

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Le finiture in acciaio inossidabile hanno un impatto estetico e funzionale considerevole in diverse applicazioni e, pertanto, la loro selezione deve essere effettuata con cautela. Questa guida esamina tre tipi di finiture, Mill, 2B e Polish, rivendicandone le caratteristiche distintive, le applicazioni e i vantaggi con le definizioni. Indipendentemente dal fatto che il progetto richieda macchinari industriali, edifici o ornamenti, il completamento della visione del cliente è realizzabile se le informazioni necessarie relative a queste finiture sono a portata di mano. La comprensione pratica e raffinata delle finiture avanzate in questo articolo ti aiuterà a prendere decisioni sensate in merito alla loro selezione, conoscendo i vantaggi di ciascuna offerta.
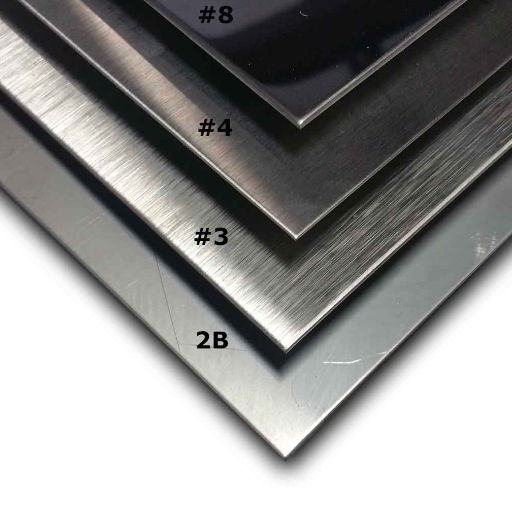
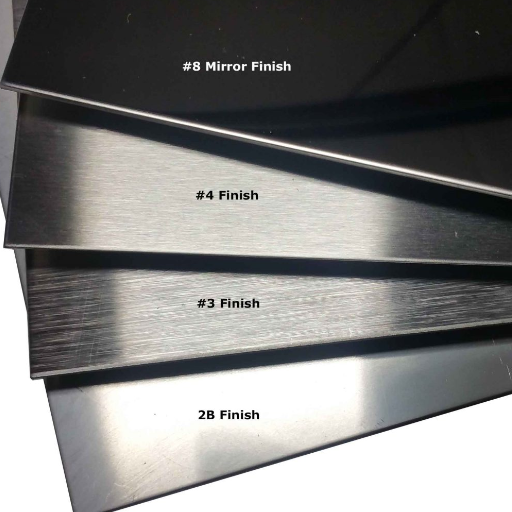
Le finiture in acciaio inossidabile possono essere raggruppate in categorie di aspetto, consistenza e funzionalità. Alcune delle finiture standard sono:
La finitura di raffinazione (n. 1) è un trattamento superficiale grezzo e non lucidato, utilizzato in contesti industriali in cui la finitura superficiale non è importante.
Finitura spazzolata (n. 4) – Il trattamento meccanico della superficie produce una texture liscia. Viene utilizzato su elettrodomestici e opere architettoniche per la sua superficie morbida ed esteticamente gradevole.
Finitura a specchio (n. 8) – La superficie è liscia e lucidata a un livello elevato, con conseguente riflessione a specchio. Utilizzata su ascensori e nella creazione di gioielli per scopi decorativi.
Finitura opaca (n. 2B): si tratta di una superficie lucidata, liscia ma non lucida. È ampiamente utilizzata nelle apparecchiature per la lavorazione alimentare.
Finitura satinata: questa finitura viene applicata delicatamente sulla finitura spazzolata per conferire alle parti interne ed esterne dell'edificio un tocco sofisticato.
Ognuno ha un uso estetico e funzionale separato. Pertanto, considerando le esigenze del progetto, la finitura in acciaio inossidabile deve essere attentamente considerata.
La finitura di laminazione descrive la superficie intatta dell'acciaio inossidabile dopo la sua produzione. Appare ruvida e opaca, con alcune imperfezioni nel suo stato originale. Sebbene esteticamente poco attraente, questa finitura è comunque utile per il lavoro industriale o quando è richiesta un'ulteriore lucidatura, rendendola conveniente.
Parametri tecnici della finitura del mulino:
La rugosità superficiale (Ra) di solito varia tra 0.5 e 1.5 µm. Il valore varia a seconda dei processi unici utilizzati nella produzione.
La riflettività tende a essere bassa, ma potrebbe variare in base alla lega e al processo utilizzato. Il più delle volte, il risultato è una finitura opaca.
Tolleranza dello spessore: soddisfa i requisiti di conformità degli standard ASTM ed EN, garantendo uniformità per il controllo o le lastre.
Applicazioni: Utilizzato quasi sempre nella saldatura, nei lavori di costruzione e come base per diversi rivestimenti o laminati.
Considerare le proprietà tecniche della finitura di laminazione è essenziale quando si sceglie il materiale giusto per il proprio progetto. Ciò è particolarmente vero quando l'aspetto è secondario. Tuttavia, è anche necessario assicurarsi che il materiale soddisfi gli standard ambientali richiesti e le aspettative di prestazioni.
La finitura 2B è ampiamente apprezzata per la sua durevolezza, levigatezza e utilizzo multiuso. È stata ottenuta tramite laminazione a freddo e ricottura, inclusa la decalcificazione e una leggera passata finale di rulli lucidanti, che hanno prodotto una superficie opaca con riflessione della luce. Grazie alle sue impressionanti qualità estetiche e funzionali, è considerata la finitura standard per l'acciaio inossidabile.
Vantaggi della finitura 2B
Capacità di resistere alla corrosione: la finitura assicurata riduce al minimo gli angoli e le fessure in cui possono depositarsi i contaminanti, migliorando così la resistenza alla corrosione, soprattutto in presenza di umidità e sostanze chimiche.
Igienico e pulibile: il suo aspetto relativamente uniforme e la consistenza più liscia lo rendono ideale per applicazioni igieniche nelle industrie di trasformazione alimentare e nelle apparecchiature mediche.
Poco riflettente: la finitura è lucida, ma non eccessivamente, quindi è più adatta per scopi industriali e architettonici.
Parametri tecnici della finitura 2B
Rugosità media (Ra): si stima che sia compresa tra 0.3 e 0.5 μm, il perfetto mix tra levigatezza e utilizzabilità.
Tolleranza dello spessore: sebbene la finitura non modifichi lo spessore del materiale, garantisce lo stesso livello di precisione del processo di laminazione a freddo.
Conservazione dello strato di cromo: durante la decalcificazione, si garantisce che il materiale mantenga il suo strato protettivo di ossido di cromo, che previene la ruggine e l'usura ed è quindi di vitale importanza.
Applicazioni
La finitura 2B ha trovato impiego in diversi settori:
Cibo e bevande: molti serbatoi, banconi e macchinari di lavorazione utilizzati sono realizzati in base alle loro proprietà igieniche.
Costruzione: utilizzato nei rivestimenti, nei pannelli degli ascensori e in progetti di interni ed esterni molto sofisticati, che richiedono durevolezza e bellezza.
Macchinari: la sua resistenza alla corrosione e la versatilità nelle attrezzature e nelle tubazioni lo rendono ideale per l'uso industriale.
Tra i prodotti acquistati dai clienti rientrano elettrodomestici da cucina e pannelli esterni, che coniugano funzionalità e bellezza sofisticata.
La conoscenza della natura multiforme e delle specificità del 2B può aiutare a personalizzarne l'uso per soddisfare esigenze operative e prestazionali nel lungo periodo.
Analizzando le finiture lucidate, ho scoperto che la loro bellezza e funzionalità possono essere ampiamente accentuate con la corretta applicazione della loro estetica. Le superfici lucidate sono ideali per le caratteristiche di costruzione e design poiché sono lisce e riflettenti, il che aumenta la visibilità di queste superfici. Oltre all'estetica, le finiture lucidate aggiungono pulizia e levigatezza alla superficie, semplificando la manutenzione e sono fondamentali nei settori della lavorazione alimentare, farmaceutico e sanitario.
Le finiture lucidate tendono anche ad avere valori di levigatezza Ra conformi al grado dato, come 0.1 - 0.5 um per applicazioni ad alta lucentezza o ultra igieniche. Questi parametri sono della massima importanza nel controllo delle superfici in ambienti regolamentati con confini di texture della pelle per garantire i loro standard di sicurezza e igiene. Una finitura lucidata significa che non comprometto precisione e prestazioni su requisiti tecnici ed estetica.
La finitura 2B delle lamiere d'acciaio è il risultato di specifici processi di ingegneria. Innanzitutto, l'acciaio inossidabile viene inizialmente laminato a freddo per ottenere lo spessore appropriato. Passa attraverso il processo di ridimensionamento e viene trattato termicamente in un ambiente controllato per migliorarne la resistenza alla corrosione. Infine, la lamiera passa attraverso un set di rulli, producendo una superficie uniforme e lucida caratteristica della finitura 2B. Questo processo crea una finitura opaca omogenea che soddisfa i requisiti di numerose applicazioni.
La laminazione a freddo è fondamentale per definire la finitura superficiale e le proprietà meccaniche dell'acciaio inossidabile. L'acciaio viene posizionato tra due rulli nella laminazione a freddo, comprimendolo a temperatura ambiente. Ciò aumenta la resistenza dell'acciaio tramite incrudimento, riducendone al contempo lo spessore. Dopo il passaggio attraverso i rulli, viene specificato il valore dello spessore risultante, in genere tra il 20% e il 50%, modificando le proprietà finali desiderate.
Questa fase è fondamentale per ripristinare la duttilità e raffinare la microstruttura dopo la laminazione a freddo. In questo caso, le leghe di acciaio inossidabile vengono riscaldate a circa 1,850 °F - 2,100 °F (1,010 °C - 1,150 °C) con controllo sull'atmosfera esterna per prevenire l'ossidazione. Le tensioni interne vengono allentate durante il ciclo di raffreddamento, seguito dall'ammorbidimento dell'acciaio, che migliora la formabilità e la resistenza alla corrosione. L'equilibrio ottimale tra laminazione a freddo e ricottura consente di ottenere un prodotto finale con resistenza desiderabile, finitura superficiale e durata adeguata per vari usi industriali.
La rugosità superficiale è una delle caratteristiche più critiche richieste per la qualità e la funzionalità dei metalli in questione, specialmente per l'uso industriale. Influisce sulla capacità della superficie di ricevere rivestimenti protettivi, adesivi o vernici, influenzando al contempo l'usura, la lubrificazione e le proprietà estetiche. Prendiamo come esempio la produzione di acciaio inossidabile. Una finitura superficiale più liscia migliora la resistenza alla corrosione perché i contaminanti non si depositano sulla superficie. La rugosità media misurata in micrometri (µm), che rappresenta il valore della rugosità media (Ra), è uno dei parametri di riferimento metrici. Il suo valore dipende dalle specifiche dell'applicazione ed è generalmente compreso nell'intervallo da 0.2 µm a 1.6 µm.
Il decapaggio è una fase o un'aggiunta alla fase di preparazione della superficie dedicata alla pulizia di scaglie, ruggine e altre incrostazioni dalla superficie del metallo. È un processo chimico che prevede l'immersione dell'oggetto da pulire in una soluzione di acido cloridrico (HCl) o solforico (H2SO4) sotto monitoraggio costante per garantire che venga pulito con il minimo danno al materiale. I parametri ottimali tendono a variare ma spesso comprendono un rapporto acido dal 5 al 15 percento, un intervallo di temperatura da 150 a 200 gradi Fahrenheit (da 65 a 93 gradi Celsius) e una durata del trattamento compresa tra cinque e trenta minuti. Il risultato è una superficie pulita e reattiva per facilitare i processi di rivestimento, saldatura e laminazione.
Parallelamente, una gestione accurata della rugosità superficiale e tecniche di decapaggio competenti migliorano significativamente le prestazioni, la durata e la resistenza dei materiali industriali in applicazioni complesse.
Ottenere il miglior risultato mentre lavorazione e lucidatura materiali richiede di seguire un approccio elaborato. Ecco i passaggi che solitamente seguo:
Preparazione della superficie
Per prima cosa, controllo e pulisco il materiale rimuovendo sporco, grasso e contaminanti superficiali. Questo passaggio assicura che i residui non interferiscano con le procedure di pulizia e lucidatura. Quando è richiesto un lavoro di precisione, utilizzo detergenti a ultrasuoni o agenti dissolventi.
lavorazione a macchina
Avvicino l'oggetto alla sua forma e alle sue dimensioni accettate usando macchine CNC o torni che possono tornire, forare e fresare. Le fasi di lavorazione dipendono dalla durezza del materiale e dalla struttura desiderata. Le impostazioni degli utensili sono guidate da velocità di avanzamento, velocità di taglio e caratteristiche del materiale; la lavorazione dell'alluminio, ad esempio, viene eseguita con frese HSS a velocità di 200-300 m/min, i metalli più morbidi vengono tagliati a velocità molto più elevate.
Lucidatura iniziale
Rimuovo gli abrasivi da taglio in più fasi. Inizio con smerigliatrici a nastro grossolane, utensili rotanti o blocchi abrasivi che vanno da 80 a 120 grane e finisco ottenendo una superficie uniforme. La mia scelta di abrasivi dipende dal materiale. L'acciaio inossidabile più duro richiede abrasivi al carburo di silicio.
Lucidatura fine
Nella seconda fase, eseguo passate progressivamente più fini (ad esempio, da 400 a 1,500 grana) per lucidare la rugosità superficiale e i dettagli del pezzo, avvicinandomi sempre di più al completamento. Come ultimo passaggio nei composti di lucidatura, utilizzo pasta rossa o diamantata per ottenere una finitura a specchio per applicazioni altamente riflettenti.
Misurazione della rugosità superficiale
Dopo la lucidatura, verifico la rugosità superficiale con un profilometro. A seconda delle funzionalità necessarie, la rugosità rientra tipicamente nell'intervallo di valori medi di 0.1 e 0.5 µm (micrometri) per usi tecnici specifici. Soddisfare questi requisiti garantisce l'operabilità in ambienti precisi come i dispositivi aerospaziali e medici, motivo per cui spesso è così.
Garantisco l'aspetto estetico, funzionale e qualitativo desiderato del materiale applicando questi parametri e processi.

La finitura a specchio dell'acciaio inossidabile non è solo esteticamente gradevole, ma ha anche molti scopi funzionali. Il primo vantaggio pratico della finitura è che la sua superficie liscia e tesa riduce al minimo la possibilità di corrosione grazie all'assenza di micro fessure in cui umidità e contaminanti potrebbero accumularsi. In secondo luogo, la superficie è anche più facile da pulire, il che la rende adatta a settori come l'industria alimentare e l'assistenza sanitaria, in cui l'igiene è fondamentale. Una finitura a specchio migliora l'efficienza energetica di edifici o pezzi decorativi grazie alla maggiore riflettività della luce. Infine, l'aspetto sorprendente e lucido piace a tutti i prodotti, diventando la finitura preferita per i design di alta gamma.
Quando si considera la gestione e la realizzazione di una superficie altamente riflettente, è necessario stabilire diverse specifiche tecniche. Ad esempio, la rugosità superficiale consigliata del materiale dovrebbe essere compresa tra 0.01 e 0.05 mm in Ra, il che garantisce la massima riflettività e la minima dispersione della luce. Per applicazioni più avanzate come pannelli solari o persino sistemi di illuminazione interna, il tasso di riflettanza del materiale deve essere superiore al 90%. Un altro aspetto cruciale è la resistenza alla corrosione comunemente fornita dall'acciaio inossidabile (ad esempio, grado 316) o dall'alluminio con rivestimenti. Inoltre, un'adeguata tecnica di passivazione aiuta nel controllo dell'ossidazione, specialmente in ambienti umidi o difficili. Tutti questi fattori aiutano a creare credibilità e a massimizzare l'ottimizzazione della superficie per scopi industriali o decorativi difficili.
Le applicazioni della lavorazione alimentare
La lavorazione alimentare richiede materiali che garantiscano igiene, longevità e non contaminazione. L'acciaio inossidabile, in particolare i gradi 304 e 316, è ampiamente utilizzato nelle loro strutture a causa della corrosione, della facilità di pulizia e della non reattività alimentare. Ad esempio, il grado 316 è ideale per ingredienti altamente salini o acidi grazie al suo contenuto di molibdeno, che migliora la resistenza alla corrosione. Finiture superficiali come superfici 2B o elettrolucidate riducono al minimo l'aderenza dei microbi e semplificano i processi di sterilizzazione, migliorando l'ottimizzazione della pulizia. La conformità alle normative FDA, NSF e ISO 22000 è spesso obbligatoria per i componenti progettati per interfacce a contatto con gli alimenti. Questi riguardano serbatoi di miscelazione, superfici di taglio, sistemi di trasporto, ecc., per migliorare la sicurezza alimentare e le buone pratiche di fabbricazione durante la produzione alimentare.
Applicazioni dell'industria automobilistica
L'industria automobilistica utilizza materiali avanzati e tecnologie di trattamento delle superfici per migliorare la durata, le prestazioni e la qualità estetica. Acciai rivestiti e leghe di alluminio ad alta resistenza sono comunemente selezionati per il loro peso ridotto, che aumenta l'efficienza del carburante mantenendo l'integrità strutturale del veicolo. Ad esempio, i sistemi del telaio traggono vantaggio dalla zincatura e dalla maggiore durata dell'acciaio zincato, e le leghe di alluminio della serie 6000 sono ampiamente utilizzate nella costruzione del telaio della carrozzeria del veicolo. La deposizione elettroforetica (EPD) e la verniciatura a polvere sono trattamenti superficiali che proteggono dalla corrosione, specialmente in condizioni stradali difficili come l'esposizione a sale o umidità. Inoltre, i componenti del motore sono realizzati con materiali resistenti al calore come la ceramica o rivestimenti specializzati per garantire l'affidabilità a temperature estreme. Diverse applicazioni automobilistiche includono telai strutturali, pannelli e sistemi frenanti, dove prestazioni e longevità sono essenziali.
Per ottenere una finitura a specchio 8 è necessario un processo finemente calibrato per ottenere una superficie impeccabile e altamente riflettente. In questo caso, vengono eseguiti diversi passaggi, tra cui iniziare con una levigatura fine incorporando livelli di grana progressivamente più elevati, poiché i livelli di grana più elevati tendono a essere 120 per implorare 400. Innanzitutto, lucidiamo meccanicamente la superficie del pezzo con composti abrasivi fino a quando la superficie non è visivamente sufficientemente liscia da essere paragonata a uno specchio. Per completare il processo, la lucidatura viene eseguita con composti ultrafini o tamponi lucidanti in modo che i graffi siano inesistenti e la lucentezza simile a uno specchio sia incontaminata. La superficie ottenuta ha generalmente un valore Ra (rugosità media) inferiore o uguale a 0.05 di lettura ai micrometri, che è conforme allo standard di rugosità per una finitura a specchio autentica implicita nel settore.
Allo stesso modo, una lucidatura a otto comporta un processo di stepping controllato con precisione che consente di ottenere un grado così elevato di levigatezza e riflettività. Tuttavia, non raggiunge la pretesa di minore riflessione della finitura a specchio a 8. Questa procedura ordinaria comporta un trattamento di lucidatura seguito da molatura con livelli di grigliatura intermedi. La finitura risultante è liscia, molto e con poche valanghe, motivo per cui il valore Ra, sebbene altamente uniforme, è proporzionalmente intorno a 0.10 - 0.25 micrometri, chiaramente a seconda degli standard stabiliti. Questi sono generalmente visti in settori che richiedono superfici attraenti e igieniche per scopi alimentari e medici.

Identificare il tipo di finitura richiesta per la resistenza estetica, alla corrosione o ai batteri. Ciò garantirà che la finitura scelta soddisfi obiettivi funzionali e specifici del settore.
Ricordatevi sempre di utilizzare utensili eccezionali per il grado di acciaio inossidabile, tra cui abrasivi e spazzole non contaminanti. Questi assicureranno che i materiali non vengano distrutti o compromessi.
Durante la levigatura o la lucidatura, procedere nella direzione della grana esistente per mantenere un aspetto uniforme ed evitare di graffiare la superficie.
Le superfici in acciaio inossidabile devono essere pulite e lavorate durante e dopo la finitura. In caso contrario, i contaminanti che causano scolorimento e corrosione rimarranno.
Eseguire ispezioni e test rigorosi, tra cui la misurazione della rugosità superficiale (valore Ra), per confermare che la finitura soddisfi gli standard e le specifiche desiderati.
La corretta selezione della grana abrasiva è fondamentale per ottenere la finitura o la lucidatura desiderate sull'acciaio inossidabile, proteggendone al contempo l'integrità. Dipende principalmente dal tipo di finitura che deve essere realizzata:
Grana grossa (grana 36-80):
È ideale per la rasatura di materiali pesanti o per preparare la superficie per i successivi processi di finitura più fini. Viene solitamente impiegato in operazioni che richiedono la saldatura o la contornatura.
Grana media (grana 120-180):
Utilizzato per levigare superfici ruvide e per entrare nelle fasi iniziali della fase di lucidatura. Aiuta nella trasformazione da una finitura in termini grossolani a procedure di lucidatura più raffinate.
Grana fine (grana 220-400):
Utilizzato per ottenere una finitura satinata o spazzolata. Bilancia efficacemente la rimozione di materiale e la levigatura della superficie.
Grana ultra fine (grana 600-2000+):
È ideale per superfici che richiedono una finitura a specchio o sono altamente riflettenti. Elimina graffi e imperfezioni, producendo un aspetto lucido.
Le dimensioni della grana devono essere ordinate linearmente, iniziando con un abrasivo grossolano e terminando con uno ultra-fine. Il tipo di acciaio inossidabile utilizzato, la finitura desiderata e il potenziale danno che può essere subito a causa di un lavaggio eccessivo o di una deturpazione della superficie devono essere tutti fattori presi in considerazione. Test periodici, come la misurazione della rugosità superficiale (valore Ra), devono informare su come il processo viene condotto per soddisfare i prerequisiti tecnici.
Numerosi settori, dall'edilizia alla produzione di apparecchiature mediche, preferiscono utilizzare l'acciaio inossidabile per la sua resistenza alla corrosione e la capacità di sopportare la ruggine. La resistenza dell'acciaio inossidabile alla corrosione è ottenuta tramite la presenza di cromo, che reagisce con l'ossigeno e si trasforma in ossido di cromo passivato in superficie, rendendolo inamovibile. È importante notare che un particolare grado di acciaio inossidabile e la sua resistenza alla ruggine dipendono fortemente dalla sua composizione e dall'esposizione agli elementi ambientali.
Fattori chiave che influenzano la resistenza alla corrosione:
L'acciaio inossidabile ha un minimo del 10.5% di cromo e un valore di cromo più alto aumenta la resistenza alla corrosione. Per i gradi di acciaio antiruggine, il grado 304 con il 18% di cromo e il grado 316 con il 16-18% di cromo e aggiunta di molibdeno resistono potentemente all'ossidazione generale.
Il molibdeno aumenta la resistenza alla corrosione puntiforme e interstiziale, specialmente in ambienti ricchi di cloruri come le applicazioni marine. Il grado 316 contiene il 2-3% di molibdeno, il che lo rende perfetto per tali condizioni.
Il nichel migliora la tenacità e la formabilità, aumentando ulteriormente la resistenza alla corrosione, ed è un componente degli acciai inossidabili austenitici come il 304 e il 316.
Una finitura superficiale altamente lucidata riduce la ruvidità della superficie e migliora la resistenza alla corrosione limitando la formazione di fessure. Per applicazioni che richiedono elevata durevolezza e resistenza all'erosione, è preferibile un valore Ra liscio da 0.2 a 0.5 micrometri.
Tipi comuni di corrosione e gradi correlati:
I gradi come 304 e 304L offrono buone prestazioni in ambienti con basso contenuto di cloruri.
Per ambienti esposti ad acqua di mare o cloruri, si consiglia il grado 316 o 316L grazie all'aggiunta di molibdeno.
Gli acciai inossidabili duplex come il 2205 sono altamente resistenti alla SCC, il che li rende adatti all'industria chimica e ai recipienti a pressione.
Le varianti a basso tenore di carbonio, come 304L e 316L, aiutano a prevenire la corrosione del saldatore riducendo al minimo la precipitazione del carburo.
Parametri tecnici e raccomandazioni:
Più adatto è il grado di acciaio inossidabile selezionato per la resistenza alla corrosione richiesta, migliori saranno le sue prestazioni e la sua durata, riducendo al minimo la manutenzione. Pertanto, è essenziale considerare le condizioni ambientali e i requisiti tecnici quando si seleziona la lega giusta per il proprio scopo.
Finitura spazzolata e lucidatura meccanica dell'acciaio inossidabile per migliorare la qualità della superficie e l'aspetto estetico per applicazioni specifiche. Una lucidatura superficiale, una finitura spazzolata, si ottiene utilizzando nastri abrasivi o spazzole. Il motivo a grana unidirezionale risultante conferisce alla superficie una caratteristica opaca e strutturata. Questa finitura è più adatta per elettrodomestici eleganti e moderni o componenti architettonici. Inoltre, la lucidatura meccanica è il processo di lucidatura di una superficie in acciaio inossidabile con una smerigliatrice e successiva rimozione della ruvidità superficiale attraverso fasi di lucidatura più fini fino a ottenere una maggiore levigatezza, che si traduce in una superficie riflettente. Tale tecnica è comune nell'industria alimentare e farmaceutica, dove l'igiene e la facilità di pulizia e manutenzione sono fondamentali.
Parametri tecnici:
Finitura spazzolata:
Rugosità superficiale (Ra): 0.4-1.5 micrometri, a seconda degli abrasivi utilizzati.
Livelli di grana abrasiva: 120 e superiori, solitamente tra 120 e 320.
Applicazioni: Superfici ornamentali, applicazioni di design.
Lucidato meccanicamente:
Rugosità superficiale (Ra): ≤0.25 micrometri per gli specchi.
Fasi di lucidatura: il processo in più fasi inizia con una grana grossa (150) e porta a una grana ultra fine (1200 e oltre).
Ambito di lavoro: ambienti puliti, settori sensibili.
Entrambi i metodi devono tenere conto delle condizioni funzionali e passate per soddisfare le aspettative di durata, igiene e bellezza.

I gradi di acciaio sono fondamentali per la qualità, la durata e l'aspetto della finitura dell'acciaio inossidabile. Gradi diversi, come 304 o 316, differiscono nella composizione, specialmente in cromo, nichel e altri metalli di lega. Per illustrare, il grado 316 è ideale per ambienti difficili e applicazioni sanitarie perché ha livelli più elevati di molibdeno, che aumenta la resistenza alla corrosione. In alternativa, il grado 304 è meno costoso, versatile e più adatto per finiture decorative meno impegnative. Grazie alla durezza e alla duttilità di gradi specifici, la facilità di lucidatura o spazzolatura è migliorata, influenzando la consistenza superficiale o la levigatezza ottenute. La scelta giusta del grado di acciaio garantisce che la finitura soddisferà i requisiti estetici e funzionali previsti dall'applicazione.
Il grado 304 può essere più versatile e conveniente, ma si distingue comunque rispetto ad altri gradi di lega. Tuttavia, differisce per prestazioni relativamente inferiori. Di seguito è riportato un confronto che cattura l'essenza:
Resistenza alla Corrosione
304: Buona resistenza alla corrosione in ambienti miti, ma presenta corrosione puntiforme e fessurativa in ambienti con forte presenza di cloruri.
316: Maggiore resistenza ai cloruri e alle sostanze chimiche aggressive grazie al 2-3% di molibdeno; ciò lo rende ideale per applicazioni marine o industriali.
Tolleranza alla temperatura
304 – Elevata efficienza operativa da ~ -195°C a 870°C – funziona bene a temperature elevate ma può aumentare con il passare del tempo.
316 – Presenta una resistenza al calore paragonabile con maggiore resistenza in ambienti ad alta temperatura e corrosivi.
Forza e duttilità
304 – Offre una duttilità eccezionale e facilità di fabbricazione con una resistenza alla trazione di 515 MPa e una resistenza allo snervamento di 205 MPa.
430 (acciaio inossidabile ferritico) – Ha una resistenza alla trazione inferiore (~450 MPa) e una duttilità limitata, pertanto è spesso utilizzato per applicazioni decorative o strutturalmente non critiche.
Costo
304 – Considerato più conveniente del 316 a causa del contenuto inferiore di nichel e molibdeno.
316 – Scelto quando il costo aggiuntivo è ragionevole grazie al contenuto di molibdeno e alle prestazioni di grado superiore.
Idoneità dell'applicazione
304 – Considerato per la produzione generale, le attrezzature da cucina e i componenti architettonici grazie alla ragionevole resistenza, alla buona resistenza alla corrosione e al basso costo.
316 – Preferito nei settori farmaceutico, alimentare o marittimo dove sono presenti condizioni di carico più rigide e multidirezionali.
I produttori possono garantire efficienza e prestazioni ottimali adattando i costi alle esigenze ambientali e tecniche mediante la selezione dei gradi di lega.
Gli strati di ossido sono significativi nell'acciaio inossidabile perché determinano la finitura superficiale e le prestazioni del metallo in diverse applicazioni. Questi film "passivi" e protettivi sono strati di ossido creati quando il cromo nell'acciaio inossidabile reagisce con l'ossigeno. Oltre a proteggere dalla corrosione, questo strato influisce anche sulla bellezza e la levigatezza della superficie.
Uno strato di ossido che si trova tipicamente sull'acciaio inossidabile varia tra 1 e 10 nanometri di spessore ed è influenzato da fattori ambientali e dalla composizione della lega. Ad esempio, i gradi 304 e 316 hanno strati di cromo ossido elevati, ma alcuni gradi 304 non li hanno. Ciò significa che il cromo di grado 304 e 316 di solito ha oltre il 16-18% di cromo ossido, e il 316 possiede il 16-18% più il 2-3% di molibdeno.
Lo spessore e l'uniformità dello strato di ossido influenzano il colore e la riflettività della superficie. Gli strati di ossido puliti rendono la superficie liscia e luminosa; fattori ambientali, tra cui elevata umidità, cloruri e temperature elevate, possono produrre macchie o scolorimento.
I trattamenti superficiali, tra cui lucidatura e molatura, influenzeranno lo strato di ossido. Ad esempio:
Alcuni elementi come il tempo, la concentrazione dell'agente ossidante e la temperatura hanno effetti decisivi sul funzionamento dello strato ossidato:
I produttori possono ottenere prestazioni migliorate comprendendo il comportamento dello strato di ossido e incorporando trattamenti superficiali specifici per la lega e l'applicazione. Ciò consente una resistenza alla corrosione ottimale mantenendo al contempo il valore estetico.
La finitura selezionata per un componente è influenzata dalle tecniche di saldatura e fabbricazione impiegate, e le prestazioni e l'aspetto del materiale sono ben considerati. Una saldatura o fabbricazione scadente può interrompere lo strato di ossido, portando a incongruenze come scolorimento, ruvidità e regioni soggette a corrosione. Inoltre, gli stress termici della saldatura possono modificare la microstruttura del materiale, che dovrebbe essere trattata dopo la saldatura per ottenere l'integrità della superficie.
Alcuni parametri rilevanti nei processi di saldatura e fabbricazione sono:
Apporto di calore – Le saldature eseguite con troppo calore, in particolare con acciai inossidabili, possono portare alla sensibilizzazione dei bordi dei grani, aumentando la probabilità di corrosione.
Levigatezza della superficie (Ra): Ra molto basso ottenuto da la levigatura e la lucidatura riducono al minimo le superfici soggetti a corrosione o detriti nell'industria alimentare e farmaceutica.
Passivazione post-saldatura: assicura che si riforma uno strato di ossido uniforme e protettivo sulla superficie dell'acciaio inossidabile.
Stress residuo – I trattamenti eseguiti dopo la saldatura, come la ricottura, migliorano la durabilità a lungo termine.
Considerando e incorporando i parametri sopra indicati nella selezione della finitura, è possibile garantire che il prodotto finale ottenuto sia migliore e, allo stesso tempo, funzionale e con maggiore affidabilità.
Fornitore leader di lavorazioni CNC dei metalli in Cina
R: Le finiture in acciaio inossidabile sono varie e includono opzioni di laminazione, 2B e lucidatura. Queste finiture sono prodotte per migliorare l'aspetto e le prestazioni dell'acciaio inossidabile in diverse applicazioni.
A: Una finitura 2B è una finitura lucida ottenuta tramite laminazione a freddo, seguita da ricottura e descagliatura. È comunemente utilizzata per la sua finitura riflettente ed è adatta a varie finiture che richiedono una superficie più liscia.
A: Una finitura 4, una finitura spazzolata, è meno riflettente di una finitura 2B mill. Si ottiene utilizzando rulli lucidati ed è comunemente utilizzata in applicazioni come attrezzature per ristoranti ed elementi architettonici.
A: Una finitura annealed brillante è una finitura altamente riflettente ottenuta tramite trattamento termico in atmosfera controllata. Questa finitura è spesso utilizzata in applicazioni decorative e offre un'eccellente resistenza alla corrosione.
R: Una finitura 2D è una finitura opaca e non riflettente prodotta tramite laminazione a freddo seguita da ricottura. Viene utilizzata in applicazioni in cui è desiderata una superficie meno riflettente, come nella produzione di strumenti chirurgici.
R: Una finitura a 8 specchi è una finitura lucida altamente riflettente ottenuta tramite un'ampia lucidatura. Viene utilizzata in applicazioni decorative che richiedono un aspetto simile a uno specchio.
R: La finitura, nota come "finitura di laminazione", è la finitura più ruvida prodotta direttamente dall'acciaio inossidabile laminato a caldo o a freddo. Viene solitamente utilizzata in applicazioni in cui la levigatezza della superficie non è critica.
R: Gli elementi architettonici spesso utilizzano diverse finiture, come la finitura superficiale o la finitura ricottura brillante, per il loro fascino estetico e la capacità di resistere alla corrosione.
R: Il trattamento termico, come la ricottura in bianco, può migliorare le qualità riflettenti delle finiture in acciaio inossidabile e migliorarne la resistenza alla corrosione, rendendole adatte ad applicazioni ad alte temperature.
R: Più liscia è la superficie di una finitura in acciaio inossidabile, migliore è la sua capacità di resistere alla corrosione. Questo perché le superfici più lisce presentano meno irregolarità dove gli elementi corrosivi possono aderire.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →