

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Lograr precisión en doblado de chapa El radio de curvatura es una forma fundamental de trabajar los metales que tiene una influencia significativa en la calidad y el uso del producto terminado. Un factor importante en este proceso es el radio de curvatura, que afecta la integridad del material, la resistencia de la estructura y la precisión general del diseño, especialmente en lo que respecta al radio de curvatura interno. Ya sea un profesional o un principiante, conocer el radio de curvatura mínimo para diferentes parámetros es importante en el diseño de piezas y el ensamblaje de estructuras. Esta guía profundiza en los conceptos de un radio de curvatura de chapa metálica, analizando su importancia, su física y cómo lograrlo con precisión. Al final, comprenderá los conceptos básicos para optimizar sus métodos de doblado para garantizar resultados exitosos en cada ocasión.

El radio de curvatura de una pieza de chapa metálica se denomina radio de curvatura de chapa metálica. Es fundamental en la automatización de la fabricación, ya que influye en la resistencia, el aspecto y la facilidad de uso del producto final. Si el radio de curvatura se utiliza correctamente, es poco probable que se produzcan grietas, deformaciones del material o debilidad estructural. También garantiza que la pieza cumpla con los requisitos de diseño y funcione correctamente en su aplicación prevista. Para lograr resultados de alta calidad de forma constante en trabajos con metal, es esencial mantener un radio de curvatura adecuado.
En el proceso de doblado de chapas metálicas, se entiende por radio de curvatura el radio más pequeño que se puede conseguir doblando el metal sin dañarlo ni hacerlo propenso a agrietarse o debilitarse. El radio de curvatura está influenciado por el tipo y el espesor del metal, la forma de doblarlo y el resultado que se espera. Cumplir con el radio de curvatura sugerido garantiza que el material pierda su integridad estructural y cumpla con las características de diseño, por lo que es un factor importante a tener en cuenta en un trabajo de fabricación preciso y fino.
Las propiedades del material y la resistencia general de una pieza terminada se ven muy afectadas por el radio de curvatura. Los radios de curvatura demasiado estrechos aumentan las posibilidades de que se formen concentraciones de tensión alrededor de la curva, lo que podría provocar una falla del material en forma de grietas o fracturas. Por ejemplo, se sabe que las aleaciones de aluminio 6061-T6 son sensibles a los radios de curvatura pronunciados, lo que puede dar como resultado que se excedan los límites de elongación. Como regla general, las normas establecen que los materiales dúctiles deben tener un radio de curvatura interior mínimo de al menos un punto cinco veces el espesor del material, mientras que los metales menos dúctiles pueden alcanzar el triple del espesor.
Además, las opciones desfavorables de radio de curvatura también podrían cambiar la durabilidad y funcionalidad del componente debido al adelgazamiento y la distorsión del material alrededor de la curva. Las investigaciones sugieren que tener un radio de curvatura redondeado puede ayudar a mejorar la deformación del material al distribuir uniformemente la tensión. Por ejemplo, el acero tiene mayor resistencia a la tracción y, por lo tanto, funciona mejor en aplicaciones de soporte de carga cuando se dobla en un radio igual al doble de su espesor que con un radio más estrecho.
La predicción de la concentración de tensiones y la optimización del radio de curvatura para contornos intrincados se realizan mediante software informático avanzado, como el análisis de elementos finitos (FEA). Esto permite al ingeniero calcular los efectos de los diferentes radios en el material y realizar cambios de diseño que sigan los criterios de ingeniería, además de mejorar la vida útil de los componentes que se fabrican.
El radio de curvatura mínimo afecta significativamente la solidez estructural, la precisión y la viabilidad de la producción de cualquier pieza de chapaLos radios de curvatura más pequeños tienden a aumentar las posibilidades de deformación del material, como grietas y arrugas. Un ejemplo de esto se puede encontrar en metales con baja ductilidad, como las aleaciones de aluminio, que son mucho más frágiles que el acero y, por lo tanto, necesitan un radio de curvatura mayor para evitar roturas.
Desde el punto de vista del diseño, el radio de una curvatura afecta las medidas y la precisión angular general de la pieza en particular. Un radio de curvatura predefinido permite producir ángulos con uniformidad, lo cual es fundamental para piezas que requieren un ajuste preciso, como en la construcción automotriz y aeroespacial. Además, se debe tener en cuenta la recuperación elástica (la tendencia de los materiales mejorados a volver a su forma original), ya que puede hacer que las curvaturas sean menos precisas. Los estudios muestran que las curvaturas de radio más pequeño tienen recuperaciones elásticas grandes que se deben compensar en el diseño y la fabricación, especialmente en el caso de curvaturas de radio más estrecho.
En la práctica, la elección de un radio de curvatura adecuado mejora la resistencia a la fatiga y la capacidad de carga. Los cálculos de ingeniería muestran que un radio de curvatura mayor reduce la concentración de tensión a lo largo de la línea de curvatura en un componente metálico, lo que aumenta la cantidad de ciclos que puede soportar la pieza. Los radios mayores, por ejemplo, aumentan la longevidad de los chasis de chapa metálica utilizados en maquinaria pesada que se enfrenta a cargas cíclicas.
Un radio más estrecho también aumenta los costos de herramientas, ya que el metal debe doblarse con más fuerza. Aumentan tanto el tiempo empleado en producir el componente metálico como los costos operativos. Un diseño rentable del radio de curvatura óptimo debe tener en cuenta los requisitos funcionales tanto como sea posible.
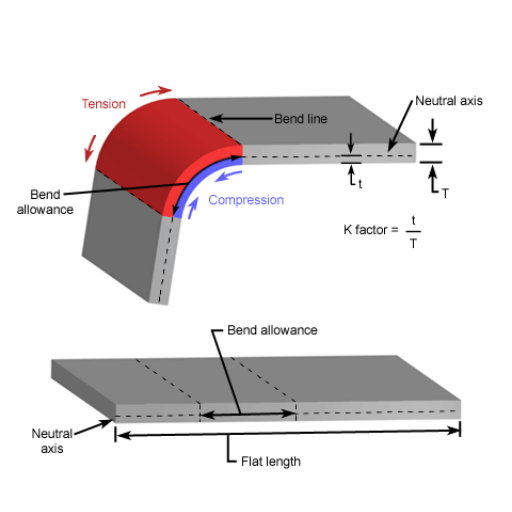
El radio de curvatura mínimo está muy influenciado por el espesor del material y su tipo o composición. Generalmente, los materiales más gruesos son más resistentes a la deformación y, por lo tanto, requieren radios de curvatura mayores. Esto sucede porque las fibras del material en el interior de la curva se comprimen mientras que las del exterior se estiran. Cuanto más grueso es el material, más tensión experimenta. Los metales como el acero y el aluminio, por ejemplo, cuando se doblan, tienen un radio objetivo de entre 1 y 3 veces el espesor del material; de lo contrario, el agrietamiento y el debilitamiento son inevitables.
El tipo de material también afecta significativamente el radio de curvatura mínimo. Los metales dúctiles como el cobre y el aluminio permiten una mayor flexibilidad que el acero de alta resistencia o el titanio. Es por esta razón que los metales más blandos pueden soportar una mayor deformación mientras que los metales más duros se fracturan. También existen pautas de la industria, establecidas por ASTIM e ISO, con respecto a los radios de curvatura sugeridos para materiales específicos. Se estima que el aluminio recocido requiere un radio de curvatura que varía de 1 a 2, mientras que el acero de alta calidad necesita un radio de alrededor de 2.5 a 3.
Otros factores incluyen el estado de temple o tratamiento térmico del material, ya que los materiales endurecidos suelen ser menos dúctiles y requieren radios de curvatura mayores. Los fabricantes y diseñadores deben tener en cuenta estas propiedades, así como los resultados de las pruebas mecánicas y las necesidades operativas reales, para lograr las curvaturas más favorables con el mínimo daño al material.
Las tablas de referencia para el radio de curvatura son plataformas muy útiles para ingenieros y fabricantes cuando trabajan con chapa metálica, ya que proporcionan un punto de partida para calcular los radios de curvatura mínimos para diferentes materiales. Estas tablas normalmente tienen en cuenta el tipo de material, el espesor y el temple, entre otros factores. Por ejemplo, las aleaciones de aluminio 5052-H32 sugieren un radio de curvatura mínimo de 1 vez el espesor del material. En comparación, las aleaciones 6061-T6, más resistentes y menos dúctiles, pueden necesitar una relación entre el radio de curvatura y el espesor de 2 a 3 veces para no agrietarse.
Las recomendaciones de radio de curvatura para aceros laminados en frío, por ejemplo, tienden a ser entre 1 y 1.5 veces la relación II/T para diferentes grados y temples, dada la capacidad del material para mantener su estructura fuera de la curvatura. Mucho más resistente y menos dúctil que el acero al carbono, El acero inoxidable puede necesitar Radios de curvatura mayores, que suelen oscilar entre 1.5 y 2.5 veces la relación espesor II/T. Por el contrario, el cobre y el latón son muy dúctiles y necesitan radios de curvatura mínimos iguales o ligeramente superiores al espesor de los materiales maleables.
Las selecciones deben coincidir con los métodos de producción que involucran el tipo de matriz, las herramientas, los ángulos de doblado y otros parámetros relevantes. Además, la aplicación de un radio de doblado mayor que el radio mínimo especificado en las tablas es útil para mejorar la durabilidad al reducir las tensiones residuales en el área doblada, mejorando así el rendimiento a lo largo del tiempo en entornos hostiles. Seguir este enfoque garantiza doblados confiables y repetibles, que pasan las verificaciones estructurales y funcionales.
Para estimar el radio de curvatura mínimo en función de las características del material, a continuación se enumeran algunos consejos importantes.
Como regla general, para los metales dúctiles, el radio de curvatura mínimo es igual al menos a 1 vez el espesor del material y a 2-3 veces para los menos dúctiles. Para obtener cifras precisas, asegúrese de consultar la documentación del fabricante o fuentes de ingeniería.

Estas normas deben comprobarse en función de las propiedades específicas de un material determinado. Siempre es conveniente consultar con el proveedor o con las fuentes de referencia dentro del mercado de la industria en cuestión.
En comparación con el aluminio o el acero dulce, el acero inoxidable es considerablemente más resistente, lo que requiere un radio de curvatura mayor. En el caso del acero inoxidable, un radio de curvatura de entre 2 y 3 veces el espesor del material minimiza las posibilidades de que se agriete. Sin embargo, los materiales más maleables, como el aluminio, generalmente tienen restricciones menos estrictas y se pueden doblar con un radio de entre 1 y 2 veces el espesor del material. Asegúrese de consultar las pautas específicas del material o las recomendaciones del proveedor para obtener prácticas de doblado óptimas.
La uniformidad, la fiabilidad y la seguridad se mantienen en el producto final siguiendo las normas de la industria en el diseño de chapa metálica. En mi experiencia personal, seguir estas reglas minimiza las posibilidades de errores, limita el desperdicio de materiales y garantiza la idoneidad para los procesos de fabricación. También mejora la cooperación entre los departamentos de diseño y producción porque estas normas establecen un nivel mínimo de expectativas y calidad. Esto culmina en un proceso de producción simplificado y más eficiente, al tiempo que se alcanzan los estándares de calidad de forma más rentable.

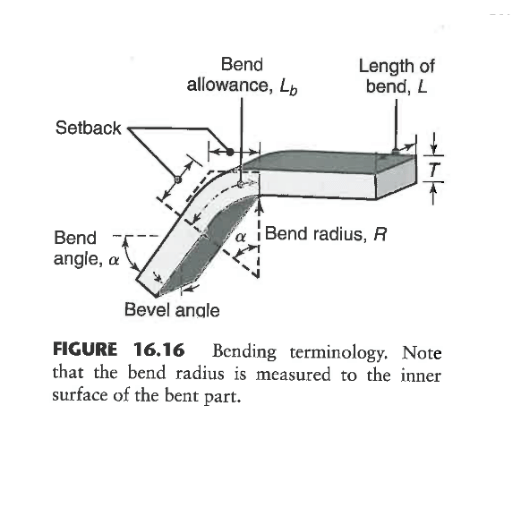
El radio de un pliegue influye tanto en la longitud de la brida como en el margen de pliegue de una pieza de chapa metálica. Un aumento en el radio de pliegue requeriría que se utilizara material adicional para completar el pliegue, y eso, en consecuencia, cambiaría las medidas del margen de pliegue, que es el material que se utiliza en la curva del pliegue. De la misma manera, la longitud de la brida, que es la parte que se extiende desde el borde hasta el pliegue, se ve afectada por el radio porque un radio mayor puede cambiar la dimensión de diseño plano de la pieza. Si se controlan todos los factores mencionados anteriormente teniendo en cuenta el radio de pliegue, las dimensiones de la pieza serían precisas y no se deformarían ni fallarían durante el proceso de fabricación.
Los estudiantes revisarán varias estrategias y procesos que contribuyen a lograr el equilibrio entre forma, función, capacidad de fabricación y forma en cualquier diseño de chapa metálica. Por ejemplo, se debe considerar el propósito del componente y las características con su forma, al mismo tiempo que se considera la eficiencia de producción. Otras estrategias incluyen la eliminación de formas geométricas complejas que son difíciles de fabricar, el uso de materiales que cumplan con los niveles requeridos de rendimiento y capacidad de fabricación, y la consideración de tolerancias generales junto con las posibilidades de fabricación. La colaboración con los equipos de fabricación durante la etapa de diseño es crucial para identificar posibles dificultades en una etapa temprana para garantizar una producción rentable sin sacrificar la calidad del diseño ni la funcionalidad.
Siga las pautas de materiales
Consulte las especificaciones del material para establecer el radio de curvatura mínimo del material seleccionado. Este paso ayuda a evitar grietas o deformaciones durante la fase de curvatura.
Siga las normas de la industria
Aplique las prácticas estándar de la industria cuando corresponda. Por ejemplo, una regla general para muchos metales es tener una curvatura de al menos una vez y media el espesor del material.
Considere la variabilidad en el espesor
El aumento del espesor de algunos materiales implica que se deben aumentar los radios de curvatura para evitar tensiones excesivas o fracturas. Aumente siempre el radio de curvatura en proporción al espesor del material.
Comprobar con herramientas de simulación
Aplique simulación por computadora o análisis de elementos finitos (FEA) para examinar el sistema de tensión y verificar si el radio de curvatura diseñado satisfará los criterios de desempeño.
Incorporar radios de curvatura uniformes
Para reducir el tiempo de fabricación y los costos de herramientas, estandarice los radios de todos los pliegues de la pieza. Asegúrese de que se aplique la fuerza de plegado adecuada para cada tipo de material.
Hablar con el fabricante
Trabaje con el equipo de fabricación para validar los radios de curvatura establecidos frente a las herramientas y el equipo disponibles.

Cada prensa plegadora logra las características y especificaciones de diseño deseadas para un material en particular mediante el uso de combinaciones de herramientas que han sido preestablecidas, predeterminadas y programadas para lograr radios de curvatura precisos y repetibles. La selección de las herramientas adecuadas a menudo incluye la consideración del espesor del material, el tipo de material y el ángulo de curvatura especificado.
Herramientas para troqueles en V
Las matrices en V son la opción de herramientas más aceptada debido a su flexibilidad comparativamente amplia para cubrir distintos espesores de material. Por lo general, el ancho de la abertura en V determina el radio de curvatura mínimo que se puede lograr. Con materiales más delgados, son preferibles las aberturas de matriz en V más estrechas (por ejemplo, 6 mm o 0.25 pulgadas) que crean radios más ajustados. Por el contrario, los materiales más gruesos se procesan de manera más eficiente utilizando aberturas más anchas (por ejemplo, 25 mm o 1 pulgada).
Punzones de cuello de cisne
Los punzones de cuello de cisne son excepcionalmente eficientes, ya que permiten realizar curvas más profundas sin que interfiera la forma del punzón y, además, la geometría compleja que ofrece la forma del punzón. Permiten manipular fácilmente curvas cerradas y radios estrechos en aluminio y acero dulce.
Matrices de radio
Las matrices de radio son eficaces para realizar pliegues con un radio constante y, al mismo tiempo, precisos. Estas matrices suelen aplicarse en procesos críticos de las industrias automotriz y aeroespacial, donde se debe mitigar la concentración de tensiones. Una matriz de radio de 2 mm ofrece un contorno de pliegue constante para láminas de 3 mm con solo 2 mm de deformación.
Herramientas de doblado rotativo
Las dobladoras rotativas incorporan un mecanismo de matriz rotatoria y logran doblados sin marcar ni deformar mucho la superficie del material. Su rango de aplicación incluye varios radios y son ideales para acabados delicados, así como para láminas pulidas, que incluyen, entre otras, el acero inoxidable.
Juegos de matrices ajustables
Estas herramientas versátiles permiten ajustar los radios con una sola herramienta. Son especialmente ventajosas para series de producción con distintos tipos de curvaturas, ya que minimizan la necesidad de cambiar las herramientas.
Consideraciones clave para la selección de herramientas
Tipo de material y espesor
Cada tipo de material tiene un radio de curvatura mínimo sugerido para reducir el riesgo de agrietamiento y deformación. Por ejemplo, el acero laminado en frío requiere un radio de curvatura, en promedio, de 1 vez el espesor del material, mientras que el aluminio puede ser más de 2 veces para evitar fracturas.
Requisitos de tolerancia
Las tolerancias más estrictas pueden ser más exigentes para las herramientas de varios pasos, lo que hace que las matrices ajustables CNC sean esenciales para obtener resultados consistentes en numerosas curvas.
Desgaste y mantenimiento de herramientas
La comprobación periódica de las herramientas de la prensa plegadora es fundamental para garantizar la precisión, especialmente si se tiene en cuenta el radio de curvatura mínimo, ya que el rendimiento óptimo se ve muy afectado. Las herramientas sin mantenimiento generarán más desperdicio y retrabajo debido a una mayor inconsistencia con los radios de curvatura.
La elección integral de herramientas para prensas plegadoras no solo garantiza la precisión, sino que también mejora la eficiencia de la producción al minimizar los tiempos de configuración y los problemas de movimiento del material.
Tanto el doblado por aire como el doblado por fondo son procesos ampliamente utilizados en el campo de la fabricación de metales y cada uno de estos procesos tiene sus propias ventajas distintivas, dependiendo del radio de curvatura deseado, el espesor del material y los requisitos de precisión.
Flexión de aire
Uno de los procesos más flexibles es el doblado por aire y es uno de los procesos más utilizados en la industria manufacturera, donde un punzón presiona parte del material de la pieza de trabajo en una matriz y, debido a la recuperación elástica, no permite un contacto completo entre la pieza de trabajo y la matriz. Este método es útil para lograr un amplio espectro de ángulos y radios de doblado con las mismas herramientas. Los factores, como la apertura de la matriz, la penetración del punzón, las características del material y otros parámetros, deben controlarse de cerca para lograr el radio deseado. El radio interior esperado para el doblado por aire es, en la mayoría de los casos, del 16 % al 20 % de la apertura de la matriz en V. Por ejemplo, se espera que una pieza de trabajo con un ancho en V de 1 pulgada tenga un radio interior de entre 0.16 y 0.2 pulgadas. Este enfoque funciona bien para aplicaciones livianas y diversos tipos de materiales, pero puede requerir ajustes para tener en cuenta la variabilidad en la recuperación elástica entre materiales.
Cilíndrico
También llamado acuñado o ajuste por presión inferior, el ajuste por presión inferior es un método en el que el material se presiona gradualmente en una matriz hasta que se hace contacto completo, bloqueando así el radio de curvatura. En comparación con el doblado por aire, este método tiene más precisión y repetibilidad, al mismo tiempo que tiene una recuperación elástica mínima. Una ventaja del ajuste por presión inferior es que el radio interior está determinado principalmente por el radio del punzón. Esto hace que sea más fácil lograr tolerancias más ajustadas y radios de curvatura más pequeños. Por otro lado, el ajuste por presión inferior implica una gran cantidad de tonelaje en el sistema de herramientas y prensa plegadora, lo que genera un mayor desgaste y exige materiales más resistentes. Por ejemplo, el ajuste por presión inferior de curvas de radio pequeño en láminas de acero inoxidable más gruesas a menudo requiere entre 2 y 3 veces el tonelaje del doblado por aire.
Factores a tener en cuenta al elegir una técnica
Tipo de material y grosor:
Capacidad de herramientas y equipos:
Estrategia de gestión de costos:
El plegado por aire permite mayor velocidad y reduce los cambios de herramientas, lo que lo hace ventajoso para producciones de volumen bajo a medio. El procesamiento de plegado por aire se utiliza mejor cuando la precisión y la exactitud son fundamentales y los resultados tienen muy poca variación.
Si un fabricante comprende los beneficios relativos que vienen con una opción de doblado por fondo además del doblado por aire, entonces podrá optimizar sus procesos de doblado con respecto a los requisitos particulares del proyecto, las disposiciones sobre precisión, la eficiencia del material y los costos generales.
Para medir y verificar los radios de curvatura, se integran herramientas especializadas, como calibres de radio, un transportador digital y una máquina CMM, para lograr mediciones adecuadas y precisas. Los transportadores digitales pueden medir ángulos con precisión, los calibres de radio comparan los radios de curvatura establecidos con los de plantilla, mientras que las CMM permiten una verificación detallada en cuatro dimensiones de las dimensiones de la curvatura. Cada herramienta se selecciona de acuerdo con las necesidades de precisión y las prácticas del diseño dado.

Para lograr radios de curvatura consistentes y precisos, los fabricantes deben seguir las prácticas básicas que se indican en la siguiente lista.
Estos pasos, observados cuidadosamente, ayudarán a los fabricantes a lograr mayor precisión y confiabilidad, disminuyendo aún más las posibilidades de errores.
Al utilizar estas estrategias, las empresas manufactureras pueden mejorar la capacidad de producir piezas con radios de curvatura consistentes, garantizando así que todas las piezas cumplan con los estándares de diseño y calidad.
La precisión del radio de curvatura requiere tecnologías sofisticadas para controlar simultáneamente la calidad a altos niveles. En la lista que aparece a continuación se muestran algunos de los sistemas que lo hacen con gran precisión.
Escaneo láser 3D
Los dispositivos de escaneo láser 3D permiten la medición sin contacto de características como los perfiles de curvatura. Los sistemas modernos pueden obtener datos geométricos con una precisión de hasta ±0.02 mm. Este método permite analizar las piezas a medida que se producen, lo que garantiza que cumplan con los requisitos de diseño. Es útil para aplicaciones complejas o con tolerancias ajustadas.
Máquinas de medición por coordenadas (MMC)
Las CMM pueden medir el radio de una curva con un alto nivel de precisión. Muchos sistemas pueden alcanzar niveles de precisión de micrones. Esto garantiza que el radio de curvatura se desvíe lo menos posible. Las CMM también tienen la capacidad de almacenar datos de medición, lo que es importante para capturar la información para la trazabilidad, lo cual es importante en los sectores aeroespacial y automotriz.
Herramientas de creación de perfiles digitales
Los sistemas integrados avanzados para el perfilado digital utilizan sensores láser o de visión para medir el radio de curvatura de una pieza en unos pocos segundos. Estas herramientas, que aceleran la fase de integración, suelen estar conectadas a sistemas CAD y permiten la comparación directa entre los valores medidos y los teóricos. Estas integraciones ayudan a agilizar el proceso de aprobación.
Detección de fuerza y par durante la producción
Las imprecisiones que se producen durante el proceso de plegado se pueden evaluar en tiempo real insertando sensores de fuerza y par en el equipo de plegado. Los cambios en la fuerza aplicada pueden estar relacionados con problemas con el radio de plegado y, por lo tanto, se pueden tomar las medidas adecuadas antes de que una pieza pase a la siguiente etapa de producción.
Control Estadístico de Procesos (SPC)
Con el control estadístico de procesos (SPC), los radios de curvatura a lo largo del tiempo son uno de los muchos puntos de datos que se pueden capturar y analizar para ayudar a determinar si es necesario tomar alguna medida para mantener las tendencias identificadas. Los gráficos de control permiten a los fabricantes capturar y mitigar las variaciones del proceso que pueden provocar defectos, lo que reduce el desperdicio y garantiza la fiabilidad de los procesos.
Análisis comparativo con muestras de referencia
Los fabricantes pueden comprobar fácilmente la conformidad de las piezas de producción con las muestras de referencia simples mediante el uso de sistemas de medición portátiles configurados para medir la detección de la variación con respecto al radio de curvatura de la muestra proporcionada.
La precisión de la medición del radio de curvatura puede verse afectada cuando se utilizan métodos estándar, pero estos métodos y dispositivos de última generación trabajan juntos no solo para garantizar la calidad, sino también para mejorar la eficiencia y reducir el impacto en los costos debido al retrabajo y al desperdicio de material.
La recuperación elástica se produce cuando un material recupera su forma original después de doblarse, lo que provoca discrepancias en el radio de curvatura deseado. Las propiedades mecánicas, como el límite elástico y el módulo de elasticidad, influyen profundamente en este efecto. Por ejemplo, las aleaciones de alta resistencia, como el acero inoxidable o el titanio, muestran una mayor recuperación elástica en comparación con materiales más blandos, como el aluminio.
Para contrarrestar la recuperación elástica, también es eficaz realizar una flexión excesiva precisa, en la que se permite que el material se asiente en la posición deseada con un margen de flexión mayor que el requerido. Las herramientas de análisis de elementos finitos (FEA) son muy útiles para estimar el comportamiento de recuperación elástica de diferentes materiales y optimizar sus parámetros de flexión en consecuencia.
Las variaciones en los materiales, como las capas superficiales, el espesor y los revestimientos químicos, son algunos de los factores que dificultan la obtención del radio de curvatura deseado. Estas inconsistencias afectan el comportamiento del material bajo tensión y pueden generar resultados no deseados. Por ejemplo, una variación de ±5 % en el espesor del material puede afectar en gran medida la precisión con la que se logra la curvatura.
Los problemas se resuelven mediante soluciones de fabricación avanzadas que emplean sistemas de monitoreo en tiempo real y tecnologías de control adaptativo que ayudan a determinar el radio de curvatura mínimo al producir piezas. Las piezas flexibles tienen sensores integrados que reconocen las diferencias en las características del material y ajustan la fuerza aplicada automáticamente. Esto mejora la precisión y reduce los errores. Además, algunos procesos de pretratamiento como el recocido pueden hacer que las propiedades del material sean más uniformes, lo que reduce la variabilidad y ayuda a obtener mejores resultados de curvatura.
Estos enfoques están respaldados por datos empíricos que confirman que las tecnologías adaptativas en entornos automatizados mejoran la repetibilidad del plegado en un 30 % en escenarios de alto volumen de producción. Los fabricantes realizan ajustes efectivos a los modelos predictivos que tienen en cuenta la recuperación elástica y las diferencias de material para lograr un cierto nivel de calidad y, al mismo tiempo, cumplir con los requisitos de diseño.
Doblar materiales gruesos, especialmente en radios estrechos, es un desafío. Estos desafíos incluyen el riesgo de agrietamiento del material, desgaste excesivo de las herramientas e imprecisiones dimensionales. Todos ellos son resultado de la concentración de tensión con flexibilidad reducida, algo común en los materiales gruesos durante el doblado.
Para resolver estos desafíos, se ha demostrado que son útiles las técnicas de doblado avanzadas, como las técnicas de doblado por estirado rotativo y de múltiples pasos. El conformado por múltiples pasos evita el agrietamiento al mantener la integridad del material mientras distribuye la tensión en varias etapas; por lo tanto, la deformación se controla mediante numerosas acciones en múltiples pasos. El control preciso de la matriz de presión y la posición del mandril en el doblado por estirado rotativo reduce las posibilidades de defectos deformativos que surgen al intentar formar radios estrechos. Por ejemplo, los mandriles especialmente diseñados para materiales gruesos pueden reducir la ovalidad hasta en un 40% en comparación con los métodos convencionales.
Los avances en la ciencia de los materiales permiten un mayor refinamiento de los perfiles gruesos. Se han desarrollado aleaciones de alta resistencia y otros materiales que poseen una ductilidad optimizada en materiales gruesos para aplicaciones más exigentes. Las investigaciones sugieren que la aplicación de determinados métodos de pretratamiento, como el tratamiento térmico o el refinamiento del grano, ha demostrado mejorar la ductilidad en materiales gruesos hasta en un 25 %. Esto permite lograr radios más estrechos sin comprometer la integridad estructural.
La incorporación de software de simulación en la fase de diseño ayuda a predecir el comportamiento de los materiales cuando se les aplican fuerzas. Ayuda a los fabricantes a determinar los mejores ángulos de plegado y diseños de herramientas para implementar antes de que comience la producción real, ahorrando así un tiempo valioso y reduciendo los gastos. Los estudios indican que la combinación de simulaciones con ejecuciones de prueba puede reducir el gasto de material en un 15%, además de reducir la cantidad de modificaciones necesarias en las herramientas de producción.
Con la adopción de estos métodos y herramientas avanzados, los fabricantes pueden abordar eficazmente los problemas de doblado de radios pequeños en materiales gruesos, garantizando resultados superiores y cumpliendo especificaciones de diseño exigentes.
Al buscar soluciones a los problemas de radio de curvatura en piezas de chapa metálica difíciles, un fabricante puede enfrentarse a varios desafíos, como grietas, recuperación elástica, adelgazamiento del material y desgaste de las herramientas. Se deben implementar métodos eficaces de mitigación y resolución de problemas para proteger la integridad y funcionalidad del producto final.
1. Agrietamiento durante la flexión
El agrietamiento se produce cuando el radio de curvatura es demasiado pequeño y sobrepasa los límites de ductilidad del material. Las investigaciones han demostrado que aumentar el radio de curvatura a un ancho de 1.5 veces el espesor del material minimiza las posibilidades de agrietamiento. Además, el uso de tratamientos térmicos para mejorar la ductilidad o la elección de aleaciones de calidad con mayores porcentajes de elongación pueden reducir significativamente este problema.
2. Manejo de la recuperación elástica
La recuperación elástica se puede definir como la recuperación de las propiedades elásticas del material después de ser sometido a flexión, lo que influye negativamente en la precisión de la forma final. Los aceros de alta resistencia como materiales tienden a ser más susceptibles a la recuperación elástica debido a su mayor límite elástico. Como solución, los fabricantes pueden integrar técnicas de sobreflexión o incorporar sistemas de plegado CNC que se ajustan automáticamente a la recuperación elástica en tiempo real. Los datos muestran que los sistemas de plegado avanzados con controles precisos tienen la capacidad de reducir la desviación de la recuperación elástica hasta en un 20%. Esto hace posible estandarizar el radio mínimo para todos los pliegues en lugar de solo predecir el valor promedio.
3. Deformación y adelgazamiento de materiales más allá de los límites
En el caso de piezas con baja capacidad de elongación, el adelgazamiento excesivo puede ser particularmente problemático, ya que puede provocar la falta de integridad de la pieza. En el software de simulación, las herramientas FEA evalúan con precisión las áreas de adelgazamiento potencialmente problemáticas. Tanto para las operaciones de doblado como de adelgazamiento, una relación adecuada entre la abertura de la matriz y el espesor de la lámina es de 6 a 10 veces el espesor del material. Esta relación mejora la distribución de la tensión en el material durante el proceso de doblado.
4. Compatibilidad y desgaste de las herramientas
La falta de uniformidad en el mecanizado provoca plegados defectuosos o inconsistentes. Los aceros avanzados de alta resistencia desgastan notablemente las herramientas debido a su alta resistencia y espesor. La vida útil de la herramienta se puede aumentar hasta en un 30 % utilizando material resistente al desgaste, como herramientas recubiertas de carburo. Además, el plegado uniforme se consigue mediante la alineación precisa de las herramientas, que se comprueba periódicamente con herramientas de medición precisas.
Tendencias emergentes en la resolución de problemas
Los fabricantes están adoptando soluciones digitales, como la recopilación de datos en tiempo real y el control adaptativo, para que la resolución de problemas sea más eficiente. Por ejemplo, los equipos y las máquinas de plegado pueden equiparse con sensores habilitados para IoT que controlan la tensión y la deformación durante la producción. Se puede lograr una reducción de los defectos del 25 % en las primeras tiradas de producción analizando los datos producidos para realizar ajustes con la ayuda de los sensores.
Reconocer y abordar estos desafíos con las soluciones propuestas permitirá a los fabricantes lograr los mejores resultados incluso con los diseños más sofisticados. Los métodos de fabricación de herramientas sofisticados, los procedimientos avanzados de manipulación de materiales y las tecnologías modernas contribuyen en gran medida a aumentar la productividad y reducir los costos asociados con los radios de curvatura bajos en los componentes de chapa metálica.
R: El radio de curvatura es el radio del arco de la curvatura. En el ámbito de la chapa metálica de precisión, siempre es fundamental, ya que afecta a la integridad estructural, la estética y la funcionalidad del producto final. El radio de una curvatura determina la longitud mínima de la brida, afecta a la deducción de la curvatura y también controla la resistencia del área que se ha doblado. Conocer el radio de una curvatura es esencial para diseñar piezas de chapa metálica de forma precisa y adecuada sin correr el riesgo de que los materiales fallen.
R: En la mayoría de los casos, el radio de curvatura mínimo debe ser una determinada cantidad de veces el espesor de la chapa. En la mayoría de los materiales, el radio de curvatura interior mínimo suele ser de 1 a 3 veces el espesor del material. Todo depende de las propiedades específicas del material, por ejemplo, la ductilidad y la resistencia a la tracción. Se deben consultar las pautas de los materiales o realizar experimentos para encontrar el radio de curvatura mínimo correcto para una pieza de trabajo específica.
A: Hay muchas consideraciones importantes a la hora de seleccionar un valor de radio de curvatura sobre otro: 1. Espesor y tipo de material 2. El ángulo de curvatura 3. Características del material: ductilidad y resistencia a la tracción. 4. Disponibilidad de herramientas 5. Consideraciones estéticas 6. Consideraciones funcionales 7. Longitud de la brida 8. Tolerancia 9. Dirección de curvatura 10. Capacidades del taller
R: La orientación del pliegue es importante para el área del radio de curvatura mínimo para el pliegue. Doblar chapa metálica en la dirección de la fibra (o dirección del laminado) generalmente requiere un radio de curvatura mayor que doblarla transversalmente. Esto se debe a que el material, por regla general, no es tan dúctil en la dirección de la fibra. Tenga siempre en cuenta la orientación del pliegue al diseñar las piezas que se fabricarán con chapa metálica para que el radio elegido funcione bien para el material y la dirección del pliegue.
A: Un radio interior más pequeño de lo normal puede causar algunos problemas: 1. Agrietamiento o rotura de materiales 2. Mayor Springbank 3. Adelgazamiento adicional del material en la curva 4. Dificultad para realizar curvas de manera consistente 5. La corta vida útil por fatiga de la pieza 6. Mayor concentración de tensión 7. Los bordes afilados plantean un riesgo de seguridad. Compensar estos problemas mediante un uso excesivo de la especificación de radio de curvatura mínimo para el material ayuda, pero de hecho, no se recomienda.
R: En el trabajo con chapa metálica, el espesor del material determina la selección del radio de curvatura. En la mayoría de los casos, los materiales más gruesos tienen más probabilidades de fallar si el radio de curvatura es menor que el requerido. El radio de curvatura mínimo normalmente se da en términos del espesor del material, como 2T o 3T, donde T es el espesor. Además, el espesor determina la posición del eje neutro en el plegado, lo que afecta la deducción de la curvatura y la precisión de la pieza en el estado doblable.
A: Cada radio en el plegado de una lámina de metal debe medirse para garantizar la precisión en todos los casos. Las herramientas y técnicas comunes incluyen: 1. Calibres de radio o calibres de filete 2. Máquinas de medición por coordenadas (CMM) 3. Comparadores ópticos 4. Escáneres 3D 5. Proyectores de perfiles 6. Calibradores digitales con puntas de radio 7. Plantillas de radio 8. Sistemas de visión con software de detección de bordes El uso de estas herramientas garantiza una medición confiable del radio de plegado interior para mantener la precisión y la consistencia requeridas en la precisión moderna. fabricación de chapa.
A: Para el radio R y el espesor del material T, el procedimiento para determinar la longitud mínima de la brida es el siguiente: 1. considerar la tolerancia de curvatura (BA) 2. incorporar los límites de las herramientas, como la abertura de la matriz y el radio de la punta del punzón 3. incluir la longitud de agarre de la forma 4. agregar la tolerancia de recorte si es necesario Al utilizar la herramienta, la longitud de la brida es estadísticamente al menos dos veces el espesor del material junto con el radio de curvatura. No obstante, para deducciones precisas, es recomendable trabajar con el software o consultar las tablas de deducción de curvatura.
1. Impacto del radio del perfil del punzón y la disposición de la hoja en la recuperación elástica en el plegado en V de una hoja bicapa
2. Influencia del radio del punzón y del espesor de la chapa en la recuperación elástica en el doblado en V
3. Influencia del radio del perfil del punzón en la recuperación elástica en el plegado en V de piezas brutas soldadas transversalmente
4. El impacto del radio del punzón y el espesor de la lámina en la recuperación elástica en el doblado en V de acero de alta resistencia con simulación FEA
5. Proveedor líder de servicios de fabricación de chapa metálica en China

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →