

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Plasmaschneiden ist eine hocheffiziente und präzise Methode zum Schneiden verschiedener Metalle, aber die Art des verwendeten Gases spielt eine entscheidende Rolle bei der Bestimmung der Qualität, Geschwindigkeit und Kosten Ihrer Schnitte. Dieser Leitfaden bietet einen umfassenden Überblick über die am häufigsten beim Plasmaschneiden verwendeten Gase, einschließlich ihrer spezifischen Vorteile, Nachteile und idealen Anwendungen. Egal, ob Sie Hobbybastler oder professioneller Hersteller sind, das Verständnis der Eigenschaften verschiedener Gase – wie Luft, Sauerstoff, Stickstoff und Argon-Wasserstoff-Gemische – kann Ihnen bei der Entscheidung helfen, welche Option Ihren Anforderungen am besten entspricht. Am Ende dieses Leitfadens haben Sie ein solides Verständnis davon, wie sich die Gasauswahl auf die Leistung auswirkt und wie Sie Ihre Einrichtung für maximale Effizienz und Präzision optimieren können.

Zu den bei Plasmaschneidvorgängen häufig verwendeten Gasen gehören Druckluft, Sauerstoff, Stickstoff und Argon-Wasserstoff-Gemische.
Druckluft: Diese Methode ist kostengünstig und multifunktional und eignet sich daher ideal für die Arbeit mit dünneren Blechen aus kohlenstoffarmem Material, rostfreiem Stahl und Aluminium.
Sauerstoff: Wird für die schnellsten Vorgänge verwendet, die glatte Kanten hinterlassen, und ist bei kohlenstoffarmem Stahl bekannt. Dies führt jedoch zu höheren Kosten.
Argon-Wasserstoff-Gemische: Aufgrund ihrer Kantenqualität eignen sie sich am besten zum Schneiden von dickem Edelstahl und Aluminium. Sie sind jedoch sehr teuer.
Zusammenfassend lässt sich sagen, dass die Wahl des richtigen Gases entscheidend für optimale Schneidergebnisse ist. Die Wahl des falschen Typs kann die gewünschten Ergebnisse verhindern.
Druckluft ist eine der wirtschaftlichsten und vielseitigsten Optionen für das Plasmaschneiden. Sie ist ein effektives Schneidwerkzeug für Weichstahl, Edelstahl und Aluminium und kann auch als Gas zur Plasmaerzeugung und Sekundärabschirmung verwendet werden. Diese multifunktionale Eigenschaft macht sie zu einer hervorragenden Wahl, um die Kosten für Betriebsaktivitäten zu senken und gleichzeitig die Standards beim Plasmaschneiden aufrechtzuerhalten. Obwohl sie im Vergleich zu Premiumgasen wie Stickstoff oder Argon-Wasserstoff-Gemischen nicht die beste Kantenqualität garantiert, ist sie aufgrund ihrer Zuverlässigkeit für alltägliche Aufgaben und ihrer Praktikabilität für Profis und Hobbybastler eine geeignete Option. Ihr Preis und ihre einfache Zugänglichkeit machen sie attraktiver, insbesondere für kleinere Arbeiten oder mobile Schneidsysteme.
Stickstoff gilt allgemein als das beste Gas zum Schneiden von Edelstahl und Aluminium, da seine inerten Eigenschaften helfen, Oxidation und Verfärbungen an den Schnittkanten zu vermeiden. Stickstoff eignet sich auch perfekt als Hilfsgas in Laserschneidsystemen, da es glatte und saubere Kanten gewährleistet, die für Präzisionsarbeiten und Arbeiten in künstlerischer Qualität erforderlich sind. Dadurch eignet es sich für die Luft- und Raumfahrt-, Automobil- und Lebensmittelindustrie.
Druckbereich: Der Standarddruckbereich des Verfahrens liegt bei 100 – 300 PSI (Pfund pro Quadratzoll), er variiert jedoch je nach Materialstärke und gewünschter Schnittgeschwindigkeit.
Durchflussrate: Für dünne Platten mit einer Dicke von ca. 1 mm kann eine Stickstoffdurchflussrate von 10–20 scfm (Standardkubikfuß pro Minute) ausreichen. Dickere Materialien mit einer Dicke von ca. 8–10 mm können Durchflussraten von über 50–60 scfm erfordern.
Materialstärke: Stickstoff kann Edelstahl und Aluminium mit einer Stärke von bis zu 25 mm (1 Zoll) effektiv schneiden, die Schnittpräzision kann jedoch mit zunehmender Stärke nachlassen.
Qualität der Schnittkanten: Die Schnittflächen weisen nur eine minimale Schlackebildung auf und sind frei von Oxidation. Das Ergebnis sind glatte Oberflächen, die sich für die weitere Verarbeitung eignen.
Die Effizienz des Prozesses und die strengen Kriterien machen eine aufwändige Reinigung oder Nachbearbeitung nach dem Schnitt unnötig. Dieses Ergebnis wird durch den effektiven Einsatz von Stickstoff erreicht.
Obwohl Sauerstoff nicht unbedingt den besten Ruf hat, ist er aufgrund seiner exothermen Reaktion, die oft als Adrenalin im Verfahren angesehen wird, als „das Gas“ zum Schneiden von Weichstahl bekannt. Während Sauerstoff Stahl schneidet, erzeugt das erhitzte Metall Eisenoxid. Diese Reaktion setzt Energie frei, beschleunigt den Prozess und macht sie für Schneidarbeiten mit hoher Leistung nützlich.
Vorteile auf einen Blick:
Schnittgeschwindigkeit: Sauerstoff ist beim Schneiden schneller als andere Gase, da er durch die exotherme Reaktion übermäßige Hitze erzeugt.
Kosteneffizienz: Durch die Reduzierung von Weichstahl werden die Betriebskosten durch die Verwendung von Sauerstoff, einem behandelbaren und kostengünstigen Gas, drastisch gesenkt.
Dickere Schnitte: Mit der richtigen Einrichtung und den richtigen Parametern kann Weichstahl bis zu einer maximalen Dicke von 100 mm oder 4 Zoll geschnitten werden.
Wichtige Parameter:
Gasdruck: Optimale Schneidergebnisse lassen sich mit einem auf die Materialstärke abgestimmten Sauerstoffdruck zwischen 0.2 MPa und 0.7 MPa (30 PSI bis 100 PSI) erzielen.
Düsendesign: Verwenden Sie Düsen, die speziell für das sauerstoffunterstützte Schneiden hergestellt wurden, um einen stabilen Gasfluss und präzise Schnitte aufrechtzuerhalten.
Schnittgeschwindigkeit: Die Geschwindigkeit sollte je nach Dicke des Stahls variieren. Beispielsweise sollte die Geschwindigkeit für 12 mm (0.5 Zoll) dicken Stahl etwa 600 mm/min betragen.
Materialstärke: Weichstahl kann mit äußerster Präzision und Effizienz geschnitten werden, wenn die Stärke zwischen 1 mm und 100 mm liegt. Für robustere Materialien sind hoher Druck und niedrigere Geschwindigkeiten erforderlich.
Mit Sauerstoff gelingen Schnitte in Weichstahl sauber, schnell und zuverlässig. Aufgrund seiner Vielseitigkeit und Wirksamkeit wird Sauerstoff in zahlreichen Branchen für manuelle und automatisierte Schneidprozesse bevorzugt.

Komponenten der Gasauswahl wie Typ, Durchflussrate und Druck wirken sich direkt auf die Schnittqualität, Effizienz und Produktivität aus. Die Auswahl an Gasen wie Sauerstoff, Stickstoff, Wasserstoff oder Argon bietet je nach zu schneidendem Material einzigartige Vorteile. Beispielsweise ist Sauerstoff beim Schneiden von Weichstahl die beste Wahl, da er saubere Schnitte erzeugt. Stickstoff hingegen sorgt für saubere Kanten bei Nichteisenmetallen wie Aluminium und Edelstahl. Die richtige Auswahl des Gases erhöht die Präzision und verringert die Bartbildung sowie die Lebensdauer der Verbrauchsmaterialien, wodurch die maximale Schneideffektivität erreicht wird.
Neben dem Argongleichgewicht ist die Gasauswahl ein entscheidender Faktor für Schnittgeschwindigkeit und -qualität. Aus meinen Messungen stelle ich fest, dass Sauerstoff aufgrund seiner leicht verfügbaren Eigenschaften beim Schneiden von Weichstahl wertvoller ist. Stickstoff sorgt aufgrund seiner Nichtoxidationsneigung für Schnitte und Kanten höchster Qualität beim Arbeiten mit Edelstahl und Aluminiummaterialien. Für hervorragende schlackenfreie Oberflächen sind Argon-Wasserstoff-Gemische unerlässlich, die glatte Schnitte und professionelle Ergebnisse liefern. Eine angemessene Wirksamkeit kann die Professionalität maximieren und die Gesamtproduktivität verbessern.
Stahl (Weichstahl, Kohlenstoffstahl oder Legierung):
Gasauswahl: Sauerstoff
Grund: Effektivere Schnittgeschwindigkeiten und verbesserte thermische Effizienz.
Wichtige Parameter: Der Druckbereich liegt je nach Dicke zwischen 4 und 10 Bar. Die Düsengröße ist für Detailarbeiten oder allgemeine Schneidarbeiten ausgelegt.
Rostfreier Stahl:
Gasauswahl: Stickstoff oder Argon-Wasserstoff-Gemisch
Grund: Stickstoff blockierte die Oxidation und sorgte so für saubere Oberflächen, während Argon-Wasserstoff die Oberflächenqualität dickerer Materialien weiter verbesserte.
Schlüsselparameter:
Stickstoffdruck von 10–20 Bar für die meisten Anwendungen.
Das Argon-Wasserstoff-Verhältnis von 95 % Argon und 5 % Wasserstoff ist optimal für rostfreie Oberflächenschliffe in höchster Qualität.
Aluminium:
Gasauswahl: Stickstoff
Grund: Reduziert die Menge an Schlacke und Oxidation, die sich bilden würde, und ermöglicht gleichzeitig glatte und präzise Schnittkanten.
Wichtige Parameter: Druck von 12–18 Bar, abhängig von Schnittdicke und Präzision.
Kupfer und Messing:
Gasschnitt: Stickstoff oder Druckluft.
Grund: Die inerten Eigenschaften von Stickstoff sorgen dafür, dass Schnitte sauber bleiben, und die Druckluft der Starterindustrie eignet sich gut für Wärmeanwendungen.
Wichtige Parameter: 6–12 Balken für wirtschaftliche Schneidleistung.
Wenn Sie die Gasart an die Materialanforderungen anpassen, erzielen Sie eine gute Leistung, reduzieren den Abfall und verbessern die Kantenqualität.
Die richtige Auswahl des Gases für die Schneidsysteme senkt die Kosten für Verbrauchsteile erheblich. Die Art und Regelung des verwendeten Gases kann den Verschleiß der Verbrauchsteile minimieren, indem optimale Schneidbedingungen sichergestellt und Verunreinigungen minimiert werden. Beispielsweise verringert das Schneiden unter Verwendung von hochreinem Stickstoffgas die Oxidation der Schnittfläche, was hauptsächlich beim Schneiden von Edelstahl und Aluminium geschieht. Dies verbessert die Qualität und verringert den Verschleiß der Verbrauchsteile.
Zu den wichtigsten technischen Parametern gehört die Sicherstellung einer ausreichenden Gaszufuhr, um einen ungleichmäßigen Verschleiß der Komponenten zu vermeiden. Beim sauerstoffunterstützten Schneiden liegt der optimale Druck je nach Materialstärke normalerweise zwischen 3 und 6 Bar. Die Verwendung von Druckluft sollte über einen Öl- und Feuchtigkeitsfilter verfügen und zwischen 5 und 12 Bar gehalten werden. Zur Wartung des Gasversorgungssystems gehören regelmäßige Dichtheitsprüfungen und Filterwechsel, um einen ausreichenden Durchfluss für Verbrauchsteile aufrechtzuerhalten und Verschleiß zu reduzieren.
Durch die Berücksichtigung all dieser Praktiken und der genauen Kontrolle der Gasparameter kann die Wirksamkeit der Wartungssysteme für die Gasversorgung maximiert werden, was zu höheren Kosten für die Gasversorgungssysteme führt. Diese Praktiken führen jedoch zu geringeren Betriebs- und Anschaffungskosten und gewährleisten langfristig eine hohe Schnittqualität.

Tatsächlich können für mehrere Plasmaschneidverfahren unterschiedliche Gase verwendet werden. Jedes Gas bietet je nach Material und gewünschtem Ergebnis einen einzigartigen Vorteil. Luft ist beispielsweise sehr vielseitig einsetzbar, da sie bei Weichstahl, Edelstahl und Aluminium verwendet werden kann und saubere Schnitte mit wenig bis gar keiner Vorbereitungsarbeit erzeugt. Während Sauerstoff die Schnittgeschwindigkeit bei Weichstahl erhöht und eine hervorragende Kantenqualität liefert, ist Stickstoff aufgrund seiner Oxidationsbeständigkeit bei Edelstahl- und Aluminiumbeschichtungen die beste Wahl. Argon-Wasserstoff-Gemische werden für dicke Materialien und hochwertige Schnitte bevorzugt, aber auch die Anpassung der Gaszufuhr trägt zu einer optimalen Leistung bei.
Ich empfehle Sauerstoff für Weichstahl, da er die Schnittgeschwindigkeit verbessert und gleichzeitig saubere und scharfe Kanten erzeugt. Das beste Gas für Edelstahl und Aluminium ist Stickstoff, da er glatte, hochwertige Schnitte ermöglicht und keine Oxidation verursacht. In Kombination mit Argon eignet sich eine Wasserstoffmischung hervorragend für die Arbeit mit dickeren Materialien oder wenn eine außergewöhnliche Schnittqualität erforderlich ist, ohne Kompromisse bei der Präzision oder der Fähigkeit, anspruchsvolle Aufgaben zu übernehmen. Wählen Sie das richtige Gas für das Material, da dies die Effizienz und das Ergebnis Ihres Schneidprozesses direkt beeinflusst.
Je nachdem, wo eine Person arbeitet, ist die Auswahl der Gasgemische beim Plasmaschneiden sehr spezifisch. Nachfolgend finden Sie direkte Erklärungen und technische Parameter für alltägliche Plasmaschneidanforderungen:
Stickstoff (N2): Stickstoffgas ist ideal zum Schneiden von Edelstahl und Aluminium, da es eine ausgezeichnete Schnittqualität bei dünneren Materialien bietet. Stickstoff funktioniert gut bei höheren Lichtbogenenergiestufen und bietet eine gute Schnittqualität bei dünnen Materialien, selbst bei hohen Leistungsstufen. Der empfohlene Dickenbereich beträgt bis zu 1 Zoll.
Argon-Wasserstoff (Ar-H2): Dieses Gasgemisch eignet sich am besten zum Schneiden von dickerem Edelstahl und Aluminium. Normalerweise wird es in einem Verhältnis von 65 % Argon zu 35 % Wasserstoff gemischt. Diese Kombination erzeugt saubere Schnitte mit geringer Schlackenbildung. Sie wird für Materialien mit einer Dicke von über einem halben Zoll empfohlen, bei denen eine hervorragende Qualität erforderlich ist.
Sauerstoff (O2): Sauerstoff wird häufig zum Schneiden von Kohlenstoffstahl verwendet, da er eine bessere Schnittgeschwindigkeit und Kantenqualität als andere Gase bietet. Dieses Gas eignet sich am besten zum Schneiden von Dicken zwischen einem Viertel und einem Zoll und erfordert eine ausreichende Absaugung, um Oxidation zu verhindern.
Luft: Luft kann als kostengünstiges Gas mit vielen Anwendungsmöglichkeiten beschrieben werden. Es wird zum Schneiden von Weichstahl, Aluminium und sogar Edelstahl verwendet. Obwohl Luftplasmaschneiden beim Präzisionsschneiden nicht so effektiv ist wie andere Gase, eignet es sich perfekt für allgemeine Schneidzwecke, bei denen keine engeren Toleranzen erforderlich sind. Es wird am besten für Teile empfohlen, die dünner als ein Zoll sind.
Druckgasmischungen: Für bestimmte industrielle Anwendungen bietet eine Gasmischung wie Argon-Helium oder Argon in Verbindung mit Stickstoff eine einzigartige Leistung für schwierige Schneidvorgänge.
Unter Berücksichtigung der Art und Dicke des Materials sowie der erforderlichen Qualität kann die richtige Gasmischung die Wirksamkeit und Produktivität Ihrer Plasmaschneidprozesse erheblich verbessern. Denken Sie immer daran, die Gerätebeschränkungen und Sicherheitshinweise zu prüfen.
Aufgrund der hohen Genauigkeit und der geringen Reaktivität, die das Material erfordert, sind Inertgase wie Argon und Helium ideal für das Plasmaschneiden geeignet. Diese Gase eignen sich auch gut zum Schneiden von Nichteisenmetallen wie Aluminium, Kupfer und Messing, da sie die Oxidation hemmen und eine glattere, sauberere Kante ergeben.
Argon wird beispielsweise häufig in Kombination mit Wasserstoff verwendet. Eine typische Mischung für Edelstahl und Nickellegierungen besteht aus 65 % Argon und 35 % Wasserstoff. Dadurch wird eine hervorragende Kantenqualität und weniger Bartbildung erreicht. Argon ist besonders zum Schneiden dickerer Materialien geeignet, da es eine hohe Wärmeleitfähigkeit aufweist, die ein tieferes Eindringen und eine bessere Stabilität des Lichtbogens gewährleistet.
Inertgase sind effizienter und führen zu bestimmten Materialien als reaktive Gase. Sie sind jedoch im Allgemeinen viel teurer. Daher werden sie normalerweise für Anwendungen mit hochwertigen Oberflächen oder Spezialmetallen verwendet. Überprüfen Sie immer die Anweisungen des Herstellers hinsichtlich Gasart, Durchflussrate und Druckeinstellungen, um die beste Leistung und Sicherheit zu gewährleisten.
Stickstoff besitzt mehrere wichtige Eigenschaften, die ihn zu einem nützlichen Plasmaschneidgas machen. Es ist nicht oxidierend und ermöglicht saubere, präzise Schnitte in Edelstahl, Aluminium und verschiedenen Nichteisenmetallen. Darüber hinaus werden aufgrund der chemischen Stabilität von Stickstoff thermische Schäden und Verfärbungen reduziert, wodurch die Qualität der Materialoberfläche erhalten bleibt. Stickstoff ist auch bei Schneidanwendungen mit hohem Volumen effizient und funktioniert gut bei einer großen Bandbreite an Materialstärken, was seinen Platz im Industriesektor festigt.
Das Schneiden von Edelstahl und Aluminium ist mit Stickstoff viel einfacher. Erstens kommt es zu keiner Oxidation, sodass mühelos saubere Kanten erzielt werden. Darüber hinaus verhindert Stickstoff thermische Schäden, wodurch die Struktur und Oberflächenbeschaffenheit des Metalls erhalten bleiben. In Kombination mit der Effizienz bei einer Reihe von Materialstärken und kostengünstigen Lösungen für Anwendungen mit hohem Volumen ist Stickstoff die Lösung der Wahl in der Branche für Präzision und Zuverlässigkeit.
Beim Vergleich von Stickstoff mit anderen beim Plasmaschneiden verwendeten Gasen sind mehrere Schlüsselfaktoren zu berücksichtigen, darunter Leistung, Materialeignung und Kosteneffizienz.
1. Stickstoff vs. Sauerstoff:
Sauerstoff erhöht die Schnittgeschwindigkeit und erzeugt beim Schneiden eine Oxidschicht, was für die Schweißvorbereitung von Vorteil sein kann. Allerdings ist Sauerstoff weniger geeignet als Stickstoff, um die Oberflächenqualität des Materials zu erhalten, da die Oxidschicht Unvollkommenheiten verursachen kann. Darüber hinaus kann Sauerstoff zu einer stärkeren Wärmezufuhr führen, was dünnere Materialien möglicherweise verformen kann. Stickstoff hingegen zeichnet sich durch saubere Schnitte ohne Oxidation aus und ist daher ideal für unlegierten Stahl, Edelstahl und Aluminium.
|
Parameter |
Stickstoff |
Sauerstoff |
|---|---|---|
|
Schnittgeschwindigkeit |
Moderat |
Hoch |
|
Oxidationsgrad |
Keine Präsentation |
Mittel bis hoch |
|
Materialerwärmung |
Niedrig |
Es besteht ein höheres Risiko der Verformung |
|
Gängige Materialien |
Edelstahl, Aluminium |
Baustahl |
2. Stickstoff vs. Luft:
Druckluft ist kostengünstig, praktisch und wird häufig zum Schneiden von Weichstahl und Aluminium verwendet. Allerdings kann die Mischung aus Stickstoff und Sauerstoff zu weniger sauberen Kanten und einem höheren Risiko einer Oberflächenverunreinigung führen. Stickstoff sorgt für höhere Präzision und sauberere Ergebnisse, insbesondere bei Anwendungen, bei denen es auf ästhetische Aspekte ankommt.
|
Parameter |
Stickstoff |
Druckluft |
|---|---|---|
|
Kosten |
Höher |
Senken |
|
Kantensauberkeit |
Hoch |
Moderat |
|
Risiko einer Oberflächenkontamination |
Niedrig |
Höher |
3. Stickstoff vs. Argon-Wasserstoff-Gemisch:
Argon-Wasserstoff wird häufig für dickere Materialien verwendet und liefert hervorragende Schneidlichtbögen, ist aber deutlich teurer. Stickstoff ist für dünne bis mittlere Materialstärken eine wirtschaftlichere Wahl und bietet ein ausgewogenes Verhältnis zwischen Leistung und Betriebskosten.
|
Parameter |
Stickstoff |
Argon-Wasserstoff-Gemisch |
|---|---|---|
|
Kosten |
Senken |
Höher |
|
Eignung für Dicke |
Dünn bis mittel |
Dicke Materialien |
|
Stabilität des Schneidlichtbogens |
Moderat |
Hoch |
Letztendlich hängt die Wahl des Gases von den spezifischen Anwendungsanforderungen ab, einschließlich Materialart, Dicke, gewünschter Oberflächenbeschaffenheit und Budgetüberlegungen. Stickstoff zeichnet sich durch seine Vielseitigkeit und seine sauberen Schneidfähigkeiten in verschiedenen Anwendungsfällen aus.
Ein angemessenes Gleichgewicht zwischen Serviceerbringung und Budget ist für die Bewertung der Stickstoffgaspreise von entscheidender Bedeutung. Verschiedene Variablen wie Liefermethode, Reinheitsgrad und Gesamtverbrauchsraten bestimmen die Kosten für Stickstoffgas.
Liefermethoden: Stickstoffgas kann in Großtanks, Druckgasflaschen oder vor Ort erzeugt werden. Obwohl ein Stickstoffgenerator hohe Anschaffungskosten verursachen kann, ist er für Großverbraucher auf lange Sicht sehr wirtschaftlich. Auf der anderen Seite sind vorverpackte Flaschen für unregelmäßigen Gebrauch vorteilhaft, aber auf lange Sicht teuer.
Verbrauchsraten: Je nach Anwendung führt eine höhere Stickstoffdurchflussrate zu höheren Betriebskosten, um die Funktionalität aufrechtzuerhalten. Hochleistungs-Laserschneidsysteme benötigen beispielsweise 300 bis 600 Kubikfuß pro Stunde. Durch eine genaue Schätzung des Verbrauchs kann ein Benutzer Mehrausgaben vermeiden und die effizienteste Versorgungsmethode bestimmen.
Reinheitsgrade: Der Reinheitsgrad von Stickstoff bestimmt die Kosten von Stickstoffgas. Beispielsweise wird hochreiner Stickstoff mit 99.99 % oder mehr aufgrund der erforderlichen umfangreichen Filterprozesse immer mehr kosten. Günstigere Optionen wie Filter mit einem Reinheitsgrad von 95 % bis 98 % reichen jedoch zum Schneiden dickerer Materialien oder mit leicht oxidierten Kanten aus.
Wenn Stickstoff vor Ort produziert wird, sollten Sie die Kosten für den Betrieb des Generators einschätzen. Neuere Stickstoffgeneratoren sind möglicherweise energieeffizient, verbrauchen jedoch mehr Energie, wenn sie nicht sorgfältig überwacht werden.
Wenn Stickstoffgas in Flaschen oder Tanks gelagert wird, tragen auch Transport und Lagerung zu den Gesamtkosten bei. Darüber hinaus muss die regelmäßige Wartung von Gasversorgungssystemen oder gasbetriebenen Generatoren in Finanzplänen berücksichtigt werden, um die Wahrscheinlichkeit von Unterbrechungen und verschwenderischen Aktivitäten zu verringern.
Unternehmen, die diese Kriterien kennen, können die Kosten für die Verwendung von Stickstoffgas steuern, ohne dass die Leistung ihrer Betriebsabläufe beeinträchtigt wird.

Sauerstoff ist eine mögliche Wahl als Plasmaschneidgas, insbesondere zum Schneiden von Weichstahl. Obwohl Sauerstoff teurer ist, verbessert er Schnittgeschwindigkeit und -qualität, indem er eine saubere Kante erzeugt und weniger Bartbildung erzeugt. Die Bartverfeinerung ist bei Aluminium oder Edelstahl nicht besonders effektiv. Letztendlich bestimmen Art, Dicke und Qualität des zu schneidenden Materials, welches Gas sich am besten zum Plasmaschneiden eignet.
Der größte Vorteil der Verwendung von Sauerstoff beim Plasmaschneiden von gewalztem Stahl im Vergleich zu anderen Gasen ist die verbesserte Schnittgeschwindigkeit. Die reaktiven Eigenschaften von Sauerstoff ermöglichen tiefere Schnitte und steigern die Produktivität bei zeitkritischen Projekten.
Bei Verwendung von Sauerstoff bei Weichstahl wird die Bartbildung minimiert und die Kanten weisen eine höhere Präzision auf. Daher sind nach dem Schnitt kaum bis gar keine Nachbearbeitungen erforderlich, um ein gutes Aussehen zu erzielen.
Bei Weichstahl schneidet Sauerstoff effektiver und mit gleichbleibender Kraft und Tiefe, wenn der Stahl dickere Schnittabschnitte erzeugt.
Zwar ist mit Sauerstoff sicherlich ein höherer Preis verbunden, dennoch ist er für das Schneiden von Weichstahl vorteilhaft, allerdings sollten alternative Materialien und andere Faktoren berücksichtigt werden.
Erhöhte Betriebskosten
Obwohl Sauerstoff wirtschaftlich hervorragende Qualität und Schnitte liefert, ist er etwas teurer als andere Plasmaschneidgase wie Luft oder Stickstoff. Diese Kostensteigerung kann sich auf das Betriebsbudget auswirken, insbesondere bei Unternehmen mit groß angelegten Schneidvorgängen.
Einschränkungen der Materialverträglichkeit
Sauerstoff hat die beste Schneidleistung bei Weichstahl. Bei anderen Materialien wie Aluminium oder Edelstahl ist er wirkungslos. Andere Gase wie Argon-Wasserstoff oder Stickstoff hingegen sind aufgrund ihrer spezifischen Eigenschaften deutlich leistungsfähiger.
Oxidbildung
Die Verwendung von Sauerstoff beim Plasmaschneiden würde bei dicken Materialien zu einer Oxidbildung auf der Schnittfläche führen und eine intensivere Reinigung oder Bearbeitung erfordern, um die gewünschte Oberflächengüte zu erzielen.
Verkürzung der Lebensdauer von Verbrauchselementen
Beim Sauerstoffplasmaschneiden kommt es aufgrund der höheren Betriebstemperaturen zu einem schnelleren Verschleiß der Verbrauchsmaterialien als bei anderen Gasen. Dies führt zu einem verstärkten Schneiden von Schubüberschüssen, was häufigere Belastungen und Ausfallzeiten zur Folge hat.
Enger Schnittdickenbereich
Bei sehr dickem Stahl von 2 Zoll oder 50 mm kann ein EM- oder Autogen-Brenngas eine geringere Schnittgeschwindigkeit aufweisen als andere Gase oder Mischgase wie Sauerstoff, die für solche Anwendungen am besten geeignet sind. Möglicherweise sind mehr als ein Durchgang oder ein dünner Draht erforderlich.
Es ist wichtig, diese Einschränkungen durch die Vorteile der Verwendung von Sauerstoff beim Plasmaschneiden auszugleichen und gleichzeitig sicherzustellen, dass es dem beabsichtigten Zweck des Projekts dient.
Bevor entschieden wird, ob Sauerstoff am besten zum Plasmaschneiden geeignet ist und ob er den Anforderungen des Projekts entspricht, muss viel bedacht werden. In bestimmten Situationen ist die Verwendung von Sauerstoff ideal; allerdings müssen dabei die Schneidanforderungen berücksichtigt werden, die erfüllt werden müssen. Hier sind die wichtigsten Punkte, die aus technischen Fakten und praktischen Erfahrungen abgeleitet wurden:
Schneiden von Weichstahl
Sauerstoff ist der am besten geeignete Schneidbrennstoff für Weichstahl, da er saubere Kanten und eine geringere Schlackenbildung ermöglicht. Die Reaktion von Sauerstoff mit dem Stahl ermöglicht noch höhere Schnittgeschwindigkeiten und führt zu einer höheren Kantenqualität als bei den anderen Gasen. Sauerstoff ist für dicken Kohlenstoffstahl von 0.5 bis 1 Zoll (12 bis 25 mm) geeignet.
Kantenqualität und Genauigkeit
Wenn Sauerstoff verfügbar ist, kann das Schneidziel mit ausreichend glatten Kanten leicht erreicht werden. Sauerstoff eignet sich auch hervorragend zum Schneiden, da die Kanten präzise und rechtwinklig bearbeitet werden können. Dies macht es sehr gut für das Ozonplasmaschneiden in der Automobil- und Baustahlindustrie geeignet, wo Aussehen oder Schönheit und genaue Abmessungen der Produkte von grundlegender Bedeutung sind.
Geschwindigkeit und Effizienz
Die Verwendung von Sauerstoff ermöglicht höhere Schnittgeschwindigkeiten bei dünnerem Weichstahl (bis zu 1 Zoll) und übertrifft Stickstoff und Luft in allen anderen Aspekten. Dies steigert die Produktivität in vielen industriellen Anwendungen. Andererseits kann Sauerstoff extrem dicken Stahl nicht mit hoher Geschwindigkeit oder Effizienz schneiden.
Materialkompatibilität
Sauerstoff ist für Stahl mit niedrigem Kohlenstoffgehalt ausreichend. Bei Nichteisenmetallen wie Aluminium und Edelstahl funktioniert er jedoch nicht gut, da er an den Kanten Oxidation verursacht. Bei diesen Materialien bleibt die Kantenqualität am besten durch die Verwendung von Inertgasen wie Stickstoff oder Argon erhalten.
Technische Parameter
Der Schneidstrombereich beträgt 50–400 A, abhängig von der Materialstärke und den Spezifikationen des Fräsers.
Schnittgeschwindigkeit (Weichstahl, 0.5 Zoll): Abhängig von verschiedenen Faktoren kann die Geschwindigkeit auf bis zu 60 Zoll pro Minute eingestellt werden.
Gasdurchflussrate: Die Gasdurchflussrate für Sauerstoff liegt im Allgemeinen bei 40 – 80 psi, wobei die Werte genau auf die Material- und Brenneranforderungen abgestimmt sind.
Achten Sie bei der Auswahl von Sauerstoff darauf, dass er dem Materialtyp, der Kantenqualität und den Überlegungen zur Betriebsgeschwindigkeit entspricht. Alternative Gase wie Stickstoff oder Argon-Wasserstoff-Gemische können für Nichteisenmetalle und dickeren Stahl besser geeignet sein. Beachten Sie immer die Geräteanweisungen, um die idealen Einstellungen zu bestimmen.

Die Auswahl des Gases für Ihr Plasmaschneidsystem hängt von Kriterien wie dem zu schneidenden Material, der Schnittqualität und den wichtigsten Betriebsprioritäten ab, die Geschwindigkeit oder Kosten sein können. Während Sauerstoff Kohlenstoffstahl mit hoher Geschwindigkeit und sauberen Kanten schneidet, wird Stickstoff zum Schneiden von Aluminium und Edelstahl verwendet, da er sehr wenig oxidiert. Argon-Wasserstoff-Gemische eignen sich hervorragend zum Schneiden von dicken Materialien und Nichteisenmetallen mit hoher Genauigkeit und Präzision. Überprüfen Sie immer die Spezifikationen Ihrer Ausrüstung oder die Kompatibilität mit dem Material, um die beste unterstützende Leistung zu erzielen.
Die Auswahl eines Schneidgases für das Plasmaschneiden ist entscheidend, da ich die angegebenen Ergebnisse erzielen muss. Um optimale Ergebnisse zu erzielen, stelle ich sicher, dass die Art des Materials, das ich schneide, genau definiert ist: Nichteisenmetalle, Aluminium, Kohlenstoffstahl und Edelstahl, da verschiedene Materialien mit bestimmten Gasarten am besten funktionieren. Beispielsweise funktioniert Sauerstoff am besten in Kombination mit Kohlenstoffstahl, während Stickstoff bei Nichteisenmetallen wie Aluminium effizient ist. Darüber hinaus konzentriere ich mich auf die Qualität und das Finish des Schnitts. Stickstoff oder eine Argon-Wasserstoff-Mischung wären ideal, wenn glatte und saubere Kanten erforderlich sind. Schließlich müssen Faktoren wie Kosten und Geschwindigkeit berücksichtigt werden. Andere Gase können beim Präzisionsschneiden hilfreich sein, aber Sauerstoff kann schnellere Schnitte liefern, was am besten für Unternehmen mit hohem Volumen geeignet ist. Wenn ich diese Leitfaktoren sehe und die Spezifikationen meiner Ausrüstung berücksichtige, kann ich die richtige Entscheidung treffen.
Um die Gasart auf die Spezifikationen der Plasmaschneidmaschine abzustimmen, müssen einige wichtige Punkte systematisch beachtet werden:
Materialkompatibilität
Sauerstoff geeignet für: Schneiden von Weichstahl und Kohlenstoffstahl, da er eine gute Schnittgeschwindigkeit und Kantenqualität bietet.
Stickstoff geeignet für: Nichteisenmetalle wie Aluminium und Edelstahl für gute Schnittgenauigkeit und -qualität.
Argon-Wasserstoff-Mischung eignet sich für dicken Edelstahl oder Aluminium; die Schnittqualität bei dickeren Materialien ist entscheidend.
Gewünschtes Schnittfinish:
Stickstoff – Empfohlen für: Nichteisenmetalle, bei denen die Kanten glatt und sauber sein müssen.
Sauerstoff eignet sich gut, wenn eine Schneide bis zu einem gewissen Grad oxidiert werden muss und das Schneiden wirtschaftlich ist.
Argon-Wasserstoff-Gemische eignen sich gut für hochpräzise Anwendungen.
Geschwindigkeit versus Kosteneffizienz:
Zum Schneiden eignet sich Sauerstoff am besten, Kosten sind wichtiger als Genauigkeit – der empfohlene Gasdruck sollte je nach Blechdicke zwischen 40 und 70 psi liegen.
Bei Stickstoff liegt der Schwerpunkt gleichermaßen auf Präzision und Kosteneffizienz und der empfohlene Druck beträgt 50 bis 75 psi.
Argon-Wasserstoff ist dominanter und sorgt für positive Ergebnisse bei geringerem Druck, während für Genauigkeit bei schwierigen Aufgaben 35 bis 50 psi empfohlen werden.
Um die Leistung der Maschine zu verbessern, lesen Sie immer im Handbuch des Plasmaschneiders nach, welche Gasart für welches Material und welche Druckstufen empfohlen werden, um Kosten und Sicherheitsmaßnahmen bei der Verwendung der Maschine sicherzustellen.
Bei der Auswahl des besten Gases zum Plasmaschneiden müssen Kosten, Verfügbarkeit und Leistung entsprechend den Projektspezifikationen sorgfältig berücksichtigt werden.
Sauerstoff
Leistung: Beim Schneiden mit Sauerstoff entsteht ein Hochgeschwindigkeits-Schneidprozess. Die Schnittkanten sehen bei allen, die mit Kohlenstoffstahl arbeiten, hervorragend aus. Daher ist Sauerstoff das beste Gas für jede Anwendung mit Weichstahl.
Kosten: Sauerstoff ist nicht so teuer und wird kostengünstig, da beim Schneiden weniger Abfall entsteht.
Technische Parameter: Gasdruck im normalen Bereich von 40–70 PSI, abhängig von der Stahldicke, sorgt für optimale Schneidergebnisse.
Stickstoff
Leistung: Stickstoff eignet sich am besten zum Schneiden von Edelstahl und Aluminium. Es sorgt für saubere, glatte Schnitte mit minimaler Schlackenbildung und ist mit hohen Schnittgeschwindigkeiten kompatibel.
Kosten: Die Preisgestaltung ist moderat und fair im Vergleich zur Schneidleistung in Nichteisenmetallen.
Technische Parameter: Die empfohlenen Bereiche liegen normalerweise bei etwa 50–75 psi; Präzision und Effizienz sind gewährleistet.
Argon-Wasserstoff-Gemisch
Leistung: Diese Mischung ist perfekt zum Schneiden dicker Stücke aus Edelstahl und Design-Aluminium. Sie erzeugt deutliche, gewünschte Schnitte mit höchster Präzision und minimaler Oxidation.
Kosten: Argon-Wasserstoff ist im Vergleich zu anderen teuer; bei der Verarbeitung starrer Materialien, die eine hohe Genauigkeit erfordern, ist es jedoch weniger kostspielig.
Technische Parameter: Die Druckregelung bei 35-50 PSI hilft dabei, bei anspruchsvolleren Arbeiten die besten und glattesten Kanten zu erzeugen. Der Schmelzabschnitt kann verschiedene Oberkanten erzeugen, um Gewinde bemerkenswert glatt zu machen.
Druckluft
Leistung: Diese Option eignet sich für allgemeine Schneidarbeiten und ist dennoch erschwinglich. Sie funktioniert bei Weichstahl, Edelstahl und Aluminium, weist jedoch möglicherweise keine so gute Kantenqualität auf wie andere Gase.
Kosten: Da dieses Gas günstig und leicht erhältlich ist, kann es problemlos für Anwendungen im kleinen Maßstab oder in Werkstätten verwendet werden.
Technische Parameter: Normalerweise liegt der Betriebsdruck zwischen 90 und 120 psi, er variiert jedoch je nach Maschinenspezifikationen.
Endgültige Empfehlungen
In puncto Kosten, Leistung und Verfügbarkeit finden Sie am besten den idealen Kompromiss und können alles wie folgt erreichen:
Aufgrund seiner hohen Qualität und Geschwindigkeit wird Sauerstoff für Weichstahl verwendet.
Es sollten Nichteisenmetalle wie Edelstahl oder manchmal Aluminium, Stickstoff oder ein Argon-Wasserstoff-Gemisch verwendet werden. Die Wahl hängt von der Dicke des Metalls und der erforderlichen Präzision ab.
Für kostengünstige Vorgänge kann Druckluft verwendet werden, wenn es nicht so sehr auf die optimale Kantenqualität ankommt.
Informationen zur Sicherheit und optimalen Leistungseinstellungen für das jeweilige Material und die Anwendung finden Sie stets im Handbuch Ihres Plasmaschneiders.

Natürlich steht die Sicherheit beim Umgang mit Gasen beim Plasmaschneiden an erster Stelle. Beim Arbeiten mit inerten oder sogar reaktiven Gasen wie Stickstoff oder Argon-Wasserstoff muss der richtigen Belüftung Vorrang eingeräumt werden, um die Ansammlung schädlicher Dämpfe oder Gase zu vermeiden. Seien Sie beim Umgang mit Druckgasflaschen immer vorsichtig. Sichern Sie sie ordnungsgemäß und verhindern Sie, dass sie umkippen. Tragen Sie geeignete Handschuhe und Augenschutz; diese sind beim Umgang mit hohen Temperaturen und Blendung von grundlegender Bedeutung. Stellen Sie sicher, dass das Gerät alle Anforderungen des Zielgases sowie die Einstellungen des Geräts für Druck, Durchfluss und Gaskompatibilität erfüllt, um alle minimalen Risiken zu vermeiden.
Bei der Lagerung und Handhabung von Plasmaschneidgasen muss ich strenge Richtlinien einhalten. Zunächst prüfe ich, ob jede Gasflasche aufrecht in einem gut belüfteten Raum gelagert und mit Ketten oder Riemen gesichert ist, damit sie nicht umkippt. Außerdem stelle ich sicher, dass sie von Wärmequellen, offenen Flammen und direkter Sonneneinstrahlung ferngehalten werden, da dies die Gefahr eines Druckaufbaus erhöhen kann. Beim Transport der Flaschen prüfe ich sorgfältig auf Anzeichen von Lecks oder Schäden, damit ich Druckregler verwenden kann, die für das jeweilige Gas geeignet sind. Bei der Lagerung stelle ich sicher, dass alle brennbaren Gase an einem anderen Ort als die Sauerstoffgeneratoren aufbewahrt werden, um riskante chemische Reaktionen zu vermeiden. Zuletzt überprüfe ich meine Sicherheitsdatenblätter und die Anweisungen des Herstellers auf geeignete Verwendung und Wartung.
Beim Umgang mit Plasmaschneidgasen ist eine gute Belüftung unerlässlich, um einen sicheren Arbeitsplatz zu schaffen und das Einatmen giftiger Freondämpfe und -gase zu verhindern. Nachfolgend finden Sie eine Liste der wichtigsten Belüftungsanforderungen für die verschiedenen verwendeten Gasarten:
Argon: Argon ist ein inertes, ungiftiges Gas. Es ist jedoch schwerer als Luft und kann Bereiche ohne Sauerstoff befallen. Daher sollte eine Absaugung in Betracht gezogen werden, um eine Hypoxämie zu vermeiden, bei der der Sauerstoffgehalt unter 19.5 % fällt.
Sauerstoff: Das Vorhandensein von Sauerstoff unter angereicherten Bedingungen kann zu Brandgefahr führen. Die allgemeine Belüftung sollte immer funkenfreie Instrumente verwenden, und es sollten Maßnahmen ergriffen werden, um die Sauerstoffkonzentration unter 23.5 % zu halten.
Stickstoff: Nicht entflammbares Kryptongas kann dennoch gefährlich sein, da es in konzentrierter Form zum Ersticken führen kann. Um den Sauerstoffgehalt zu kontrollieren, müssen lokale Absauganlagen oder Luftaustauschsysteme eingesetzt werden.
Wasserstoff: Wasserstoffgas ist extrem entzündlich und kann in Verbindung mit Luft hochexplosive Verbindungen bilden. Treffen Sie stets Belüftungsmaßnahmen, um den Wasserstoffgehalt unter die untere Explosionsgrenze (UEG) (4 % in Luft) zu senken.
Druckluft: Auch wenn Druckluft keine unmittelbare Gefahr darstellt, können beim Schneiden Chemikalien und schädliche Dämpfe entstehen. Um die Aufnahme von Schadstoffen im Raum zu reduzieren, wird eine lokale Absaugung empfohlen.
Jedes Belüftungssystem muss für einen ausreichenden Luftaustausch ausgelegt sein und den OSHA- und ANSI-Richtlinien entsprechen. Es kann vorteilhaft sein, in tragbare Luftstrommonitore zu investieren, um den Gasgehalt zu überprüfen und die Sicherheit der Mitarbeiter weiter zu gewährleisten.
Beim Plasmaschneiden achte ich besonders auf die Sicherheitsmaßnahmen, indem ich die richtige persönliche Schutzausrüstung (PSA) verwende. Ich trage beispielsweise einen eng anliegenden Schweißhelm mit einer Tönung zwischen Tönung 5 und Tönung 9 – je nach verwendeter Stromstärke –, der für Schutzbrillen oder Brillen mit Seitenschutz konzipiert ist, die beim Schneiden zerspringen können (ANSI Z87.1-zertifiziert). Diese Brillen schützen auch vor gefährlicher UV-Strahlung.
Darüber hinaus trage ich in Bereichen ohne Belüftung oder beim Schneiden von Edelstahl oder Aluminium, bei dem gefährliche Dämpfe freigesetzt werden, eine von NIOSH zugelassene Atemschutzmaske. Außerdem trage ich hitzebeständige Handschuhe, normalerweise aus Leder oder einem anderen festen Material, um meine Hände vor Verbrennungen durch hohe Temperaturen oder Funken während des Schneidvorgangs zu schützen.
Bei meiner Arbeit trage ich flammfeste Kleidung, die meine Arme und Beine bedeckt, sowie rutschfeste Stiefel mit Stahlkappen für zusätzliche Sicherheit am Arbeitsplatz. Ich trage auch Ohrenschützer oder Ohrstöpsel, um den übermäßigen Lärm beim Schneiden mit einem Plasmaschneider auszublenden.
Durch die Verwendung der bereitgestellten PSA und der Sicherheitsregeln ist meine Sicherheit bei Plasmaschneidvorgängen in erster Linie gewährleistet.
Führender Anbieter von CNC-Metallbearbeitung in China
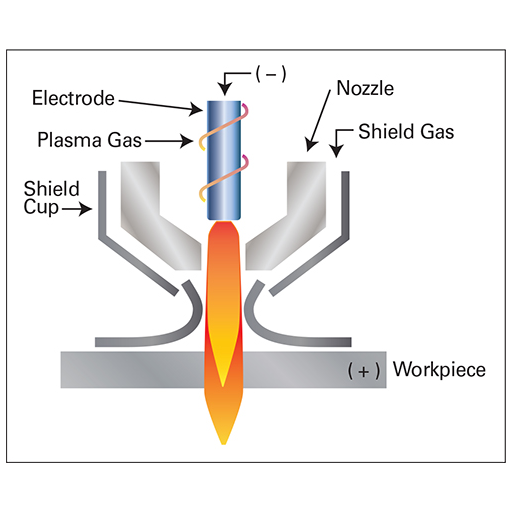
A: Plasmagas ist das Hauptgas, das in einem Plasmaschneidsystem zum Erzeugen des Plasmalichtbogens verwendet wird. Es ist entscheidend, da es die Qualität des Schnitts, die Schnittgeschwindigkeit und die Art der Materialien bestimmt, die geschnitten werden können. Zu den üblichen Plasmagasen gehören Luft, Sauerstoff, Stickstoff und Argon, die jeweils unterschiedliche Vorteile für verschiedene Schneidanwendungen bieten.
A: Plasmaschneider verwenden für die meisten Anwendungen üblicherweise Druckluft als primäres Plasmagas. Es ist kostengünstig und zum Schneiden einer Vielzahl von Materialien geeignet. Für bestimmte Materialien oder zum Erreichen qualitativ hochwertigerer Schnitte und höherer Schnittgeschwindigkeiten können jedoch auch andere Gase wie Sauerstoff, Stickstoff oder Argon verwendet werden.
A: Sauerstoff kann als Plasmagas verwendet werden, insbesondere zum Schneiden von Kohlenstoffstahl. Sauerstoffplasma ermöglicht schnellere Schnittgeschwindigkeiten und sauberere Schnitte bei Eisenmetallen. Es wird häufig in CNC-Plasmaschneidsystemen für Präzisionsschnitte bei dickeren Materialien verwendet. Sauerstoff sollte jedoch nicht zum Schneiden von Edelstahl oder Aluminium verwendet werden, da es zu Oxidation führen kann.
A: Stickstoffplasma eignet sich hervorragend zum Schneiden von Edelstahl und Aluminium. Es ermöglicht hochwertige Schnitte mit minimaler Bartbildung und glatter Kantenoberfläche. Stickstoff wird in einigen Plasmaschneidsystemen auch als Sekundärgas oder Schutzgas verwendet, um die Schnittqualität zu verbessern und die Lebensdauer der Verbrauchsmaterialien zu verlängern. Es ist besonders effektiv zum Schneiden von Materialien mit einer Dicke von bis zu 3 Zoll.
A: Argongas erzeugt unter den Standardgasen zum Plasmaschneiden den heißesten Plasmalichtbogen. Obwohl es aufgrund seiner geringen Schneidgeschwindigkeit normalerweise nicht als einzelnes Gas zum Schneiden verwendet wird, wird Argon oft mit anderen Gasen wie Wasserstoff gemischt, um ein Hochtemperaturplasma zum Schneiden dicker Materialien oder für Plasmafugenanwendungen zu erzeugen.
A: Ja, viele moderne Plasmaschneidsysteme verwenden Doppelgaskonfigurationen. Diese Systeme verwenden ein primäres Plasmagas zum Erzeugen des Plasmalichtbogens und ein sekundäres Gas oder Schutzgas zum Schutz des Schneidbereichs und zur Verbesserung der Schnittqualität. Beispielsweise könnte ein System Sauerstoff als Plasmagas und Luft als Schutzgas zum Schneiden von Weichstahl verwenden.
A: Um festzustellen, welche Gase für Ihren Plasmabrenner geeignet sind, konsultieren Sie Ihr Gerätehandbuch oder die Empfehlungen des Herstellers. Die Wahl des Gases hängt von Faktoren wie dem zu schneidenden Material, der gewünschten Schnittqualität, den Anforderungen an die Schnittgeschwindigkeit und den Fähigkeiten Ihres Plasmaschneidsystems ab. Die Verwendung des richtigen Gases garantiert optimale Leistung und verhindert Schäden an Ihrem Gerät.
A: Einige Gase, die beim Plasmaschneiden verwendet werden, wie Argon und Stickstoff, werden auch bei Schweißprozessen verwendet. Es ist jedoch wichtig zu beachten, dass Plasmaschneiden und Schweißen unterschiedliche Prozesse mit unterschiedlichem Gasbedarf sind. Abhängig von den spezifischen Anwendungen und der Gerätekonfiguration verwenden einige Fertigungsbetriebe jedoch möglicherweise die gleiche Gasversorgung für Plasmaschneid- und Schweißvorgänge.

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →