

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Es imposible imaginar la gran cantidad de artículos de plástico que nos rodean hoy en día, como envases de soluciones de limpieza o piezas de automóviles, que no dependan del uso de máquinas de moldeo por soplado. Operar equipos de moldeo por soplado, configurarlos y mejorar un diseño existente requiere conocer estas máquinas, sus componentes y los principios que las sustentan. En este capítulo, nuestro objetivo es brindar información sobre los componentes operativos de las máquinas de moldeo por soplado y cómo estos elementos interactúan para garantizar una productividad óptima. Si busca mejorar sus habilidades intelectuales o profesionales en este campo, o si le apasiona explorar el amplio espectro de las ciencias relacionadas con el desarrollo de bienes de consumo, este capítulo es ideal para usted.
El moldeo por soplado implica el proceso de crear patrones huecos específicos mediante calor y un parisón (una pieza cilíndrica de plástico caliente) que se expande o moldea en un molde. Tras el moldeo, el parisón se funde y se desarrolla. A continuación, se insufla aire en el parisón para forzar su crecimiento y ajuste a la forma predefinida. Esta es la producción más común de artículos como botellas, contenedores y piezas de automóviles. Estos productos en sí mismos suelen ser la razón por la que se requiere este equipo. Se insufla aire en el parisón durante la etapa de inflado, lo que evita que el contenedor se vea afectado por factores que podrían obstaculizar la expansión del polímero. Este método se considera eficaz por varias razones. Aunque no es el más eficiente, uno que es relativamente fiable es el uso del método de deformación para compensar los errores en las dimensiones de las botellas.
El moldeo por soplado es un proceso para la fabricación de suministros de plástico huecos. En esta tecnología, el plástico caliente se moldea creando una pieza, que posteriormente se infla dentro de la pared para formar el objeto final. La flexibilidad y facilidad de uso de esta tecnología han hecho que el moldeo por soplado sea accesible a muchas industrias a nivel mundial.
Aplicaciones del moldeo por soplado
En la industria manufacturera, el moldeo por soplado se utiliza para producir botellas y otros envases de plástico biplanos o planos, productos cuya forma se logra estirando el plástico hasta obtener la forma deseada. Fuentes del sector estiman que aproximadamente el 70 % de las botellas de plástico del mundo se producen con IBM.
Son muy resistentes, muy ligeros, se pueden fabricar de forma rentable y tienen un uso potencial ampliado en la industria automotriz, como la creación de piezas moldeadas por soplado, como conductos de aire, tanques de combustible y tanques de fluidos, que también se pueden moldear por soplado a partir de HDPE, mejorando la eficiencia del vehículo para lograr un bajo consumo de combustible.
Las paredes no porosas se utilizan para crear suministros médicos, como jeringas, componentes y contenedores de grado médico, así como carcasas para equipos portátiles, que también se utilizan para fines sexuales entre adultos sin comprometer la seguridad ni el rendimiento. Existen medidas para evitar la aplicación excesiva de pintura limitando diversos factores, por ejemplo, configurando la cantidad de líquido a aplicar.
Los artículos fabricados a través de este proceso de moldeo por soplado son similares a los tanques de agua, tambores de plástico y otros tipos de aislamiento analizados anteriormente, ya que también implican el uso de conformación de roscas extendidas para producir artículos grandes y resistentes en su interior.
Es imposible que el moldeo por soplado se hubiera utilizado anteriormente para fabricar bolas de plástico tan pesadas. El Viagra se está encareciendo; sin embargo, gracias al moldeo por soplado, es posible crear sillas o mesas huecas a bajo coste, manteniendo las características deseadas.
El moldeo por soplado ocupa un lugar destacado en la fabricación de objetos, especialmente en industrias que producen grandes cantidades de artículos para que sus clientes los utilicen de forma fácil y eficiente. Además, se ha convertido en un método líder para la elaboración de diversos productos, ya que se utiliza en la fabricación de artículos como etiquetas, por ejemplo, y otros tipos de artículos. Asimismo, el último informe de proyecciones pronostica un crecimiento estable de la demanda de productos de plástico soplado a nivel mundial, gracias a los importantes avances en la ciencia de los materiales y los métodos de producción ecológicos, como el cultivo de bioplásticos. Asimismo, su capacidad para generar geometrías complejas en formas de fabricación estándar de forma económica lo ha posicionado en la producción de bienes de consumo e institucionales de alto valor añadido. Por ello, los agentes de moldeo por soplado reducen los residuos y el consumo de energía, integrándose así con la búsqueda actual de productos con un toque ecológico.
El moldeo por soplado es un término general que abarca múltiples procesos diseñados para satisfacer distintas necesidades de producción y especificaciones del producto. A continuación, nos centraremos en cinco tipos populares de procesos de moldeo por soplado y veremos cómo se utilizan sus características clave de diferentes maneras:
El parisón es una forma tubular que se crea soplando plástico fundido hasta obtener una forma cilíndrica gruesa. Posteriormente, se utiliza una configuración de fabricación donde se inserta un parisón en un molde expansible y el aire comprimido lo expande. Leisureption EBM es omnipresente en la fabricación de botellas y contenedores de plástico, así como en la industria automotriz. Se aplica principalmente a pedidos de grandes cantidades de piezas de plástico y a diseños con una variación considerable de forma.
En la actualidad, con la llegada de la tecnología avanzada, es posible moldear un anillo de retención por opacidad, forzando la preforma a entrar en un molde de soplado. El parisón así obtenido se infla con aire para lograr una apariencia lista para usar. A este paso le sigue el retorcido de bayoneta, lo que simplifica el proceso. Su principal aplicación es para productos minimalistas cuya geometría no se puede moldear sin un molde. Por ejemplo, los envases farmacéuticos y cosméticos son placas gigantes de polipropileno moldeadas por soplado. Estas dependen de la forma del perfil, por lo que no hay que preocuparse por el grosor excesivo de las paredes.
Por ejemplo, el SBM se utiliza habitualmente para la producción de envases rígidos y ligeros, como botellas de PET para diversas bebidas. Inicialmente, el material se funde y luego se moldea por inyección para formar la preforma, seguida de calentamiento y soplado simultáneo para obtener el producto final. En las botellas SBM, se pueden beber líquidos con o sin gas; por lo tanto, la piel pierde su aspecto vacío, ya que el producto no es visible.
Por otro lado, el moldeo por coextrusión-soplado permite la aplicación simultánea de varias capas de diferentes plásticos, lo que optimiza la creación de productos multicapa. Esta tecnología se desarrolló principalmente para aplicaciones de envasado donde la protección contra factores externos es crucial, como envases de alimentos y contenedores que contienen resinas. Además, esta práctica elimina el requisito de coste cero asociado con el uso total de plástico virgen.
En este caso, se realiza como un proceso de dos pasos. Primero, el material plástico se moldea en una preforma, luego se calienta y se estira por soplado en una cámara de soplado para formar el producto final. Dado que los productos transparentes de alto costo son esenciales, esta técnica en particular es conocida por producir botellas de alto rendimiento, culatazos rellenables y otros artículos similares. La capacidad del ISBM para producir piezas idénticas de forma consistente y su bajo precio de mercado una vez instalado confirman su utilidad.
Por lo tanto, estos procesos de moldeo por soplado múltiples encuentran su aplicación en diversas industrias, inimaginables e inventivos, y métodos de aplicación de maquinaria y utilización industrial cada vez más innovadores en este panorama industrial moderno.
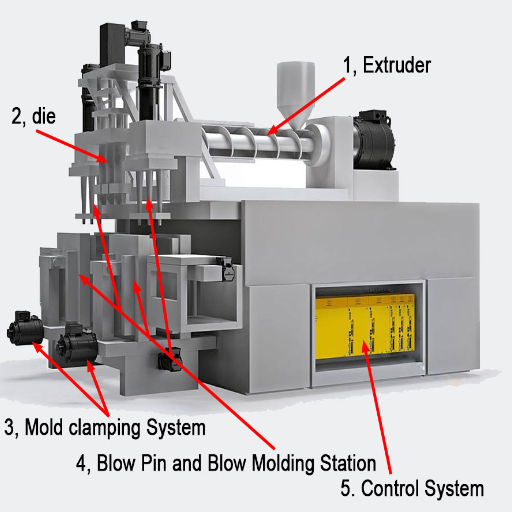
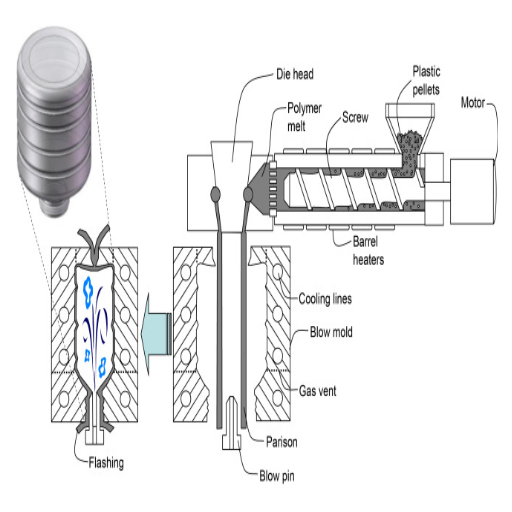
Los principales componentes del diseño de equipos de moldeo por soplado incluyen una extrusora, un cabezal de moldeo, un molde y un sistema de sujeción. La función de la extrusora es calentar el plástico, forzar su fusión y extruirlo en la forma requerida. Posteriormente, el cabezal de moldeo moldea el plástico creando una preforma. El molde determina la forma del envase, mientras que el sistema de sujeción asegura su sujeción. Estos componentes funcionan en armonía para lograr procesos de producción eficaces y precisos.
La arquitectura de una máquina de moldeo por soplado está diseñada para ser compleja, optimizando así la producción. La máquina integra los siguientes subsistemas: la extrusora, el cabezal de la matriz, el molde y el sistema de sujeción, en un conjunto funcional unificado. El cabezal de la matriz cuenta con un recubrimiento que permite ajustes precisos de temperatura, lo que garantiza una fusión y un flujo de plástico sin vacíos lo más eficientes posible. La matriz es tan versátil que siempre puede modificarse para adaptarse a las formas requeridas según el presupuesto del producto. Por ejemplo, los moldes pueden durar mucho tiempo gracias a su fabricación con materiales duraderos. Para eliminar todo el aire del molde, este puede ajustarse o bloquearse con tanta fuerza que la fuerza de sujeción debe aplicarse mediante motores hidráulicos o servomotores, según corresponda.
Con estos avances, que incluyen la incorporación de sistemas de monitoreo en tiempo real y la capacidad de analizar datos mediante IA, los moldes de moldeo por soplado actuales eliminan los problemas de filtraciones. La mayoría de los avances en... La industria de máquinas de moldeo de fabricación ha aumentado la eficiencia, menor consumo de energía y mayor escalabilidad. Con un mayor enfoque en el desarrollo futuro, el énfasis en lo ecológico ha generado mayores niveles de eficiencia, y muchos fabricantes ahora exigen el uso de tecnologías de reciclaje y ahorro energético. Esta mayor evolución también contribuye a reducir el desperdicio de combustible y otras prácticas ineficientes típicas de cualquier empresa orientada a opciones de fabricación más ecológicas.
Es fácil ver que, dentro de una máquina de moldeo por soplado, las piezas se leen de forma impecable para que el trabajo se realice con éxito y eficacia. Un aspecto de estas interrelaciones que requiere una atención primordial es la gestión energética y el control de materiales dentro del sistema de fabricación. Por ejemplo, la interacción entre la extrusora y el molde es crucial para obtener vidriería al final. El plástico fundido se puede distribuir según el impacto de la extrusora durante el proceso de moldeo. Además, sería relativamente más fácil controlar el proceso de calentamiento y enfriamiento de los productos con la ayuda de los sistemas de control que se están desarrollando actualmente. En la era actual de crecimiento dinámico de la industria del plástico, se espera que la integración de la química en el proceso de extrusión genere mayores niveles de eficiencia en la producción de estos productos. Al considerar estas interrelaciones y aprovechar las tecnologías más innovadoras, los fabricantes pueden lograr una rápida reducción de residuos, de acuerdo con los principios de la producción sostenible.
El flujo de polímero en el moldeo por soplado o extrusión-soplado comienza con la entrada del polímero grueso en el cilindro, donde se introduce el material termoplástico fundido en bruto, a menudo en forma de gránulos o pellets. Se crea una preforma en un dispositivo especial, que consiste en un tubo largo con un extremo moldeado para adaptarse a la forma proyectada. Esta preforma de plástico se coloca en una máquina y, al introducir aire comprimido, se expande para adaptarse a los contornos del molde. La activación del control de temperatura del molde de extrusión-soplado en esta fase es crucial para garantizar un flujo de plástico automático y uniforme, así como un espesor de pared uniforme.
Actualmente, los fabricantes cualifican cada vez más sus equipos mediante algoritmos basados en análisis de datos e inteligencia artificial para el control y la optimización de procesos. Los instrumentos están equipados con sensores en tiempo real para gestionar los requisitos de los materiales, como la viscosidad y la velocidad lineal durante la extrusión, lo que proporciona retroalimentación para tomar medidas inmediatas que reducen los defectos o el desperdicio. Además, la incorporación de dispositivos inteligentes busca mejorar el control operativo y ahorrar recursos, como la energía y las materias primas.
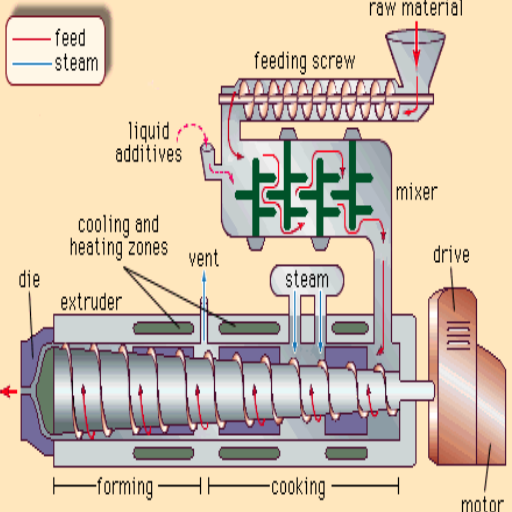
El sistema de extrusión es una operación unitaria industrial que moldea un material en una forma específica forzándolo a través de una matriz bajo presión. Generalmente, la máquina de extrusión se compone de la alimentación, el dispositivo de extrusión y la parte calefactora. En la mayoría de las configuraciones de la máquina, la alimentación es el material que se introduce en la tolva, generalmente un material plástico o metálico, que se calienta o acondiciona a medida que se transporta a través del cilindro calentado. Posteriormente, se extruye mediante una matriz para producir el producto moldeado. Los sistemas de extrusión se utilizan ampliamente en la industria de fabricación de materiales para fabricar artículos como tuberías, láminas y alambres, entre otros. Son herramientas muy solicitadas en la mayoría de las instalaciones de fabricación general, ya que ofrecen al operador un amplio control y son muy eficientes para cumplir con los estándares de producción a gran escala.
El papel que desempeña el conjunto de cilindro y tornillo es fundamental, ya que determina en gran medida la calidad del proceso de extrusión del material. Cabe destacar que, dentro del cilindro, se encuentra el tornillo, cuya función principal es mover, mezclar y, en ocasiones, dispersar el material de forma uniforme. Esto da como resultado un diseño de tornillo completamente diferente en las otras zonas clave del procesamiento del material: alimentación, compresión y dosificación. Por ejemplo, un sistema de alto rendimiento para materiales de alto cizallamiento, que también requiere menos volumen, tendría tornillos con una zona de transporte con perfiles de mayor profundidad. Por el contrario, para materiales que se funden uniformemente, un punto de vista delimita una zona con formación de menisco, es decir, un canal de transporte estrecho.
Un énfasis particular en las geometrías no subóptimas del tornillo, desde el punto de vista de la energía y los materiales que soportan las actividades de extrusión, incorpora el aspecto de la ingeniería de materiales al diseño real de los equipos de proceso. El desarrollo de nuevos tipos de tornillos, como los de barrera y los de múltiples tornillos, se ha vuelto cada vez más popular para reducir la fuerza interfacial y promover la mezcla. Además, otro desarrollo técnico crucial se relaciona con la aplicación de materiales resistentes al desgaste en el proceso experimental, bastante común, lo que prolonga la vida útil de los accesorios, especialmente aquellos sometidos a tensión continua por materiales sólidos o líquidos peligrosos.
Todo esto ayudará a garantizar una mejor uniformidad de los productos, un menor consumo de energía operativa y mejores atributos del producto, especialmente en el área de extrusión.
Durante el proceso de extrusión, tanto las zonas de calentamiento como las unidades de control de temperatura desempeñan un papel esencial, ya que influyen directamente en la fusión y la consistencia del material, así como en la calidad del producto. Normalmente, las máquinas de extrusión más modernas incorporan calentamiento multizona, lo que permite gestionar la temperatura del barril a niveles óptimos. Todas estas áreas del barril suelen estar equipadas con termopares y otros sensores para garantizar un control uniforme de la temperatura en todas las áreas de calentamiento, manteniendo al mismo tiempo límites seguros para evitar la degradación.
Estos últimos avances permiten el control en tiempo real y el uso eficiente de la energía para mantener la temperatura. Además, en las plantas industriales, los sistemas de mantenimiento inteligentes equipados con componentes del IoT ayudan a monitorizar las tendencias de temperatura, identificar desviaciones y ofrecer recomendaciones según sea necesario, lo que limita el tiempo de inactividad de los equipos. Al aplicar estos sistemas tecnológicos avanzados, la maquinaria de extrusión actual también aborda el factor más crítico para la calidad de la producción: el control de la temperatura, así como la eficiencia operativa general que permite dicha maquinaria.
Sin duda, el motor de accionamiento y la transmisión son factores cruciales en el rendimiento del equipo de moldeo por extrusión-soplado. El motor de accionamiento obtiene potencia y, a su vez, contribuye a la rotación del tornillo de la extrusora. Dentro del esquema, con un amplio rango de interés para el moderador, otros componentes del circuito de cubierta convierten el material plástico en un líquido llamado polietileno. Las máquinas modernas se caracterizan por el uso de potentes servomotores, que han ganado gran popularidad por su eficiencia energética, alta precisión de posicionamiento y bajos niveles de ruido. Por otro lado, la función de la transmisión garantiza que la potencia mecánica del motor se transmita eficientemente al tornillo, que gira sin paradas bruscas ni inoportunas.
Además, a lo largo de los años se han producido numerosos cambios tecnológicos que se han incorporado a los procesos mencionados, en particular el uso de sistemas avanzados de motor y transmisión. Es improbable que la contribución de estos dispositivos se materialice sin los sistemas de accionamiento inteligentes. En uno de los casos considerados históricamente de mayor rendimiento, donde la tensión se reduce para el arranque (las empresas europeas lo hacen con tanta rapidez), la frecuencia de los variadores reduce la relación de control de sus motores según los requisitos de producción. Estos sistemas, que utilizan sensores, actuadores y atenuadores de intensidad, permiten ajustes precisos al nivel óptimo de funcionamiento sin necesidad de desperdiciar accesorios. Por lo tanto, es un hecho que el uso de resina en tubos de fibra para el sistema avanzado de motor y transmisión ofrece mucho más que una satisfacción.

Al igual que en el moldeo por extrusión-soplado, la placa frontal es un elemento crucial que facilita la fabricación de un parisón. Un parisón es un tubo hueco y sin costuras en su interior, hecho de plástico. Esta ilusión de reducción se logra mediante el flujo de plástico en presencia de la matriz, cuya geometría controla el grosor y la uniformidad del parisón. El parisón debe fabricarse con un grosor de pared uniforme, sin que otras secciones compensen la variación de grosor. Esto es crucial, ya que influye directamente en la calidad del producto final, que es su propósito principal. Se sabe que los diseños de cabezales de matriz más sofisticados incluyen componentes adicionales, como pasadores o mandriles ajustables, que permiten un ajuste preciso del grosor de la pared del parisón. Estos pasos se implementan para facilitar el diseño de los procesos de fabricación de moldes, que reflejan cada aspecto del producto mediante la creación de los materiales necesarios.
Los cabezales de matriz se encuentran entre los componentes más críticos del proceso de moldeo por soplado de plásticos, y su diseño tiene un impacto significativo tanto en el proceso de producción como en la calidad del producto. A continuación, se presentan otras cinco categorías de cabezales de matriz habituales en el procesamiento de plásticos, y se proporciona información adicional sobre su construcción y funcionamiento, incluyendo los siguientes tipos de cabezales:
Es un modelo esencial de cabezal de troquel que dirige todo el material fundido al centro del troquel, evitando así desequilibrios en el proceso de fusión gracias a la precisión del posicionamiento del plástico. Se utiliza principalmente en la fabricación de botellas y latas curvas y cilíndricas, ya que permite obtener paredes con espesores uniformes. Además, la forma del troquel limita el reflujo, lo que permite que el movimiento del líquido se mezcle.
Los cabezales de alimentación lateral, a diferencia de otros modelos, dirigen el flujo de la masa fundida desde un lado, para luego producirla alrededor de la matriz. Esto es posible, especialmente para formas específicas y con dos o más tipos de plástico. Sin embargo, el diseño debe evitar las líneas de soldadura y facilitar el flujo uniforme de la masa fundida.
Este cabezal de matriz acumula temporalmente el material fundido y, una vez alcanzada la cantidad requerida, se libera para el proceso de moldeo. Este sistema es especialmente beneficioso para la fabricación de productos grandes y herméticos, como tanques, ya que permite un control preciso del material y la manipulación de grandes cantidades.
En funcionamiento, este tipo de matrices permite la producción de múltiples capas de productos, lo cual es adecuado cuando se cuenta con la capacidad de proteger o decorar dichas capas. El equipo permite la coextrusión de diversos materiales, tantos como se desee, en una región específica de una preforma, lo que permite el diseño de estructuras precisas para funciones específicas.
Los cabezales de matriz de araña alternan la disposición de las paredes internas para dirigir el material según sea necesario, lo que facilita una distribución uniforme del material en forma de polímero, ya sea en forma de araña o de rueda. Es uno de los tipos de cabezales de matriz más comunes para la fabricación de este tipo de plástico. Además, se utiliza para fabricar tubos, tuberías y otros objetos cilíndricos que requieren un alto nivel de uniformidad y uniformidad en su conformación.
Cada tipo de cabezal de matriz está diseñado para una aplicación y un material específicos, lo que proporciona a los fabricantes una amplia flexibilidad para satisfacer diversas necesidades de fabricación.
Sin duda, el desarrollo de sistemas eficaces de control de parisón es fundamental para lograr un control preciso del espesor en el proceso de moldeo por soplado. Todos estos sistemas se diseñan con tecnologías modernas, como la retroalimentación de bucle cerrado y los servocontroladores. Al garantizar un espesor uniforme de la preforma, los fabricantes pueden ahorrar recursos y crear un envase impecable, sin puntos delgados ni fallos, lo que se traduce en una mejor apariencia y una mayor capacidad de carga.
La tendencia reciente es incorporar sistemas avanzados de control de procesos al concepto de la cuarta revolución industrial para abordar diversos problemas, como el gran volumen de análisis de datos y la disponibilidad de IA para impulsar la mejora de procesos. Sin embargo, la fabricación inteligente es exigente para que la producción se ajuste a las altas variaciones en los volúmenes de producción y a las medidas de conservación del medio ambiente. Por ejemplo, la integración de sistemas de parisón con dispositivos del Internet de las Cosas aumenta la eficiencia del sistema, ya que ahora es posible determinar la reducción del espesor del parisón mediante la recopilación de datos sin desperdiciar energía ni otros recursos.
La tecnología de matriz multicapa en el moldeo por soplado es una innovación crucial que permite la producción de productos plásticos complejos y de alto rendimiento. Al permitir la creación de estructuras multicapa en un solo proceso de moldeo por soplado, esta tecnología mejora la funcionalidad del producto, como sus propiedades de barrera, durabilidad y reciclabilidad.
Existe un problema emergente con respecto a la utilidad de las matrices multicapa. Es fundamental comprender cómo esta tecnología puede abordar las preocupaciones relacionadas con la sostenibilidad y la personalización. Las iniciativas para mejorar el uso de la tecnología de matrices multicapa brindan la oportunidad de aprovechar materiales de desecho, como los polímeros. De igual manera, la era de la fabricación digital también incluye la producción innovadora, lo que significa que las matrices de adquisición están habilitadas para el IoT. Por lo tanto, cuando es necesario modificar los parámetros de las dimensiones de la matriz, esto se puede hacer en tiempo real, manteniendo la calidad del producto y ahorrando recursos en el proceso.
Esta tecnología independiente también es pionera en aplicaciones de materiales específicos, como envases de alimentos, productos automotrices y equipos sanitarios, donde otras técnicas podrían resultar imposibles o muy complejas y menos efectivas. En conclusión, a medida que los acabados y materiales adaptables se integran con recursos conectados en red, la tecnología de matrices multicapa se mantiene a la vanguardia de las innovaciones en las técnicas de moldeo por soplado.

En el proceso de moldeo por soplado, la unidad de sujeción del sistema de fijación y moldeo es crucial, ya que desempeña un papel activo para garantizar la productividad y la precisión de todo el proceso. El conjunto de moldes se mantiene cerrado mientras se inyecta la materia prima y se procesa la tubería de enfriamiento, formando una especie de "gofre" y manteniendo un tamaño de producto constante, a la vez que se minimiza la entrada de material. El deseo de contar con un diseño y componentes robustos, especialmente piezas de maquinaria y sistemas de sujeción, garantizará una reducción de la incidencia de piezas defectuosas, reparaciones más rápidas y una construcción que cumpla con las normas de salud y seguridad. Con los sistemas de sujeción y moldeo disponibles actualmente, cuyos componentes y elementos internos se fabrican de forma genérica, es muy posible construir moldes más complejos para optimizar la producción a gran escala.
Al desarrollar unidades de sujeción, los diseñadores deben considerar varias ventajas clave, principalmente para garantizar la rentabilidad, la precisión y una larga vida útil. Un paso en este proceso de diseño es la selección de las fuerzas de sujeción necesarias, que deben ser lo suficientemente fuertes como para cerrar las mitades del molde adecuadamente, incluso con la intensa acción de la inyección. En esta categoría, esta suele ser la suma de la presión interna de la infusión sobre la superficie del molde, en ausencia de defectos creados durante el proceso de fabricación mencionado anteriormente, y la fuerza de sujeción.
El trabajo realizado también se ve afectado por la selección del mecanismo de sujeción, por ejemplo, de palanca o hidráulico, ya que esto, junto con la fuerza de sujeción, puede afectar la velocidad de movimiento de la platina, el consumo de energía y la facilidad de mantenimiento de la máquina. Se suelen utilizar mecanismos de palanca porque ofrecen un rendimiento más rápido y un menor consumo de energía, mientras que los rodamientos de rodillos son adecuados para impulsar presiones de gran capacidad.
La gestión térmica es uno de los aspectos más importantes en la latitud, ya que se relaciona con la copolimerización, la expansión o la deformación de los productos, así como con sus líneas centrales, en particular con la desalineación de las características del molde, como se observa en productos termoendurecibles moldeados por inyección. El uso de materiales avanzados y un proceso de fabricación preciso es esencial para reducir estas distorsiones térmicas. Además, la facilidad de operación de la máquina, incluso con niveles de precisión más bajos o sin medidas de seguridad, depende del ajuste y la estabilidad de la estructura de la unidad de sujeción debajo del kit.
Además, el rendimiento de estos y otros servicios se ve mejorado por la logística y la sincronización de diversos servicios y procesos, que se agilizan aún más gracias al uso de tecnologías modernas, como sensores y sistemas de monitorización en tiempo real que se centran en la detección temprana de averías, lo que permite el mantenimiento preventivo. Sin embargo, todo esto no significa que la sostenibilidad no sea una preocupación, ya que el uso de materiales energéticamente eficientes y la reducción de las causas de desperdicio, tanto de materiales como de energía, son aspectos importantes incluso en los diseños más avanzados.
Teniendo en cuenta todos estos factores, los fabricantes de abrazaderas pueden diseñar y construir los dispositivos de sujeción necesarios para adaptarse a la gama de producción de varios tamaños y formas de moldes, lo que permite alcanzar parámetros de productividad y calidad del producto predefinidos.
El desarrollo de moldes requiere una selección experta de materiales y la aplicación de técnicas que garanticen robustez, funcionalidad y rentabilidad. A continuación, se presentan los cinco materiales y métodos principales para el desarrollo de moldes, junto con sus características únicas:
El acero es un material muy reconocido y ampliamente utilizado, especialmente en la producción de moldes, debido a su resistencia a la deformación. El acero endurecido, como el H13, es ideal para la fabricación a gran escala y ofrece una excelente resistencia al desgaste. El P20, también conocido como acero para herramientas de preinstalación, es adecuado para la fabricación de moldes de alta productividad, y los de volumen intermedio se pueden mecanizar fácilmente.
El aluminio es ligero y tiene una alta conductividad térmica, lo que lo hace ideal para procesos de fabricación rápidos que permiten obtener el producto final en menos tiempo. Es especialmente adecuado para sistemas de moldeo ligeros y volúmenes de producción reducidos. Los moldes de aluminio son más fáciles y rápidos de construir que los de acero.
Entre otras ventajas, estos materiales son especialmente adecuados para áreas donde se aplican insertos o se requiere conductividad térmica. El uso de cobre-berilio en herramientas de ensamblaje, por ejemplo, permitió ciclos más rápidos, lo que redujo el consumo de energía. También puede combinarse con otros materiales para mejorar la tenacidad de áreas específicas dentro del molde.
Los aceros para herramientas pretemplados requieren poco o ningún tratamiento térmico posterior al mecanizado. Un ejemplo es el NAK80, que muestra resultados excepcionales en cuanto a resistencia al desgaste y un acabado liso. Estos materiales son rentables para capacidades de producción más bajas y se utilizan comúnmente en industrias con requisitos estructurales complejos.
Los recubrimientos cerámicos futuristas aplicados a los moldes reducen el desgaste y evitan que los materiales se adhieran. Estos recubrimientos permiten que el molde tenga una superficie más rígida y duradera, así como un aspecto más pulido. Esta herramienta es estándar en el caso de moldes para muebles, donde se utiliza un líquido altamente abrasivo o ácido para el moldeado.
Todos los materiales de construcción tienen sus ventajas; la elección de cuál utilizar depende de las necesidades específicas de la aplicación particular, incluido el volumen de producción requerido (es decir, si se trata de hojas cortas o largas), la complejidad del moldeo y el acabado requerido.
Es fundamental adoptar sistemas de refrigeración eficientes en los procedimientos de moldeo por soplado para alcanzar la máxima producción y un cierto nivel de calidad. La fase refrigerante es el principal determinante de la duración del ciclo de moldeo por soplado; por lo tanto, para maximizar la eficiencia de la producción, es esencial mejorar este proceso. Existen numerosas innovaciones en diseños de refrigeración, incluyendo canales de refrigeración conformados que, al seguir sus contornos, enfrían el producto de forma perfecta y eficiente. El uso de materiales avanzados, como las aleaciones de cobre, que actualmente presentan una mayor estabilidad térmica, resulta ventajoso, ya que el calor se disipa con mayor rapidez.
Los últimos datos estadísticos también muestran experimentos en automatización y sistemas de refrigeración innovadores. La presencia de sensores industriales y controles IoT permite la monitorización en tiempo real del flujo de refrigerante líquido y la temperatura de la pared del molde térmico, lo cual resulta muy útil para diseñar un proceso de refrigeración óptimo. Además, la mayoría de los equipos de nueva generación pueden operarse durante periodos prolongados como medida de seguridad y para garantizar el buen funcionamiento de todos los componentes y mecanismos esenciales. Todo esto es necesario para mantener la uniformidad o la estandarización de las operaciones en las condiciones actuales del mercado, reducir la duplicación de operaciones o tareas de los equipos y, en última instancia, reducir el coste de las transformaciones.

Las condiciones de operación suelen ser cruciales para la calidad y la productividad durante la fabricación. En todos los procesos de fabricación, los sistemas de soplado y control gestionan la distribución uniforme del aire y los componentes, así como el control de la presión del aire, lo que facilita el proceso de moldeo y conformado. En los sistemas actuales, la alimentación de material y el proceso se controlan automáticamente, lo que se traduce en una mejor calidad de la tecnología y un menor consumo de energía. Estos sistemas tienen un gran potencial en este sentido, ya que permiten a las unidades de control automotrices lograr una mayor precisión en la respuesta del acelerador del vehículo, a la vez que consumen menos material para los requisitos exactos.
En cuanto a la interpretación de la regulación de presión, suelo centrarme en los aspectos que garantizan la previsibilidad y fiabilidad del sistema. Los principales métodos que utilizo en este caso son reguladores de presión, válvulas de seguridad y dispositivos de control complejos para mantener la presión en su valor normal. El ajuste preciso de estos elementos ayuda a eliminar fluctuaciones y, en consecuencia, protege las máquinas y los procedimientos de daños. Además, enfatizo la importancia de las inspecciones y reparaciones continuas para mantener los servicios de control de presión sin interrupciones durante un período prolongado.
Combinar el control de procesos con la monitorización de la calidad implica utilizar tecnología avanzada y análisis de datos para optimizar los procesos, verificar y estandarizar la calidad de un producto. Añadir sistemas de monitorización al rendimiento de una máquina, como desde que se pulsa un interruptor hasta que se recibe la salida, implica más que la simple monitorización en sí. También se implementan sensores para recopilar datos. Estos datos se procesan posteriormente mediante un modelo de aprendizaje automático para identificar desviaciones o problemas que puedan surgir en el proceso y, al mismo tiempo, garantizar que dichas condiciones no se cumplan en los procesos de producción normales. Muchas organizaciones pueden identificar fácilmente dónde están cambiando los patrones de necesidades de la industria y los consumidores y asegurar la alineación de sus procesos con dicha dinámica. Esto tiene una doble ventaja en mercados competitivos, ya que no solo mejora la eficacia, sino que también fomenta la creatividad y la satisfacción del cliente.
Changshengda: ¿Cuáles son las partes básicas de una máquina de moldeo por soplado?? – Proporciona información detallada sobre los componentes esenciales de las máquinas de moldeo por soplado.
Máquina Yankang: Nombre de las piezas de la máquina de moldeo por extrusión y soplado – Enumera y explica los nombres y funciones de las piezas de la máquina de moldeo por extrusión y soplado.
Mi máquina de camino: La guía completa sobre las piezas de las máquinas de moldeo por soplado y sus funciones – Ofrece una guía completa de los componentes clave y sus funciones.
Libro de pruebas: Proceso de moldeo por soplado: diagrama, funcionamiento y tipos – Cubre los componentes y el proceso de trabajo de las máquinas de moldeo por soplado.
R: Las partes principales de una máquina de moldeo por soplado incluyen la extrusora, el molde, el pasador de soplado, la abrazadera y el sistema de refrigeración. Estos componentes trabajan en conjunto para crear piezas huecas de plástico mediante el calentamiento y el moldeado de materiales plásticos, como el HDPE, en las formas deseadas.
R: El proceso de moldeo por soplado consiste en calentar un material termoplástico hasta que se vuelve flexible y luego moldearlo en un parisón. Este parisón se coloca en un molde, donde se le inyecta aire para expandirlo y darle forma hueca, como botellas. El principio de funcionamiento se basa en el principio del soplado para crear el producto final.
R: Los materiales comunes utilizados en el moldeo por soplado incluyen HDPE, LDPE y PET. Estos plásticos son preferidos por su ligereza, durabilidad y facilidad de procesamiento, lo que permite la producción eficiente de botellas de plástico y otras piezas huecas de plástico.
A: El moldeo por extrusión-soplado implica la formación de un parisón a partir de plástico fundido, mientras que Moldeo por inyección, estirado y soplado Comienza con una preforma moldeada por inyección que luego se estira y se sopla. El método de extrusión se utiliza generalmente para formas más grandes y sencillas, mientras que Moldeo por inyección, estirado y soplado Es adecuado para diseños más complejos, como botellas PET totalmente automáticas.
A: Una máquina de moldeo por soplado totalmente automática La máquina automatiza todo el proceso de moldeoDesde la extrusión hasta el enfriamiento, optimizando la eficiencia de la producción. Estas máquinas reducen el trabajo manual y minimizan los errores, lo que resulta en una mayor producción y una calidad constante en el soplado de botellas y otras aplicaciones.
R: La tecnología de moldeo por soplado de vanguardia ofrece numerosas ventajas, como una mayor velocidad de producción, mayor precisión en el diseño de moldes y una reducción del desperdicio de material. Esta tecnología permite a los fabricantes crear piezas de plástico huecas, ligeras y de alta calidad de forma eficiente.
R: Sí, las máquinas de moldeo por soplado avanzadas son capaces de crear formas y diseños complejos. Mediante el uso de diseños de moldes complejos y el principio de soplado, los fabricantes pueden producir una amplia gama de piezas huecas de plástico adaptadas a necesidades específicas.
R: La estación de soplado es un componente crucial de la máquina de moldeo por soplado, donde se produce el soplado. Alberga el molde y el pasador de soplado, lo que permite expandir el parisón hasta obtener la forma deseada. La eficiencia de la estación de soplado tiene un impacto significativo en la productividad general del proceso de moldeo.
R: Los tipos comunes de moldeo por soplado incluyen el moldeo por extrusión-soplado, el moldeo por inyección-estirado-soplado y el moldeo por inyección-soplado. Cada tipo tiene sus ventajas únicas y se selecciona en función de los requisitos específicos de las piezas de plástico que se producen.

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →