

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
L'anodisation de l'aluminium à la maison à Los Angeles est souvent considérée comme intimidante, mais n'ayez crainte ! Cet article vous aidera à analyser sa faisabilité et à estimer étape par étape les ressources nécessaires pour réaliser l'anodisation à la maison. Avec des informations adéquates et les techniques appropriées, l'anodisation de l'aluminium de qualité aéronautique peut être une entreprise fructueuse et passionnante. L'anodisation est une forme pratique de placage qui sera utile non seulement pour les amateurs privés, mais aussi pour les petites entreprises qui ont besoin d'améliorer la résistance du produit à la corrosion. Cet article traitera des outils et des matériaux nécessaires et analysera la science derrière l'anodisation et le processus. En plus de cela, nous étudierons plusieurs problèmes liés à l'anodisation et essaierons de suggérer des moyens de le faire de manière professionnelle. À la fin de cet article, vous devriez être familiarisé avec le processus de maillage d'anodisation et avoir la confiance nécessaire pour le faire en solo.
L'anodisation est une technique permettant d'augmenter la valeur de surface de l'aluminium en améliorant sa couche d'oxyde résistante à la corrosion. la méthode consiste à immerger l'aluminium dans une solution électrolytique acide et en faisant circuler un courant dessus. Les ions oxygène fusionnent avec l'aluminium pour former une couche d'oxyde protectrice, qui peut être améliorée en la colorant ou en la laissant transparente. La couche peut être améliorée en la colorant ou en la laissant transparente tout en offrant un attrait multicouche, une durabilité modifiée et une résistance améliorée à la corrosion et à l'usure.
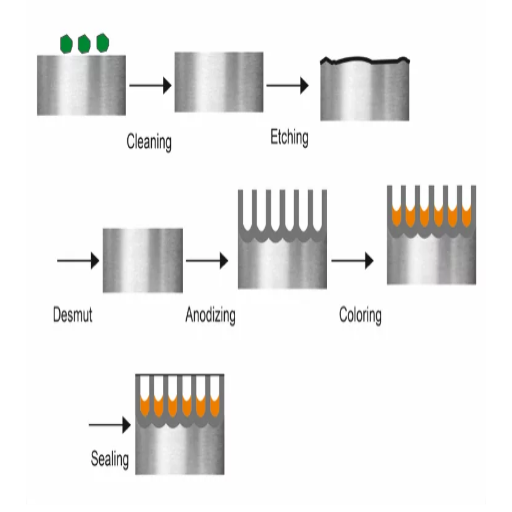
La procédure électrochimique d'anodisation de l'aluminium nécessite les actions et paramètres suivants pour que la couche de protection soit efficace et réussie. De plus, voici une brève explication avec les facteurs techniques relatifs :
Préparation : Comme l'étape l'indique, la surface de l'aluminium doit être soigneusement nettoyée pour éliminer les éventuels résidus. Cela se fait à l'aide de solutions nettoyantes alcalines ou acides.
Paramètre : La température de nettoyage est comprise entre 45 et 60 degrés Celsius.
Solution électrolytique : Le processus ne se produirait pas sans un électrolyte acide, mais l'acide sulfurique est le plus courant. L'acide chromique peut également être utilisé dans certains cas.
Paramètre : La concentration en acide sulfurique est estimée à environ 15 à 20 livres par poids.
Tension et courant : Une alimentation externe en courant continu (CC) est connectée à l'aluminium, qui agit comme une anode dans le circuit et forme une couche d'oxyde.
Paramètre : La tension fournie est généralement comprise entre 12V et 24V, en fonction de l'épaisseur de la couche d'oxyde souhaitée.
Densité de courant : environ 1.5 à 3.0 A/dm².
Contrôle de la température : La température du bain électrolytique doit être contrôlée pour obtenir une qualité de revêtement uniforme.
Paramètre : La température optimale est d'environ 15°C à 20°C.
Durée : La durée pendant laquelle le matériau est laissé immergé détermine l'épaisseur de la couche d'oxyde et peut être modulée pour répondre à des besoins spécifiques.
Paramètre : Généralement, le processus prend entre 20 et 45 minutes.
Étanchéité : L'aluminium est généralement anodisé puis soumis à un processus de scellement pour fermer les pores de la couche d'oxyde, améliorant ainsi la résistance à la corrosion.
Paramètre : Le processus de scellage est effectué par immersion dans de l'eau déionisée chauffée à une température d'environ 95°C à 100°C pendant 15 à 30 minutes.
Ces paramètres doivent être contrôlés soigneusement à chaque étape du processus pour obtenir une qualité anodisée qui répond aux besoins fonctionnels et esthétiques.
L'acide sulfurique est l'électrolyte le plus fréquemment utilisé pour l'anodisation sulfurique. Il est essentiel dans les opérations d'anodisation. Lorsque l'aluminium est immergé dans une solution d'acide sulfurique avec un courant électrique, l'acide contribue à la réaction électrochimique, formant une couche poreuse d'oxyde d'aluminium à la surface de l'aluminium. Le pourcentage pondéral d'acide sulfurique est généralement de 10 à 15 pour cent, tandis que la température de l'électrolyte est maintenue entre 20 ̊C et 25 ̊C pour une formation d'oxyde uniforme et contrôlée ; les paramètres de densité de courant sont généralement de 12 à 18 A/ft². Le temps requis pour le processus varie également entre 15 et 60 minutes en fonction de l'épaisseur et de l'application de la couche d'oxyde.
Dans le cas d'autres composés utilisés pour l'anodisation, ceux-ci peuvent servir de modificateurs ou peuvent être utilisés dans les étapes de prétraitement ou de post-traitement. Voyons quelques exemples :
Acide phosphorique:
Il est souvent utilisé dans le prétraitement de l'adhérence des couches d'oxyde pour nettoyer ou conditionner les surfaces en aluminium. La concentration est généralement d'environ 10 à 20 % en volume.
Acides et colorants organiques :
Certains acides organiques, comme l'acide oxalique, peuvent être utilisés pour anodiser des électrolytes alternatifs pour des finitions spéciales. Des colorants sont utilisés dans une étape secondaire pour pénétrer et colorer l'oxyde d'aluminium poreux et le colorer.
Ces produits chimiques, s'ils sont dosés avec précision et utilisés dans les limites de tolérance correctes, garantissent que l'anodisation répondra à la fois aux aspects physiques et visuels du problème. Les paramètres chimiques doivent être contrôlés et respectés pour garantir la répétabilité, la fiabilité et la sécurité.
Agents de nettoyage :
La finition de surface nécessite des agents de gravure alcalins, tels que l'hydroxyde de sodium, à une concentration de quatre à six pour cent pour éliminer les contaminants et améliorer la qualité de la finition.
Scellants :
L'acétate de nickel ou les sels de cobalt sont souvent ajoutés aux étapes de scellement de l'anodisation, car ces produits chimiques améliorent encore la résistance à la corrosion et renforcent le revêtement protecteur de la couche d'oxyde.
À mon avis, l'anodisation améliore considérablement la résistance à la corrosion en créant une barrière redoutable sous la forme d'une couche d'oxyde qui protège contre l'humidité et les produits chimiques. Cette couche protectrice est uniforme, non conductrice et très adhérente, ce qui évite les problèmes tels que l'écaillage ou le pelage. De plus, l'anodisation améliore la dureté de la surface, augmentant ainsi la résistance du matériau à l'abrasion au fil du temps.
D'un point de vue technique, les résultats les plus efficaces sont réalisables dans les conditions suivantes :
Concentration d'électrolyte : La concentration en acide sulfurique est généralement maintenue entre 15 et 20 % en poids pour une production d'oxyde idéale.
La tension utilisée pour l'anodisation varie généralement entre 12 et 25 volts, selon l'épaisseur de revêtement requise et le type de matériau.
Contrôle de la température : La température du bain d'électrolyte doit être maintenue entre 20 et 22 degrés centigrades pour garantir un certain degré de précision.
Durée : La durée du cycle de ce processus est généralement d'environ 15 à 60 minutes, selon les exigences d'épaisseur.
Étape de scellement : après l'anodisation, le composant doit être scellé dans de l'eau chaude ou une solution d'acétate de nickel pour fermer les pores et augmenter la résistance à la corrosion.
Avec ces paramètres, l'anodisation équilibre la résistance fonctionnelle, l'aspect esthétique et la robustesse des pièces pour les applications exigeantes, ce qui en fait la technique de finition de surface préférée.

En suivant ces étapes, vous pouvez anodiser l’aluminium à la maison en toute sécurité et avec succès, obtenant ainsi une finition durable et attrayante.
Pour la anodisation réussie de l'aluminium composants à la maison, les outils et matériaux nécessaires, ainsi que leurs détails spécifiques, sont :
Pièce en aluminium
Utilisez de l’aluminium propre et de bonne qualité adapté à l’anodisation comme les alliages 6061 ou 5052.
Alimentation
Il est préférable d'utiliser une source d'alimentation CC avec une tension et un courant de sortie réglables. La taille de la pièce à usiner déterminera la plage recommandée de 12 à 24 volts et de 5 à 10 ampères.
Solution électrolytique
Mélange d'eau distillée et d'acide sulfurique dont la concentration varie entre 10 et 15 pour cent. L'acide doit toujours être ajouté à l'eau et non l'inverse.
Cuve d'anodisation
Il est recommandé de stocker la pièce et l'électrolyte en toute sécurité dans un récipient en plastique ou résistant aux acides de bonne taille et suffisamment profond pour que l'objet puisse se déplacer librement.
Matériel de cathode
Comparable à la pièce, une feuille de plomb ou d'aluminium peut servir de cathode d'anodisation uniforme.
Eau distillée
L'eau distillée est nécessaire pour rincer, sceller et préparer les carreaux et les électrodes. L'eau du robinet doit être évitée, car elle pourrait contenir des impuretés qui gêneraient le travail.
Système d'agitation (en option)
Les cadres d'agitation ou de barbotage peuvent aider à maintenir des températures d'électrolyte uniformes et à améliorer la qualité de l'anodisation.
Élément chauffant (pour l'étanchéité)
La surface anodisée est scellée avec une source de chaleur (comme une cuisinière de cuisine) et une casserole pour faire bouillir de l'eau distillée.
Équipement de sécurité
Pour travailler en toute sécurité avec la solution électrolytique, des gants résistants aux acides, des lunettes de protection et un tablier de protection sont obligatoires.
Outils de mesure précis
L'échelle pour mesurer la concentration d'acide et un multimètre pour la mesure de la tension/du courant pendant le processus d'anodisation.
Avec ces outils et paramètres spécifiques, la qualité d’un processus d’anodisation peut être réalisée de manière efficace et professionnelle.
Sélectionnez le bac d'anodisation
Choisissez un réservoir fabriqué à partir d'un matériau non réactif, tel que le polypropylène ou le polyéthylène. La taille du réservoir doit permettre l'immersion complète de la pièce tout en ayant un volume suffisant pour accueillir le flux d'électrolyte.
Formuler la solution électrolytique
Prenez un électrolyte d'anodisation tel que l'acide sulfurique dans des solutions à 15-20 % en volume. Ajoutez de l'acide sulfurique concentré à de l'eau distillée, mais ne l'utilisez pas dans l'ordre inverse, car cela entraînerait des complications dangereuses.
Établir l'alimentation électrique
Connectez l'alimentation CC pour réguler la tension et le courant spécifiques dont vous avez besoin. Utilisez une tension initiale de 12 à 18 volts, en accordant une attention particulière aux besoins d'anodisation et à l'alliage d'aluminium. La densité de courant idéale pour des performances optimales se situe entre 12 et 24 ampères par pied carré (ASF).
Fixer la cathode
Insérez une cathode, telle qu'une plaque de plomb ou de l'acier inoxydable, le long des côtés du réservoir. Assurez-vous qu'elle est suspendue à une hauteur uniforme par rapport à la pièce à usiner pour un flux de courant le plus constant possible.
Nettoyer la pièce
Dégraissez la pièce en aluminium pour éliminer tout corps étranger. Un dégraissant alcalin suivi d'un rinçage à l'eau fera l'affaire. Pour mieux graver les matériaux, appliquez une solution d'hydroxyde de sodium à 5-10 % pendant 1 à 5 minutes, puis neutralisez avec une solution de despot acide.
Connexions électriques complètes
Fixez solidement la pièce à usiner sur le support d'anodisation à l'aide d'un câblage en aluminium ou en titane. Assurez un bon contact électrique afin qu'il n'y ait pas de déconnexion pendant la procédure. Ensuite, connectez la pièce à usiner au circuit en tant qu'anode.
Submerger la pièce au-delà de la surface
Versez la solution électrolytique dans le réservoir en laissant un peu d'espace pour éviter tout débordement. Placez la pièce en aluminium sous la surface de la solution électrolytique en veillant à ce qu'elle n'entre pas en contact avec la cathode.
Commencer le processus d'anodisation
L'alimentation étant activée, augmentez le courant jusqu'à atteindre le niveau souhaité. Pour des résultats optimaux, cela devrait prendre 30 à 60 minutes. Le processus peut être prolongé pour des couches d'oxyde plus épaisses, entre 0005 et 001 pouce d'épaisseur. La température de la solution ne doit pas dépasser 72-20 °C (22 °F) et la tension et la température doivent être régulièrement vérifiées.
Rincer et sceller la pièce
Après le processus d'anodisation, sortez la pièce du réservoir et rincez-la à l'eau distillée froide. Pour sceller la couche d'oxyde et la rendre plus durable, faites bouillir la pièce dans de l'eau ou une solution d'acétate de nickel pendant 15 à 30 minutes.
En maîtrisant ces étapes et en contrôlant soigneusement les variables, on peut obtenir une finition anodisée lisse et solide qui peut être utilisée à des fins multiples.
Dans tout projet d'anodisation, la sécurité est ma principale préoccupation. Je vérifie d'abord que je dispose de l'équipement de protection individuelle (EPI) requis, comme des gants, des lunettes de sécurité et une blouse de laboratoire pour me protéger des produits chimiques dangereux, notamment de l'acide sulfurique. Il faut également prévoir un espace bien ventilé pour réduire les émanations, car les solutions d'anodisation peuvent produire des gaz dangereux lorsqu'elles sont chauffées. Il est également essentiel de noter que de l'eau distillée doit être utilisée afin qu'aucune impureté susceptible d'affecter le processus de réaction chimique ou la finition finale ne reste dans l'eau.
Pendant l'étape d'anodisation, je m'assure de vérifier mes niveaux de tension et de courant ; en général, pour l'anodisation à l'acide sulfurique, je règle ma tension entre douze et dix-huit volts CC tout en m'assurant simultanément que ma densité de courant est stable entre vingt et trente ampères par pied carré (ASF). Pour le bain d'anodisation, maintenir un contrôle précis de la température dans les limites spécifiées, de soixante à soixante-quinze degrés Fahrenheit (16 à 24 degrés Celsius), est une autre mesure de sécurité essentielle pour éviter la surchauffe ou les réactions indésirables dans la cuve. Pour terminer la procédure, je fais attention à tous les produits chimiques, y compris les neutralisants, je m'assure de l'élimination appropriée des déchets comme l'exige la loi et j'ai un kit de déversement à portée de main en cas d'urgence. La prise de toutes ces mesures permet un processus d'anodisation fluide et sûr.

En effet, l'aluminium anodisé peut être teinté facilement. Après l'anodisation, qui donne une surface poreuse, l'aluminium est immergé dans un bain de teinture, où les pores se remplissent de la couleur correspondante. Cette procédure permet d'obtenir des couleurs naturelles ou vives. Une fois la couleur souhaitée obtenue, l'aluminium est scellé pour plus de durabilité, ce qui permet de conserver la teinture.
Les propriétés fonctionnelles et esthétiques de l'aluminium peuvent être améliorées en effectuant des processus d'anodisation, qui permettent de teindre l'aluminium en différentes couleurs. Les modèles standard incluent le noir, le bronze, le violet, l'argent, le bleu, le rouge, le vert et bien d'autres. Ces couleurs peuvent être obtenues en personnalisant les colorants et en ajustant leur concentration et leur durée d'immersion.
Paramètres qui décrivent comment la couleur peut être obtenue :
Bronze : utilisation architecturale Le bronze est obtenu par un mélange de méthodes de coloration électrochimique et de bains de colorants organiques.
Or : Garantit un luxe et une solidité finition réalisée par coloration électrolytique à l'aide de métal sel.
Argent (anodisation naturelle) : cela ne nécessite pas de colorants supplémentaires et, par conséquent, est très populaire dans les environnements industriels.
Bleu, rouge et vert vibrant : l'utilisation de colorants organiques et un temps d'immersion strictement contrôlé (5 à 10 min) garantissent l'obtention précise de ces couleurs.
Après l'étape de teinture, le scellage améliore la durée de vie des couleurs en garantissant une résistance aux UV et à l'usure. Chaque application a des exigences spécifiques pour obtenir la meilleure durabilité et des performances optimales.
Le processus de teinture améliore les propriétés esthétiques et mécaniques des pièces en aluminium en améliorant l'apparence de la surface avec une finition vibrante et durable. Lors de l'anodisation, je m'assure que les surfaces en aluminium ont des pores ouverts qui peuvent être traités en profondeur avec des colorants. Ensuite, ces surfaces sont scellées pour protéger les couleurs des rayons UV et de l'abrasion. Les facteurs opérationnels importants sont les suivants :
L'épaisseur de la couche d'anodisation est généralement de 10 à 25 microns pour garantir une absorption optimale du colorant et une grande durabilité.
Le temps d’immersion dans le bain de teinture est de 5 à 10 minutes pour des couleurs homogènes et vives.
Température de scellage : 190–212 °F (88–100 °C) offre une meilleure étanchéité des couleurs et une meilleure protection contre l'usure et la corrosion.
Ils rendent non seulement la résistance de la pièce à la décoloration et aux contraintes environnementales inoubliable, mais offrent également une finition durable et attrayante et prolongent son utilisation dans de nombreuses applications.
Type I – Anodisation à l'acide chromique
Cette méthode utilise de l'acide chromatique pour l'anodisation, produisant une couche anodisée plus douce et plus fine. Elle est particulièrement utile pour les applications aérospatiales et militaires minces où une meilleure prévention de la corrosion est nécessaire.
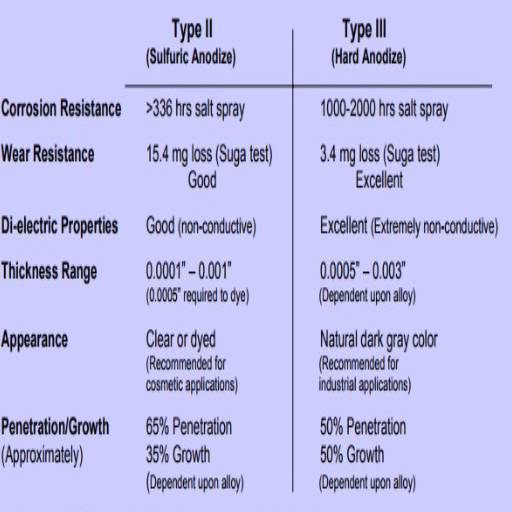
Type II – Anodisation à l'acide sulfurique
Il s'agit de la méthode la plus courante et la plus utilisée. Elle est utile pour les finitions décoratives lorsqu'une couche anodisée plus épaisse est nécessaire. Le matériau anodisé peut être teinté dans différentes couleurs sans perdre sensiblement sa durabilité ou sa résistance à la corrosion.
Type III – Anodisation dure (revêtement dur)
Ce type produit une couche anodisée exceptionnellement épaisse et dure par rapport aux autres types. Comme ces composants nécessitent une meilleure résistance à l'usure et une meilleure durabilité, ils sont utilisés dans les applications industrielles, automobiles et militaires où des contraintes mécaniques plus élevées sont attendues.
Chaque type d'anodisation peut être utilisé à des fins fonctionnelles et esthétiques différentes, prouvant ainsi la polyvalence de l'aluminium dans tous les secteurs.
Afin de fournir une comparaison claire des méthodes d'anodisation, le tableau suivant décrit leurs principales caractéristiques et paramètres techniques :
|
Type |
Processus d'anodisation |
Epaisseur de la couche |
Résistance à la corrosion |
Fonctionnalité |
Utilisations |
|---|---|---|---|---|---|
|
de type I |
Acide chromique |
0.5 à 2.0 microns |
Modérée |
Léger, couche mince, non conducteur |
Applications aérospatiales où le poids est critique |
|
Type II |
Acide sulfurique |
5 à 25 microns |
Haute |
Teintable, décoratif et durable |
Architecture, biens de consommation et électronique |
|
Type III |
Anodisation dure (acide sulfurique) |
25 à 150 microns |
Très élevé |
Extrêmement dur, résistant à l'usure et épais |
Composants industriels, automobiles et militaires |
Points essentiels à respecter :
Dureté et épaisseur d'une couche.
L'anodisation de type I est l'option la plus adaptée aux applications à faible poids de revêtement, car elle possède la couche la plus fine. En revanche, le type III est le plus adapté aux environnements à forte usure et à contraintes mécaniques, car il génère les revêtements les plus épais et les plus durs.
Protection contre la corrosion
Tous les types de revêtements offrent une protection contre la corrosion dans une certaine mesure. Cependant, les types II et III se distinguent par leurs couches épaisses et durables, et le type III offre la meilleure protection même dans des conditions difficiles.
Objectifs fonctionnels versus objectifs esthétiques
Le type I est généralement utilisé pour les pièces de faible poids, tandis que le type II est destiné aux finitions esthétiques qui nécessitent une couleur. Le type III est axé sur l'apparence et plus difficile que les autres.
Ce type d’analyse comparative capture les différentes applications et avantages de chaque anodisation, aidant les utilisateurs à décider en fonction de leurs besoins.
Les processus industriels d'anodisation complexes présentent de nombreuses caractéristiques qui peuvent être utilisées dans les conditions industrielles les plus difficiles. Par exemple, dans l'aéronautique, l'automobile et l'ingénierie marine, des composants tels que des pistons, des cylindres hydrauliques ou des corps de vannes sont anodisés pour améliorer leurs performances et leur durabilité. Une résistance à l'usure et une protection contre la corrosion sont ajoutées dans ces processus, créant une pièce durable et précieuse.
L'anodisation dure, qui s'appuie sur des méthodes de génie mécanique, utilise des bains électrolytiques à basse température (souvent sulfuriques) dont la température est d'environ 32 °C et la densité de courant est de 0 à 20 A/ft². Les niveaux de dureté impressionnants des revêtements créés dépassent souvent 40 HV (dureté Vickers). Il convient également de mentionner que l'épaisseur du revêtement obtenue varie de 400 à 25 microns, ce qui, associé à la couche d'oxyde protectrice dense qui résiste aux contraintes mécaniques extrêmes et aux conditions environnementales difficiles, en fait un excellent choix pour les pièces exposées à des substances abrasives ou corrosives.
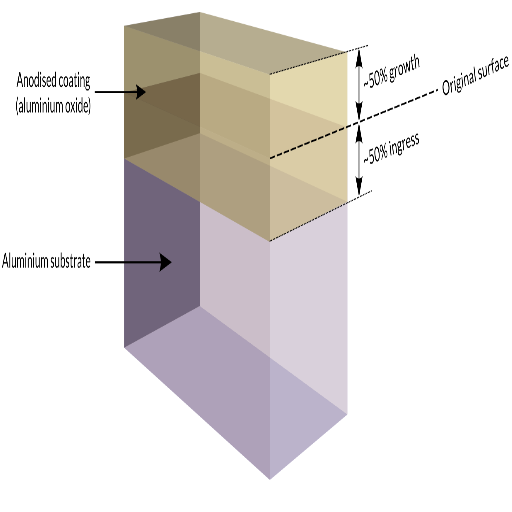
En formant une couche d'oxyde à la surface du métal, l'anodisation facilite la finition du métal car elle empêche l'oxydation corrosive. Cette couche d'oxyde protège le matériau des facteurs environnementaux dommageables et contribue à la résistance à la corrosion et à l'usure, ce qui le rend adapté à diverses applications industrielles. De plus, le processus d'anodisation augmente la valeur esthétique en créant une surface uniforme qui peut être facilement teinte et en améliorant l'adhérence des peintures et des revêtements. La texture naturelle du métal est préservée tandis que sa durée de vie et ses performances sont améliorées, lui permettant de résister à des conditions plus exigeantes.
La couche d'oxyde, en particulier l'oxyde d'aluminium dans les alliages d'aluminium anodisés, est connue pour avoir une excellente dureté, souvent avec des valeurs de 400 à 600 HV, selon l'alliage et les paramètres du processus. Les couches anodisées améliorent considérablement la durée de vie du métal aluminium en le rendant plus résistant à l'usure, formant une barrière rigide et dense à la surface. Cette étonnante dureté améliore la capacité du métal à résister aux contraintes mécaniques récurrentes et au contact abrasif sans dégrader la surface.
De plus, l'épaisseur de la couche anodisée est réglable, généralement entre 10 et 100 microns. Les revêtements hautement oxydés, tels que ceux dépassant 25 microns, sont appliqués sur des composants qui subissent des mouvements abrasifs importants dans l'aérospatiale, l'automobile ou les machines lourdes. La couche anodisée est poreuse et peut ainsi absorber les lubrifiants, améliorant encore la friction et la réduction de l'usure.
La couche anodisée protège avant tout les pièces métalliques contre les dilatations superficielles dues aux frottements, aux chocs ou aux particules abrasives, augmentant ainsi considérablement la durée de vie des composants. Cela est particulièrement vrai dans les environnements difficiles. L'anodisation est donc un traitement de surface indispensable pour les industries où une qualité élevée et une fiabilité continue sont attendues.
Techniquement, l'anodisation de l'aluminium augmente sa capacité à résister à la corrosion, à l'usure et aux dommages environnementaux. L'anodisation crée une couche d'oxyde dure et durable qui protège l'aluminium tout en restant léger. Les détails importants incluent :
Épaisseur du revêtement : 10 à 25 microns pour la résistance à la corrosion et 25 à 100 microns pour la résistance à l'usure, selon le cas d'utilisation.
Dureté : La couche anodisée a une dureté de 300 à 600 HV, ce qui la rend utile pour les tâches très exigeantes.
La porosité permet de teindre ou d'infuser des lubrifiants, remplissant des fonctions esthétiques ou complémentaires.
Résistance à la corrosion : lors des tests de brouillard salin neutre, l'aluminium recouvert d'un revêtement peut résister aux piqûres lorsqu'il est exposé à des atmosphères salées pendant 1,000 XNUMX heures.
Grâce aux dispositifs de réglage intégrés dans le combinateur, nous ajustons finement la sortie du processus d'anodisation, ce qui permet de maximiser les performances du matériau dans diverses industries du point de vue de la fiabilité et de la durabilité pour les applications critiques.
Premier fournisseur d'usinage CNC de métaux en Chine
R : L'anodisation est un procédé électrochimique qui crée une couche d'oxyde durable et résistante à la corrosion sur la surface de l'aluminium. Ce procédé améliore la durabilité du métal, améliore son apparence et permet l'anodisation en couleur. En raison de ses propriétés protectrices et de son attrait esthétique, l'aluminium anodisé est souvent utilisé dans diverses industries.
R : Pour anodiser l'aluminium à la maison, vous aurez besoin d'une alimentation électrique, de cathodes en plomb, de récipients résistants aux acides, d'acide sulfurique, d'eau distillée, d'un thermomètre et d'un équipement de sécurité. Pour l'anodisation en couleur, vous aurez également besoin de colorants. Bien que cela ne soit pas strictement nécessaire, une machine comme une petite pompe à air peut aider à agiter la solution.
R : L'anodisation colorée consiste à teindre la surface de l'aluminium anodisé. Une fois que le processus d'anodisation a créé une couche d'oxyde poreuse, vous pouvez plonger la pièce dans une solution de colorant. Les pores absorbent le colorant, puis le scellement ferme ces pores, emprisonnant la couleur. La couleur finale dépend du colorant utilisé et de l'épaisseur de la couche d'oxyde.
R : La sécurité est essentielle lors de l'anodisation. Portez toujours un équipement de protection, notamment des lunettes de protection, des gants résistants à l'acide et un tablier. Travaillez dans un endroit bien aéré et ayez une solution neutralisante (comme du bicarbonate de soude) à portée de main. Ne touchez jamais la partie de la solution pendant le processus d'anodisation et ajoutez toujours de l'acide à l'eau, jamais l'inverse.
R : Vous pouvez généralement effectuer l'anodisation de type II à la maison. Ce type d'anodisation convient à la plupart des applications décoratives et légèrement fonctionnelles. L'anodisation à couche dure (type III) nécessite un équipement plus spécialisé et n'est généralement pas réalisable à domicile. L'anodisation de type II crée un revêtement plus fin et plus poreux, idéal pour la teinture.
R : La durée du processus d'anodisation dépend de divers facteurs, notamment de la taille des pièces en aluminium, de l'épaisseur de revêtement souhaitée et de la densité de courant utilisée. En général, l'étape d'anodisation proprement dite peut prendre entre 30 minutes et 2 heures. Cependant, le processus peut prendre plusieurs heures, y compris la préparation et le post-traitement.
R : Bien qu'il soit possible d'anodiser des pièces plus importantes à la maison, cela devient plus difficile en raison de la nécessité de réservoirs plus grands, d'alimentations plus puissantes et du maintien d'une distribution de courant constante. Pour de meilleurs résultats, commencez par des pièces en aluminium plus petites et progressez au fur et à mesure que vous gagnez en expérience.
R : La surface de l'aluminium anodisé est assez durable. L'anodisation crée une couche d'oxyde d'aluminium dure et poreuse intégrée au substrat en aluminium. Cette couche est résistante à l'usure, à la corrosion et à la décoloration, ce qui fait de l'aluminium anodisé un choix idéal pour les applications intérieures et extérieures.
R : Les problèmes courants incluent un revêtement irrégulier, une mauvaise absorption des couleurs et des défauts de surface. Pour les éviter, assurez-vous de nettoyer et de graver soigneusement la surface en aluminium avant l'anodisation, maintenez une température et une densité de courant constantes et évitez de toucher la pièce pendant l'anodisation. Une bonne étanchéité après la teinture est également essentielle pour la conservation des couleurs.
R : Bien que la plupart des alliages d'aluminium puissent être anodisés, certains sont plus adaptés. Les alliages d'aluminium pur (série 1000) et de série 6000 s'anodisent généralement bien et sont idéaux pour l'anodisation à domicile. Alliages à haute teneur en silicium ou en cuivre le contenu peut être plus difficile et donner lieu à une finition moins esthétique.

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →