiale durante il processo di piegatura.
4. Compatibilità e usura degli utensili
L'incoerenza negli utensili porta a piegature difettose o incoerenti. Gli acciai avanzati ad alta resistenza usurano notevolmente e significativamente gli utensili a causa della loro elevata resistenza e spessore. La durata dell'utensile può essere aumentata fino al 30% utilizzando materiali resistenti all'usura come utensili rivestiti in carburo. Inoltre, la piegatura uniforme viene ottenuta tramite l'allineamento preciso degli utensili che viene controllato regolarmente con strumenti di misurazione precisi.
Tendenze emergenti nella risoluzione dei problemi
I produttori stanno passando a soluzioni basate sul digitale come la raccolta dati in tempo reale e il controllo adattivo per rendere più efficiente la risoluzione dei problemi. Ad esempio, le attrezzature e le macchine di piegatura possono essere dotate di sensori abilitati IoT che monitorano la deformazione e la deformazione durante la produzione. Una riduzione dei difetti del 25% entro le prime serie di produzione può essere ottenuta analizzando i dati prodotti per apportare modifiche con l'aiuto dei sensori.
Riconoscere e affrontare queste sfide con le soluzioni proposte consentirà ai produttori di ottenere i migliori risultati anche con i design più sofisticati. Metodi di utensili sofisticati, procedure avanzate di movimentazione dei materiali e tecnologie moderne contribuiscono tutti notevolmente ad aumentare la produttività e a ridurre i costi associati ai raggi di curvatura bassi sui componenti in lamiera.
A: Il raggio di curvatura è il raggio dell'arco di curvatura. Nel campo della lavorazione di precisione della lamiera, è sempre fondamentale, poiché influisce sull'integrità strutturale, sull'estetica e sulla funzionalità del prodotto finale. Il raggio di una curvatura determina la lunghezza minima della flangia, influisce sulla deduzione della curvatura e controlla anche la resistenza dell'area che è stata piegata. Conoscere il raggio di una curvatura è essenziale per progettare in modo accurato e appropriato parti in lamiera senza rischiare guasti dei materiali.
R: Nella maggior parte dei casi, il raggio di curvatura minimo deve essere un certo numero di volte lo spessore del foglio. Per la maggior parte dei materiali, il raggio di curvatura interno minimo è in genere da 1 a 3 volte lo spessore del materiale. Tutto dipende dalle proprietà specifiche del materiale, ad esempio, duttilità e resistenza alla trazione. È necessario fare riferimento alle linee guida del materiale o effettuare esperimenti per trovare il raggio di curvatura minimo corretto per un pezzo specifico.
A: Ci sono molte considerazioni importanti nella scelta di un valore di raggio di curvatura rispetto a un altro: 1. Spessore e tipo di materiale 2. Angolo di curvatura 3. Caratteristiche del materiale: duttilità e resistenza alla trazione. 4. Disponibilità di utensili 5. Considerazioni estetiche 6. Considerazioni funzionali 7. Lunghezza della flangia 8. Tolleranza 9. Direzione della curvatura 10. Capacità dell'officina
A: L'orientamento della piega è importante per l'area del raggio di piegatura minimo per la piegatura. Piegare la lamiera in direzione della grana (o direzione di laminazione) di solito richiede un raggio di piegatura maggiore rispetto alla piegatura trasversale alla grana. Questo perché il materiale, di norma, non è così duttile nella direzione della grana. Tenere sempre a mente l'orientamento della piegatura quando si progettano le parti da realizzare in lamiera in modo che il raggio scelto funzioni bene per il materiale e la direzione della piegatura.
A: Un raggio interno più piccolo del normale può causare alcuni problemi: 1. Crepe o rotture dei materiali 2. Maggiore Springbank 3. Ulteriore assottigliamento del materiale in corrispondenza della curva 4. Problemi nel realizzare curve costanti 5. Breve durata della fatica della parte 6. Maggiore concentrazione di sollecitazioni 7. I bordi taglienti rappresentano un pericolo per la sicurezza. Compensare questi problemi utilizzando eccessivamente le specifiche del raggio di curvatura minimo per il materiale aiuta, ma in realtà non è consigliato.
R: Nella lavorazione della lamiera, lo spessore del materiale determina la selezione del raggio di curvatura. Nella maggior parte dei casi, i materiali più spessi hanno maggiori probabilità di rompersi se il raggio di curvatura è inferiore a quello richiesto. Il raggio di curvatura minimo è normalmente dato in termini di spessore del materiale, come 2T o 3T dove T è lo spessore. Inoltre, lo spessore determina la posizione dell'asse neutro nella curvatura che influenza la deduzione della curvatura e la precisione della parte nello stato piegabile.
A: Ogni raggio nella piegatura di una lamiera deve essere misurato per la precisione in tutti i casi. Gli strumenti e le tecniche comuni includono: 1. Calibri di raggio o calibri di raccordo 2. Macchine di misura a coordinate (CMM) 3. Comparatori ottici 4. Scanner 3D 5. Proiettori di profili 6. Calibri digitali con punte di raggio 7. Modelli di raggio 8. Sistemi di visione con software di rilevamento dei bordi L'uso di questi strumenti garantisce una misurazione affidabile del raggio di curvatura interno per mantenere la precisione e la coerenza richieste nella moderna precisione fabbricazione di lamiere.
A: Per raggio R e spessore del materiale T, la procedura per determinare la lunghezza minima della flangia è la seguente: 1. considerare la tolleranza di piegatura (BA) 2. Incorporare limiti di utensili quali apertura matrice e raggio punta punzone 3. Includere lunghezza presa forma 4. Aggiungere tolleranza di rifilatura se necessario Durante l'inserimento dell'utensile, la lunghezza della flangia è statisticamente almeno due volte lo spessore del materiale insieme al raggio di piegatura. Tuttavia, per deduzioni accurate, è consigliabile lavorare con il software o fare riferimento alle tabelle di deduzione della piegatura.
1. Impatto del raggio del profilo del punzone e della disposizione della lamiera sul ritorno elastico nella piegatura a V di una lamiera a due strati
2. Influenza del raggio del punzone e dello spessore della lamiera sul ritorno elastico nella piegatura a V
3. Influenza del raggio del profilo del punzone sul ritorno elastico nella piegatura a V di grezzi saldati su misura saldati trasversalmente
4. L'impatto del raggio del punzone e dello spessore della lamiera sul ritorno elastico nella piegatura a V dell'acciaio ad alta resistenza con simulazione FEA
5. Fornitore leader di servizi di fabbricazione di lamiere in Cina

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →