

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
L'aluminium anodisé et l'acier galvanisé sont souvent les seules options de finition métallique. Chacun de ces métaux présente des avantages distincts et est utile dans son domaine d'application. Il est essentiel de connaître leurs caractéristiques, leurs avantages et leurs inconvénients pour prendre une décision éclairée. Ce guide analyse en profondeur ces deux finitions, en examinant leur fragilité, leur esthétique, leur résistance à la corrosion et leur environnement. Cette analyse détaillée aidera les professionnels de la construction, de la conception et de la fabrication à identifier la finition la plus adaptée à leurs projets. Poursuivez votre lecture pour découvrir les principes fondamentaux de l'anodisation et de la galvanisation, ainsi que les considérations pratiques qui vous aideront à affiner votre décision.
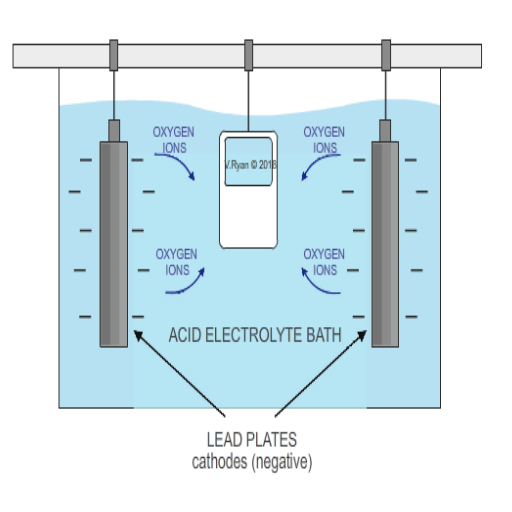
L'anodisation est un procédé électrochimique qui améliore la couche oxydée naturelle à la surface d'un métal, notamment de l'aluminium. Elle consiste à immerger le métal dans un bain d'électrolyte acide et à utiliser un courant électrique pour obtenir une finition durable, résistante à la corrosion et esthétique. Contrairement aux revêtements ou à la peinture, l'anodisation s'intègre à la surface du métal, le rendant ainsi plus difficile à peler ou à casser. De plus, elle ajoute de la couleur tout en améliorant l'aspect de la pièce anodisée, ce qui la rend utile dans de nombreux secteurs.
Le procédé d'anodisation électrochimique comprend quelques étapes cruciales pour obtenir une finition de qualité et durable. Voici un résumé des valeurs et étapes les plus importantes :
Materielle préparation
La surface du métal, et plus particulièrement de l'aluminium, doit être nettoyée avec soin pour éliminer la poussière, les huiles et autres contaminants. Les méthodes de nettoyage standard utilisent des produits chimiques tels que le dégraissage ou le polissage mécanique, garantissant une surface uniforme et active.
Sélection d'électrolyte
Le métal est plongé dans une solution d'électrolytes, ici de l'acide sulfurique à 15 à 20 % vol. La température du bain est de 20 à 22 °C.
Application du courant électrique
En appliquant un courant continu (CC), l'aluminium est placé en contact avec un matériau inerte (plomb ou acier inoxydable) servant de cathode. Conformément aux bonnes pratiques, la densité de courant est réglée sur une valeur comprise entre 10 et 20 A/pi² (1 à 2 A/dm²).
Durée de l'anodisation
Pour la plupart des applications, le temps d'amincissement du film d'oxyde anodique varie de 20 à 45 minutes. L'épaisseur maximale de la couche d'oxyde anodique est d'environ 0.0001 à 0.001 microns (2.5 à 25 pouce).
Coloration/Scellage
Après la formation de la couche d'oxyde anodique, la surface peut être colorée à des fins esthétiques. Enfin, un scellement à l'eau chaude ou à l'acétate de nickel augmente la résistance à la corrosion et offre une finition non poreuse.
La modification de ces paramètres permet de répondre aux exigences d'épaisseur, de résistance et d'esthétique de la couche d'oxyde, rendant l'anodisation polyvalente pour des applications décoratives et fonctionnelles. Des spécifications spécifiques à d'autres applications peuvent également être définies, le cas échéant.
L'amélioration des propriétés de l'aluminium anodisé repose notamment sur la couche d'oxyde, qui offre des propriétés protectrices, structurelles et esthétiques. Cette épaisse couche d'oxyde, obtenue par électrolyse, agit comme une barrière protectrice contre l'oxydation, l'usure mécanique et la dégradation due aux facteurs environnementaux. Suffisamment stable, elle peut être non conductrice, colorée ou scellée pour des applications esthétiques et esthétiques optimales. Voici les apports fondamentaux et les caractéristiques techniques de la couche d'oxyde de l'aluminium anodisé :
Résistance à la corrosion
La couche d'oxyde protectrice empêche l'aluminium de se combiner facilement à l'oxygène ou à l'humidité, tout en augmentant considérablement sa durée de vie. Pour les opérations d'anodisation classiques, les épaisseurs les plus courantes sont de 5 à 25 microns, et pour certaines applications spécifiques, l'anodisation dure peut atteindre 45 à 100 microns.
Résistance à l'abrasion
La dureté améliore la résistance à l'usure de la couche d'oxyde. L'aluminium anodisé dur atteint une dureté Vickers de 350 à 500 HV, ce qui le rend idéal pour les composants industriels et mécaniques.
Propriétés diélectriques
En raison de la nature non conductrice de l'oxyde, l'aluminium anodisé est un excellent isolant électrique. La tension de claquage correspond généralement à l'épaisseur de la couche d'oxyde, qui est en moyenne de 25 à 50 volts par micron, ce qui en fait un matériau idéal pour l'aluminium anodisé.
Amélioration esthétique
La couche d'oxyde d'une structure poreuse peut absorber les colorants, contribuant ainsi à la création de nombreuses finitions décoratives. Le scellement de la surface, par exemple à l'eau chaude ou à l'acétate de nickel, garantit la stabilité de la couleur et améliore l'esthétique du produit.
Personnalisation
Les variables d'anodisation de la densité de courant, de un à trois A/dm au carré, de la composition de l'électrolyte, de l'acide sulfurique commun de dix à vingt pour cent, et du temps sont également contrôlées pour garantir que les besoins spécifiques de l'application sont satisfaits dans les paramètres définis.
La couche d'oxyde conçue embellit et protège le matériau de base et offre un grand degré de liberté pour un large éventail d'industries, de l'aérospatiale aux biens de consommation, en passant par personnaliser l'aluminium à des fins à la fois fonctionnelles et visuelles.
La réaction électrochimique se produit ensuite dans l'électrode d'aluminium lorsqu'un courant électrique externe alimente la cellule électrolytique ; le système est ainsi renforcé. Je veille à ce que l'aluminium soit anodique lors de son immersion dans l'électrolyte, généralement une solution d'acide sulfurique concentrée à 10-20 %. Durant cette phase, les ions oxygène de l'électrolyte s'oxydent à la surface de l'aluminium pour former une couche d'oxyde mécaniquement supportable. La densité de courant de travail est de 1 à 3 A/dm² et la tension de 12 à 20 V. La température de la solution d'électrolyte sulfatée est maintenue entre 15 et 20 °C pendant cette phase, évitant ainsi la surchauffe de l'oxyde, ce qui assure une anodisation uniforme et constante.
Le processus de galvanisation comprend une étape de zingage, au cours de laquelle une sous-couche de zinc est appliquée sur la surface du métal. L'accumulation de rouille et de corrosion sur le métal peut être efficacement atténuée grâce à une couche protectrice exempte d'humidité et d'oxygène. De plus, le zinc offre une protection sacrificielle : lorsqu'il est rayé, il s'érode avant le métal de base. Cela garantit la durabilité et l'efficacité du revêtement dans des conditions difficiles pendant une longue période.
Pour garantir une application sans risque d'écaillage ou de délaminage, une série d'étapes, dont il est préférable de se référer, et une préparation de surface doivent être réalisées avant l'application du revêtement. Ces étapes comprennent généralement les suivantes :
Préparation de surface
La première étape consiste à nettoyer soigneusement la surface du revêtement ou du substrat en acier, en le dégraissant des huiles, de la rouille et des saletés. Voici quelques procédures de nettoyage :
Nettoyage dimensionnel – Élimine les graisses et les huiles.
Décapage – Élimination de la rouille ou du tartre à l’aide de solutions acides telles que l’acide chlorhydrique.
Fluxage – Procédure d’application d’une substance fondante pour éviter l’oxydation avant la réalisation du revêtement.
Application du zinc
En fonction de la gravité des dommages à protéger, le revêtement de zinc sera appliqué à l'aide de l'une de ces méthodes : La galvanisation à chaud est une méthode où, au lieu de plonger l'acier dans un bain ou de verser du zinc dessus, il est plongé dans du zinc fondu à 450 degrés Celsius.
Galvanoplastie : Un courant traverse l'acier et les cellules électrolytiques, permettant aux ions de zinc d'être plaqués sur la surface pour former une fine couche de revêtement de zinc.
Projection thermique : le zinc est chauffé jusqu'à ce qu'il soit fondu et pulvérisé pour couvrir une plus grande surface.
Refroidissement et inspection
Une fois l'acier revêtu, le revêtement de zinc électrozingué est inspecté visuellement afin de vérifier qu'il répond aux exigences d'uniformité et respecte les limites d'épaisseur spécifiées. Les limites optimales spécifiées pour les revêtements de zinc sont :
45-85 microns pour les applications à usage général.
100-200 microns pour les autres matériaux lourds applications industrielles et marines.
En utilisant des méthodes spécifiques, le revêtement de zinc est le moyen le plus économique, le plus durable et le plus fiable de protéger l'acier dans différentes conditions.
Lors de la comparaison de l’acier galvanisé avec d’autres finitions, sa résistance à la corrosion, son coût, sa durabilité contre les dommages et ses effets environnementaux sont pris en compte.
1. Protection contre la corrosion :
L'acier galvanisé bénéficie d'une protection optimale grâce à son revêtement en zinc, qui agit à la fois comme barrière physique et comme couche sacrificielle, le protégeant ainsi. L'acier galvanisé surpasse l'acier inoxydable dans tous les environnements, sauf les conditions marines ou chimiques extrêmes, grâce à sa couche d'oxyde de chrome naturelle. L'acier thermolaqué offre une certaine résistance, mais sa surface est protégée et sa résistance aux ébréchures ou aux rayures est inférieure à celle du revêtement galvanisé.
Paramètres techniques:
Acier inoxydable, teneur minimale en chrome : 10.5 %. Acier inoxydable, revêtement en zinc de 45 à 200 microns selon l'application. Acier thermolaqué, épaisseur de revêtement typique : 50 à 150 microns.
2. Rentabilité :
Parmi toutes les finitions, le zingage est le plus économique, tandis que l'acier inoxydable se distingue par ses matériaux de base, le chrome et le nickel. Le revêtement en poudre est également modérément endommagé, mais son entretien, s'il est endommagé, augmente avec le temps.
3. Durabilité:
La liaison métallurgique entre l'acier et le revêtement de zinc améliore encore la résistance aux chocs et à l'abrasion. L'acier inoxydable est durable grâce à sa robustesse et à sa résistance à l'usure physique et chimique. L'acier thermolaqué est plus esthétique et remplit sa fonction, mais il n'offre pas la même durabilité et doit être réappliqué pour conserver son aspect et sa fonctionnalité.
4. Impact environnemental :
L'acier galvanisé est plus durable, car le zinc nécessaire à la galvanisation est naturellement abondant et recyclable. La longévité et la recyclabilité de l'acier inoxydable sont louables, mais son empreinte carbone est plus importante en raison des procédés de production énergivores. Si le revêtement en poudre est moins nocif à l'application, il utilise des matériaux d'origine organique dont le recyclage n'est pas toujours garanti.
Considérant un équilibre entre coût, performance et durabilité, l'acier galvanisé reste un choix supérieur pour de nombreuses applications, en particulier celles nécessitant une protection contre la corrosion rentable et durable dans le temps.
La galvanisation offre une résistance exceptionnelle à la corrosion grâce à un revêtement protecteur de zinc sur les surfaces en acier, qui les protège des éléments tels que l'oxygène et l'humidité. La couche de zinc empêche tout contact avec l'acier et les éléments corrosifs, tout en offrant une protection sacrificielle en corrodant l'acier sous-jacent. Ceci est particulièrement utile dans les environnements difficiles comme les zones côtières et industrielles.
Paramètres techniques clés de la galvanisation :
Épaisseur du revêtement : Généralement, de 45 à 85 microns selon l'usage prévu et la méthode de galvanisation.
Pureté du zinc : principalement 98 % à 99 % de Zn, garantissant des performances fiables.
Durée de vie : 50 ans en zone rurale et 20 à 25 ans en zone urbaine ou industrielle.
Taux de corrosion : Le zinc se corrode de 1 à 2 microns par an dans des conditions atmosphériques normales.
Ce ne sont là que quelques-unes des raisons pour lesquelles la galvanisation est un leader clé du marché en termes de rentabilité et de durabilité.

L'anodisation et la galvanisation font référence à deux approches d'application de traitements de surface destinés à la protection et à l'entretien, chacune ayant un objectif et une procédure uniques.
Processus:
Ce procédé électrochimique est principalement utilisé sur l'aluminium. L'anodisation permet au métal de renforcer sa couche d'oxyde naturelle pour une meilleure résistance à la corrosion. Elle permet également l'application de colorants pour des finitions esthétiques.
Lors de l'amalgamation, l'acier ou le fer est zingué par trempage à chaud ou électrozingage. Cette opération offre une protection antirouille durable.
Matériaux :
Il s'agit d'une anodisation de métaux non ferreux, exclusivement réalisée sur l'aluminium. Une gamme de métaux non ferreux est classée comme anodisation.
L'anodisation est utilisée pour les amalgames de métaux ferreux, tels que l'acier ou le fer, utilisés dans les toitures. À cette fin, elle est également utilisée pour l'aluminium.
Objectif :
La méthode d'anodisation vise à obtenir des marches à valeur esthétique et à grande durabilité, permettant une variation de couleur et des finitions lisses.
L'accent est mis sur une forte résistance à la corrosion, en particulier dans des conditions extérieures et industrielles difficiles.
Caractéristiques de la couche :
Cette couche se joint à la surface de l'aluminium et est fine mais résistante : c'est la couche d'oxyde anodisé.
Le revêtement de zinc galvanisé avec d’autres composés forme une couche protectrice sacrificielle qui protège le métal sous-jacent de la corrosion.
Ces différences éclairent les avantages spécifiques que chaque approche offre et aident à décider laquelle choisir en fonction du matériau et de son utilisation prévue.
Résistance à la corrosion:
L'anodisation utilise une couche d'oxyde qui améliore la résistance à la corrosion, notamment en milieu acide ou humide. En cas de rayures, cette protection est moins efficace.
La galvanisation protège contre la corrosion grâce à un revêtement de zinc qui forme une couche sacrificielle au fil du temps. Elle permet au zinc de réagir avec son environnement, créant une patine protectrice et précieuse dans les environnements industriels et difficiles.
Durabilité:
Les couches anodisées sont très résistantes à l'usure, ce qui les rend durables, mais une résistance mécanique extrême peut provoquer des dommages.
Bien que plus durables, les revêtements galvanisés sont plus sujets à la détérioration par épuisement du zinc dans les endroits très corrosifs. Cependant, ils offrent de bien meilleures performances en conditions d'usure.
Paramètres d'application :
Anodisation:
Épaisseur de couche : Mélange entre 5 et 25 microns selon l'application.
Idéal pour les alliages d'aluminium.
Il peut être trempé à des fins décoratives pour améliorer l'esthétique.
Galvanisation :
Épaisseur du revêtement (trempage à chaud) : Plage de 50 à 150 microns pour un revêtement rugueux.
Convient aux surfaces en fer ou en acier, notamment dans les travaux de construction ou maritimes.
Entretien et longévité :
Les surfaces anodisées nécessitent peu d'entretien, si ce n'est une réanodisation si la couche est détruite.
Le galvanisé nécessite des contrôles réguliers pour remplacer le zinc, en particulier lorsqu'il est acide ou salé.
Aspects environnementaux:
Les procédés d’anodisation utilisent des substances inoffensives qui ne sont pas nocives pour l’environnement et sont considérées comme respectueuses de l’environnement.
La galvanisation peut entraîner des déchets métalliques dangereux et générer des déchets dangereux selon la manière dont elle est réalisée.
Cette étude souligne l’importance de choisir l’anodisation ou la galvanisation en fonction des conditions environnementales particulières, de la compatibilité des matériaux et de la durée de vie prévue pour une efficacité maximale.
Tout comme la galvanisation, l'anodisation sert de revêtement et de protection contre la corrosion. Dans ce cas, l'anodisation et la galvanisation dépendent de l'utilisation et des conditions environnementales.
Dans le cas de l'aluminium, l'anodisation renforce la couche d'oxyde naturelle pour améliorer la dureté, la durabilité, la résistance à la corrosion et l'état de surface. En termes simples, cette couche est idéale pour les environnements peu à modérément corrosifs. L'aluminium anodisé est particulièrement efficace dans les environnements autres que le milieu marin. Cependant, les environnements acides ou alcalins extrêmes peuvent nécessiter une étanchéité.
Voici une analyse plus technique :
Épaisseur du film sec : L'épaisseur standard est de 45 à 85 microns, mais elle peut augmenter jusqu'à 200 microns pour les applications lourdes.
Taux de corrosion pour les environnements marins : 1 – 3 microns/an.
Final Thoughts:
Pour les composants en aluminium, la résistance à la corrosion est exceptionnelle, avec un attrait, une résistance et une beauté accrus.
La galvanisation protège les structures en acier des conditions corrosives et difficiles. Cela est particulièrement vrai dans les environnements humides et marins, où l'acier est exposé à des conditions difficiles.
Je crois que la protection contre la corrosion s’avère efficace lorsque l’on prend en compte le matériau de base, l’environnement d’exposition, la durée de vie souhaitée et les coûts examinés.
Lors de l'évaluation des aspects d'endurance et de résistance à la rouille, j'accorde de la valeur à l'anodisation et à la galvanisation en termes de fonctions et d'éléments technologiques. Pour les pièces en aluminium, l'anodisation agit comme un mécanisme préventif, car elle forme une épaisse couche d'oxyde qui protège le métal de la corrosion, des rayures et autres usures corrosives. La quantité d'oxyde pouvant être formée par cette méthode varie de 0.0004 à 0.0012 pouce, selon de nombreux facteurs internes et externes. Pour les pièces en acier, la galvanisation consiste à appliquer un revêtement de protection au zinc. Il protège le métal de base et permet une obstruction physique tout en le protégeant de la corrosion, ce qui constitue une caractéristique supplémentaire même lorsque le boîtier est usé. Le revêtement standard utilisé est la galvanisation à chaud, qui produit une couche de zinc de 70 à 200 microns, dont la résistance à la rouille a été démontrée pendant des décennies, soit environ 20 à 50 ans si elle est bien entretenue, principalement dans des environnements difficiles et humides.
En conclusion, je dirais que chaque méthode présente des avantages. J'opterais pour l'anodisation pour les composants légers nécessitant une finition soignée. En revanche, je choisirais la galvanisation pour les structures lourdes susceptibles d'être exposées à des conditions environnementales difficiles. Mon choix dépend directement de la compatibilité du matériau, de son exposition à l'environnement et de sa longévité.
De nombreux types d’anodisation sont conçus pour des tâches particulières et produisent des résultats spécifiques :
Type I (anodisation à l'acide chromique) : l'utilisation d'acide chromique tout en produisant un film résistant d'oxyde anodique et d'acide est bénéfique pour les pièces soumises à des niveaux élevés de corrosion et les applications de l'industrie aéronautique qui nécessitent de faibles dimensions pour changer.
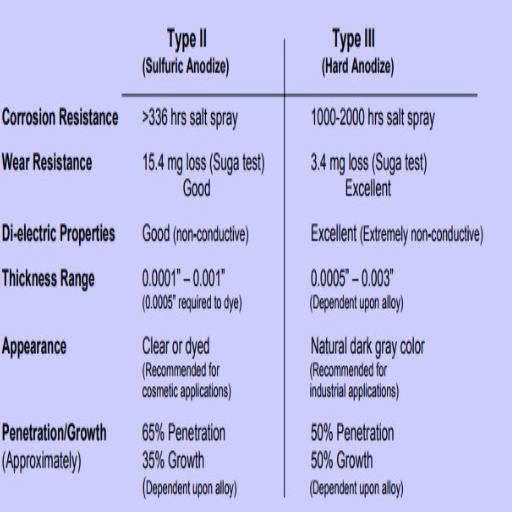
Type II (anodisation à l'acide sulfurique) : Le plus fréquemment utilisé, ce type d'application d'acide sulfurique crée des revêtements larges et épais, y compris ceux destinés à la décoration et ceux visant à augmenter la résistance de la surface.
Type III (anodisation dure) : Également appelée anodisation à couche dure, cette forme donne le revêtement d'oxydation anodique le plus difficile et le plus coûteux qui répond très probablement à une durée de vie exceptionnelle pour les pièces d'une automobile ou de machines lourdes, ayant une résistance extrême à l'usure.
Le choix du type pour un cas spécifique dépend des propriétés du matériau, des besoins fonctionnels et des critères relatifs à l'environnement.
L'anodisation à l'acide sulfurique, ou anodisation de type II, est probablement la forme la plus courante, car elle est utile dans de nombreuses applications. Ce procédé consiste à immerger une pièce en aluminium dans une solution électrolytique d'acide sulfurique tout en la traversant par un courant électrique. Cela entraîne la formation d'oxydes à la surface, qui sont alors plus résistants et résistants à la corrosion.
Les étapes importantes de la technologie de l'anodisation en solution d'acide sulfurique sont les suivantes :
Concentration d'électrolyte : 10 à 20 % d'acide sulfurique en poids.
Température : Entre 20 et 22 degrés C pour une bonne formation de la couche d'oxyde sur l'aluminium.
Densité de courant : 12 à 24 ampères par pied carré. Détermine l’uniformité de la couche et le temps nécessaire à sa création.
Durée de l'anodisation : varie entre 15 et 60 minutes, selon l'épaisseur de revêtement souhaitée.
Épaisseur du revêtement : 0.0002 pouce à 0.001 pouce est optimal pour la plupart des utilisations décoratives et de protection.
Cette technique est réputée pour la simplicité des opérations ultérieures, telles que la teinture et le scellage. Elle permet ainsi d'appliquer de nombreuses couleurs et d'obtenir un revêtement durable. Son faible coût et sa capacité à atteindre différents objectifs de performance expliquent pourquoi presque toutes les industries privilégient l'anodisation à l'acide sulfurique.
Grâce à sa résistance à la corrosion inégalée et à son faible impact sur les dimensions des matériaux, l'anodisation à l'acide chromique est principalement utilisée dans l'industrie et le secteur aérospatial. Ce procédé est réalisé dans une solution d'acide chromique dont la concentration massique varie de 5 à 10 %, à une température de traitement comprise entre 35 et 40 °C. La densité de courant est contrôlée entre 7 et 15 ampères par pied carré (ASF), et la durée du traitement, comprise entre 30 et 60 minutes et dépend des propriétés recherchées.
L'anodisation à l'acide chromique présente l'avantage majeur de former de fines couches protectrices, généralement d'une épaisseur comprise entre 0.00005 et 0.0005 pouce. Grâce à leur faible épaisseur, ces couches sont particulièrement adaptées à la protection de l'aluminium et des alliages, contribuant ainsi à l'ingénierie de précision des composants structurels de l'industrie aérospatiale. L'anodisation à l'acide chromique est très efficace pour inhiber la corrosion, notamment pour aluminium et ses alliages, ce qui en fait la méthode préférée dans l’industrie aérospatiale.
L'anodisation à l'acide chromique se distingue par sa capacité à pénétrer les fissures et les joints avec une efficacité remarquable par rapport aux autres procédés d'anodisation, protégeant ainsi uniformément les géométries complexes. Cependant, l'acide chromique est une substance toxique et dangereuse qui nécessite une manipulation prudente et un respect strict des politiques environnementales. Sa résistance à la corrosion, sa faible variation dimensionnelle et sa sensibilité aux autres matériaux rendent ce procédé pertinent dans les secteurs industriels exigeants.
Appelée anodisation dure, l'anodisation de type III offre une protection et une durabilité exceptionnelles grâce à son revêtement d'oxyde épais et résistant à l'usure. Ce procédé améliore encore la dureté de surface, dépassant 60-70 Rockwell C. De plus, elle résiste à la corrosion et garantit une longue durée de vie dans des environnements plus difficiles. L'épaisseur typique du revêtement anodisé de type III est de 1.8 à 4.5 mils (45 à 115 microns), ce qui permet des tolérances strictes pour les composants de précision. Ses excellentes propriétés d'isolation thermique et électrique améliorent son utilisation en environnement industriel. Grâce à ces facteurs, l'anodisation de type III est largement utilisée dans les secteurs de l'aérospatiale, de l'armée et de l'ingénierie.

Le choix entre l'aluminium anodisé et l'acier galvanisé dépend de l'utilisation prévue et des conditions environnementales. En termes de résistance à la corrosion et à l'usure, l'aluminium anodisé l'emporte haut la main. Il est également beaucoup plus léger que l'acier, ce qui le rend bien plus adapté aux composants de précision dans l'aéronautique et l'électronique. À l'inverse, l'acier galvanisé est bien plus économique pour les travaux de structure et les travaux lourds, grâce à sa résistance, sa durabilité et son coût. Si l'aluminium anodisé est bien plus polyvalent d'un point de vue esthétique et offre un meilleur isolant, l'acier galvanisé est supérieur en termes de résistance aux intempéries et de rigidité structurelle. Chaque matériau offre des avantages uniques qui garantissent une fiabilité adaptée à divers besoins industriels.
L'aluminium anodisé est largement utilisé dans l'industrie aéronautique en raison de sa faible masse et de sa grande résistance à la corrosion. Il est donc idéal pour les structures d'avion et les panneaux de fuselage. Les pièces internes, où les gains de masse sont essentiels, sont également fabriquées à partir de cet aluminium. aluminium anodiséSes paramètres techniques comprennent une densité de 2.7 g/cm³, une résistance à la traction de 450 MPa (pour certains alliages) et une excellente résistance aux facteurs environnementaux, ce qui augmente la durée de vie des pièces exposées à des conditions agressives.
Grâce à sa résistance et sa durabilité, l'acier galvanisé est couramment utilisé dans les industries lourdes telles que la construction, l'automobile et la marine. Pour les applications structurelles, l'acier galvanisé présente une résistance à la traction comprise entre 270 et 550 MPa selon les nuances et une épaisseur de revêtement de zinc de 45 à 85 microns (normes industrielles) qui le protège de la rouille et de la détérioration due aux intempéries.
Les deux matériaux s'adressent à des marchés industriels distincts, l'aluminium anodisé offrant d'excellentes performances dans des environnements légers et critiques en matière de corrosion et l'acier galvanisé offrant une résistance économique à l'abrasion pour les applications robustes et porteuses.
Votre date d'arrivée prévue à cet endroit est le 5 décembre 2023 à 11h59, selon votre vitesse de déplacement actuelle. Les revêtements protecteurs et décoratifs sont un autre moyen d'améliorer les caractéristiques esthétiques et fonctionnelles des matériaux dans divers contextes. Les revêtements décrits ont deux fonctions principales : améliorer l'esthétique et protéger l'objet de l'environnement et de sa destruction physique.
Dans le même cadre, les Revêtements Ambiants.
Les reliefs et les décorations comportent des éléments constitutifs, des détails et des composants qui reflètent la couleur et le design, conférant au matériau un attrait visuel sans en altérer les propriétés intrinsèques. Ils sont utilisés dans l'architecture, les articles ménagers et l'industrie automobile. Ces revêtements utilisent l'une des techniques suivantes, selon le matériau : thermolaquage, peinture, placage ou anodisation. Parmi ces techniques, on trouve :
Le revêtement en poudre utilise généralement des métaux et produit des teintes brillantes, des textures et une bonne durabilité.
– Anodisation – par exemple, pour l'aluminium. Produit des teintes douces et satinées. Outre les propriétés décrites ci-dessus, elle améliore la résistance de la surface à l'oxydation.
L'application de revêtements protecteurs et décoratifs est une autre façon d'améliorer l'esthétique et la fonctionnalité des matériaux. Leur vaste champ d'application couvre la construction, la marine, l'aéronautique, etc. Les nouvelles technologies favorisent le développement d'une résistance accrue à la corrosion et à la protection de ces structures et circuits intégrés grâce à la finesse de la couche d'oxyde produite. Voici quelques exemples de revêtements protecteurs :
Revêtements (zinc) : Largement utilisés pour l'acier pour prévenir la rouille, ces revêtements ont une épaisseur de 45 à 85 microns, assurant une durée de vie plus longue dans les environnements agressifs.
Revêtements époxy : Offre une superbe protection chimique avec une épaisseur d'application de 200 à 400 microns pour une utilisation industrielle.
Revêtements en polyuréthane : Réputés pour leur protection UV, ces revêtements sont utilisés à l'extérieur pour prévenir les dommages.
Chaque type de revêtement est choisi en fonction de l'application, des conditions et des propriétés du matériau. Par exemple, l'aluminium anodisé est idéal pour les structures légères nécessitant une protection élevée contre la corrosion, tandis que l'acier galvanisé fortement zingué convient aux composants structurels soumis à des contraintes d'humidité.
Les technologies de revêtement modernes améliorent les matériaux de manière multifonctionnelle – esthétiquement et avec des couches protectrices – répondant aux besoins techniques et visuels de nombreuses industries et améliorant la durabilité et l'efficacité des matériaux.
Je comprends que la composition des alliages d'aluminium influence la qualité et l'aspect de la couche d'anodisation, ce qui fait de cette étape l'une des plus importantes du processus d'anodisation. Les alliages généralement utilisés en anodisation sont les séries 1000, 5000, 6000 et 7000. Chaque série possède des caractéristiques spécifiques :
Série 1000 : Fabriquée en aluminium pur, cette série est anodisée pour former une couche uniforme, sans résistance structurelle, offrant une résistance élevée à la corrosion et une réflectivité élevée, idéale pour un usage décoratif.
Série 5000 : Ces alliages aluminium-magnésium offrent une excellente résistance à la corrosion, notamment en milieu marin. Ils peuvent être épais et rigides, améliorant ainsi la durabilité des revêtements anodiques.
Série 6000 : Ces alliages d'aluminium, de magnésium et de silicium sont résistants à la corrosion et robustes, ce qui les rend adaptés aux applications industrielles et architecturales. Ils offrent également des finitions anodisées de qualité supérieure offrant une résistance élevée à l'abrasion.
Série 7000 : Connus pour leur utilisation dans l'aéronautique, les alliages aluminium-zinc présentent une résistance élevée et produisent généralement des couches anodisées de grande dureté. Ils peuvent toutefois donner un aspect rugueux à la finition s'ils ne sont pas surveillés attentivement.
Certains paramètres présentant le plus grand intérêt associés au processus d'anodisation comprennent :
La concentration de l'acide (par exemple, dans le bain d'acide sulfurique, elle peut être de 10 à 15 %).
Tension (généralement dans la plage de 12 à 18 V pour l'anodisation standard ou jusqu'à 100 V pour dur anodisation).
Température (l'anodisation est effectuée à une température standard de 20 °C tandis que l'anodisation dure est généralement effectuée à 0-5 °C pour augmenter la dureté).
Temps de traitement (La durée du processus est de 15 à 60 minutes et varie en fonction de l'épaisseur du revêtement souhaité. L'épaisseur standard est de 10 à 25 microns et l'épaisseur anodisée dure est de 100 microns.)
Le choix des meilleurs alliages et stratégies d’anodisation garantit la création de surfaces anodisées qui se démarquent, répondent aux exigences particulières de l’industrie et sont durables, fonctionnelles et attrayantes.
Premier fournisseur d'usinage CNC de métaux en Chine
R : L'anodisation est un procédé électrochimique qui crée une couche d'oxyde protectrice sur l'aluminium, tandis que la galvanisation consiste à recouvrir les surfaces métalliques de zinc. L'anodisation est principalement utilisée pour les produits en aluminium, offrant une finition résistante à la corrosion et la possibilité d'ajouter de la couleur. La galvanisation, quant à elle, est couramment utilisée pour l'acier et le fer, offrant une excellente protection contre la rouille et la corrosion.
A : L'anodisation de l'aluminium est un processus électrochimique qui transforme la surface métallique en un matériau durable et résistant à la corrosion. revêtement d'oxyde d'aluminiumL'anodisation consiste à immerger l'aluminium dans un bain électrolytique et à y faire passer un courant électrique. Cela libère des ions oxygène, qui se combinent à l'aluminium pour former une couche protectrice. Le procédé d'anodisation permet également la coloration grâce à l'utilisation de colorants.
R : Oui, l'aluminium anodisé peut être teinté. Après la formation d'une couche poreuse d'oxyde d'aluminium, des colorants peuvent être appliqués pour obtenir différentes couleurs. Le colorant est absorbé par les pores du revêtement anodisé, puis la surface est scellée pour fixer la couleur. Cela offre un large éventail d'options esthétiques tout en préservant les propriétés protectrices de la finition anodisée.
R : L'anodisation offre plusieurs avantages par rapport à la galvanisation, notamment une meilleure adhérence, une dureté accrue et la possibilité d'ajouter de la couleur. Elle offre également une finition plus esthétique et un poids plus léger. Cependant, la galvanisation offre une meilleure protection contre la corrosion pour les métaux ferreux et est plus adaptée aux applications extérieures. Le choix entre l'anodisation et la galvanisation dépend du métal et de l'usage prévu du produit.
R : L'aluminium est anodisé plutôt que galvanisé, car le procédé d'anodisation exploite le phénomène naturel de formation d'une couche d'oxyde protectrice. L'anodisation renforce ce processus naturel, créant une couche d'oxyde beaucoup plus épaisse et plus durable. La galvanisation, qui dépose une couche de zinc, est moins efficace pour l'aluminium et peut altérer sa résistance naturelle à la corrosion.
R : Les produits en aluminium anodisé sont utilisés dans divers secteurs, notamment l'architecture, l'automobile, l'aérospatiale, l'électronique grand public et les articles de sport. Leur finition résistante à la corrosion, leur durabilité et leur esthétique en font un matériau idéal pour les façades de bâtiments, les pièces automobiles, les boîtiers d'appareils électroniques et les équipements de plein air.
R : Une bonne préparation de surface est essentielle pour une anodisation réussie. La surface métallique doit être soigneusement nettoyée et exempte de tout contaminant avant le début du processus d'anodisation. Cela comprend généralement des étapes de dégraissage, de gravure et de décapage. Une bonne préparation de surface assure une meilleure adhérence de la couche anodisée et une finition plus uniforme, améliorant ainsi la qualité et la longévité du revêtement anodisé.
R : Le scellement est l'étape finale du processus d'anodisation. Il ferme les pores de la couche anodisée, améliorant ainsi sa résistance à la corrosion et fixant les colorants appliqués. Le scellement consiste à exposer la surface anodisée à de l'eau chaude ou à d'autres solutions chimiques, ce qui provoque le gonflement et la fermeture des pores. Cette étape est cruciale pour optimiser les propriétés protectrices et prolonger la durée de vie de la finition anodisée.

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →