

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Una comprensión precisa del factor K es esencial para un mecanizado eficaz y preciso en el plegado de chapa metálica. Este valor específico es necesario para determinar el comportamiento del metal durante el plegado, como el impacto que tendrá en la tolerancia de plegado y la deducción de plegado. Para los fabricantes, aprender el factor K implica más que una simple herramienta; es un conducto para mejorar la eficiencia operativa, reducir las pérdidas de material y mejorar la calidad. En este libro de trabajo, explicaremos qué es el factor K, cómo se utiliza en todo el proceso de fabricación y consejos para ayudarlo a mejorar su oficio. Esta guía preparará a cualquier persona, ya sea principiante o profesional, en la industria metalúrgica que necesite conocimientos que le permitan mejorar sus técnicas de plegado y ayudar a optimizar los procesos de trabajo.
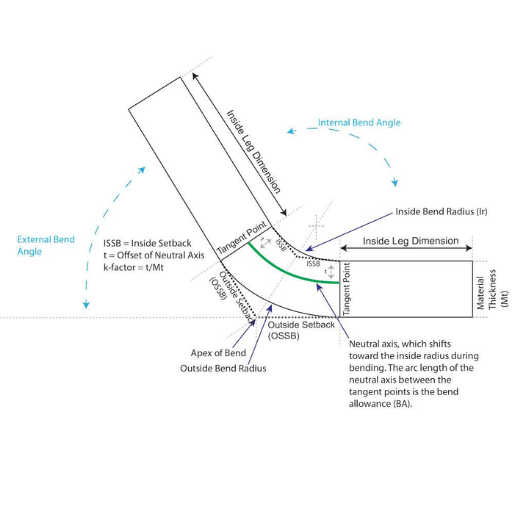
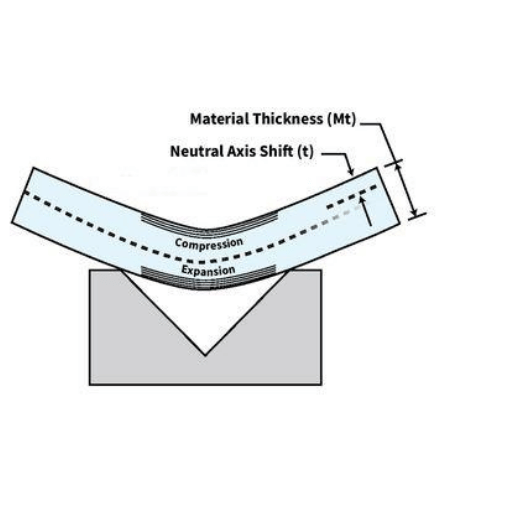
En el factor K de doblado de chapa, que es una constante, el desplazamiento del eje neutro del material se compara con el espesor de la chapa. El eje neutro durante el plegado es la región del metal que se dobla sin estiramiento ni compresión. Para obtener resultados específicos y precisos en la fabricación, el factor K puede considerarse el más importante cuando se requiere un cálculo preciso de las tolerancias de plegado. Su valor suele estar entre 0 y 0.5, afectado por las propiedades del material, como el tipo, el espesor y el radio de plegado. Comprender el factor K es importante para mantener la constancia y la precisión de las dimensiones de plegado.
El factor K indica la posición del eje neutro en relación con el espesor del material que se dobla. También indica cuánto material se estira o se comprime cuando se produce el doblado. Comprender este factor con precisión ayuda a realizar cálculos de tolerancias de doblado, lo que mejora la precisión de fabricación de un metal y su repetibilidad. El valor del factor K cambia según los atributos del material, el espesor y el radio del doblado, por lo que es tan importante medir e implementar este factor con la mayor precisión posible.
El factor K se relaciona con la ubicación del eje neutro en la operación de doblado. El eje neutro se define como el eje de la chapa metálica donde no hay tensión de tracción ni compresión mientras se dobla. El factor K es la relación entre la distancia desde el eje neutro hasta la superficie de doblado interna y el espesor del material. Conocer el factor K permite al ingeniero estimar la posición del eje neutro y ajustar las tolerancias de doblado con precisión, controlando así las dimensiones de la pieza terminada con gran precisión.
La consideración del factor K al determinar la tolerancia de plegado es crucial, ya que afecta directamente la estimación de la cantidad total de chapa metálica necesaria para crear un plegado. La tolerancia de plegado es la longitud del arco del eje neutro dentro de un plegado y se ve afectada por el factor K, el espesor del material, el ángulo de plegado y el radio.
Tomemos como ejemplo una chapa de acero convencional que tiene un espesor de 1.5 mm, un ángulo de curvatura de 90° y un radio interno de 2 mm. El factor K es crucial para determinar la tolerancia de curvatura adecuada mediante la siguiente fórmula:
“Tolerancia de curvatura (BA) = (π/180) (Ángulo de curvatura) (Radio + factor K * Espesor)”
La precisión de esta ecuación depende del valor correcto del factor K, que tiene en cuenta los factores de las propiedades mecánicas del material y el método de doblado utilizado. Por ejemplo, los materiales dúctiles como el aluminio casi siempre tendrán un valor K más alto en comparación con el acero de alta resistencia. Para la mayoría de los materiales, el rango promedio del factor K es de aproximadamente 0.5 y 0.3, pero en algunas condiciones extremas, puede estar fuera de ese rango.
Los últimos avances en tecnología de plegado CNC ponen de relieve la necesidad de modificar el factor K basándose en pruebas prácticas y simulaciones. Por ejemplo, los resultados experimentales sobre acero inoxidable indican que el mejor factor K en condiciones estándar es 0.4, lo que garantiza que las desviaciones de las dimensiones estimadas no superen los ±0.1 mm. Esta modificación mejora la precisión de los cálculos de tolerancia de plegado y produce resultados repetibles en las operaciones de chapa metálica.
Conocer y manipular correctamente el factor K ayuda a los fabricantes a reducir la pérdida de materiales, aumentar la productividad y cumplir con las tolerancias predeterminadas en el producto final.

Los valores del factor k en los procesos de plegado de chapa metálica pueden verse influenciados por varias características.
El control de estos factores garantiza mejores resultados de plegado y hace que el proceso de fabricación de chapa metálica sea sustancialmente más eficiente.
Las calculadoras de factor K simplifican en gran medida los cálculos para doblar chapas metálicas. Están programadas para devolver valores aproximados de factor K para condiciones dadas, donde se ingresan parámetros específicos como tipo de material, espesor, radio de curvatura y ángulo de curvatura. Una buena calculadora garantiza precisión, consistencia en los pliegues y una reducción significativa de desperdicios. Esto es extremadamente útil para mejorar la productividad de fabricación.

El factor K es importante para determinar deducciones de plegado precisas, que son esenciales para el cálculo preciso del patrón plano de una pieza de chapa metálica determinada. La deducción de plegado se produce cuando las longitudes totales de las bridas (dimensiones internas de la pieza) se restan de la longitud del patrón plano. Al saber cómo se comporta el material durante el plegado, el factor K ayuda a determinar la cantidad necesaria de deformación para cumplir con la intención del diseño.
Por ejemplo, en el caso del aluminio, donde el radio de curvatura es igual al espesor del material, los factores K suelen oscilar entre 0.33 y 0.5, según la aleación y el temple. Pero en el caso del acero, cuyo valor de factor K puede oscilar entre 0.4 y 0.5 debido a la mayor resistencia y resistencia a la deformación, cambiar el valor del factor K garantiza cálculos matemáticos precisos para la tolerancia de curvatura y la deducción de curvatura, lo que minimizará el ensayo y error en el taller.
La calibración precisa del factor K influye en la generación de patrones planos en el paquete de software CAD. Muchas aplicaciones de diseño contemporáneas, como SolidWorks y AutoCAD, utilizan el factor K como uno de los parámetros para la generación de patrones planos. Esta integración optimiza el uso del material y garantiza un ensamblaje perfecto y adecuado de los componentes. En el caso de geometrías más complejas o aplicaciones de alta precisión, el uso de valores de factor K inadecuados puede provocar una desalineación de las piezas, tensiones no deseadas en el material y otros problemas cuya corrección resulta costosa y lleva mucho tiempo. Los valores de factor K debidamente investigados y validados aceleran este proceso y mejoran la precisión en la fabricación.
Para garantizar la precisión en el diseño de una chapa metálica, es importante calcular las tolerancias de plegado y las propiedades del material con precisión. Utilice el factor K y otros valores vitales como constantes para mejorar la uniformidad y minimizar los errores. Para el modelado y la comprobación correctos de los componentes antes de la producción, utilice software CAD. Revise con frecuencia los diseños; las simulaciones y los prototipos deben comprobarse para evitar la desalineación y la deformación de los materiales. Compruebe siempre las normas y reglamentos para conocer las mejores prácticas de fabricación.
La eficiencia de los materiales sigue siendo uno de los aspectos más importantes de la producción contemporánea, ya que afecta a los costes de producción y a las cuestiones ecológicas. Las investigaciones sugieren que los sofisticados programas CAD y los métodos de producción pueden reducir el consumo de materiales hasta en un treinta por ciento. Las herramientas de anidamiento automatizadas, por ejemplo, optimizan el corte de las láminas de materia prima en piezas calculando la mejor disposición posible para evitar los recortes sobrantes. Además, la fabricación aditiva y otras formas de diseño generativo permiten a los ingenieros construir estructuras que no solo son ligeras, sino que también están destinadas a utilizar la menor cantidad de material posible, reduciendo así aún más los residuos.
Por ejemplo, algunas empresas que practican el diseño generativo junto con la optimización de materiales mediante inteligencia artificial informan de ahorros de hasta un veinte por ciento en gastos de material. Además, los programas de fabricación y reciclaje de circuito cerrado garantizan que no se desperdicie ningún material, lo que se ajusta a la ideología de la economía circular. Las empresas que adoptan estos métodos pueden ahorrar dinero y, al mismo tiempo, minimizar su impacto ambiental, lo que es esencial para el desarrollo sostenible.
El factor K es un valor crucial en el diseño de chapa metálica, ya que se refiere a la posición del eje neutro de la chapa que se dobla con respecto al espesor de la chapa. Es fundamental para el cálculo preciso de los márgenes de doblado, así como para la precisión en la fabricación. A continuación, se muestran algunos valores típicos del factor K para materiales comunes afectados por el tipo de material, el espesor y los procesos de doblado.
Es fundamental mencionar que existen factores específicos, como el tipo de plegado (plegado por aire, plegado por abajo o acuñado), las herramientas y el radio de plegado, que pueden afectar estos valores. Para tareas exigentes, las empresas suelen recurrir a ensayos empíricos o a un sofisticado software de simulación para establecer el factor K más preciso para sus condiciones de funcionamiento.
El factor K se ve afectado como resultado de las propiedades del material, ya que cambia con el comportamiento del material durante la flexión. Algunos ejemplos claros son:
Esta comprensión permite a los fabricantes estimar el factor K y su valor deseado con un nivel bastante bueno de precisión para realizar cálculos de curvatura óptimos.

Para incorporar el factor K en las herramientas de chapa metálica de SolidWorks, haga lo siguiente:
Acceda a la configuración de chapa metálica:
Abra el archivo de pieza en SolidWorks. Asegúrese de que la función Chapa metálica esté activada.
En el Administrador de comandos, vaya a la pestaña Chapa metálica o utilice la función Insertar.
Establezca el factor K:
Abra el cuadro de diálogo Parámetros de chapa metálica mientras fabrica la pieza o al editar la función de chapa metálica existente.
Identifique la porción que tiene margen de curvatura o factor K.
Inserte el factor K requerido que corresponda a las propiedades del material y las necesidades de diseño.
Aplicar a curvas:
Los factores K deben ser consistentes en las distintas curvas del modelo. SolidWorks utiliza este valor para ajustar las dimensiones del patrón plano.
Generar un patrón plano:
Utilice la herramienta Aplanar para ver una vista previa del patrón plano que tiene modificaciones del factor K.
Con la información correcta del factor K proporcionada en SolidWorks, a las operaciones de chapa metálica se les asignan automáticamente valores predeterminados para las tolerancias de los pliegues, de modo que el patrón plano de la pieza sea exacto para los requisitos de producción. Como práctica recomendada, verifique sus datos con la información del material y las reglas de pliegue para minimizar las brechas.
Al incorporar el factor K en los sistemas CAD, me aseguro de comprobar las especificaciones de los materiales y sus espesores correspondientes antes de asignar un valor. Siempre confirmo el factor K con datos de pruebas empíricas para reducir las discrepancias en los tamaños de los patrones planos. Además, valido los patrones planos generados con respecto a las tolerancias de fabricación para que se puedan utilizar en los procesos de producción. Esta verificación mejora la precisión y la eficiencia en todo el flujo de trabajo de diseño y fabricación CAD.
El factor Y se ajusta a los efectos físicos que se producen en un material durante las operaciones de plegado y se utiliza específicamente en el contexto del plegado de chapa metálica. Es claramente diferente del factor K, que depende únicamente de la ubicación del eje neutro del material dentro de la pieza de trabajo. Es predominante en las pruebas empíricas y se utiliza ampliamente en paquetes CAD para el diseño automatizado de patrones planos. Este ajuste aumenta la precisión en la fabricación al modelar cómo se estira o se encoge el material en determinadas condiciones.
La selección de los factores K e Y para el plegado de chapa metálica es a menudo una cuestión de precisión necesaria y de la fase en la que se encuentra el proceso de diseño y fabricación. El factor K, que indica la ubicación del eje neutro como proporción del espesor del material, se recomienda para cálculos generalizados en los que el comportamiento del material bajo tensión es uniforme y constante. Por lo tanto, es adecuado para la estandarización en las primeras etapas del diseño o cuando se utiliza un material con características bien definidas.
Sin embargo, se prefiere la aplicación del factor Y cuando se requiere una mayor precisión, especialmente en casos de geometría de curvatura más intrincada o materiales menos convencionales. Y tiene en cuenta tanto el comportamiento elástico como el de compresión del material y, por lo tanto, es más flexible por naturaleza. Por ejemplo, para doblar materiales con mayor resistencia a la tracción, como aceros inoxidables y aleaciones de aluminio, es más beneficioso incluir el margen de curvatura Y, que tiene en cuenta el alargamiento específico del material. Se ha demostrado que Y es necesario para lograr la menor variación con respecto al valor objetivo en muchos procesos de fabricación de alta precisión, como la fabricación de componentes aeroespaciales o de automóviles, donde el grado de tolerancia en las dimensiones es muy estricto, lo que conduce a fallas funcionales o dificultades de ensamblaje si los tamaños y las formas son inexactos.
Al determinar qué factor utilizar, tenga en cuenta la precisión requerida: el factor k funciona para diseños básicos, mientras que el factor Y es mejor para el modelado y la producción altamente detallados que involucran propiedades complejas de los materiales. Estos dos factores son interdependientes y se pueden integrar en programas CAD para mejorar la precisión de las estimaciones en varios puntos del ciclo de vida del producto.
El factor K es un parámetro crítico a la hora de ajustar la prensa plegadora para los procesos de plegado. Si los fabricantes saben cómo cambian el eje neutro y el alargamiento del material con el plegado, pueden reducir con precisión los errores para obtener resultados precisos. Las investigaciones indican que el uso de un factor K preciso mejora la precisión del plegado entre un 5 % y un 20 % en casos severos, como el plegado de acero HSLA (alta resistencia y baja aleación) o aluminio.
Para configurar una prensa plegadora, el usuario debe introducir el espesor del material, la resistencia a la tracción y el tipo de material. Para materiales más delgados, el margen de plegado suele ser mayor, lo que significa que el factor K debe ajustarse con valores de entre 0.3 y 0.5. Por otro lado, los materiales más gruesos o aquellos con mayores propiedades de tracción interna requerirán un ajuste del factor K cercano a 0.2. Muchas prensas plegadoras CNC modernas tienen estos valores incorporados en la programación, lo que hace que las máquinas sean más fáciles de usar y reduce las conjeturas necesarias en el taller.
Además, la estandarización de los radios de curvatura y los tiempos de preparación de las herramientas reduce la complejidad de la aplicación del factor K. Las herramientas de matriz en V ajustadas al espesor de la chapa metálica ofrecen resultados óptimos, ya que unas herramientas incorrectas pueden provocar que los ángulos de curvatura sean tan voladizos que ya no se puedan mantener las tolerancias geométricas. Además, el software de simulación moderno puede ayudar a determinar las desviaciones del resultado esperado incluso antes de que se fabriquen las piezas, lo que ahorra material y tiempo de inactividad.
Para producciones masivas o proyectos con tolerancias muy ajustadas, la combinación de información empírica del factor K con tecnología avanzada de prensas plegadoras garantiza la calidad. La implementación de estas prácticas no solo asegura la precisión, sino que también mejora la eficiencia de la producción, lo que permite a los fabricantes cumplir fácilmente con los requisitos de la industria.
Los dobleces imprecisos pueden deberse a diferencias en la aplicación del factor K o en la configuración de las herramientas. Al diagnosticar estos problemas, es importante evaluar las causas de las acciones de doblado. Los cambios en el espesor y la resistencia del material pueden afectar el factor K y generar sorpresas extrañas. Con la ayuda de pruebas de materiales antes del proceso de corte, el fabricante puede demostrar que el factor K se acerca a los atributos del material.
Otro problema que hace que los procesos de estimación varíen ampliamente es una herramienta mal ajustada. El ajuste incorrecto de la punta del punzón hizo que el radio o el ancho de la matriz en V no fueran los apropiados para el espesor del material, lo que da como resultado pliegues irregulares o rugosidades. Las investigaciones sugieren que las aberturas de la matriz en V deberían variar normalmente entre 6 y 12 veces el espesor del material para asegurarse de que formen los pliegues requeridos correctamente. Por ejemplo, una abertura de matriz en V de 14-16 mm está disponible para doblar una lámina de 2 mm.
La precisión del plegado puede verse comprometida por los cambios de temperatura de las máquinas, el desgaste mecánico y otros factores. Los equipos como las prensas plegadoras, por ejemplo, tienen una sensibilidad específica a sus condiciones de funcionamiento y, por lo general, se observa que, de vez en cuando, el equipo se calibra para una salida de fuerza anterior. La sensibilidad de aplicación de fuerza a veces está equipada con sensores de carga y sistemas automáticos de corrección de ángulo que ayudan a identificar de dónde provienen esos factores y a actuar de forma activa.
Las nuevas herramientas de simulación que ofrece la tecnología moderna aportan ventajas adicionales para la resolución de problemas. Al proporcionar valores de factor K, características de materiales y configuraciones de herramientas precisos, las simulaciones pueden estimar posibles errores de plegado en la fase de diseño. Las investigaciones indican que el uso de software de simulación en la fabricación de gran volumen reduce las tasas de desechos hasta en un 30 por ciento.
Además, el comportamiento de recuperación elástica también necesita una observación cuidadosa. Los materiales más elásticos, como el aluminio, tienen una mayor cantidad de recuperación elástica, lo que requiere una flexión cuidadosa. Los transportadores digitales o los instrumentos de medición basados en láser permiten un ajuste fino de los ángulos después de la flexión para garantizar el cumplimiento de las tolerancias dimensionales establecidas posteriormente.
Mediante una combinación de pruebas empíricas, calibración de equipos y avances en tecnología, se pueden resolver las incertidumbres con los factores K, asegurando un alto nivel de consistencia de producción con los estándares y calidad establecidos.
R: Es la relación entre la posición del eje neutro y el espesor del material en el plegado de chapa metálica. Es importante para el cálculo de la tolerancia de plegado y para estimar las dimensiones del componente fusionado. El concepto de factor k es importante cuando se trabaja en la precisión de fabricación de chapa metálica y se garantiza que el producto final cumpla con los estándares.
R: Para ello, debemos tener en cuenta el tipo de material, su espesor y el radio del doblez interior. La ecuación es k = t / T, donde t es la distancia desde el eje neutro hasta el borde interior del doblez y T es el espesor del material. Esto es útil para evaluar el grado de estiramiento o contracción del material durante el proceso de doblado.
R: Diferentes factores, como el tipo de material, su espesor, radio y ángulo de curvatura, y el método de curvatura pueden afectar el factor k. Además, las propiedades del vástago del material, como su dureza y ductilidad, afectan el factor k. Otros materiales se comportan de manera diferente durante el proceso de curvatura e influyen en gran medida en el valor del factor k.
R: El radio de curvatura tiene un impacto considerable en las compresiones y estiramientos aplicados al material que se debe doblar, por lo que también influye en los factores k. Un aumento del factor k provocará un movimiento del eje neutro, lo que también aumenta ligeramente el radio de curvatura del material. La medición precisa del radio de curvatura es crucial para realizar cálculos de curvatura precisos y determinar la longitud de la línea neutra.
A: El factor k se utiliza junto con el espesor del material, el radio de curvatura interior y el ángulo de curvatura. La fórmula es: margen de curvatura = (π * (R + kT) * A) / 180, donde R es el radio de curvatura interior, k es el factor k, T es el espesor del material y A es el ángulo de curvatura en grados. Ayuda a calcular la chapa metálica necesaria para la curvatura, garantizando así longitudes de brida exactas y dimensiones totales de la pieza.
R: Los materiales más blandos y fáciles de doblar, como el aluminio, tienen factores k más bajos que los materiales más duros, como el acero inoxidable. Además, el factor k de un determinado material depende de su ductilidad, sus características de endurecimiento por deformación y su estructura de grano. Todos estos factores deben tenerse en cuenta al calcular las tolerancias de doblado para una fabricación precisa de chapa metálica.
R: Existen varias opciones de herramientas y software que ayudan con la estimación del factor k y los cálculos de plegado. Algunas aplicaciones CAD, como CATIA, tienen módulos automáticos de chapa metálica que calculan el margen de plegado necesario. También existen algunas aplicaciones móviles o sitios web que se dedican específicamente a la fabricación de chapa metálica. Algunos servicios de fabricación, como SendCutSend, ayudan a sus clientes a encontrar las dimensiones correctas del plegado de sus chapas y utilizan sus propias herramientas de cálculo para hacerlo.
A: La ubicación del eje neutro en un pliegue de chapa metálica es directamente proporcional al factor k. El eje neutro es la línea hipotética en el cuerpo que sufre fuerzas de compresión y tracción nulas cuando se realiza una deformación volumétrica. El factor k es la relación entre la distancia desde el interior del pliegue hasta el eje neutro, sobre el espesor del material. Conocer esta información es importante para medir la longitud de la línea neutra y el tamaño correspondiente de la pieza doblada.
1. Análisis y evaluación de los efectos de recuperación elástica en chapas de acero durante operaciones de plegado
2. Título: La influencia del radio y el ángulo del punzón en el ángulo de curvatura mediante el doblado en V con aire de chapa metálica.
3. Optimización de los parámetros del proceso de soldadura TIG en chapa de acero inoxidable austenítico 304 utilizando el método Taguchi basado en lógica difusa.
4. Proveedor líder de servicios de fabricación de chapa metálica en China

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →