

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Mantenere tolleranze strette sul PTFE è difficile perché il materiale si deforma sotto sforzo, si espande con le variazioni di temperatura e torna elastico dopo la lavorazione. Le tolleranze standard per i componenti in PTFE vanno da ±0.001" a ±0.005", ma raggiungere il limite più stretto di tale intervallo richiede strategie mirate in termini di riduzione delle sollecitazioni, fissaggio e selezione degli utensili. Questa guida illustra le tecniche pratiche che mantengono le dimensioni del PTFE entro le specifiche nelle operazioni di tornitura, fresatura e foratura CNC. Per dettagli completi sul processo, oltre alle tolleranze, consultare il nostro completo Guida alla lavorazione del PTFE.

Grazie alle sue caratteristiche specifiche, il PTFE spesso consente tolleranze di lavorazione variabili tra ±0.001 e ±0.005 pollici, a seconda delle dimensioni e della complessità della parte. I componenti più grandi o quelli con geometrie complesse potrebbero richiedere tolleranze più ampie perché il PTFE tende a deformarsi sotto sforzo. L'espansione termica costante del PTFE e la bassa rigidità devono essere tenute a mente quando si impostano le tolleranze per garantire l'accuratezza dimensionale e la precisione complessiva.
Le tolleranze di lavorazione standard del PTFE dipendono da quanto segue:
Tenendo conto di tutte queste note, è possibile garantire l'affidabilità e la precisione dei componenti in PTFE.
Questi fattori illustrano le difficoltà associate alla lavorazione del PTFE e il motivo per cui è necessario preparare adeguatamente o soddisfare tutti i requisiti in termini di tolleranze precise, buone condizioni di lavoro e gli utensili giusti per la lavorazione del PTFE.
Il PTFE, o politetrafluoroetilene, si distingue in modo diverso dagli altri materiali termoplastici, in generale per le sue caratteristiche meccaniche che hanno un impatto diretto sulla sua lavorabilità. Ad esempio, la rigidità del PTFE è molto inferiore a quella del PEEK (polietereterchetone) o del policarbonato. Inoltre, la sua bassa rigidità, abbinata a un elevato coefficiente di dilatazione termica, rende il PTFE suscettibile a cambiamenti dimensionali nelle variazioni di temperatura o nelle operazioni di lavorazione. Ciò si traduce in tolleranze molto più ampie rispetto ad altri materiali termoplastici che sono più stabili dimensionalmente.
Come previsto, il PEEK può essere lavorato con tolleranze dimensionali notevolmente maggiori di quelle del PTFE, grazie alle sue proprietà ingegneristiche come l'elevata resistenza alla trazione. In particolare, le parti in PEEK possono spesso essere lavorate con tolleranze strette fino a ±0.001 pollici. Mentre il polietereterchetone solo PTFE ha tolleranze nella regione da ±0.005 a ±0.010 pollici, a seconda dell'applicazione specifica e della stabilità dimensionale richiesta.
La conduttività termica è un altro fattore importante che distingue questi materiali l'uno dall'altro. I valori per materiali specifici sono PTFE: conduttività termica ~ 0.25 W/m·K, coefficiente di dilatazione termica ~ 120 x 10-6/°C. Coefficiente di dilatazione termica PEEK 47 x 10-6/°C. Questo ci dice che il PTFE è più soggetto a variazioni dimensionali durante i cicli di riscaldamento e raffreddamento rispetto al PEEK, il che intensifica ulteriormente i problemi relativi alla lavorazione del PTFE se sono necessarie tolleranze strette.
Altri termoplastici come il policarbonato e l'ABS (acrilonitrile butadiene stirene) hanno tolleranze che li pongono tra il PTFE e il PEEK. Il policarbonato, ad esempio, può raggiungere tolleranze di circa ±0.002 a ±0.005 pollici in normali condizioni di lavorazione grazie alla sua rigidità e alla sua moderata stabilità termica. Le parti in ABS estruse e stampate a iniezione sono in genere utilizzate in applicazioni con tolleranze inferiori perché i loro stati irrigiditi, gonfi e trafilati a freddo sono meno restrittivi rispetto al controllo delle dimensioni delle plastiche tecniche PEEK.
Queste discussioni comparative dimostrano le peculiarità implicite nella lavorazione del PTFE e la necessità di scegliere correttamente il termoplastico più accettabile in base alle caratteristiche tecniche, termiche e meccaniche specifiche della particolare applicazione.

Il coefficiente di attrito molto basso del materiale0, che è compreso tra 0.05 e 0.10 per i materiali solidi0, influisce notevolmente sulle tolleranze di lavorazione. Un valore così basso del coefficiente di attrito comporta una significativa riduzione della resistenza al lavoro meccanico svolto durante i processi di lavorazione, taglio e finitura. Crea anche problemi, perché tende a rendere molto difficile la presa della parte a causa della sua estrema morbidezza e scivolosità. Ciò può anche portare a cambiamenti indesiderati nelle dimensioni delle parti lavorate, con conseguente non conformità alle tolleranze previste.
Un attrito più lento implica anche che la quantità di calore generata dall'attrito sia molto bassa, riducendo così le possibilità di deformazione termica durante il taglio. Questo vantaggio non è però privo di riserve a causa dell'elevato coefficiente di espansione termica del PTFE che è circa 10 dell'acciaio a 10 x 10^{-5}/K. Ciò comporta la possibilità di perdere precisione dimensionale quando ci si sposta dentro e fuori dal contatto con gli utensili di lavorazione. Quindi, per ottenere tolleranze dimensionali strette è necessario controllare i parametri delle macchine utensili come velocità di avanzamento e velocità di taglio, nonché le condizioni di temperatura. Ad esempio, l'uso di utensili più affilati e velocità inferiori aumenta le forze di trazione e le sollecitazioni, portando così al raggiungimento di tolleranze migliori.
Indipendentemente dalle complicazioni incontrate, settori come l'industria aerospaziale e medica che dipendono dal PTFE e dalle sue caratteristiche uniche, hanno apportato innovazioni nella lavorazione criogenica o hanno migliorato la progettazione delle attrezzature che consentono loro di mantenere tolleranze di ±0.001 pollici nelle aree critiche. Tali livelli di accuratezza garantiscono che il materiale sia funzionale pur offrendo i suoi vantaggi meccanici e termici.
A causa del creep e del modulo di rigidità insolitamente basso del PTFE, dell'elevato coefficiente di espansione termica e dell'auto-creep, il materiale presenta scarse prestazioni quando si tratta di mantenere tolleranze strette. Il PTFE presenta una misera rigidità di circa 4-5 MPa a temperatura ambiente, che fa sì che il materiale subisca cambiamenti dimensionali anche quando l'apporto di carico durante l'applicazione o la lavorazione è minimo. Per aggiungere, l'auto-espansione del PTFE è di circa 120 x 10⁻⁶/°C, che è di gran lunga maggiore della maggior parte dei metalli, il che causa cambiamenti dimensionali quando la temperatura diminuisce o aumenta.
Il PTFE è incline a deformarsi sotto stress continuo, questo comportamento è definito creep e deve essere tenuto in particolare considerazione. Ad esempio, sotto carichi statici sostenuti a temperatura ambiente, il PTFE mostra una deformazione massima di circa l'1-2% durante le prime 24 ore di pressione costante esercitata. A causa degli sforzi di lavorazione che devono essere così meticolosi, a volte vengono utilizzati utensili e dispositivi raffreddati criogenicamente per ridurre la deformazione causata durante il processo di fabbricazione.
Sebbene esistano queste difficoltà, è ancora possibile per le industrie operare entro limiti rigorosi grazie a strategie contemporanee, come la lavorazione CNC con impostazioni specifiche, la lavorazione laser e il fissaggio di precisione. La ricerca dimostra che tolleranze migliori di ±0.0005 pollici sono realizzabili con componenti in PTFE per applicazioni aerospaziali e mediche critiche, con prestazioni affidabili ottenibili nonostante i vincoli del materiale.
La sfida della precisione della lavorazione del PTFE si basa sul controllo della temperatura in relazione all'elevato coefficiente di espansione termica (CTE) del PTFE del materiale. Il CTE per il PTFE varia in base al grado e la composizione del riempitivo ha un impatto notevole, con intervalli che variano tra 100 e 400 x 10⁻⁶/°C. Pertanto, è necessaria una gestione termica per ottenere tolleranze strette poiché il PTFE subisce espansione e contrazione a tale fluttuazione. Le temperature elevate possono causare la deformazione o il rigonfiamento del PTFE durante tagli e assemblaggi precisi al Teflon, con conseguente perdita di precisione.
Per risolvere queste sfide, la lavorazione del PTFE viene solitamente eseguita a temperature ambiente controllate tramite tecniche di raffreddamento come la lavorazione criogenica. Gli studi dimostrano che è possibile ottenere ulteriore precisione tramite ambienti refrigerati sotto zero, poiché riducono l'espansione termica e forniscono stabilità al processo di taglio. Inoltre, i processi di taglio termico solitamente hanno tecniche di stabilizzazione post-lavorazione in cui le parti finite vengono condizionate a livelli superiori al normale per alleviare le sollecitazioni accumulate dall'uso eccessivo e garantire la stabilità dimensionale.
Gli ambienti di lavorazione a temperatura controllata sono richiesti per applicazioni critiche per componenti aerospaziali e medicali che richiedono tolleranze da raggiungere entro +/- 0.0005 pollici. Queste misure assicurano che i componenti mantengano la loro integrità e le loro prestazioni in un'ampia gamma di temperature operative, spesso da -328 °F (-200 °C) fino a 500 °F (260 °C), che rientra nell'intervallo operativo del PTFE.

Realizzate con estrema precisione, le tolleranze di fresatura CNC su PTFE possono essere ottenute solo con l'ausilio di scelte di utensili di taglio e lavorazione pianificate in modo deliberato, nonché dell'ambiente circostante nella procedura. Ciò è dovuto alle proprietà del materiale. Il PTFE, che è un polimero non rigido con elevata sensibilità alla temperatura, può essere difficile da lavorare con elevata precisione a causa del suo punto di fusione relativamente basso di circa 327 °C (620 °F) abbinato a una rapida espansione termica.
Per ridurre la quantità di perturbazione sul materiale, si consiglia di eseguire la lavorazione a basse velocità di taglio e velocità di avanzamento. L'intervallo consigliato per RPM è compreso tra 250 e 1,500 e per l'avanzamento, si consiglia di utilizzare da 0.1 a 0.3 mm per giro. È probabile che questi attributi forniscano precisione dimensionale evitando il surriscaldamento del materiale. Nel caso del PTFE, le caratteristiche di integrità superficiale vengono mantenute mentre appena sotto la superficie del materiale inizia a verificarsi una deformazione o fusione. Pertanto, l'uso di refrigerante durante la lavorazione è essenziale.
Inoltre, anche la selezione degli utensili è importante. Tuttavia, è fondamentale che vengano utilizzati utensili affilati in acciaio rapido (HSS) o in carburo lucidato per ridurre la formazione di peluria o strappi durante la lavorazione del materiale. Dopo ogni poche operazioni, la qualità degli utensili dovrebbe essere controllata. Questo per garantire che utensili smussati non compromettano la qualità del componente in lavorazione. Oltre agli aumenti di rugosità standard per ridurre al minimo l'attrito sugli utensili da taglio, rivestimenti come il carbonio simile al diamante DLC consentono prestazioni migliorate riducendo i valori di rugosità non necessari durante la fresatura del PTFE da 0.4 μm a 0.4 μm.
Le operazioni di serraggio e fissaggio devono tenere conto della morbidezza del PTFE insieme alla sua flessibilità, in modo da evitare distorsioni durante la lavorazione. Le ganasce morbide o i dispositivi di fissaggio a vuoto, che forniscono una forza di serraggio uniforme, sono comunemente utilizzati poiché afferrano il pezzo senza lasciare segni o deformazioni. Le fresatrici CNC multiasse sono in grado di tagliare caratteristiche ad alta precisione su parti in un'unica configurazione, garantendo al contempo la lavorazione senza sforzo di dettagli complessi.
Mantenere una temperatura controllata, preferibilmente intorno alla temperatura ambiente, è un altro fattore che contribuisce alla stabilità dimensionale. Variazioni eccessive nelle condizioni ambientali possono creare problemi di dilatazione termica, quindi è fondamentale fornire limiti stabili. L'uso combinato di questi metodi migliora la producibilità, fornendo al contempo tolleranze esatte, anche per i requisiti industriali più difficili, utilizzando metodi avanzati di produzione di parti in PTFE.
Quando si esegue la tornitura CNC PTFE (politetrafluoroetilene), è fondamentale applicare strategie di lavorazione avanzate per ottenere la precisione industriale. Mentre il PTFE contiene bassa resistenza meccanica, elevata duttilità e deformazione da stress, i macchinisti devono utilizzare metodi efficienti che si allineino alle caratteristiche del materiale.
Uno dei metodi critici è rappresentato dagli utensili da taglio lucidati con bordi affilati. Questi utensili riducono al minimo l'attrito e impediscono la distruzione del calore per accumulo eccessivo. Il PTFE è un termoplastico con scarsa conduttività termica. Pertanto, è fondamentale gestire il calore poiché troppo calore può causare instabilità dimensionale. È comune consigliare utensili da taglio in carburo o diamante ultra-affilati, poiché aumentano la finitura superficiale e la stabilità dimensionale, riducendo al contempo lo stress del materiale.
Un altro metodo è la velocità del mandrino ottimizzata e la velocità di avanzamento associata. Ci sono prove che velocità del mandrino moderatamente basse, comprese tra 3,000 e 6,000 giri/min, producono finiture più lisce e rapporti di deformazione del materiale più bassi. I Tolerson non sono compromessi da basse velocità di avanzamento e, come tali, vengono comunemente utilizzati target inferiori, compresi tra 0.1 mm/giro e 0.4 mm/giro, per ottenere una rimozione del materiale controllata e precisa.
Nella tornitura CNC per PTFE, l'applicazione del refrigerante è fondamentale perché regola il riscaldamento e preserva la qualità del materiale. I refrigeranti non reattivi e non macchianti sono i più comuni; in alcuni casi, si usa la lavorazione a secco o il raffreddamento ad aria per migliorare la pulizia e prevenire la contaminazione del processo di lavorazione.
Per ottenere tolleranze strette, le operazioni di post-lavorazione vengono eseguite con ispezione tramite macchine di misura a coordinate (CMM) o sistemi di scansione laser. Questi sistemi sono importanti strumenti di garanzia della qualità con cui i produttori confermano che le dimensioni dei componenti rientrano nelle tolleranze specificate che sono spesso ±0.001 pollici o migliori.
La combinazione di utensili e lavorazioni meccaniche di precisione, insieme a rigorosi processi di controllo qualità, consente una produzione affidabile di componenti in PTFE con una precisione dimensionale eccezionale per applicazioni ad alta tecnologia nei settori aerospaziale, medico e di lavorazione chimica.
La lavorazione del PTFE è un processo complesso che richiede grande attenzione ai dettagli, quindi gli utensili devono essere realizzati appositamente per adattarsi a questo processo. Inoltre, i parametri devono essere impostati in modo da adattarsi all'elevata dilatazione termica insieme alla bassa conduttività termica e alla natura morbida del PTFE. Sia che si voglia ottenere precisione o mantenere l'integrità della superficie, scegliere le forme giuste è fondamentale. Ecco alcuni fattori da considerare e ottimizzare:
Il PTFE richiede una buona azione di taglio per ridurre le possibilità di deformazione del materiale o persino sbavature e, a questo scopo, utensili con scanalature lucidate e angoli di spoglia elevati sono considerati vitali. Di conseguenza, utensili affilati, in carburo non rivestito o rivestiti in DLC fanno miracoli. Inoltre, poiché il PTFE ha un basso attrito, sia il suo TD che gli utensili si usurano lentamente, quindi sono preferiti gli utensili in carburo. Le geometrie comuni degli utensili per il PTFE aiutano anche a prevenire un'usura eccessiva degli utensili attraverso angoli di scarico di 5-10 gradi e facilitano la rimozione di troppi trucioli con angoli di spoglia superiori a 10 gradi. Alla fine, gli utensili in poliammide si usurano lentamente quando vengono lavorati, quindi i rivestimenti in DLC sono la scelta migliore grazie alla loro maggiore capacità di ridurre l'attrito.
Velocità di taglio e resistenza della velocità di avanzamento
Velocità di taglio più elevate con velocità di avanzamento moderate sono appropriate per il PTFE. Si suggerisce che le velocità di taglio siano comprese tra 500 e 1500 SFM per un'adeguata rimozione del materiale e per prevenire un'eccessiva ritenzione di calore. Le velocità di avanzamento sono solitamente comprese tra 0.003 e 0.008 pollici per dente, a seconda della geometria dell'utensile e della finitura superficiale richiesta. La microlavorazione impiega utensili con indicatori geometrici elevati e si verificano sbavature quando le velocità di avanzamento sono troppo basse. Anche la tecnica opposta, le alimentazioni indisciplinate, è controproducente perché danneggia le superfici dell'utensile causando flessioni e alterazioni.
Velocità del mandrino e profondità di taglio
Le velocità del mandrino consigliate per la lavorazione del PTFE vanno da 2000 a 8000 giri/min. In questi intervalli si ottiene facilmente una combinazione di efficienza e calore. Profondità di taglio comprese tra 0.005 e 0.020 pollici sono ottimali per preservare l'integrità della superficie riducendo al contempo il carico eccessivo dell'utensile. Passate leggere e incrementali sono ancora più preferibili per componenti ingegnerizzati di alta precisione, migliorando diametralmente l'area superficiale insieme alla precisione dimensionale dell'oggetto.
Gestione del refrigerante e dei trucioli
Per quanto riguarda il PTFE, la lavorazione a secco è la tecnica più utilizzata a causa dell'elevato punto di fusione e delle caratteristiche autolubrificanti del materiale; quindi, non sono necessari lubrificanti, aumentando l'efficacia delle parti in Teflon. Tuttavia, l'uso di aria compressa o sistemi a nebbia leggera può essere impiegato per la rimozione dei trucioli e il mantenimento di condizioni di taglio stabili. Un controllo adeguato dei trucioli è molto importante, poiché i trucioli di PTFE sono piuttosto duttili e possono avvolgersi attorno agli utensili, il che potrebbe interferire con l'efficienza del processo di lavorazione. Sono necessarie velocità di avanzamento adeguate per rompere i trucioli in modo efficace.
Gestione della finitura superficiale e della tolleranza
Il PTFE è facile da lavorare secondo specifiche esigenti e la sua finitura superficiale è ulteriormente migliorata nel processo. L'uso di utensili e processi di taglio avanzati e ottimizzati consentirà di ottenere una rugosità superficiale (Ra) pari a 16 micro pollici. La gestione delle dimensioni comporta il contenimento dell'espansione termica durante il processo di lavorazione al livello più basso possibile e il raggiungimento di tagli efficienti dal punto di vista energetico, rimuovendo porzioni a una velocità controllata. I controlli post-lavorazione delle dimensioni devono includere il rilassamento termico del materiale quando vengono misurate tolleranze critiche.
Queste idee rappresentano una preoccupazione per la precisione necessaria per la lavorazione. Consentono al produttore di mantenere basso attrito e resistenza chimica del PTFE, soddisfacendo comunque le esigenze di prestazioni e tolleranza.

Quando si esegue la tornitura CNC PTFE (politetrafluoroetilene), è fondamentale applicare strategie di lavorazione avanzate per ottenere la precisione industriale. Mentre il PTFE contiene bassa resistenza meccanica, elevata duttilità e deformazione da stress, i macchinisti devono utilizzare metodi efficienti che si allineino alle caratteristiche del materiale.
La combinazione di utensili e lavorazioni meccaniche di precisione, insieme a rigorosi processi di controllo qualità, consente una produzione affidabile di componenti in PTFE con una precisione dimensionale eccezionale per applicazioni ad alta tecnologia nei settori aerospaziale, medico e di lavorazione chimica.
Questi tipi di combinazioni affrontano le sfide derivanti dal comportamento del PTFE come materiale, garantendo al contempo che i pezzi realizzati siano di qualità superiore e anche dimensionalmente precisi.
Per garantire una misurazione dimensionale accurata dei componenti in PTFE, sono necessarie tecniche di misurazione avanzate precise a causa delle proprietà del materiale. Tali tecniche includono, ma non sono limitate a, quanto segue:
Queste tecniche garantiscono misurazioni affidabili e ripetibili, assicurando che la qualità delle applicazioni basate sul PTFE non venga compromessa.
La lavorazione di forme intricate di PTFE è complicata dalla morbidezza del materiale, dalla bassa energia superficiale espansiva e dall'espansione termica. Per alleviare questi problemi, si dovrebbe:
Tali considerazioni, se implementate dai produttori, consentono di aumentare le tolleranze mantenendo al contempo l'integrità strutturale delle parti complesse in PTFE.
L'influenza negativa della deformazione da creep del PTFE può essere ridotta al minimo con fasi di progettazione e lavorazione appropriate. Alcune delle misure più importanti sono:
Questi suggerimenti consentono l'uso efficace dei componenti in PTFE in condizioni di carico gravose.
Nel raggiungere tolleranze su grandi componenti in PTFE, mi concentro su metodi di produzione di precisione come la lavorazione CNC. Ogni componente è realizzato con tolleranze adatte per tenere conto dell'espansione termica per evitare qualsiasi possibile instabilità dimensionale. Inoltre, utilizzo stampi e utensili di alta qualità per limitare le deviazioni durante la produzione. Un'ispezione adeguata e un controllo di qualità regolare dell'intero ciclo di produzione sono necessari per garantire il raggiungimento delle tolleranze.
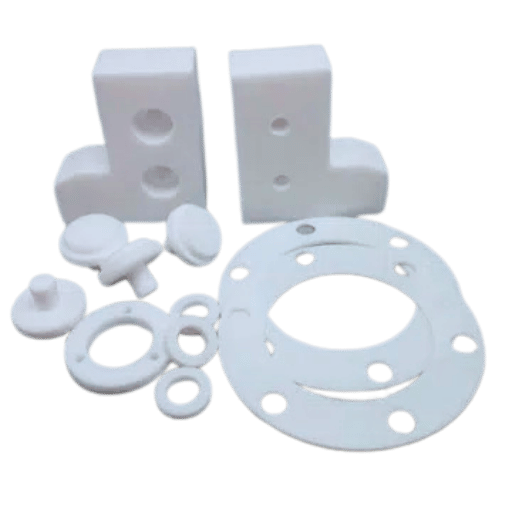
Spessori, guarnizioni, boccole, cuscinetti e rivestimenti in PTFE (politetrafluoroetilene) devono spesso lavorare con tolleranze rigide in vari settori come aerospaziale, elettronica, automobilistico e medico. Di solito le tolleranze standard per le parti lavorate sono comprese tra l'accettazione di una deviazione di 0.001 e un massimo di 0.005 pollici a seconda delle dimensioni, delle funzioni e dell'uso del componente. Tuttavia, alcuni settori potrebbero avere linee guida particolari che sono ancora più rigide.
Ad esempio, l'industria aerospaziale necessita di tolleranze fino a 0.001 pollici per alcune delle sue parti in PTFE per essere utilizzabili in condizioni di alte prestazioni e stress elevato. Le applicazioni mediche come gli impianti o le apparecchiature di laboratorio realizzate in PTFE di grado medico spesso necessitano di tolleranze simili e di una rigorosa biocompatibilità. Nell'industria dei semiconduttori, l'uso di parti in PTFE nei processi di camera bianca pone grande enfasi sulla precisione, sulla finitura superficiale e sulle tolleranze dimensionali che in alcuni scenari possono arrivare anche a 0.0005 pollici.
La lavorazione del PTFE può influire sulla stabilità dimensionale data la sua velocità di espansione termica. Per molti altri settori, le tecniche di monitoraggio ottimali includono l'ispezione CMM e i sistemi di misurazione ottica. Oltre a ciò, il rispetto delle linee guida stabilite da autorità come ISO 2768 per le tolleranze generali o ASME Y14.5 per quanto riguarda il dimensionamento e la tolleranza geometrica GD&T garantisce che i requisiti specifici del settore siano soddisfatti entro i limiti conformi.
Molti elementi che influenzano la precisione devono essere considerati durante l'interpretazione delle tolleranze dei componenti lavorati in PTFE. Il PTFE è un materiale altamente termoplastico e pertanto ha un coefficiente di espansione termica significativamente più elevato rispetto a molti metalli, con intervalli compresi tra 10 e 15 × 10⁻⁵ in/in/°F. Questa proprietà lo rende altamente soggetto a deviazioni durante il processo di lavorazione. Pertanto, la temperatura deve essere fortemente controllata per attenuare le deviazioni, sia durante che dopo il processo di lavorazione.
Inoltre, la proprietà di espansione termica consente anche una facile deformazione del PTFE grazie al suo basso modulo elastico, che varia da 58 a 72 MPa. Ciò crea la necessità di tecniche di utensili specializzate e una pressione di serraggio minima. Quindi, le forze di taglio possono essere utilizzate senza mettere a rischio l'integrità delle strutture a parete sottile, garantendo al contempo il raggiungimento delle tolleranze di lavorazione CNC. Inoltre, gli utensili da taglio specializzati sono progettati per avere bordi affilati e angoli di taglio bassi in modo che venga applicato meno stress al materiale e venga raggiunta la precisione dimensionale.
In genere, i componenti in PTFE lavorati a macchina che sperimentano regolarmente componenti in PTFE critici per i settori aerospaziale o medico hanno solitamente tolleranze di circa ±0.005 pollici, approssimativamente nell'ordine dei micro pollici. Anche i precedenti processi di riduzione delle sollecitazioni interne, come la ricottura, migliorano notevolmente e garantiscono il raggiungimento di tolleranze altamente precise.
L'impiego di metodi di ispezione come la scansione laser, nonché sistemi di visione senza contatto e CMM CNC multiasse garantisce che i produttori raggiungano con precisione le tolleranze più strette specificate per i componenti in PTFE. Utilizzando questi metodi, è possibile effettuare misurazioni altamente accurate anche con geometrie difficili. Una profonda conoscenza del PTFE combinata con questi metodi avanzati consente di raggiungere i massimi livelli di precisione dimensionale.
Per soddisfare le certificazioni per l'industria aerospaziale e altre industrie ultra-precise è richiesta una rigorosa conformità alla qualità dei materiali, ai metodi di produzione e ai processi di ispezione. Ciò comprende l'uso di materie prime certificate, la conformità a procedure come AS9100 per la produzione aerospaziale e l'ispezione della qualità in ogni fase della produzione. La tracciabilità dei materiali e dei processi è fondamentale per dimostrare la conformità a queste normative. Inoltre, come mezzo per garantire che i componenti siano ripetutamente accurati in termini di sicurezza, affidabilità e prestazioni, è indispensabile collaborare con laboratori accreditati e utilizzare tecniche di collaudo ben definite.
La necessità di tolleranze più strette nella lavorazione del PTFE può aumentare i costi di produzione a causa del tempo extra, delle attrezzature specializzate e delle procedure aggiuntive necessarie per completare l'attività. Inoltre, le tolleranze di lavorazione di precisione aumentate richiedono strumenti di lavorazione più sofisticati, maggiore cautela durante la movimentazione dei materiali e ispezioni di controllo qualità più frequenti che aumentano invariabilmente i costi operativi. Nonostante ciò, l'efficienza complessiva dei costi può essere mantenuta semplificando i processi di produzione, utilizzando metodi di lavorazione appropriati per il caso specifico e riducendo la manodopera dei materiali. La gestione appropriata di questi fattori mantiene sotto controllo le tolleranze di precisione limitando al contempo la spesa monetaria eccessiva per i servizi.
I passaggi preliminari di una macchina CNC tendono a essere precisi ma non hanno la coerenza adeguata per raggiungere le tolleranze, ottenere tolleranze migliorate nella lavorazione del PTFE rimane un'impresa affidabile, come offre l'investimento in macchinari CNC avanzati. L'efficienza è notevolmente migliorata con l'aiuto della tecnologia CNC avanzata. Inoltre, le macchine CNC avanzate riducono al minimo i tempi di produzione e gli sprechi di materiale, il che aumenta complessivamente l'efficienza. Mettendo da parte l'investimento di capitale iniziale, il ROI positivo che deriva dalla maggiore precisione, produttività e costi ridotti, rende tali spese significative valide nel lungo periodo. Indipendentemente dal margine di errore, soddisfare quelle tolleranze rigorose è molto più semplice con le macchine CNC appropriate.
Il ritorno sull'investimento (ROI) per le capacità di lavorazione del PTFE a tolleranza stretta dipende da fattori di ritorno, ovvero il costo dei macchinari ad alta tecnologia, il raggiungimento di efficienze operative e il ricarico sul prodotto finale. Le tolleranze migliori consentono la riduzione degli sprechi, la minimizzazione dei processi di rilavorazione e il miglioramento delle prestazioni del prodotto, che culminano in una maggiore soddisfazione e fidelizzazione del cliente. Inoltre, i settori specializzati come quello medico e aerospaziale che richiedono componenti ad alta precisione hanno quasi sempre un premio, coprendo così l'investimento iniziale più conservativo. Compensando la qualità, l'efficienza e la commerciabilità dell'attività con il costo di acquisizione, è possibile avere un ROI favorevole.

R: Le sfide uniche della lavorazione del PTFE (politetrafluoroetilene) derivano dalle sue specifiche proprietà del materiale. Il PTFE ha un grande valore di espansione termica che, se combinato con un basso tasso di conduttività, determina la deformazione del materiale con la pressione. Queste caratteristiche pongono sfide specifiche al processo di lavorazione, come la necessità di coprire il PTFE con sufficienti fluidi da taglio per evitare il surriscaldamento e l'uso di lame di alimentazione affilate per non deformare il materiale oltre i limiti di tolleranza. Per ottenere tolleranze e finiture superficiali desiderabili, le velocità di taglio e gli avanzamenti devono essere estremamente precisi.
R: Le specifiche delle tolleranze di lavorazione CNC sono notevolmente influenzate dal PTFE, in particolare quando si tratta di tolleranza unilaterale. A causa della sua natura morbida e della capacità di cambiare dimensioni a causa della variazione di temperatura, è noto che il PTFE reagisce in modo indesiderato. Il basso attrito può causare una scarsa stabilità del PTFE, con conseguente debolezza durante il processo di taglio. Inoltre, per ottenere tolleranze strette, i parametri di temperatura, utensili e taglio devono essere regolati dal singolo macchinista in modo da adattarsi all'eccessiva morbidezza del PTFE.
R: Le parti lavorate in PTFE hanno un intervallo di tolleranza tipico che è incentrato su specifiche procedure di lavorazione e sul grado di complessità della parte. Per le parti lavorate in PTFE, le tolleranze tipiche sono impostate su ±0.005" a ±0.010" (da 0.127 mm a 0.254 mm). Tuttavia, con attrezzature e metodi adeguati, queste tolleranze possono essere rese più strette a ±0.002" a ±0.003" (da 0.0508 mm a 0.0762 mm). Va riconosciuto che a causa delle proprietà uniche del materiale PTFE, ottenere queste tolleranze è piuttosto difficile.
A: Nella lavorazione del PTFE, i servizi CNC mantengono la precisione tramite: 1. Gli utensili specializzati per la lavorazione della plastica sono realizzati su misura. 2. Sono progettati dispositivi di fissaggio adeguati per ridurre il disallineamento delle parti. 3. La temperatura dell'ambiente è controllata. 4. Sono impiegate velocità di taglio e avanzamenti corretti. 5. Sono applicati refrigeranti per controllare la generazione di calore. 6. Le modifiche dimensionali sono controllate regolarmente durante le operazioni di lavorazione. 7. Lasciare che i pezzi si rilassino prima di effettuare le misurazioni finali.
A: Alcuni dei vantaggi notevoli delle parti in PTFE lavorate sono: 1. Eccezionale protezione chimica 2. Coefficiente di attrito molto basso 3. Tolleranza alle temperature molto elevate 4. Isolante elettrico 5. Non aderenza ad altre superfici 6. Ragionevole resistenza all'abrasione 7. Conformità ai requisiti FDA per usi alimentari e medici Queste caratteristiche consentono inoltre di utilizzarlo in scansioni TC, macchine a raggi X e altre apparecchiature utilizzate nei settori alimentare e medico.
R: Rispetto ad altre materie plastiche, il processo di lavorazione del PTFE è diverso in base a: 1. Utilizzo di velocità di taglio ridotte per evitare il surriscaldamento 2. Utilizzo di utensili più affilati per garantire tagli puliti 3. I cambi di utensile possono essere più frequenti perché il PTFE è abrasivo 4. Si pone maggiore enfasi sulla rimozione dei trucioli per evitare la risaldatura 5. La scelta del refrigerante è molto importante perché il PTFE non si dissolve in molti refrigeranti 6. Spesso è richiesto un tempo di mantenimento post-lavorazione sufficiente per consentire al materiale di rilassarsi.
R: Quando si specificano le tolleranze per i componenti lavorati in PTFE, si dovrebbe considerare: 1. L'applicazione e il requisito di precisione 2. Le dimensioni complessive della parte e le sue complessità 3. Tipo di PTFE con una designazione di grado specifica 4. In servizio, intervallo di temperatura previsto 5. Competenza del fornitore in questione 6. Prezzi per tolleranze più strette 7. La possibilità di modifiche nelle dimensioni dopo la lavorazione 8. Sono necessari processi o trattamenti aggiuntivi.
R: Queste parti sono solitamente utilizzate in: 1. Parti di precisione per apparecchiature chimiche come valvole, guarnizioni e tenute. 2. Macchinari per l'industria dei semiconduttori come componenti per la movimentazione di wafer (mandrino, vassoio, ecc.) 3. Parti specifiche dell'industria aeronautica come boccole in teflon e cuscinetti e isolamenti in teflon. Parti di chirurgia ricostruttiva di impianti medici e strumenti chirurgici per procedure mediche 5. Parti specifiche di impianti di lavorazione alimentare. Superfici antiaderenti per pentole e guarnizioni e tenute per varie macchine. 6. Parti dell'industria automobilistica come tenute, cuscinetti e parti del sistema di alimentazione. 7. Elettronica, come isolanti e componenti per dispositivi che operano nella gamma di alta frequenza. Il PTFE è ampiamente utilizzato per la sua impareggiabile durata e stabilità termica.
R: I produttori possono utilizzare i seguenti metodi per garantire difetti minimi durante la lavorazione di parti in PTFE: 1. Applicare rigide misure di controllo durante le diverse fasi della tecnologia di lavorazione. 2. Controllare la temperatura e l'umidità dell'ambiente di lavorazione. 3. Utilizzare fornitori affidabili che forniscano materiale PTFE coerente. 4. Calibrare e riparare periodicamente macchine CNC e strumenti di misura. 5. Avere macchinisti formati nei moderni metodi di lavorazione del PTFE. 6. Utilizzare la standardizzazione nelle procedure per le operazioni di lavorazione del PTFE. 7. Utilizzare varie operazioni tecnologiche di produzione per il controllo e la verifica dimensionale delle parti prodotte.
1. Analisi della rugosità superficiale e cicli di produttività durante la tornitura del PTFE Politetrafluoroetilene: un approccio completo per ottimizzare il processo di lavorazione del PTFE
Principali risultati:
Metodo: Gli autori di questa ricerca hanno sviluppato e testato la modellazione della superficie di risposta RSM per la lavorazione del PTFE e la misurazione della rugosità della finitura superficiale, seguita dall'ottimizzazione delle informazioni delle condizioni di lavorazione (Azzi et al, 2022, pagg. 407-430).
2. Ottimizzazione basata sull'insegnamento-apprendimento modificato con ordinamento non dominato per la lavorazione multi-obiettivo del politetrafluoroetilene (PTFE)
Principali risultati:
Metodologia: Un problema multi-obiettivo di ottimizzazione dei parametri concreti è stato risolto con l'algoritmo di ottimizzazione modificato basato sull'insegnamento-apprendimento utilizzando dati sperimentali raccolti dalla lavorazione del PTFE (Natarajan et al., 2020, pagine 911-935).
3. Valutazione e ottimizzazione della rugosità superficiale e del tasso di rimozione del metallo tramite tecniche RSM, GRA e TOPSIS nella tornitura dei polimeri PTFE mediante lavorazione a secco
Conclusioni:
Approccio: Narayanan e altri (2019) hanno esaminato e ottimizzato i parametri di lavorazione utilizzando il metodo della rugosità superficiale, GRA, criteri per la scelta della soluzione alternativa più preferibile – TOPSIS (Narayanan et al., 2019).

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →