

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Le processus d'usinage du polytétrafluoroéthylène, ou comme beaucoup de gens le connaissent, le Téflon, présente des avantages et des difficultés uniques pour les ingénieurs et les fabricants. Sa résistance chimique extraordinaire, son faible frottement et sa large plage de températures de fonctionnement le rendent adapté à presque toutes les applications. Cependant, les caractéristiques molles, gommeuses et viscoélastiques du PTFE peuvent rendre l'usinage difficile. Cet article est destiné à vous fournir les considérations, stratégies et conseils les plus pertinents pour usiner le PTFE avec succès. De l'aide à l'optimisation des choix d'outils, à l'amélioration des finitions de surface, à la minimisation des problèmes courants et aux problèmes de précision et d'exactitude, cet article garantit que chaque aspect de Usinage du Téflon est couvert.

En travaillant avec du Téflon, ces actions contribueront à atteindre la précision et à améliorer l’intégrité structurelle tout en optimisant le processus d’usinage.
Le polytétrafluoroéthylène (PTFE) est un fluoropolymère synthétique aux caractéristiques exceptionnelles. Il est inerte, ce qui signifie qu'il ne réagit pas chimiquement aux éléments corrosifs ; il est donc idéal pour une utilisation dans des conditions chimiques extrêmes. Le PTFE a également un coefficient de frottement très faible, ce qui est utile dans les situations d'usure et de lubrification. De plus, ce matériau a une très faible endurance thermique, de sorte que les températures élevées n'affectent pas sa stabilité. De plus, c'est un excellent isolant électrique. En raison de ces propriétés, le PTFE est largement utilisé dans les industries de l'aérospatiale, de l'électronique et de l'ingénierie médicale.
Lors du processus de PTFE, il faut être prudent lors du choix d'un outil de coupe, car la friction et la douceur du Téflon rendent la surface de sélection sujette aux dommages. Les outils en carbure ou en acier rapide (HSS) avec des bords tranchants sont les plus efficaces. De plus, les couteaux à pointe unique ou à lames droites produisent des coupes plus nettes. Les vitesses de coupe faibles avec des vitesses d'avance contrôlées sont idéales pour contrôler la déformation ou la déchirure du matériau. Pour obtenir les meilleurs résultats, nettoyez au préalable l'entretien et l'alignement de l'outil de coupe.
Lubrifiez et refroidissez le système aussi soigneusement que possible avec des fluides ou des huiles de coupe pour minimiser la friction et la génération de chaleur pendant l'usinage. Cela améliorera également l'usure de l'outil et la dissipation de la chaleur. Utilisez des outils tranchants et de haute qualité pour améliorer la fluidité des opérations et réduire l'usure à l'interface outil-matériau. Réglez la vitesse de coupe, la vitesse d'alimentation et la profondeur de coupe pour atteindre les objectifs d'usinage souhaités sans surchauffer l'outil tout en permettant une extraction suffisante du matériau. Enfin, utilisez des matériaux d'outils de coupe qui ont une résistance à l'usure thermique et mécanique améliorée ainsi qu'une meilleure sélection de matériaux et de revêtements.
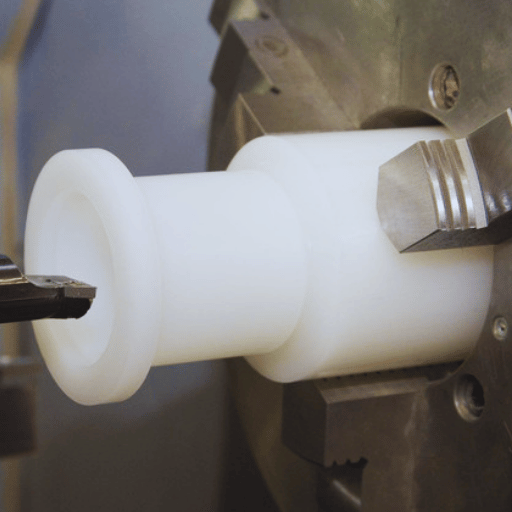
En raison de sa capacité à produire des formes complexes, le fraisage CNC fonctionne efficacement pour usiner le Téflon. Des outils en carbure tranchants doivent être utilisés pour obtenir des résultats optimaux tout en réalisant des coupes de matériaux avec une déformation minimale. En raison de la faible conductivité thermique du Téflon, des vitesses de coupe modérées et des vitesses d'avance réduites doivent être appliquées pour éviter la surchauffe. Des méthodes de serrage et de fixation appropriées doivent être utilisées pour obtenir une stabilité optimale et éviter le mouvement de la pièce pendant l'usinage. Une application adéquate de liquide de refroidissement peut également réduire la chaleur tout en améliorant la finition de surface globale.
Le choix optimal de la vitesse de coupe du Téflon (PTFE) est fondamental pour obtenir des résultats d'usinage de qualité. En raison des propriétés du PTFE, telles qu'un point de fusion bas et une ductilité élevée, il convient de prêter attention aux paramètres de coupe. En règle générale, la vitesse de coupe optimale du PTFE se situe entre 200 et 400 pieds de surface par minute (SFM). Cette valeur est toutefois susceptible de changer en fonction du matériau de l'outil, de la géométrie de l'outil et des conditions particulières de travail de la machine.
Les risques de surchauffe, de déformation ou de maculage du matériau sont plus élevés, ce qui fait que des vitesses de coupe plus passives sont souvent préférées. De plus, la vitesse d'avance doit être modérée, généralement entre 0.004 et 0.012 s IP, pour une coupe à vitesse constante. Un outil en carbure non revêtu ou en acier rapide doit être tranchant pour réduire le frottement avec les pièces en Téflon et ainsi améliorer la précision des pièces.
De plus, il est tout aussi essentiel de minimiser les vibrations et le refroidissement lors de l'usinage. Bien que le PTFE n'ait pas tendance à accumuler de la chaleur, l'utilisation d'un liquide de refroidissement suffisant permettra de mieux contrôler les dimensions tout en prolongeant la durée de vie de l'outil. En suivant ces instructions et en tenant compte des spécificités de la configuration d'usinage, la vitesse de coupe optimale en travaillant avec du PTFE devient fiable et productive.
Les propriétés de faible frottement du PTFE permettent aux outils de fonctionner à des vitesses d'usinage et des avances plus élevées, augmentant ainsi le taux d'enlèvement de matière. Ceci, combiné à une génération de chaleur minimisée, conduit à des finitions de surface et une durée de vie de l'outil améliorées. Au contraire, une résistance aussi faible exige une précision considérable dans les réglages de la vitesse d'avance pour éviter un sous-engagement de l'outil de coupe et un contrôle dimensionnel inadéquat. Un équilibre approprié dans les limites des vitesses et des avances optimales facilite l'utilisation efficace des propriétés de faible frottement du matériau tout en garantissant une bonne qualité d'usinage.
Outre le choix de vitesses de coupe appropriées, l'obtention de tolérances strictes nécessite de prêter attention aux caractéristiques du matériau, à l'outillage et à la rigidité de la machine. Des recherches ont montré que les vitesses de coupe affectent directement la dilatation thermique, les vibrations et la déflexion de l'outil, qui peuvent toutes nuire à la précision dimensionnelle. La plupart des études suggèrent que le respect des plages de vitesse recommandées lors de l'utilisation d'un matériau spécifique peut réduire la déformation thermique jusqu'à 15 %, ce qui permet un usinage plus précis.
Par exemple, lors d'opérations d'usinage à grande vitesse sur l'aluminium, des vitesses de coupe de 500 à 1,500 100 pieds par minute (SFPM) offrent le meilleur compromis entre taux d'enlèvement de matière et précision tout en minimisant les vibrations. Pour les matériaux plus rigides comme les alliages de titane, des vitesses plus lentes d'environ 300 à XNUMX pieds par minute (SFPM) sont standard pour éviter l'usure des outils et les imprécisions induites par la chaleur, en particulier lorsque du Téflon est utilisé. Un facteur permettant d'atteindre des tolérances plus strictes est l'utilisation de centres d'usinage avancés, dotés de systèmes de surveillance des vibrations de pointe qui permettent des ajustements en temps réel de la vitesse et du contrôle de l'avance.
La combinaison d'environnements contrôlés bien définis, d'une sélection d'outils décrite et de réglages de vitesse stricts permet d'atteindre des tolérances dimensionnelles cruciales dans les industries de fabrication aérospatiale et médicale.
En raison de la dilatation thermique, le PTFE a tendance à se dilater de manière significative, ce qui affecte négativement les tolérances dimensionnelles lors de l'usinage. Avec l'augmentation des températures, le PTFE se dilate plus que la plupart des matériaux, ce phénomène doit donc être atténué lors de la conception et de l'usinage. Des tolérances précises peuvent être obtenues si les pièces se stabilisent à une température ambiante contrôlée avant l'inspection finale. De plus, les limites inférieure et supérieure de la plage de températures de fonctionnement de la pièce doivent être prises en compte lors de la détermination des tolérances acceptables, car l'environnement d'application entraînera une modification importante des dimensions du PTFE en raison des conditions thermiques.

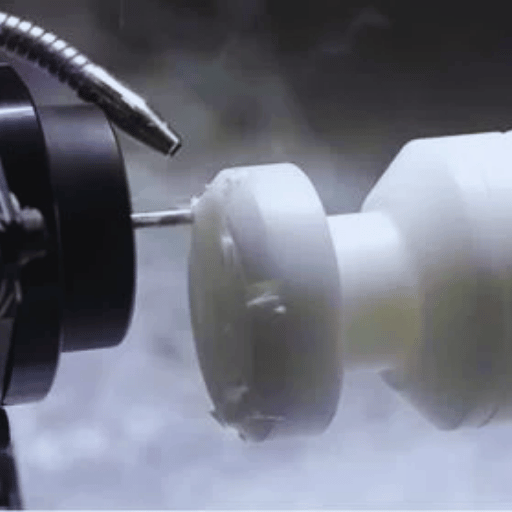
Le perçage du PTFE nécessite des approches différentes des autres techniques d'usinage en raison de sa nature douce et non abrasive. En tant que matériau souple, le PTFE est susceptible de se déformer sous l'effet de la pression ; par conséquent, un perçage efficace nécessite des outils tranchants et des vitesses d'avance faibles pour éviter les imprécisions et les déchirures. Par rapport aux matériaux rigides, le PTFE produit également des copeaux longs et filandreux qui nécessitent une gestion efficace pour garantir que le perçage ne soit pas perturbé. Le refroidissement du PTFE est également moins prioritaire car il a une faible conductivité thermique et ne produit pas beaucoup de chaleur pendant le processus. Par rapport aux matériaux plus abrasifs et plus complexes, ces aspects rendent le choix des outils et les réglages de vitesse encore plus importants lors du perçage du PTFE.
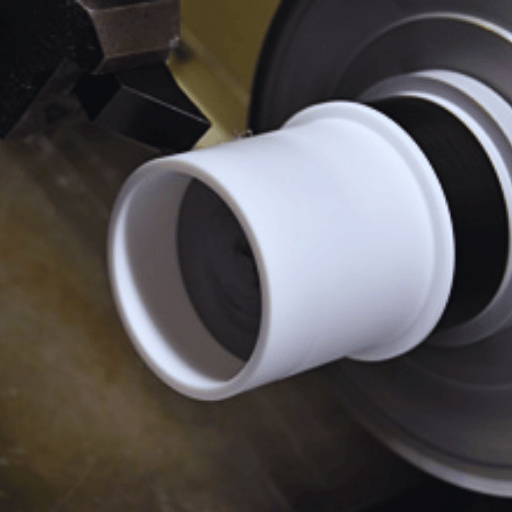
Les processus d'usinage optimaux pour les pièces en Téflon dépendent de la précision et de la géométrie requises. Un outil tranchant à grande vitesse avec une faible vitesse de coupe minimise la déformation et fournit des surfaces propres pendant les opérations de tournage. Le fraisage utilise de préférence des fraises à grande vitesse pour produire des surfaces lisses et des caractéristiques dimensionnelles précises. Un sciage grossier peut être effectué, mais la découpe au laser est préférable pour les feuilles de Téflon minces avec une grande précision. Les tarauds conçus pour les matériaux plus tendres pour le filetage aident à réduire les dommages aux filetages. Pour toutes les opérations, des vitesses d'avance plus faibles et un affûtage approprié permettent de meilleurs résultats tout en préservant l'intégrité des pièces.
J'utilise des services d'usinage spécialisés pour les conceptions complexes en PTFE afin de garantir la précision et la qualité. Ces services disposent de machines sophistiquées et de connaissances spécifiques à la douceur et au faible frottement du PTFE, ce qui rend ces processus adaptés aux composants en Téflon. Avec des spécialistes familiarisés avec les obstacles du matériau, je peux réaliser des formes de pièces complexes, des tolérances étroites et des surfaces délicates tout en préservant la robustesse de la structure. Cette méthode est plus efficace en termes de temps, minimise le gaspillage de matériaux et garantit que le produit final est fabriqué selon des exigences précises.
R : Le PTFE peut être traité à l'aide de différentes opérations d'usinage telles que l'usinage CNC, le tournage, le fraisage et le perçage. Ces processus permettent une adaptation et une flexibilité lors de l'obtention des attributs requis du matériau PTFE.
R : L'usinage du Téflon présente plusieurs avantages, notamment son faible coefficient de frottement, sa résistance chimique exceptionnelle et sa capacité à conserver sa résistance dans une large plage de températures. Ces propriétés de soin sont très utiles dans la fabrication de pièces en Téflon complexes et spécifiques.
R : Le faible coefficient de frottement du Téflon est bénéfique pour l'usinage car il minimise l'usure des outils et permet un usinage sans effort. Il est donc particulièrement avantageux pour l'usinage de précision, en particulier dans les applications qui nécessitent un glissement facile et une faible résistance.
R : Le PTFE est considéré comme difficile à usiner en raison de sa souplesse, de sa tendance à se déformer sous pression et de sa dilatation thermique. Ces facteurs nécessitent une attention particulière aux conditions d'usinage et aux outils pour produire des pièces en PTFE avec succès.
R : L’usinage CNC est l’option la plus appropriée car il permet de réaliser des découpes précises et complexes à partir de matériaux PTFE.
R : Les propriétés du PTFE, telles qu'une dilatation thermique élevée, une surface antiadhésive et une faible résistance mécanique, affectent considérablement l'usinage. Celles-ci nécessitent des stratégies spécifiques, telles que des vitesses de coupe plus faibles et des outils plus tranchants, pour mener à bien le processus d'usinage.
R : Les services d'usinage CNC améliorent la production de pièces en PFTE en garantissant que des coupes précises peuvent être réalisées de manière répétitive et rapide. Il est également possible de faire fonctionner en parallèle des conceptions complexes et des tolérances strictes, ce qui est essentiel pour les composants en PFTE.
R : Des outils spécifiques tels que l'acier rapide ou le carbure doivent être utilisés et maintenus bien aiguisés pour éviter que le Téflon ne se déforme lors de la réalisation des finitions lisses. Ces outils doivent également être utilisés à des vitesses plus faibles.
R : Le Téflon standard peut être usiné avec un équipement d'usinage standard, mais certains ajustements, tels que des vitesses d'avance et des débits inférieurs, doivent être effectués pour éviter que le matériau ne soit endommagé.
R : Les pièces en PTFE sont privilégiées dans les applications industrielles en raison de leur inertie aux produits chimiques, de leurs propriétés isolantes exceptionnelles, de leur capacité à fonctionner à des températures élevées et basses, et bien d’autres encore.
1. « Une étude in vitro sur « l'évaluation comparative de la résistance au frottement entre différents types de brackets en céramique et de brackets en acier inoxydable avec des arcs en acier inoxydable et en acier inoxydable revêtus de téflon » » par K. Bhat et al. (2022) (Bhat et al., 2022)
2. « UNE ENQUÊTE SUR LA RUGOSITÉ DE SURFACE DU MATÉRIAU TÉFLON À L'AIDE DE LA MÉTHODE ANOVA » par S. Ananthkumar et al. (2022) (Ananthkumar et al., 2022)
3. « Performances de meulage utilisant le procédé MQL : comparaison d'un jet de nettoyage de meule à un nettoyage de meule en bloc de Téflon et d'alumine » par F. Ribeiro et al. (2020) (Ribeiro et al., 2020, pp. 4415-4426)

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →