

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Desde el sector médico hasta la industria automotriz, el moldeo por inyección de plástico resulta útil en la fabricación moderna, ya que permite la creación de dispositivos precisos y de alta calidad. Sin embargo, comprender cómo realizar un moldeo por inyección eficiente y eficaz implica más que aprender un proceso; también incluye saber cómo utilizar la maquinaria moderna. Este artículo tiene como objetivo analizar los aspectos principales del moldeo por inyección de plástico, incluidos los conceptos básicos, algunas técnicas avanzadas y la importancia de las máquinas de moldeo por inyección modernas. Es ideal para cualquier persona que desee avanzar en su conocimiento en la materia, ya sea un principiante o un veterano de la industria.
Para fabricar un componente, se calienta un material, normalmente plástico, hasta que alcanza un estado de fusión y se inyecta en una cavidad de un molde prefabricado, donde se enfría y se endurece. Este proceso se puede utilizar para desarrollar inyecciones a granel que sean herméticas, exactas, repetibles y rentables. Su calidad repetible lo hace favorable en industrias como la automotriz, la médica y la de bienes de consumo.
Gracias a las tecnologías aplicadas, el moldeo por inyección de plástico ha ganado popularidad en varios campos debido a estos factores notables:
Con estas características, el moldeo por inyección de plástico sirve como método principal para fabricar piezas resistentes pero complejas en grandes cantidades.
Elección y procesamiento del material adecuado
La selección del material termoplástico deseado se realiza primero en función de las características deseadas del producto final. El secado en caliente del material se realiza a menudo, ya que mejora el rendimiento; la humedad excesiva impide el movimiento del plástico y la calidad del producto final. Los materiales más comunes son el polipropileno, el polietileno y el ABS. Algunos plásticos de ingeniería, como el nailon, por ejemplo, deben secarse hasta casi el cero absoluto para evitar la hidrólisis durante el moldeo, lo que suele ser muy difícil de lograr.
La máquina de moldeo utiliza gránulos específicos del material, que se funden en un tornillo giratorio a una temperatura de 180 grados Celsius a 250 grados utilizando calentamiento por fricción. El tornillo está conectado a un barril, que ayuda a fundir el material. Dependiendo del tipo de material, la temperatura difiere. El material calentado se inyecta en un molde a alta presión que varía de 10,000 a 30,000 psi para asegurarse de que el plástico fundido llene la cavidad del molde perfectamente.
Enfriamiento y Solidificación
Cuando el material fundido se vierte en la cavidad del molde, el enfriamiento comienza mientras se enfría, debido a su interacción con las paredes de la cavidad. El tiempo de enfriamiento puede variar de unos segundos a un par de minutos, dependiendo del espesor de la pieza y del material utilizado. Los canales llenos de agua construidos en el molde son un ejemplo de sistemas de enfriamiento que pueden aumentar la eficiencia de la producción, disminuir el tiempo del ciclo o ambos.
Apertura y expulsión del molde
Una vez solidificados los materiales, la pieza se puede extraer del molde mediante pasadores o placas de expulsión. Los métodos de expulsión precisos permiten evitar el riesgo de dañar la pieza, lo que resulta fundamental en este caso. El desmoldeo también se puede realizar mediante agentes desmoldantes, especialmente cuando se trata de elementos intrincados o de alta fricción que requieren ayuda.
Postprocesamiento e inspección de calidad
Debido a los procesos utilizados en la fabricación, los componentes generalmente requieren muy poco trabajo posterior. En esta sección, se detallarán trabajos adicionales como el recorte de rebabas o el tratamiento de superficies. Las piezas fabricadas con herramientas de moldeo por inyección pasan por procedimientos de control de calidad como inspección dimensional y pruebas mecánicas; por lo tanto, se encuentran dentro de las tolerancias especificadas. En nuestro caso, el uso de tecnologías avanzadas como la inspección óptica automatizada (AOI) aumenta la precisión.
Las empresas pueden aplicar técnicas de optimización para lograr una mayor productividad y un mínimo de desperdicio gracias a nuevas tecnologías como el análisis predictivo basado en inteligencia artificial y los sistemas de seguimiento en tiempo real. Esta tecnología permite a las empresas mejorar los defectos de producción en aproximadamente un 30%, al tiempo que reduce simultáneamente el tiempo de ciclo en un 20%. Como resultado, el proceso de moldeo por inyección se vuelve menos costoso y más ecológico.
Máxima eficiencia y precisión
Los centros de mecanizado tienen la flexibilidad de fabricar componentes precisos en un corto período de tiempo. Los sistemas avanzados de automatización y monitoreo en tiempo real permiten a los fabricantes lograr tolerancias de ±0.05 mm en las herramientas de moldeo por inyección, lo que reduce los errores y garantiza la consistencia del producto.
Reducción de costes
Gracias a la reducción de los desechos de material y al aumento de la velocidad de producción, el moldeo por inyección ha mejorado enormemente la economía de fabricación. Las investigaciones muestran que las empresas que utilizan el proceso de moldeo por inyección de plástico con optimización de los procesos de moldeo han experimentado una reducción de hasta el 25 % en los costos de producción.
Adecuado para producción a granel
El moldeo por inyección es el método más adecuado para la producción repetitiva de grandes cantidades debido a su precisión, velocidad y eficiencia. La escalabilidad reduce el costo por unidad, lo que resulta muy ventajoso para la industria automotriz, la producción de bienes de consumo y la fabricación de dispositivos médicos.
Amplia gama de materiales
Todas estas máquinas pueden procesar una amplia gama de materiales, incluidos termoplásticos, termoestables e incluso materiales híbridos. Aproximadamente el 70 % de los polímeros, por ejemplo, son de grado industrial y se pueden moldear por inyección, lo que ofrece variedad en el diseño del producto.
Reducción de residuos y eficiencia energética
En comparación con las máquinas más antiguas, los modelos más nuevos de máquinas de moldeo por inyección cuentan con diseños de ahorro de energía y sistemas de materiales de circuito cerrado que reducen el consumo de energía en un 50 %. Además, los desechos de material son reciclables, lo que contribuye a una mejor salud ambiental.
Productividad en el diseño y posprocesamiento
Con la aplicación de moldes modernos, el moldeo por inyección permite a los fabricantes crear piezas con formas geométricas complejas y características intrincadas. Estas características reducen o eliminan las actividades de posprocesamiento, lo que agiliza la producción.
Seguridad y ergonomía en la automatización
La tecnología moderna de las máquinas de moldeo por inyección ha puesto mayor énfasis en la seguridad de los operadores mediante la automatización de procesos como la alimentación de material, la emisión de alertas impulsadas por IA para el mantenimiento del molde y la integración de otras funciones como la alimentación automática de material. Estos cambios mejoran la eficiencia productiva en un 15 % debido a la reducción de las imprecisiones y a unos flujos de trabajo operativos más rápidos.
Durabilidad mejorada del producto
Por ejemplo, con el uso del moldeo por inyección, es posible construir más del 40% de las piezas de plástico de alta resistencia que se producen para aplicaciones aeroespaciales. Esto es posible porque los métodos de fabricación avanzados, como el sobremoldeo y el moldeo por inserción, están respaldados por la tecnología.
En términos de calidad, eficiencia e impacto ambiental, el moldeo por inyección se ha convertido en la opción más ventajosa en diversos sectores.

La máquina de moldeo por inyección de plástico está formada por varias partes importantes que se coordinan entre sí para fabricar componentes plásticos con alta precisión. A continuación se ofrece la descripción de los componentes y su función:
Unidad de Inyección
La unidad de inyección se encarga de fundir la resina plástica y verterla en el molde. Este sistema cuenta con una tolva, un tornillo reciprocante y un barril calefactor. La tolva contiene la materia prima que se va a utilizar y la materia prima se coloca en el barril calefaccionado que se llena con un tornillo giratorio que funde lentamente la materia prima. En las unidades de inyección modernas, los sistemas de control de temperatura del material siempre están integrados para garantizar la viscosidad correcta del material vertido para obtener el producto moldeado requerido. Las presiones de inyección normalmente están entre 10,000 y 30,000 PSI para diversos materiales y casos.
Unidad de Cierre
En los procedimientos de enfriamiento e inyección, el molde se mantiene firmemente en su lugar mediante la unidad de sujeción que fusiona dos partes de la máquina. Esta unidad tiene una placa móvil, una placa fija y un dispositivo de sujeción. Las abrazaderas de palanca o las abrazaderas hidráulicas suelen considerarse la ayuda ideal para llenar la pieza con la fuerza adecuada para evitar que el molde se abra durante la fase de inyección, que está sometida a mucha presión. Algunas grandes máquinas industriales ofrecen una fuerza de sujeción de tan solo 50 toneladas, y también de más de 4000 toneladas, estas enormes cifras hacen que la máquina pueda crear piezas muy complejas y de gran tamaño.
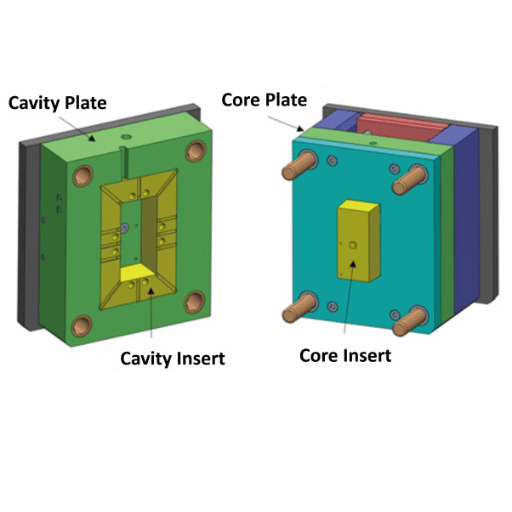
Moho
Para crear una pieza específica para una máquina o equipo, el molde es un instrumento especializado que modifica el plástico fundido hasta darle una forma predeterminada. Los moldes suelen estar compuestos de acero o aluminio, que ha sufrido un endurecimiento y posee cavidades y núcleos finamente trabajados. Los moldes de múltiples cavidades permiten fabricar varios componentes al mismo tiempo, mejorando así la productividad. Para ayudar a reducir los tiempos de ciclo y aumentar las tasas de producción en la fabricación de bajo volumen, los moldes modernos ahora tienen la capacidad de incorporar canales de refrigeración para una rápida disipación del calor.
Sistema de accionamiento eléctrico o hidráulico
El sistema de accionamiento utiliza energía eléctrica o hidráulica para facilitar los movimientos del tornillo, la abrazadera y otros mecanismos auxiliares de la máquina. Por su resistencia y fiabilidad, los sistemas hidráulicos se han utilizado desde el principio, pero los sistemas de accionamiento eléctrico se están utilizando cada vez más porque tienen una buena economía de energía y pueden controlar los movimientos con precisión. El uso de máquinas de moldeo por inyección eléctricas ahorra energía durante el proceso de fabricación de resinas termoplásticas entre un 30 y un 70 % en comparación con los sistemas hidráulicos tradicionales.
Panel de Control
Como cerebro de la máquina de moldeo por inyección, el sistema de control integra todas las partes funcionales de la máquina. Le da al operador el derecho de preprogramar variables ajustables y monitorear las que se pueden seguir, como la temperatura, la presión y la velocidad de inyección. La mayoría de las máquinas modernas son ahora más precisas y consistentes porque tienen computadoras fáciles de usar combinadas con funciones de control sofisticadas. Al mejorar la efectividad de la producción y reducir el tiempo de inactividad, las funciones como el monitoreo y diagnóstico de datos en tiempo real en la proceso de moldeo por inyección de plástico Son un gran paso hacia el progreso.
La incorporación de estos importantes elementos permite que las inyectoras de moldes de plástico funcionen con una precisión, productividad y versatilidad excepcionales. Los recientes avances en materiales e ingeniería han perfeccionado estas máquinas, lo que permite la fabricación eficaz de piezas de plástico complejas y robustas necesarias en diversos campos.
La boquilla dirige el flujo de plástico fundido desde la unidad de inyección hasta la cavidad del molde de manera eficiente. Está construida para soportar altas temperaturas y presiones para mantener la consistencia del flujo y evitar la destrucción del material. Las boquillas contemporáneas con frecuencia incluyen características como aislamiento térmico y configuraciones geométricas precisas para minimizar el desperdicio de calor y la fuga de material. También se pueden proporcionar boquillas personalizadas para adaptarse a la viscosidad del polímero, así como a la complejidad del molde para una mayor libertad.
Sí, es posible que no tenga acceso a cierta información después de octubre de 2023. Sin embargo, la presión de inyección es un factor importante a tener en cuenta en el moldeo por inyección. Esta determina la cantidad de plástico que se debe inyectar bajo presión a través de una boquilla en la cavidad de un molde. La mayoría de las máquinas de moldeo por inyección de grado industrial funcionan a un máximo de aproximadamente 10,000 15,000 a XNUMX XNUMX psi de presión, pero en algunos casos, los diseños muy detallados o las secciones grandes pueden necesitar valores incluso más altos. El llenado adecuado del molde es deseable, ya que minimiza las posibilidades de que se formen huecos y líneas de soldadura, además de mejorar el acabado de la superficie. Por otro lado, si la presión especificada para un llenado es demasiado alta, pueden producirse rebabas o, en algunos casos, daños en el molde, lo que deja clara la necesidad de sistemas de control precisos en las máquinas modernas. La interacción entre la geometría de la boquilla y la presión de inyección establecida tiene un impacto en la forma en que se mueve el material a través de la máquina, lo que afecta la calidad y la eficiencia del producto.
El diseño de las herramientas de moldeo de piezas de inyección contribuye significativamente a la calidad de las piezas, los tiempos de los ciclos de producción y la eficiencia de los costos. El volumen de la cavidad del molde determina en cierta medida el contorno, la forma y la precisión de las piezas moldeadas por inyección. En otras palabras, es la imagen negativa de la pieza fabricada, en la que se vierte el material líquido, se enfría y se convierte en un estado sólido. Por ejemplo, una cavidad de molde bien diseñada puede tener transiciones suaves con restricciones de flujo mínimas, lo que garantiza un llenado y una distribución optimizados del material.
Se sabe que el acabado de la superficie y la temperatura de la cavidad del molde afectan la calidad del producto, como muestran los datos. Normalmente, las temperaturas del molde oscilan entre 68 grados F y 302 grados F (20 grados C y 150 grados C), aunque esto puede cambiar según el material utilizado y la complejidad de la pieza. El control de la temperatura es importante para reducir defectos como deformaciones, tensiones internas y marcas de hundimiento. Además, ahora se utiliza un software de simulación cada vez más avanzado para optimizar el perfilado de la cavidad, donde se predice la trayectoria del flujo y se detectan áreas problemáticas antes de la producción.
Además, el uso de moldes de múltiples cavidades en el moldeo por inyección de plástico ayuda a maximizar la eficiencia de la producción; algunos moldes pueden contener hasta 128 cavidades para la producción en masa. Lograr precisión dimensional para todas las cavidades es esencial. Las tolerancias más estrictas, frecuentemente de ±0.005 pulgadas, se han vuelto más comunes debido al control de la presión de la cavidad y al mecanizado de precisión. Estas técnicas han permitido un mayor control sobre las industrias médica, automotriz y electrónica. Al centrarse en el diseño y el mantenimiento de la cavidad, los fabricantes pueden mejorar en gran medida la confiabilidad del proceso, reducir los desechos y mejorar la calidad del producto final.

Polipropileno (PP):
Con una gran cantidad de aplicaciones en todo el mundo, el polipropileno o PP ocupa el tercer lugar después del polietileno y el cloruro de polivinilo en términos de volumen de producción, debido a su relación costo-beneficio única, su capacidad para soportar diferentes productos químicos y sus propiedades mecánicas. Las empresas utilizan este material en la industria de la salud para piezas como contenedores quirúrgicos y también en la industria automotriz para parachoques. El polipropileno también es conocido por resistir la fatiga, lo que lo hace útil para bisagras, tapas y tapas expuestas a movimientos repetitivos. Se estima que el PP representa aproximadamente el 30% de la cantidad total de termoplástico producido. Debido a su multifuncionalidad, el PP tiene una gran cantidad de aplicaciones que lo han convertido en un material principal en todo el mundo.
Acrilonitrilo Butadieno Estireno (ABS):
El ABS es un polímero que ha ganado popularidad rápidamente en la producción de interiores de vehículos, productos electrónicos y juguetes, incluidos los LEGO, gracias a su equilibrio perfecto entre resistencia a los impactos y resistencia. Es un material ligero en comparación con su excepcional resistencia, lo que lo convierte en el candidato ideal para piezas de alta precisión, como carcasas de teléfonos inteligentes y otros electrodomésticos de uso diario. En industrias que requieren un aislamiento eléctrico adecuado o están expuestas a altas temperaturas, el ABS se utiliza ampliamente.
Poliestireno (PS)
El poliestireno se utiliza generalmente en dos formas diferentes: rígido y espumado. Se utiliza más comúnmente para cubiertos desechables, diferentes tipos de embalajes y aislamiento; algunos tipos de poliestireno tienen mejores propiedades de aislamiento que otros, principalmente el poliestireno expandido (EPS). Este tipo de poliestireno EPS se utiliza ampliamente en la construcción. Debido a la gran demanda en las industrias de embalaje y construcción, se estima que la producción de poliestireno asciende a millones de toneladas anuales.
Polietileno (PE)
El polietileno, como subcategoría de plástico, incluye el polietileno de baja densidad (LDPE) y el polietileno de alta densidad (HDPE), que tienen diferentes propiedades en cuanto a su resistencia, flexibilidad y durabilidad como productos químicos. El HDPE es el más adecuado para tuberías, contenedores y botellas, mientras que el LDPE funciona mejor para envases flexibles y películas. Se estima que cada año se producen más de cien millones de toneladas de polietileno en todo el mundo, lo que refuerza firmemente su posición como uno de los plásticos más vitales en los tiempos modernos.
Policarbonato (PC):
El policarbonato es un plástico resistente a los impactos y de gran durabilidad gracias a su claridad óptica. Sus aplicaciones más habituales incluyen su uso en lentes para gafas, luces para salpicaderos de coches y paneles de visualización electrónicos. Gracias a su resistencia a la tracción de 60-70 Mpa, el policarbonato se puede utilizar en diversas áreas críticas para la seguridad.
Nailon (Poliamida, PA)
El nailon, como poliamida con una característica no aromática, es bien conocido por su alta resistencia al desgaste, su fuerza y su estabilidad térmica y, por lo tanto, es la opción número uno para piezas mecánicas como cojinetes, engranajes y bujes en los sectores de fabricación y automoción. Esta capacidad de resistencia al calor, junto con su capacidad incomparable para rendir bajo resistencia a la fricción, hacen que el material sea invaluable en entornos de alta tensión.
Elastómeros termoplásticos (TPE)
Los TPE son una clase especial de polímeros que tienen una elasticidad distintiva similar a la del caucho combinada con las ventajas binarias de un material plástico. La aplicación de materiales TPE está muy extendida en agarres de piezas suaves al tacto, sellos de almohadillas y componentes de automóviles. Debido a su versatilidad y facilidad de reciclaje, los materiales TPE han experimentado un rápido aumento en su uso.
Este grupo de materiales forma parte de la amplia colección de plásticos para moldeo. Se eligen en función de las necesidades de la aplicación, como las características físicas deseadas, la exposición al medio ambiente y las normas que se deben cumplir.
El proceso de moldeo se inicia con resina, que no solo determina la calidad y el rendimiento del producto, sino también su funcionalidad. La elección de la resina termoplástica es crucial, ya que controla atributos diferenciados como la resistencia mecánica, la resistencia térmica y la flexibilidad, así como la compatibilidad de la resina con el moldeo por inyección. El polipropileno (PP), el acrilonitrilo butadieno estireno (ABS) y el policarbonato (PC), entre otros, son resinas termoplásticas y termoendurecibles que se emplean comúnmente en el moldeo por inyección y cada una cuenta con sus propias ventajas para diversas aplicaciones.
Tomemos como ejemplo el uso de polipropileno en los envases y en las industrias de automoción y dispositivos médicos. El polipropileno es ligero, resistente a muchos productos químicos y extremadamente versátil. Según datos recientes del sector, se espera que el uso de polipropileno en el moldeo por inyección alcance el 30 % del uso mundial total de termoplásticos en 2023, lo que indica un cambio significativo en la industria.
La elección de la resina también afectará a la sostenibilidad de la producción. Con el aumento de la legislación sobre consideraciones medioambientales, las resinas recicladas y biodegradables están ganando popularidad. El creciente atractivo de las resinas de ácido poliláctico (PLA) debido a sus fuentes renovables y su biodegradabilidad ilustra los cambios en las tendencias hacia enfoques más sostenibles desde el punto de vista medioambiental.
Además, el uso de polímeros de ingeniería modernos, como las resinas PEEK (poliéter éter cetona), ha avanzado la química de los polímeros, lo que ayuda a la capacidad de los fabricantes para lograr una resistencia al calor y una durabilidad excepcionales en aplicaciones de precisión como la aeroespacial, los implantes médicos, etc. Se espera que el mercado global de resinas de alto rendimiento aumente a una tasa de crecimiento anual compuesta (CAGR) de casi el 6.3% hasta 2028, lo que indica la mayor importancia de estos materiales para las industrias especializadas.
En conclusión, la selección de resina para el moldeo por inyección es solo uno de los muchos procesos que se ven afectados. Determina la productividad, la economía y el cumplimiento de los estrictos requisitos de la industria. Por lo tanto, un análisis preciso de las propiedades de la resina en relación con las necesidades específicas de la aplicación es vital para el desarrollo eficaz de un producto.
La elección del material adecuado para el molde es fundamental para la precisión y la productividad de la operación de moldeo por inyección. Los moldes pueden construirse con acero, aluminio o aleaciones de berilio y cobre, todos ellos con diferentes ventajas y desventajas que se adaptan a los requisitos de producción particulares.
Los moldes de acero se encuentran entre los más comunes porque son duraderos y pueden soportar una producción de gran volumen. Los moldes de acero endurecido son más conocidos por su excepcional resistencia al desgaste y longevidad, lo que resulta ideal en la producción en masa de componentes que requieren tolerancias estrictas. Sin embargo, conllevan mayores costos iniciales y plazos de fabricación más largos.
Por el contrario, los moldes de aluminio son livianos, lo que permite tiempos de ciclo más rápidos debido a su conductividad térmica superior. Estos moldes se utilizan mejor para la creación de prototipos, así como para volúmenes de producción bajos a medianos donde el ahorro de costos y el tiempo de entrega tienen prioridad. Las desventajas de los moldes de aluminio incluyen una menor resistencia a la abrasión en comparación con el acero, así como la falta de idoneidad para aplicaciones de alta presión.
La excelente conductividad térmica, así como la resistencia, hacen que las aleaciones de cobre-berilio sean útiles para insertos u otras piezas de moldes particulares. Estos materiales ayudan a mitigar los puntos calientes en los moldes, asegurando un enfriamiento perfecto junto con defectos de deformación o contracción. Si bien el cobre-berilio es más costoso y requiere medidas de seguridad adicionales durante su manipulación, la precisión y el ahorro en el tiempo de ciclo justifican la inversión para muchos usos especializados.
Datos sobre el rendimiento de los materiales de moldeo
Como sugieren los datos de la industria, los moldes de aluminio pueden lograr una mejora del tiempo de ciclo de hasta un 30 % en comparación con los moldes de acero estándar debido a una mejor disipación del calor. Además, se dice que el uso de acero endurecido aumenta la vida útil del molde entre un 50 y un 70 %, lo que reduce el costo variable por pieza en casos de producción de alto volumen y es significativamente más económico. Todos estos puntos de datos indican claramente que la relación pieza-costo efectiva para elegir los materiales debe corresponderse con los requisitos de producción.
Al evaluar las características, estos fabricantes pueden agilizar sus demandas operativas y de mercado optimizando la selección del material del molde mediante la toma de decisiones basada en datos.
Crear un molde de inyección de plástico personalizado es un desafío, ya que requiere un equilibrio óptimo entre función, resistencia y eficiencia. A continuación, se presentan algunas pautas fundamentales que se deben seguir:
1. Selección de materiales adecuados
El primer paso es seleccionar un material para el molde, que determinará en gran medida su eficacia. Opciones como el acero endurecido, el aluminio y las aleaciones compuestas son ampliamente utilizadas, ya que difieren en parámetros como el costo, la conductividad térmica y la resistencia al desgaste. Por ejemplo, los moldes de acero endurecido son los más duraderos, lo que los hace perfectos para la producción de gran volumen. Los moldes de aluminio, por otro lado, han sobresalido en prototipos de menor volumen y producciones de tiradas cortas debido a su capacidad para disipar el calor rápidamente y sus tiempos de ciclo cortos.
2. Diseño del sistema de refrigeración
Un sistema de refrigeración eficiente mejorará la estabilidad dimensional de la pieza producida y, al mismo tiempo, reducirá el tiempo de producción. La adopción de canales de refrigeración que abarcan la geometría del molde, denominados canales de refrigeración conformados, se está adoptando a un ritmo rápido. Las investigaciones sugieren que la refrigeración conformada es capaz de aumentar la productividad y, al mismo tiempo, reducir el gasto de energía entre un 20 y un 40 por ciento debido a su mayor eficiencia en comparación con los canales tradicionales de línea recta.
3. Ubicación de la línea de expulsión y separación
Un diseño inadecuado de estos dos sistemas puede provocar defectos de deformación o rebabas. Una consideración cuidadosa de la ubicación de las líneas de separación y los sistemas de expulsión permitirá que las piezas moldeadas se liberen sin problemas y sin dañar el producto moldeado. El uso de software de simulación avanzado puede ayudar a optimizar estos sistemas al proporcionar valores aproximados de deformación y contracción de las piezas.
4. Diseño de la puerta
La cantidad de material que fluye a través de la cavidad del molde está controlada por la ubicación y la dimensión de la compuerta. Para minimizar la pérdida de material y mantener de manera constante las temperaturas de fusión óptimas, se suelen preferir los sistemas de canales calientes. Las investigaciones sugieren que, para la producción de gran volumen, el uso de canales calientes reducirá las tasas de desechos hasta en un 50%, lo que hace que estos sistemas sean particularmente ventajosos.
5. Tolerancia y precisión dimensional
Para garantizar la uniformidad en cada tirada de producción de un producto, no es posible fabricar moldes de inyección sin tolerancias definidas. Procesos de mecanizado como CNC y el mecanizado por descarga eléctrica (EDM) se utilizan ampliamente en la industria porque pueden lograr tolerancias de ±0.001 pulgadas. Esto es particularmente importante para los fabricantes de automóviles y médicos.
6. Ventilación
Una buena ventilación evita que se formen trampas de aire que pueden provocar defectos, como huecos o quemaduras. Los orificios de ventilación no son aleatorios y es habitual que haya espacios de ventilación de entre 0.001 y 0.003 pulgadas, ya que permiten que el aire escape sin formar rebabas.
7. Factores de mantenimiento
Durante el proceso de diseño, es necesario tener en cuenta el mantenimiento programado. Muchos de los enfoques más nuevos incluyen componentes modulares, como insertos reemplazables y placas de desgaste, que ayudan a prolongar la vida útil de la herramienta y reducir el tiempo de inactividad. Se pueden evitar fallas inesperadas mediante el uso de sensores automatizados y sistemas de monitoreo que registren el desgaste del molde a lo largo del tiempo.
Seguir estos principios de diseño permite a los fabricantes construir moldes que, a su vez, logran una mayor eficiencia y rendimiento con una vida útil prolongada de las herramientas, mejorando así los niveles de producción y reduciendo los costos.
Me concentro en la precisión, la elección de materiales y las pruebas iterativas al crear prototipos y piezas moldeadas. Software CAD, junto con 3D Impresión y mecanizado CNC, me permite validar los diseños iniciales de manera más eficiente. Para las piezas moldeadas, priorizo los materiales termoplásticos y termoendurecibles duraderos, flexibles y resistentes al calor según lo dicten los requisitos de las piezas. El refinamiento iterativo en el moldeo por inyección ayuda a eliminar los problemas de rendimiento en el producto final y, al mismo tiempo, garantiza la rentabilidad.
Para mejorar el tiempo de ciclo y la producción, analizo procesos, automatizo y mejoro los procedimientos. Mi objetivo es eliminar cuellos de botella y desperdicios mediante técnicas de fabricación eficiente. Además, las inversiones en tecnología, como la robótica y los sistemas de monitoreo basados en IoT, me permiten aumentar la precisión y reducir el tiempo de inactividad en múltiples procesos de inyección. Las revisiones frecuentes del rendimiento con análisis de datos mantienen la continuidad de la eficiencia y la adaptabilidad a las necesidades cambiantes de producción.

Debido a su precisión y confiabilidad, las piezas moldeadas por inyección son importantes en la fabricación de equipos y dispositivos médicos. Sus aplicaciones en carcasas de precisión incluyen dispositivos de diagnóstico, jeringas, conectores intravenosos y otros equipos quirúrgicos. Estas piezas son precisas, consistentes y capaces de cumplir con los requisitos de limpieza extremos, lo que las hace apropiadas para fines médicos. Además, permiten una producción económica en masa que conduce a la disponibilidad de servicios de alta calidad necesarios para la atención al paciente.
El moldeo por inyección se aplica a cebos de pesca de plástico blando para que sus formas, tamaños e incluso texturas reflejen lo más fielmente posible el cebo vivo. El moldeo por inyección implica el uso de polímeros plásticos líquidos que se calientan, se moldean en una forma específica y luego se enfrían para lograr un cebo de pesca flexible pero duradero. Estos cebos se pueden fabricar en una infinidad de diseños y colores para adaptarse a diferentes condiciones y especies de pesca. Debido a la alta precisión y rentabilidad de la producción de cebos mediante moldeo por inyección, es el método preferido para la fabricación de cebos a granel.
Mediante procesos como el moldeo por inyección, se diseñan y construyen piezas de plástico personalizadas para satisfacer necesidades específicas de rendimiento y estética. Esta técnica es muy flexible, ya que es posible fabricar piezas de tamaños específicos y complejidad geométrica con características de material específicas utilizando diferentes enfoques de inyección. Para satisfacer las expectativas de sus clientes, los fabricantes trabajan junto con ellos para encontrar los mejores materiales y diseños de herramientas que garanticen un entorno de producción óptimo. Debido a la calidad uniforme, los costos económicos y la escala de producción automatizada, el moldeo por inyección es el método más común para fabricar piezas especializadas para diversas industrias.

R: En el moldeo por inyección de plástico, los sistemas de inyección dual pueden tener muchas ventajas. Facilitan la inyección simultánea de dos materiales o colores diferentes, lo que minimiza los tiempos de ciclo y mejora la eficiencia de la producción. Este método es eficaz para producir piezas de plástico de varios colores o de diferentes materiales. Con los inyectores duales, se mejora el control de los procesos por parte de los fabricantes, lo que da como resultado una calidad uniforme en cada tirada de producción.
R: Elegir el kit de inyectores adecuado puede ser más difícil de lo que parece. Evalúe el tamaño y el detalle de sus piezas de plástico, la forma de su resina plástica y la cantidad que producirá. Busque kits con inyectores de 1.5 oz, 4 oz o 6 oz para adaptarse mejor a su proyecto. Es posible que las piezas más pequeñas solo necesiten un inyector de 45 ml, y los inyectores de 9.5 oz serán necesarios para proyectos más grandes. Además, asegúrese de que su máquina de moldeo por inyección y las herramientas de moldeo acepten estas unidades.
R: Para fabricar moldes para el moldeo por inyección de plástico, es necesario contar con herramientas como máquinas CNC para la creación de moldes de cavidades de precisión, máquinas EDM (mecanizado por descarga eléctrica) para características complejas, herramientas de pulido para el acabado de superficies y dispositivos de medición para fines de inspección. El diseño de moldes se realiza mediante CAD, mientras que el software de simulación se utiliza para el diseño de moldes y la optimización de la inyección. No olvide el equipo de seguridad y los agentes desmoldantes adecuados para lograr procesos efectivos.
R: Para producir mejor piezas de plástico, la elección del material, el diseño del molde y los parámetros del proceso deben ser el punto central. El uso de un simulador puede ayudar con la mayoría de los problemas antes de que comience la producción. El diseño de moldes con canales de refrigeración adecuados también ayudará a reducir los tiempos de ciclo. En tiradas de producción cortas, se pueden utilizar moldes de aluminio que tienen una mejor transferencia de calor. Optimice los ajustes en la máquina de moldeo por inyección, como la presión, la temperatura y el tiempo de enfriamiento. Además, el mantenimiento constante del equipo y los moldes es importante para la calidad y la eficiencia.
R: Cuando se utiliza el moldeo por inyección, el plastisol tiene muchas ventajas. Es un material flexible que permite crear piezas suaves y duraderas con suma facilidad. Es perfecto para mangos de herramientas, juguetes e incluso productos médicos. Su bajo punto de fusión proporciona una ventaja económica debido a que se utiliza menos energía en el proceso de moldeo. El plastisol también es fácil de combinar en color y se puede diseñar según los atributos deseados de dureza, flexibilidad o resistencia química.
R: El tamaño adecuado del inyector es proporcional al tamaño de las piezas de plástico que se van a producir, así como a sus necesidades de producción. Un inyector de 4 oz (o 4 oz) es adecuado para piezas de tamaño mediano y dos o más piezas más pequeñas en un ciclo de inyección. Para determinar el tamaño correcto, calcule el volumen total de plástico necesario, junto con las partes de funcionamiento y de colada del molde. Aumente el volumen calculado aproximadamente entre un 10 y un 20 por ciento para garantizar que haya suficiente material plástico para la inyección. Si se necesita una mayor cantidad de material para fabricar la pieza, serían más adecuados inyectores más grandes, como de 6 oz o 9.5 oz. Para piezas más pequeñas, un inyector de 45 ml o 1.5 oz sería la mejor opción.
R: Los errores más comunes en el moldeo por inyección son las marcas de hundimiento, las rebabas, las deformaciones, las inyecciones cortas y uno que es bastante drástico: la congelación cuando el material llena la cavidad pero no toca las paredes del molde. Para evitar todos estos errores, asegúrese de que el método elegido para la selección del material, el método de moldeo y el diseño del molde con los canales de ventilación y refrigeración adecuados se realicen correctamente, así como los ajustes de la máquina de moldeo por inyección. Además, revise sus moldes y equipos con regularidad. También puede que desee buscar un software de simulación para determinar posibles problemas antes de comenzar la producción real. Esto le permite aplicar las mejores prácticas en su fabricación, manipulación de materiales y otros controles para que las tasas de defectos puedan mejorar y la calidad de las piezas aumente considerablemente.
R: Puede recibir una cotización precisa si proporciona detalles específicos sobre sus componentes plásticos y varios documentos de respaldo. Utilice la herramienta de cotización en línea para cargar sus archivos CAD 3D, junto con las especificaciones de su proyecto, como dimensiones, requisitos de material, volumen de producción, acabados de superficie, tolerancias especiales, plazos de entrega y operaciones secundarias. En el caso de las empresas de moldeo por inyección más reputadas, recibirá una cotización basada en la precisión, pero recuerde que los proyectos complejos se pueden definir mejor mediante una consulta directa.
1. Título: Una nueva extracción de características de las mediciones de los sensores, basada en la temperatura del molde y la presión de fusión, para la evaluación de la calidad en plásticos moldeados por inyección
2. Título: Investigación sobre la Eficiencia de Implementaciones de Canales de Enfriamiento Conformal Realizadas mediante Fabricación Aditiva en Núcleos de Moldes de Inyección de Plástico (Insertadores) en el Sector Automotriz.
3. Título: Optimización del diseño del canal de enfriamiento en un molde de inyección de plástico con el método Taguchi Análisis de componentes principales integrado (PCA)
4. Plástico

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →