

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Les finitions en acier inoxydable ont un impact esthétique et fonctionnel considérable dans différentes applications, et leur sélection doit donc être faite avec prudence. Ce guide examine trois types de finitions — Mill, 2B et Polish — en revendiquant leurs caractéristiques, applications et avantages distinctifs avec des définitions. Que le projet nécessite des machines industrielles, des bâtiments ou des ornements, la réalisation de la vision du client est réalisable si les informations nécessaires concernant ces finitions sont à portée de main. La compréhension précise et pratique des finitions avancées dans cet article vous aidera à prendre des décisions éclairées concernant leur sélection, en connaissant les avantages de chaque offre.
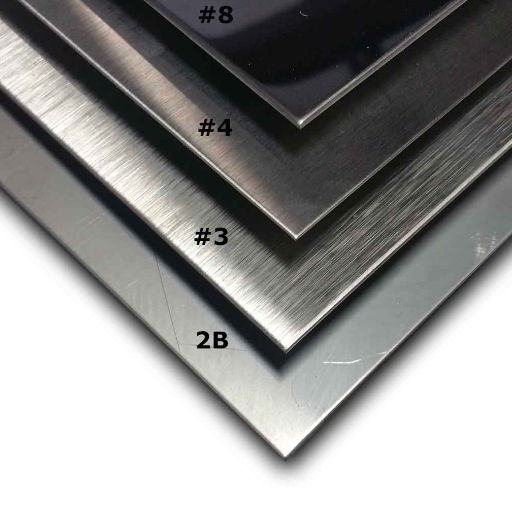
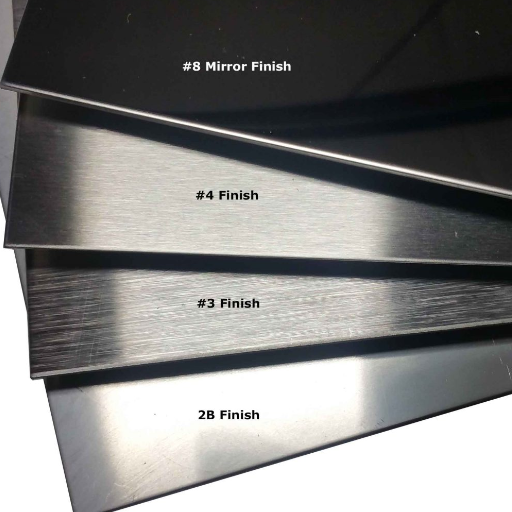
Les finitions en acier inoxydable peuvent être regroupées en catégories d'apparence, de texture et de fonctionnalité. Certaines des finitions standard sont :
Mill Finish (No. 1) est un traitement de surface grossier et non poli utilisé dans les environnements industriels où la finition de surface n'a pas d'importance.
Finition brossée (n° 4) – Le traitement de surface mécanique produit une texture lisse. Il est utilisé sur les appareils électroménagers et les œuvres architecturales en raison de sa surface douce et esthétique.
Finition miroir (n° 8) – La surface est lisse et polie à un degré élevé, ce qui donne un reflet miroir. Utilisé sur les ascenseurs et la fabrication de bijoux à des fins décoratives.
Finition mate (n° 2B) : il s'agit d'une surface polie qui est lisse mais pas brillante. Elle est largement utilisée dans les équipements de transformation des aliments.
Finition satinée : cette finition est légèrement appliquée sur la finition brossée pour donner aux parties intérieures et extérieures du bâtiment une touche sophistiquée.
Chacune d'entre elles a une fonction esthétique et fonctionnelle distincte. Par conséquent, compte tenu des besoins du projet, la finition en acier inoxydable doit être soigneusement étudiée.
La finition laminée décrit la surface intacte de l'acier inoxydable après sa production. Elle apparaît rugueuse et terne, avec quelques imperfections dans son état d'origine. Bien qu'elle soit esthétiquement peu attrayante, cette finition est néanmoins avantageuse pour les travaux industriels ou lorsqu'un polissage supplémentaire est nécessaire, ce qui la rend rentable.
Paramètres techniques de la finition du moulin :
La rugosité de surface (Ra) varie généralement entre 0.5 et 1.5 µm. La valeur varie en fonction des processus uniques utilisés dans la fabrication.
La réflectivité est généralement faible mais peut varier en fonction de l'alliage et du procédé utilisés. Le plus souvent, le résultat est une finition mate.
Tolérance d'épaisseur - Répond aux exigences de conformité des normes ASTM et EN, garantissant l'uniformité du contrôle ou des feuilles.
Applications - Presque toujours utilisé dans le soudage, les travaux de construction et comme base pour plusieurs revêtements ou stratifiés.
Il est essentiel de prendre en compte les propriétés techniques de la finition au moment de choisir le matériau adapté à votre projet. Cela est particulièrement vrai lorsque l'apparence est secondaire. Cependant, vous devez également vous assurer que le matériau répond aux normes environnementales requises et aux attentes en matière de performances.
La finition 2B est largement appréciée pour sa durabilité, sa douceur et sa polyvalence. Elle a été obtenue par laminage à froid et recuit, y compris le décalaminage et un dernier passage léger de rouleaux de polissage, ce qui a produit une surface mate avec réflexion de la lumière. En raison de ses impressionnantes qualités esthétiques et fonctionnelles, elle est considérée comme la finition standard pour l'acier inoxydable.
Avantages de la finition 2B
Capacité à résister à la corrosion : La finition assurée minimise les coins et recoins où les contaminants peuvent se déposer, améliorant ainsi la résistance à la corrosion, en particulier en présence d'humidité et de produits chimiques.
Hygiénique et nettoyable : son aspect relativement uniforme et sa texture plus lisse sont idéales pour les applications sanitaires dans les industries de transformation alimentaire et les équipements médicaux.
Peu réfléchissant : La finition est brillante, mais pas extrêmement, elle est donc plus adaptée à des fins industrielles et architecturales.
Paramètres techniques de la finition 2B
Rugosité moyenne (Ra) : Elle est comprise entre 0.3 et 0.5 μm, un mélange parfait de douceur tout en restant utilisable.
Tolérance d'épaisseur : Bien que la finition ne modifie pas l'épaisseur du matériau, elle offre le même niveau de précision que le processus de laminage à froid.
Préservation de la couche de chrome : Lors du détartrage, le matériau est assuré de conserver sa couche protectrice d'oxyde de chrome, qui empêche la rouille et l'usure et est donc vitale.
Applications
La finition 2B a trouvé son utilisation dans de nombreuses industries :
Alimentation et boissons : De nombreux réservoirs, comptoirs et machines de traitement utilisés sont fabriqués en raison de leurs propriétés sanitaires.
Construction : Utilisé dans les revêtements, les panneaux d'ascenseurs et les conceptions intérieures et extérieures très sophistiquées, qui nécessitent durabilité et beauté.
Machines : Sa valeur en matière de résistance à la corrosion et de polyvalence dans les équipements et la tuyauterie le rend idéal pour une utilisation industrielle.
Les appareils de cuisine et les panneaux extérieurs sont bien représentés parmi les produits que les clients achètent, alliant fonctionnalité et beauté sophistiquée.
La compréhension de la nature multiforme et des spécificités du 2B peut aider à adapter son utilisation pour répondre aux besoins de performance et d'exploitation sur une durée prolongée.
En analysant les finitions polies, j'ai découvert que leur beauté et leur fonctionnalité peuvent être largement accentuées par une application appropriée de leur esthétique. Les surfaces polies sont idéales pour les éléments de construction et de conception car elles sont lisses et réfléchissantes, ce qui ajoute à la visibilité de ces surfaces. Au-delà de l'esthétique, les finitions polies ajoutent à la propreté et à la douceur de la surface, simplifiant l'entretien, et sont cruciales dans les industries de transformation des aliments, des produits pharmaceutiques et des soins de santé.
Les finitions polies ont également tendance à avoir des valeurs de lissage Ra conformes à la catégorie donnée, comme 0.1 à 0.5 um pour les applications à haute brillance ou ultra-hygiéniques. Ces paramètres sont de la plus haute importance pour contrôler les surfaces dans des environnements réglementés avec des limites de texture de peau afin de garantir leurs normes de sécurité et d'hygiène. Une finition polie signifie que je ne fais aucun compromis sur la précision et les performances en termes d'exigences techniques et d'esthétique.
La finition 2B des tôles d'acier est le résultat de processus d'ingénierie spécifiques. Tout d'abord, l'acier inoxydable est laminé à froid pour atteindre l'épaisseur appropriée. Il subit ensuite un processus de décapage et est traité thermiquement dans un environnement contrôlé pour améliorer sa résistance à la corrosion. Enfin, la tôle passe dans un jeu de rouleaux, ce qui produit une surface uniforme et brillante caractéristique de la finition 2B. Ce processus crée une finition mate homogène qui répond aux exigences de nombreuses applications.
Le laminage à froid est essentiel pour définir la finition de surface et les propriétés mécaniques de l'acier inoxydable. L'acier est placé entre deux rouleaux lors du laminage à froid, ce qui le comprime à température ambiante. Cela améliore la résistance de l'acier grâce à l'écrouissage tout en diminuant son épaisseur. Après le passage entre les rouleaux, la valeur d'épaisseur résultante est spécifiée, généralement entre 20 % et 50 %, ce qui modifie les propriétés finales souhaitées.
Cette étape est cruciale pour restaurer la ductilité et affiner la microstructure après le laminage à froid. Dans ce cas, les alliages d'acier inoxydable sont chauffés à environ 1,850 2,100 °F à 1,010 1,150 °F (XNUMX XNUMX °C à XNUMX XNUMX °C) avec contrôle de l'atmosphère externe pour éviter l'oxydation. Les contraintes internes sont relâchées pendant le cycle de refroidissement, suivi d'un ramollissement de l'acier, ce qui améliore la formabilité et la résistance à la corrosion. L'équilibre optimal entre laminage à froid et recuit permet d'obtenir un produit final avec la résistance, la finition de surface et la durabilité souhaitées pour diverses utilisations industrielles.
La rugosité de surface est l'une des caractéristiques les plus critiques requises pour la qualité et la fonctionnalité des métaux en question, en particulier pour une utilisation industrielle. Elle a un impact sur la capacité de la surface à recevoir des revêtements protecteurs, des adhésifs ou des peintures tout en affectant l'usure, la lubrification et les propriétés esthétiques. Prenons l'exemple de la production d'acier inoxydable. Une finition de surface plus lisse améliore la résistance à la corrosion car les contaminants ne se déposent pas sur la surface. La rugosité moyenne mesurée en micromètres (µm), qui représente la valeur de la rugosité moyenne (Ra), est l'une des références métriques. Sa valeur dépend des spécifications de l'application et se situe généralement dans la plage de 0.2 µm à 1.6 µm.
Le décapage est une étape ou un complément à l'étape de préparation de surface dédié au nettoyage des écailles, de la rouille et d'autres incrustations de la surface du métal. Il s'agit d'un processus chimique qui consiste à plonger l'objet à nettoyer dans une solution d'acide chlorhydrique (HCl) ou sulfurique (H2SO4) sous surveillance constante pour garantir qu'il est nettoyé avec un minimum de dommages au matériau. Les paramètres optimaux ont tendance à varier, mais comprennent souvent un taux d'acide de 5 à 15 pour cent, une plage de température de 150 à 200 degrés Fahrenheit (65 à 93 degrés Celsius) et une durée de traitement comprise entre cinq et trente minutes. Le résultat est une surface propre et réactive pour faciliter les processus de revêtement, de soudage et de laminage.
Parallèlement, une gestion précise de la rugosité de surface et des techniques de décapage efficaces améliorent considérablement les performances, la durée de vie et la durabilité des matériaux industriels dans les applications complexes.
Obtenir le meilleur résultat tout en usinage et polissage des matériaux nécessite de suivre une approche processuelle. Voici les étapes que je respecte généralement :
Préparation de surface
Tout d'abord, je vérifie et nettoie le matériau en éliminant la saleté, la graisse et les contaminants de surface. Cette étape garantit que les résidus n'interfèrent pas avec les procédures de nettoyage et de polissage. Lorsqu'un travail de précision est nécessaire, j'utilise des nettoyeurs à ultrasons ou des agents de dissolution.
Usinage
Je rapproche l'objet de sa forme et de ses dimensions acceptées à l'aide de machines CNC ou de tours qui peuvent tourner, percer et fraiser. Les étapes d'usinage dépendent de la dureté du matériau et de la structure souhaitée. Les réglages des outils sont guidés par les vitesses d'avance, les vitesses de coupe et les caractéristiques du matériau. L'usinage de l'aluminium, par exemple, est réalisé avec des fraises HSS à des vitesses de 200 à 300 m/min, les métaux plus tendres sont coupés à des vitesses beaucoup plus élevées.
Polissage initial
J'élimine les abrasifs coupants en plusieurs étapes. Je commence avec des ponceuses à bande grossières, des outils rotatifs ou des blocs de ponçage allant de 80 à 120 grains et je termine en obtenant une surface uniforme. Mon choix d'abrasifs dépend du matériau. L'acier inoxydable plus dur nécessite des abrasifs en carbure de silicium.
Polissage fin
Dans la deuxième phase, je fais des passes de plus en plus fines (par exemple, de 400 à 1,500 XNUMX grains) pour polir la rugosité et les détails de la surface de la pièce, en me rapprochant progressivement de la finition. Comme dernière étape du polissage, j'utilise du rouge ou de la pâte diamantée pour obtenir une finition semblable à un miroir pour les applications hautement réfléchissantes.
Mesurer la rugosité d'une surface
Après le polissage, je vérifie la rugosité de la surface à l'aide d'un profilomètre. Selon les fonctionnalités requises, la rugosité se situe généralement dans la plage de valeurs moyennes de 0.1 et 0.5 µm (micromètres) pour des applications techniques spécifiques. Le respect de ces exigences garantit l'opérabilité dans des environnements précis tels que l'aérospatiale et les dispositifs médicaux, ce qui est souvent le cas.
Je garantis l'esthétique, les aspects fonctionnels et la qualité souhaités du matériau en appliquant ces paramètres et processus.

La finition miroir de l’acier inoxydable est non seulement esthétique, mais elle remplit également de nombreuses fonctions. Le premier avantage pratique de cette finition est que sa surface lisse et tendue minimise les risques de corrosion en raison de l’absence de micro-interstices où l’humidité et les contaminants pourraient s’accumuler. Deuxièmement, la surface est également plus facile à nettoyer, ce qui la rend adaptée aux secteurs tels que la transformation des aliments et la santé, où l’hygiène est essentielle. Une finition miroir améliore l’efficacité énergétique des bâtiments ou des pièces décoratives en raison de la réflectivité accrue de la lumière. Enfin, l’aspect frappant et poli plaît à tous les produits, devenant la finition de référence pour les designs haut de gamme.
Diverses spécifications techniques doivent être définies lors de la gestion et de la réalisation d'une surface hautement réfléchissante. Par exemple, la rugosité de surface recommandée du matériau doit être comprise entre 0.01 et 0.05 mm en Ra, ce qui garantit une réflectivité maximale et une diffusion de la lumière minimale. Pour des applications plus avancées telles que les panneaux solaires ou même les systèmes d'éclairage intérieur, le taux de réflectance du matériau doit être supérieur à 90 %. Un autre aspect crucial est la résistance à la corrosion généralement fournie par l'acier inoxydable (par exemple, la nuance 316) ou l'aluminium avec revêtement. De plus, une technique de passivation adéquate aide à contrôler l'oxydation, en particulier dans les environnements humides ou difficiles. Tous ces facteurs contribuent à renforcer la crédibilité et à maximiser l'optimisation de la surface pour des applications industrielles ou décoratives difficiles.
Les applications de la transformation des aliments
La transformation des aliments nécessite des matériaux garantissant hygiène, longévité et non-contamination. L'acier inoxydable, en particulier les nuances 304 et 316, est largement utilisé dans leurs structures en raison de la corrosion, de la facilité de nettoyage et de la non-réactivité alimentaire. Par exemple, la nuance 316 est idéale pour les ingrédients hautement salins ou acides en raison de sa teneur en molybdène, qui améliore la résistance à la corrosion. Les finitions de surface telles que les surfaces 2B ou électropolies minimisent l'adhérence des microbes et rationalisent les processus de stérilisation, améliorant ainsi l'optimisation de la propreté. La conformité aux réglementations FDA, NSF et ISO 22000 est souvent obligatoire pour les composants conçus pour les interfaces de contact alimentaire. Celles-ci couvrent les cuves de mélange, les surfaces de coupe, les systèmes de convoyeurs, etc., pour améliorer la sécurité alimentaire et les bonnes pratiques de fabrication pendant la production alimentaire.
Applications de l'industrie automobile
L’industrie automobile utilise des matériaux avancés et des technologies de traitement de surface pour améliorer la durabilité, les performances et la qualité esthétique. Aciers revêtus et alliages d'aluminium à haute résistance Les alliages d'aluminium sont généralement choisis en raison de leur faible poids, qui améliore le rendement énergétique tout en préservant l'intégrité structurelle du véhicule. Par exemple, les systèmes de châssis bénéficient de la galvanisation et de la durée de vie plus longue de l'acier zingué, et les alliages d'aluminium de la série 6000 sont largement utilisés dans la construction de châssis de carrosserie de véhicule. Le dépôt électrophorétique (EPD) et le revêtement par poudre sont des traitements de surface qui protègent contre la corrosion, en particulier dans des conditions routières difficiles comme l'exposition au sel ou à l'humidité. De plus, les composants du moteur sont fabriqués à partir de matériaux résistants à la chaleur comme la céramique ou des revêtements spécialisés pour garantir la fiabilité à des températures extrêmes. Diverses applications automobiles comprennent les cadres structurels, les panneaux et les systèmes de freinage, où les performances et la longévité sont essentielles.
Pour obtenir une finition miroir de 8, il faut un processus minutieusement réglé pour obtenir une surface impeccable et hautement réfléchissante. Dans ce cas, plusieurs étapes sont suivies, notamment le meulage fin tout en incorporant des niveaux de grain progressivement plus élevés, car les niveaux de grain les plus élevés ont tendance à être de 120 à 400. Tout d'abord, nous polissons mécaniquement la surface de la pièce avec des composés abrasifs jusqu'à ce que la surface soit suffisamment lisse visuellement pour être comparée à un miroir. Pour terminer le processus, le polissage est effectué avec des composés ultra-fins ou des tampons de polissage afin que les rayures soient inexistantes et que le lustre semblable à celui d'un miroir soit impeccable. La surface obtenue a généralement une valeur Ra (rugosité moyenne) inférieure ou égale à 0.05 au micromètre, ce qui est conforme à la norme de rugosité pour une finition miroir authentique implicite dans l'industrie.
De la même manière, un polissage de niveau 8 implique un processus de pas à pas contrôlé avec précision permettant d'atteindre un niveau aussi élevé de douceur et de réflectivité. Cependant, il n'atteint pas la revendication d'une moindre réflexion de la finition miroir de niveau 0.10. Cette procédure ordinaire implique un traitement de polissage suivi d'un meulage avec des niveaux de grille intermédiaires. La finition obtenue est lisse, beaucoup, et avec peu d'avalanches, c'est pourquoi la valeur Ra, bien que très uniforme, est proportionnellement d'environ 0.25 à XNUMX micromètre, dépendant clairement des normes établies. Celles-ci sont généralement observées dans les industries nécessitant des surfaces attrayantes et hygiéniques à des fins alimentaires et médicales.

Déterminez le type de finition requis pour l'esthétique, la résistance à la corrosion ou aux bactéries. Cela permettra de garantir que la finition choisie répond aux objectifs fonctionnels et spécifiques à l'industrie.
N'oubliez pas d'utiliser toujours des outils adaptés à la qualité de l'acier inoxydable, notamment des abrasifs et des brosses non contaminants. Cela permettra de garantir que les matériaux ne seront pas détruits ou compromis.
Lors du meulage ou du polissage, travaillez dans le sens du grain existant pour maintenir une apparence uniforme et éviter de rayer la surface.
Les surfaces en acier inoxydable doivent être nettoyées et entretenues pendant et après la finition. Le non-respect de cette consigne permettra la persistance de contaminants provoquant une décoloration et une corrosion.
Effectuez des inspections et des tests rigoureux, y compris la mesure de la rugosité de la surface (valeur Ra), pour confirmer que la finition répond aux normes et spécifications souhaitées.
Le choix correct du grain abrasif est essentiel pour obtenir la finition ou le polissage souhaité sur l'acier inoxydable tout en protégeant son intégrité. Cela dépend principalement du type de finition à réaliser :
Gros grain (grain 36-80) :
Il est idéal pour raser des matériaux lourds ou préparer la surface pour les processus de finition plus fins qui s'ensuivent. Il est généralement utilisé dans les opérations qui nécessitent un dressage ou un contournage des soudures.
Grain moyen (grain 120-180) :
Utilisé pour lisser les surfaces rugueuses et passer aux premières étapes de la phase de polissage. Il facilite la transformation d'une finition grossière en procédures de polissage plus raffinées.
Grain fin (grain 220-400) :
Utilisé pour obtenir une finition satinée ou brossée. Il équilibre efficacement l'enlèvement de matière et le lissage de la surface.
Grain ultra-fin (grain 600-2000+) :
Il est idéal pour les surfaces nécessitant une finition miroir ou très réfléchissantes. Il élimine les rayures et les imperfections, produisant un aspect poli.
Les tailles de grains doivent être ordonnées de manière linéaire, en commençant par un abrasif grossier et en terminant par un abrasif ultra-fin. Le type d'acier inoxydable utilisé, la finition souhaitée et les dommages potentiels pouvant être causés par un lavage excessif ou une usure de la surface doivent tous être pris en compte. Des tests périodiques, tels que la mesure de la rugosité de la surface (valeur Ra), doivent éclairer la manière dont le processus est mené pour satisfaire aux prérequis techniques.
De nombreuses industries, de la construction à la fabrication d'équipements médicaux, privilégient l'acier inoxydable en raison de sa résistance à la corrosion et de sa capacité à supporter la rouille. La résistance de l'acier inoxydable à la corrosion est obtenue grâce à la présence de chrome, qui réagit avec l'oxygène et se transforme en oxyde de chrome passivé à la surface, le rendant ainsi inamovible. Il est important de noter qu'une nuance particulière d'acier inoxydable et sa résistance à la rouille dépendent fortement de sa composition et de son exposition aux éléments environnementaux.
Facteurs clés influençant la résistance à la corrosion :
L'acier inoxydable contient au moins 10.5 % de chrome, et une teneur en chrome plus élevée augmente la résistance à la corrosion. Pour les nuances d'acier résistantes à la rouille, la nuance 304 avec 18 % de chrome et la nuance 316 avec 16-18 % de chrome et ajout de molybdène résistent fortement à l'oxydation générale.
Le molybdène améliore la résistance à la corrosion par piqûres et par fissures, en particulier dans les environnements riches en chlorures comme les applications marines. La nuance 316 contient 2 à 3 % de molybdène, ce qui la rend parfaite pour de telles conditions.
Le nickel améliore la ténacité et la formabilité, augmentant encore sa résistance à la corrosion, et fait partie des aciers inoxydables austénitiques tels que 304 et 316.
Une finition de surface hautement polie réduit la rugosité de la surface et améliore la résistance à la corrosion en limitant la formation de crevasses. Pour les applications nécessitant une durabilité et une résistance à l'érosion élevées, une valeur Ra lisse de 0.2 à 0.5 micromètre est préférée.
Types de corrosion courants et grades associés :
Les nuances telles que 304 et 304L fonctionnent bien dans les environnements à faible teneur en chlorure.
Pour les environnements exposés à l'eau de mer ou aux chlorures, la nuance 316 ou 316L est recommandée en raison du molybdène ajouté.
Les aciers inoxydables duplex comme le 2205 sont très résistants au SCC, ce qui les rend adaptés aux industries chimiques et aux récipients sous pression.
Les variantes à faible teneur en carbone, telles que le 304L et le 316L, aident à prévenir la corrosion du soudeur en minimisant la précipitation de carbure.
Paramètres techniques et recommandations :
Plus la nuance d'acier inoxydable sélectionnée est adaptée à la résistance à la corrosion requise, meilleures seront ses performances et sa durabilité tout en minimisant la maintenance. Il est donc essentiel de prendre en compte les conditions environnementales et les exigences techniques lors de la sélection de l'alliage adapté à votre application.
Fini brossé et le polissage mécanique de l'acier inoxydable pour améliorer la qualité de surface et l'attrait esthétique pour des applications spécifiques. Un polissage de surface, une finition brossée, est obtenu à l'aide de bandes abrasives ou de brosses. Le motif de grain unidirectionnel qui en résulte confère à la surface une caractéristique mate et texturée. Cette finition est particulièrement adaptée aux appareils électroménagers modernes et élégants ou aux composants architecturaux. En outre, le polissage mécanique est le processus de polissage d'une surface en acier inoxydable avec une meuleuse, puis d'élimination de la rugosité de la surface par des étapes de polissage plus fines jusqu'à l'obtention d'une plus grande douceur, ce qui donne une surface réfléchissante. Cette technique est courante dans les industries agroalimentaires et pharmaceutiques, où l'hygiène et la facilité de nettoyage et d'entretien sont primordiales.
Paramètres techniques:
Finition brossée :
Rugosité de surface (Ra) : 0.4-1.5 micromètres, selon les abrasifs utilisés.
Niveaux de grain abrasif : 120 et plus, généralement entre 120 et 320.
Applications : Surfaces ornementales, applications axées sur le design.
Poli mécaniquement :
Rugosité de surface (Ra) : ≤ 0.25 micromètre pour les miroirs.
Étapes de polissage : Le processus en plusieurs étapes commence par un grain grossier (150) et mène à un grain ultra-fin (1200 et plus).
Champ d'intervention : Milieux propres, industries sensibles.
Les deux méthodes doivent tenir compte des conditions fonctionnelles et passées pour répondre aux attentes en matière de durabilité, d’hygiène et de beauté.

Les nuances d'acier sont essentielles pour la qualité, la durabilité et l'apparence de la finition de l'acier inoxydable. Les différentes nuances, comme le 304 ou le 316, diffèrent en composition, notamment en chrome, en nickel et en autres métaux d'alliage. Par exemple, la nuance 316 est idéale pour les environnements difficiles et les applications sanitaires car elle contient des niveaux plus élevés de molybdène, ce qui augmente la résistance à la corrosion. Par ailleurs, la nuance 304 est moins chère, polyvalente et plus adaptée aux finitions décoratives moins exigeantes. En raison de la dureté et de la ductilité spécifiques des nuances, la facilité de polissage ou de brossage est améliorée, ce qui influence la texture ou la douceur de la surface obtenue. Le bon choix de nuance d'acier garantit que la finition répondra aux exigences esthétiques et fonctionnelles prévues pour l'application.
La nuance 304 est peut-être plus polyvalente et plus économique, mais elle se distingue néanmoins des autres nuances d'alliage. Cependant, elle se distingue par des performances comparativement plus faibles. Vous trouverez ci-dessous une comparaison qui résume l'essentiel :
Résistance à la corrosion
304 : Bonne résistance à la corrosion dans les environnements doux, mais présente une corrosion par piqûres et crevasses dans les environnements à forte teneur en chlorure.
316 : Meilleure résistance aux chlorures et aux produits chimiques agressifs grâce à 2 à 3 % de molybdène ; ce qui le rend idéal pour les applications marines ou industrielles.
Tolérance de température
304 – Efficacité opérationnelle élevée de ~ -195 °C à 870 °C – fonctionne bien à des températures élevées mais peut évoluer avec le temps.
316 – Présente une résistance comparable à la chaleur avec une résistance accrue dans les environnements à haute température et corrosifs.
Résistance et ductilité
304 – Offre une ductilité exceptionnelle et une facilité de fabrication avec une résistance à la traction de 515 MPa et une limite d’élasticité de 205 MPa.
430 (acier inoxydable ferritique) – A une résistance à la traction plus faible (~ 450 MPa) et une ductilité limitée, il est donc souvent utilisé pour des applications décoratives ou structurellement non critiques.
Prix
304 – Considéré comme plus rentable que le 316 en raison de sa teneur plus faible en nickel et en molybdène.
316 – Choisi lorsque le coût supplémentaire est logique en raison de la teneur en molybdène et des performances de qualité supérieure.
Adéquation de l'application
304 – Considéré pour la fabrication générale, l’équipement de cuisine et les composants architecturaux en raison de sa résistance raisonnable, de sa bonne résistance à la corrosion et de son faible coût.
316 – Préféré dans les industries pharmaceutiques, de transformation alimentaire ou marine où des conditions de chargement multidirectionnelles plus rigides sont présentes.
Les fabricants peuvent garantir une efficacité et des performances optimales en adaptant les coûts aux exigences environnementales et techniques en sélectionnant des nuances d’alliage.
Les couches d’oxyde sont importantes dans l’acier inoxydable car elles déterminent la finition de surface et les performances du métal dans différentes applications. Ces films « passifs » et protecteurs sont des couches d’oxyde créées lorsque le chrome de l’acier inoxydable réagit avec l’oxygène. En plus de protéger contre la corrosion, cette couche a également un impact sur la beauté et la douceur de la surface.
La couche d'oxyde que l'on trouve généralement sur l'acier inoxydable a une épaisseur comprise entre 1 et 10 nanomètres et est influencée par des facteurs environnementaux et la composition de l'alliage. Par exemple, les nuances 304 et 316 ont des couches de chrome à forte teneur en oxyde, mais certaines nuances 304 n'en ont pas. Cela signifie que les nuances 304 et 316 contiennent généralement plus de 16 à 18 % de chrome oxydé, et que la nuance 316 en contient 16 à 18 % plus 2 à 3 % de molybdène.
L'épaisseur et l'uniformité de la couche d'oxyde affectent la couleur et la réflectivité de la surface. Des couches d'oxyde propres donnent à la surface un aspect lisse et brillant. Les facteurs environnementaux, notamment l'humidité élevée, les chlorures et les températures élevées, peuvent produire des imperfections ou une décoloration.
Les traitements de surface, notamment le polissage et le meulage, influencent la couche d'oxyde. Par exemple :
Certains éléments comme le temps, la concentration de l'agent oxydant et la température ont des effets décisifs sur le fonctionnement de la couche oxydée :
Les fabricants peuvent améliorer leurs performances en comprenant le comportement de la couche d'oxyde et en intégrant des traitements de surface spécifiques à l'alliage et à l'application. Cela permet une résistance optimale à la corrosion tout en préservant la valeur esthétique.
La finition choisie pour un composant est influencée par les techniques de soudage et de fabrication employées, et les performances et l'apparence du matériau sont bien considérées. Un soudage ou une fabrication de mauvaise qualité peuvent perturber la couche d'oxyde, entraînant des irrégularités telles qu'une décoloration, une rugosité et des zones sujettes à la corrosion. De plus, les contraintes thermiques de soudage peuvent modifier la microstructure du matériau, qui doit être traitée après le soudage pour obtenir l'intégrité de la surface.
Certains paramètres pertinents dans les processus de soudage et de fabrication sont :
Apport de chaleur – Les soudures effectuées avec trop de chaleur, en particulier avec les aciers inoxydables, peuvent entraîner une sensibilisation des joints de grains, augmentant ainsi le risque de corrosion.
Lissage de surface (Ra) — Un Ra très faible obtenu à partir le meulage et le polissage minimisent considérablement les surfaces soumis à la corrosion ou aux débris dans la transformation des aliments et des produits pharmaceutiques.
Passivation post-soudage – Garantit la reformation d’une couche d’oxyde uniforme et protectrice sur la surface de l’acier inoxydable.
Contrainte résiduelle – Les traitements effectués après la soudure, comme le recuit, améliorent la durabilité à long terme.
Prendre en compte et intégrer les paramètres ci-dessus dans la sélection de la finition peut garantir que le produit final obtenu est amélioré et, en même temps, fonctionnel avec une fiabilité accrue.
Premier fournisseur d'usinage CNC de métaux en Chine
R : Les finitions de l'acier inoxydable sont variées et comprennent des options de laminage, 2B et de polissage. Ces finitions sont produites pour améliorer l'apparence et les performances de l'acier inoxydable dans différentes applications.
R : Une finition de laminoir 2B est une finition brillante obtenue par laminage à froid, suivi d'un recuit et d'un décalaminage. Elle est couramment utilisée pour sa finition réfléchissante et convient à diverses finitions nécessitant une surface plus lisse.
R : Une finition 4, une finition brossée, est moins réfléchissante qu'une finition 2B. Elle est obtenue à l'aide de rouleaux polis et est couramment utilisée dans des applications telles que les équipements de restauration et les éléments architecturaux.
R : Une finition recuite brillante est une finition hautement réfléchissante obtenue par traitement thermique dans une atmosphère contrôlée. Cette finition est souvent utilisée dans les applications décoratives et offre une excellente résistance à la corrosion.
R : Une finition 2D est une finition mate et non réfléchissante produite par laminage à froid suivi d'un recuit. Elle est utilisée dans les applications où une surface moins réfléchissante est souhaitée, comme dans la fabrication d'instruments chirurgicaux.
R : Une finition miroir 8 est une finition polie hautement réfléchissante obtenue grâce à un polissage intensif. Elle est utilisée dans les applications décoratives qui nécessitent une apparence semblable à un miroir.
R : La finition unique, appelée « finition laminée », est la finition la plus rugueuse produite directement à partir d'acier inoxydable laminé à chaud ou à froid. Elle est généralement utilisée dans les applications où la douceur de la surface n'est pas essentielle.
R : Les éléments architecturaux utilisent souvent différentes finitions, telles que la finition à quatre couches ou la finition recuite brillante, en raison de leur attrait esthétique et de leur capacité à résister à la corrosion.
R : Le traitement thermique, tel que le recuit brillant, peut améliorer les qualités réfléchissantes des finitions en acier inoxydable et améliorer leur résistance à la corrosion, les rendant ainsi adaptées aux applications à haute température.
R : Plus la surface d'une finition en acier inoxydable est lisse, plus elle résiste à la corrosion. En effet, les surfaces plus lisses présentent moins d'irrégularités où les éléments corrosifs peuvent adhérer.

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →