

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Les avantages de légèreté et de faible coût font extrusion d'aluminium Il s'agit d'un processus très important pour les industries qui souhaitent fabriquer des composants. Cependant, il présente également des inconvénients. Cet article décrit les lacunes afin de garantir que les ingénieurs concepteurs et les chefs de projet soient pleinement informés. Les processus abordés dans cet article intègrent les restrictions matérielles, les dépenses de production et les défis d'application pour offrir au public les informations essentielles pour faire des choix éclairés concernant leurs processus de fabrication.

Limiter la résistance des matériaux
Les profilés en aluminium ont une résistance moindre que l'acier ou d'autres substituts métalliques. Ils ne sont donc pas adaptés aux situations qui nécessitent des capacités de charge élevées ainsi qu'une résistance structurelle supérieure.
Capacité à résister à des températures élevées
L’utilisation de l’aluminium est limitée dans les environnements à haute température en raison de son point de fusion bas et de sa perte de résistance à haute température.
Dépenses d'usinage
Même si l'aluminium est abondant, les coûts associés à l'outillage ou aux machines d'extrusion pour les séries de production à faible volume peuvent le rendre économiquement défavorable.
Limitations ou restrictions spécifiques aux applications et aux fonctions
La méthode est moins efficace pour les géométries complexes ayant un très haut degré de précision, alors que des méthodes alternatives peuvent être plus efficaces.
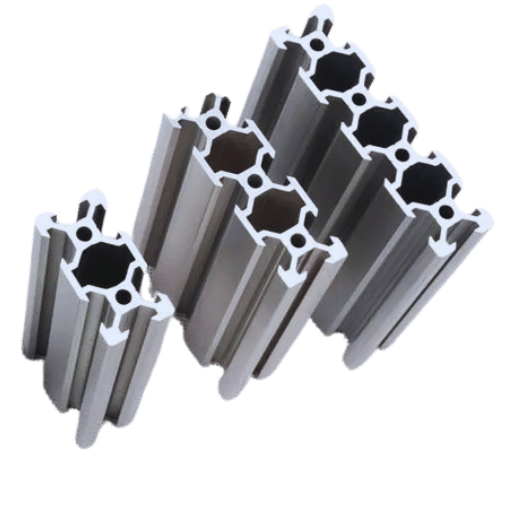
Le procédé d'extrusion consiste à appliquer une pression sur un métal, comme l'aluminium, pour le faire passer à travers une matrice, qui découpe une section spécifique en forme de croix. En raison de son efficacité dans la création de profils uniformes, cette méthode est largement utilisée dans les industries d'extrusion qui, dans les composants structurels, dépendent fortement de l'efficacité. Les étapes importantes comprennent le chauffage du matériau (si nécessaire), son chargement dans une presse d'extrusion et l'utilisation de la pression hydraulique pour le pousser à travers la matrice. Après refroidissement, le produit est coupé à la longueur souhaitée et, si nécessaire, fini par des processus supplémentaires tels que l'anodisation ou l'usinage. En raison de ses multiples efficacités, cette méthode est préférée pour créer des composants très durables.
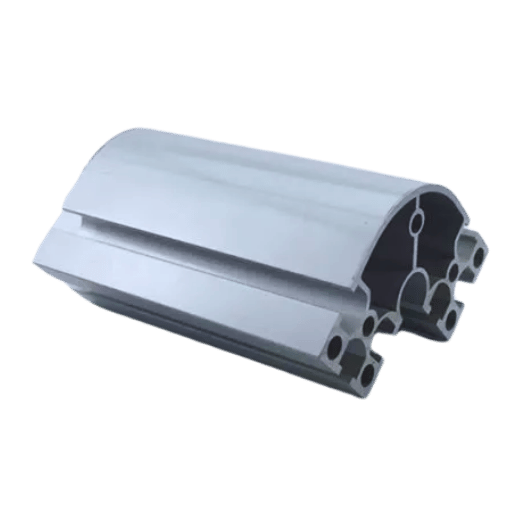
La finition de surface du moulage par extrusion est le résultat de nombreux facteurs, notamment la configuration de la matrice, les caractéristiques du matériau, les paramètres du processus et les niveaux de technologie. La technologie a permis de grandes avancées dans la qualité de la finition de surface des composants. Un exemple concret est celui des extrusions d'aluminium avec des matrices polies, qui peuvent atteindre une rugosité de surface (Ra) de 0.8 µm. Une telle douceur est nécessaire dans industries aérospatiales ou automobiles où les surfaces lisses se traduisent par un attrait aérodynamique et esthétique.
Parmi les facteurs opérationnels, le contrôle de la vitesse et de la température d'extrusion est également important. L'augmentation de la vitesse d'extrusion peut entraîner des défauts de surface tels que des lignes transversales ou des lignes de matrice, tandis que le contrôle de la température peut les atténuer. Les tolérances sur les imperfections dans l'anodisation post-extrusion, le revêtement par poudre et d'autres traitements peuvent également améliorer la qualité de surface et offrir des caractéristiques supplémentaires telles que la résistance à la corrosion.
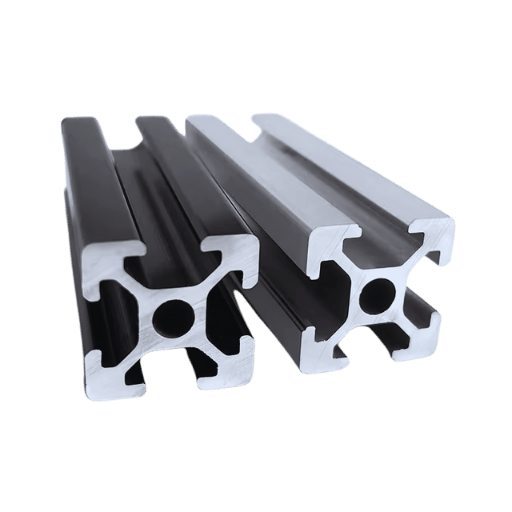
De plus, le type de matériau a une influence considérable sur la finition. Les alliages plus tendres, comme l'aluminium 6063, sont plus fréquemment utilisés dans les projets hautement polis, car ils peuvent être extrudés à travers une matrice avec une finition de surface plus élevée sans être endommagés. Ces facteurs garantissent que l'industrie moderne du moulage par extrusion répondra aux exigences toujours croissantes en matière de surfaces lisses, uniformes et durables.
Bien que l'aluminium offre de nombreux avantages, il présente également certains inconvénients qui doivent être pris en compte en fonction de l'application spécifique. Voici un aperçu des inconvénients les plus critiques :
Faiblesse par rapport à l'acier
Vulnérabilité aux bosses et aux rayures
Resistance à la fatigue
Dilatation thermique et conductivité
Problèmes de coûts
Certaines régions à haut risque de corrosion
Applicabilité réduite pour les températures élevées
Faible soudabilité pour certains alliages
Connaître ces contraintes aide les ingénieurs et les concepteurs à optimiser l’utilisation de l’aluminium tout en atténuant ses faiblesses.
La structure granulaire de l'aluminium est alignée dans le sens de l'extrusion lors du travail physique du métal, ce qui modifie les propriétés mécaniques de l'aluminium. Cela améliore la résistance et la ductilité dans cette direction et rend le métal utile pour les applications qui nécessitent une certaine capacité de charge. Cependant, cet alignement peut également affaiblir la résistance perpendiculairement au sens de l'extrusion, ce qui rend le matériau anisotrope. Certaines propriétés thermiques processus appliqués lors de l'extrusion, comme le chauffage du milieu de travail pour améliorer son écoulement, peut également modifier la dureté et l'état de revenu par rapport à l'alliage et aux taux de refroidissement utilisés.
Les propriétés mécaniques des alliages, qui déterminent leur aptitude à la transformation par déformation, sont le résultat de la composition, de la microstructure et des conditions de transformation des alliages. La déformation est particulièrement favorable dans les alliages à haut degré de ductilité, comme l'aluminium, le cuivre et certaines nuances d'acier, en raison de leur capacité à subir une déformation plastique importante sans rupture. Les alliages d'aluminium, par exemple 6061 et 7075, sont souvent choisis dans les cas où il faut un équilibre réalisable entre maniabilité et résistance.
Des recherches suggèrent que certains éléments d'alliage, par exemple le magnésium dans les alliages d'aluminium ou le nickel dans l'acier, affectent considérablement le comportement à la déformation. Par exemple, le magnésium augmente l'efficacité de l'écrouissage tandis que le nickel améliore la ténacité et la résistance. stabilité thermique. De plus, la température de déformation a un effet considérable sur la performance du matériau. Formée à des températures élevées, notamment au-dessus de la température de recristallisation, la déformation à chaud permet une meilleure formabilité avec un risque de fissuration minimisé. En revanche, la déformation à froid en dessous de la température de recristallisation améliore la résistance par écrouissage, mais tend à être plus forte.
Les recherches montrent que certains alliages sont extrêmement polyvalents face à différents types de déformation. Par exemple, les recherches suggèrent que le 316 acier inoxydable conserve près de 90 % de sa résistance à la traction après avoir subi un processus de laminage à froid, ce qui rend l'alliage parfait pour les conditions environnementales difficiles. Alors que les alliages de magnésium à température ambiante ne sont pas très ductiles, les alliages de magnésium travaillés à chaud à des températures supérieures à 300 °C deviennent plus malléables, ce qui favorise leur application dans les composants structurels légers. Un perfectionnement supplémentaire des attributs du matériau nécessite toujours une optimisation accrue des processus de déformation, qui incluent le contrôle des taux de déformation et la modification des formes des matrices pour répondre à des besoins techniques spécifiques.
Le choix des alliages d'aluminium est principalement influencé par leurs caractéristiques mécaniques, leur résistance à la corrosion et leur soudabilité en fonction de leur utilisation prévue. Pour les applications structurelles, les alliages des séries 7xxx et 2xxx sont préférés car ils présentent des rapports résistance/poids plus élevés ainsi que de bonnes propriétés structurelles. Cependant, les alliages de la série 5xxx ayant une grande résistance à la corrosion sont fréquemment utilisés dans les environnements marins et chimiques. De plus, les alliages de la série 6xxx sont enclins à être utilisés en raison de leurs propriétés combinées, ce qui les rend utiles pour l'industrie automobile et la construction de bâtiments. La relative simplicité de fabrication et la compatibilité d'un alliage avec une certaine technique de traitement, l'extrusion ou le laminage, par exemple, sont également des critères de sélection très importants, garantissant la conformité aux besoins de fabrication et d'ingénierie.
La conception de matrices d'extrusion destinées à des profilés en aluminium personnalisés présente une variété de problèmes techniques qui nécessitent à la fois précision et expérience. Les concepteurs doivent concevoir des formes complexes, des tolérances et des stratégies d'ingénierie de finition de surface et de modélisation informatique. Par exemple, les angles vifs et murs épais dans une conception, un déséquilibre du flux de matériaux peut se créer, ce qui peut entraîner des défauts tels que des déformations et des fissures.
Un facteur important dans la conception des filières d'extrusion est le débit de l'alliage d'aluminium. Un déséquilibre de débit négatif provoque une différence de pression qui perturbe la qualité et la précision dimensionnelle du produit. Les simulations CFD (Computational Fluid Dynamics) sont souvent utilisées pour estimer et optimiser le débit dans la filière pour une distribution uniforme de la vitesse.
De plus, l'usure et les contraintes thermiques des matrices, qui déterminent les performances et la durabilité de la matrice au fil du temps, sont d'autres facteurs critiques à prendre en compte. De plus, le traitement de nitruration des alliages d'acier à haute résistance peut contribuer à augmenter dans une certaine mesure le cycle de vie des matrices. Les données de l'industrie indiquent une réduction allant jusqu'à 15 % des temps d'arrêt de production grâce à des systèmes de refroidissement améliorés et à des matériaux de matrice avancés.
Les approches modernes telles que la fabrication additive et l’impression 3D ont transformé le prototypage de matrices en permettant des cycles plus rapides et des conceptions de formes plus complexes. Ces avancées nécessitent des compétences spécialisées et des investissements en capital, qui ont tendance à constituer des obstacles pour les petites entreprises.
Variabilité dimensionnelle
Défauts de surface
Le rapport d'extrusion et le débit de Les métaux sont des facteurs essentiels dans les processus d'extrusion de l'aluminium concernant la qualité du produit et l'efficacité de la production. Comme indiqué précédemment, les propriétés du matériau, notamment la résistance, la finition de surface et la précision dimensionnelle du résultat, sont affectées par le rapport d'extrusion, qui mesure la surface de la section transversale de la billette par rapport à la surface de la section transversale du profil qui a été extrudé. Des rapports d'extrusion accrus ont tendance à faciliter de meilleures propriétés mécaniques et des structures de grains plus fines en raison de la formation améliorée des grains de ferrite allongés, mais peuvent nécessiter des pressions d'extrusion plus élevées qui entraînent une usure accrue des outils et des matrices au fil du temps.
Cependant, le flux de métal doit être contrôlé car c'est l'autre aspect important de l'extrusion qui doit être contrôlé pour obtenir des résultats cohérents. Des défauts tels que des déformations et des changements dimensionnels ou des vides internes peuvent survenir en cas de flux irrégulier. La capacité de prédire et d'optimiser le comportement du flux de métal a été améliorée par les progrès technologiques, tels que la simulation par éléments finis et la surveillance des processus en temps réel. Selon des recherches menées récemment dans le secteur, une réduction allant jusqu'à 15 % des déchets de matière première Il a été signalé une amélioration allant jusqu'à 20 % du temps de cycle des processus grâce à l'optimisation du flux de métal.
La gestion de la température est également cruciale pour obtenir un contrôle efficace du rapport d'extrusion et du flux de métal. Les billettes, ainsi que les matrices, doivent être préchauffées à une température constante afin qu'elles ne créent pas de gradients thermiques qui pourraient entraver le flux de métal et créer des défauts dans le produit. De plus, les lubrifiants et les revêtements de matrices modernes ont amélioré le contrôle du flux de métal en réduisant les frottements et les défauts de surface. L'application de ces nouvelles techniques, en combinaison avec les connaissances en matière de contrôle des processus, permettra d'améliorer les objectifs et l'efficacité ainsi que l'efficience de la production.
Sens du flux de matière
Force requise
Efficacité dans le flux de métal
Conception de l'équipement
Régulation de la température
Adéquation aux applications
Comprendre les différences permet aux fabricants de choisir le processus d’extrusion approprié pour les matériaux en fonction de leurs caractéristiques, du produit souhaité et des pendentifs économiques.
L'extrusion à chaud et à froid sont les deux types de procédés les plus courants pour le formage des métaux et diffèrent considérablement en termes de température de fonctionnement, de propriétés des matériaux ainsi que de leur application.
Température de fonctionnement
Propriétés matérielles
Efficacité énergétique et outillage
Applications
Vitesse et coût de production
Connaissant ces informations, les fabricants peuvent choisir le procédé qui convient le mieux à leur projet pour un équilibre parfait entre matériau, efficacité et coût.

L'extrusion d'aluminium améliore de manière optimale les processus de production d'une entreprise grâce à ses composants légers, flexibles et résistants. Elle permet de concevoir des formes spécifiques tout en garantissant que le produit final est à la fois personnalisé et structurellement solide. De plus, cette technique améliore la productivité en minimisant l'utilisation excessive de matériaux, éliminant souvent la nécessité d'opérations secondaires complexes. Dans d'autres secteurs tels que la construction, l'aérospatiale et l'automobile, l'aluminium est privilégié car il peut être facilement recyclé, ce qui favorise les valeurs de fabrication durables.
Dans différents secteurs, l'importance de l'extrusion d'aluminium ne peut être sous-estimée en raison de ses caractéristiques distinctes et de sa polyvalence. Les cadres structurels dans la construction, les dissipateurs thermiques des appareils électroniques, les composants légers de l'industrie aérospatiale et les cadres résistants aux chocs dans la conception automobile sont des applications courantes. En particulier, dans l'industrie automobile, l'utilisation d'aluminium extrudé entraîne une réduction du poids du véhicule, ce qui, à son tour, améliore l'économie de carburant associée et diminue les émissions. Des données récentes indiquent que l'industrie automobile augmentera sa consommation d'aluminium d'environ 2030 % chaque année en raison de l'expansion des extrusions, ce qui devrait se produire d'ici XNUMX.
Malgré son utilisation généralisée, le procédé d'extrusion présente certaines lacunes. Par exemple, la forme de la matrice et la presse d'extrusion ont des limites en ce qui concerne l'épaisseur de la paroi et la complexité de certaines formes. De plus, le coût de production des produits complexes à faible volume peut être trop élevé en raison des coûts d'outillage initiaux. De plus, certains composants extrudés en aluminium doivent subir des opérations d'usinage ou de finition secondaires, ce qui prolonge le cycle de production et augmente donc les coûts. De plus, certaines conditions environnementales spécifiques, comme des conditions extrêmement chaudes ou corrosives, peuvent nécessiter un revêtement ou un traitement pour fonctionner efficacement. La connaissance de ces informations est très utile pour déterminer si l'extrusion est adaptée à une application donnée.
À mon avis, l'impact de l'extrusion d'aluminium sur la production industrielle est considérable. Ce procédé permet la fabrication de pièces durables et légères essentielles dans de nombreuses industries, comme l'automobile, l'aérospatiale et la construction. Je reconnais cependant certains problèmes, comme les limites de conception des matrices, la nécessité d'une finition secondaire et les impacts écologiques, qui doivent être analysés très minutieusement afin que les aspects d'efficacité et d'économie en ce qui concerne les opérations de construction soient optimaux.
R : L'extrusion présente l'avantage de permettre la production de formes complexes et d'obtenir une bonne finition de surface, ce qui est économique pour les grandes séries. Parmi les inconvénients figurent les coûts d'outillage initiaux élevés, les limites d'épaisseur des parois et l'instabilité des propriétés des matériaux à travers les profils.
R : Il s'agit de la méthode d'extrusion d'aluminium la plus courante. Le processus est bien contrôlé et une grande variété de produits d'extrusion d'aluminium peuvent être fabriqués. Cependant, par rapport à l'extrusion indirecte, l'extrusion directe a tendance à produire des produits moins uniformes, en particulier lors de l'utilisation de profilés plus longs.
R : L'une des limites du moulage par extrusion d'aluminium est qu'il est difficile de réaliser des coupes transversales complexes et des modifications de l'épaisseur des parois. De plus, certains détails réalisés pendant le processus d'extrusion peuvent ne pas être adaptés aux caractéristiques précises et nettes des bords.
R : Quelques problèmes, certes peu nombreux mais importants, peuvent survenir dans les produits extrudés en aluminium. Les problèmes de qualité comprennent les défauts de surface, les écarts de dimensions et les incohérences des propriétés mécaniques tout au long de l'extrusion. La couche de surface du métal extrudé peut également différer de celle du noyau.
R : Bien que les produits en aluminium soient recyclables, l'extrusion en tant que méthode de production est très gourmande en énergie. La création de billettes d'aluminium et le processus d'extrusion lui-même produisent des gaz à effet de serre. D'un autre côté, l'alimentation par extrusion est réalisée avec moins de gaspillage que la plupart des opérations de formage des métaux, donc à cet égard, elle est plus favorable à l'environnement.
R : Par rapport à d'autres techniques, comme le moulage sous pression de l'aluminium, l'extrusion de l'aluminium est relativement bon marché pour les moyennes et grandes séries de production. Cependant, les dépenses initiales liées aux outils de fabrication pour la production à grande échelle peuvent être préjudiciables. Bien que ces problèmes rendent d'autres techniques comme l'usinage ou le moulage plus favorables pour les prototypes et les petites séries de production, à long terme, tout dépend du niveau de détail de l'article et de la quantité que l'on souhaite produire.
R : Il est difficile de maintenir une finition de surface uniforme dans l'extrusion de l'aluminium. Plusieurs facteurs, notamment la géométrie de la matrice, la vitesse d'extrusion et la température, peuvent influencer la qualité de la surface. Des imperfections de surface telles que des lignes de matrice et des rayures peuvent apparaître, ce qui peut nécessiter un post-traitement pour une atténuation complète.
R : Même si l'extrusion d'aluminium a de nombreuses applications, elle ne peut pas être adaptée à tous les besoins des produits. Par exemple, elle n'est pas idéale pour les produits ayant un rapport résistance/masse élevé ou pour ceux qui sont soumis à des températures très élevées ou très basses. De plus, les contraintes dimensionnelles des machines d'extrusion limitent la longueur et la taille de la section transversale des formes extrudées.
1. Effets de la température de fonctionnement sur la durée de vie des matrices d'extrusion d'aluminium
2. Détermination des principaux facteurs géométriques qui influencent le nettoyage des matrices d'extrusion directe utilisées lors de l'obtention du frío de profils d'aléaciones d'aluminium
3. Simulation numérique et optimisation multi-objectifs de l'interaction fluide-structure dans l'extrusion d'aluminium
4. Réduire l’impact environnemental de l’extrusion d’aluminium
5. Métal
6. en aluminium
7. Fournisseur leader d'usinage par extrusion d'aluminium en Chine

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →