

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Das Eloxieren von Aluminium zu Hause in Los Angeles wird oft als entmutigend angesehen, aber keine Angst! Dieser Beitrag hilft Ihnen dabei, die Machbarkeit zu analysieren und die erforderlichen Ressourcen für das Eloxieren zu Hause Schritt für Schritt abzuschätzen. Mit ausreichenden Informationen und den richtigen Techniken kann das Eloxieren von Flugzeugaluminium ein lohnendes und spannendes Unterfangen sein. Eloxieren ist eine praktische Form der Beschichtung, die nicht nur für private Enthusiasten, sondern auch für kleine Unternehmen nützlich ist, die die Korrosionsbeständigkeit ihrer Produkte verbessern möchten. In diesem Artikel werden die benötigten Werkzeuge und Materialien erläutert und die Wissenschaft hinter dem Eloxieren und dem Prozess analysiert. Darüber hinaus werden wir mehrere Probleme untersuchen, die beim Eloxieren auftreten, und versuchen, Möglichkeiten vorzuschlagen, wie man es professionell durchführen kann. Am Ende dieses Beitrags sollten Sie mit dem Eloxieren von Netzen vertraut sein und das Selbstvertrauen haben, es alleine durchzuführen.
Eloxieren ist eine Technik zur Steigerung des Oberflächenwertes von Aluminium durch Verbesserung der korrosionsbeständigen Oxidschicht. Die Methode beinhaltet das Eintauchen von Aluminium in einer sauren Elektrolytlösung und durchfließenden Strom. Sauerstoffionen verbinden sich mit Aluminium und bilden eine schützende Oxidschicht, die durch Färben oder Klarlassen verstärkt werden kann. Die Schicht kann durch Färben oder Klarlassen verbessert werden und bietet gleichzeitig ein mehrschichtiges Erscheinungsbild, eine veränderte Haltbarkeit sowie eine verbesserte Korrosions- und Verschleißfestigkeit.
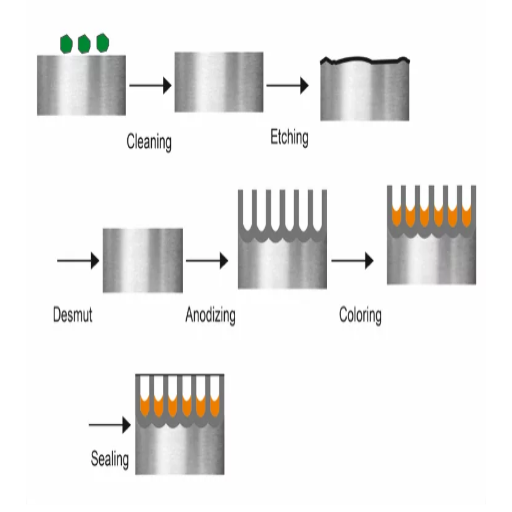
Das elektrochemische Verfahren zum Eloxieren von Aluminium erfordert die folgenden Maßnahmen und Parameter, damit die Schutzschicht wirksam und erfolgreich ist. Darüber hinaus folgt eine kurze Erklärung mit relativen technischen Faktoren:
Vorbereitung: Wie in der Phase beschrieben, muss die Oberfläche von Aluminium gründlich gereinigt werden, um alle Rückstände zu entfernen. Dies geschieht mit alkalischen oder sauren Reinigungslösungen.
Parameter: Die Reinigungstemperatur liegt zwischen 45 und 60 Grad Celsius.
Elektrolytlösung: Der Prozess würde ohne einen sauren Elektrolyten nicht stattfinden. Am gebräuchlichsten ist jedoch Schwefelsäure. In einigen Fällen kann auch Chromsäure verwendet werden.
Parameter: Die Schwefelsäurekonzentration wird auf ca. 15–20 Pfund pro Gewicht geschätzt.
Spannung und Strom: Eine externe Gleichstromversorgung (DC) ist an Aluminium angeschlossen, das im Stromkreis als Anode fungiert und eine Oxidschicht bildet.
Parameter: Die zugeführte Spannung liegt üblicherweise zwischen 12V und 24V, abhängig von der Dicke der gewünschten Oxidschicht.
Stromdichte: Ca. 1.5 bis 3.0 A/dm².
Temperaturkontrolle: Um eine gleichmäßige Beschichtungsqualität zu erreichen, muss die Temperatur des Elektrolytbades kontrolliert werden.
Parameter: Die optimale Temperatur liegt bei ca. 15°C bis 20°C.
Dauer: Die Eintauchdauer des Materials bestimmt die Dicke der Oxidschicht und kann je nach Bedarf angepasst werden.
Parameter: Im Allgemeinen dauert der Vorgang zwischen 20 und 45 Minuten.
Versiegelung: Aluminium wird üblicherweise eloxiert und dann einem Versiegelungsprozess unterzogen, um die Poren der Oxidschicht zu schließen und so die Korrosionsbeständigkeit zu verbessern.
Parameter: Der Versiegelungsprozess erfolgt durch Eintauchen in deionisiertes Wasser, das auf eine Temperatur von etwa 95 °C bis 100 °C erhitzt wird, für 15–30 Minuten.
Diese Parameter sollten in jedem Prozessschritt sorgfältig kontrolliert werden, um eine Eloxalqualität zu erreichen, die den funktionalen und ästhetischen Anforderungen entspricht.
Schwefelsäure ist der am häufigsten verwendete Elektrolyt für die Schwefelanodisierung und daher für Anodisierungsvorgänge von entscheidender Bedeutung. Wenn Aluminium in eine Schwefelsäurelösung mit elektrischem Strom getaucht wird, unterstützt die Säure die elektrochemische Reaktion und bildet eine poröse Schicht aus Aluminiumoxid auf der Oberfläche des Aluminiums. Der Gewichtsanteil der Schwefelsäure beträgt normalerweise 10 bis 15 Prozent, während die Elektrolyttemperatur für eine gleichmäßige und kontrollierte Oxidbildung zwischen 20 °C und 25 °C gehalten wird. Die Stromdichteparameter betragen normalerweise 12 bis 18 A/ft². Die für den Vorgang erforderliche Zeit variiert ebenfalls zwischen 15 und 60 Minuten, je nach Dicke und Anwendung der Oxidschicht.
Bei anderen Verbindungen, die zum Anodisieren verwendet werden, handelt es sich um solche, die als Modifikatoren dienen oder in Vor- oder Nachbehandlungsschritten verwendet werden können. Schauen wir uns einige Beispiele an:
Phosphorsäure:
Es wird häufig zur Vorbehandlung der Oxidschichthaftung eingesetzt, um Aluminiumoberflächen zu reinigen oder zu konditionieren. Die Konzentration liegt typischerweise bei etwa 10–20 Vol.-%.
Organische Säuren und Farbstoffe:
Einige organische Säuren, wie Oxalsäure, können zum Anodisieren alternativer Elektrolyte für spezielle Oberflächen verwendet werden. In einem zweiten Schritt werden Farbstoffe verwendet, um das poröse Aluminiumoxid zu durchdringen und zu färben.
Wenn diese Chemikalien genau dosiert und innerhalb der richtigen Toleranzgrenzen verwendet werden, ist gewährleistet, dass durch Anodisieren sowohl der physikalische als auch der optische Aspekt des Problems behoben wird. Die chemischen Parameter müssen kontrolliert und eingehalten werden, um Wiederholbarkeit, Zuverlässigkeit und Sicherheit zu gewährleisten.
Reinigungskraft:
Zur Oberflächenveredelung werden alkalische Ätzmittel, beispielsweise Natriumhydroxid, in einer Konzentration von vier bis sechs Prozent benötigt, um Verunreinigungen zu entfernen und die Qualität der Oberfläche zu verbessern.
Dichtstoffe:
Den Versiegelungsschritten beim Anodisieren werden häufig Nickelacetat oder Kobaltsalze zugesetzt, da diese Chemikalien die Korrosionsbeständigkeit weiter verbessern und die Schutzschicht der Oxidschicht stärken.
Meiner Meinung nach verbessert das Eloxieren die Korrosionsbeständigkeit erheblich, indem es eine starke Barriere in Form einer Oxidschicht bildet, die vor Feuchtigkeit und Chemikalien schützt. Diese Schutzschicht ist gleichmäßig, nichtleitend und stark haftend und verhindert Probleme wie Abblättern oder Ablösen. Außerdem verbessert das Eloxieren die Oberflächenhärte und erhöht so die Abriebfestigkeit des Materials im Laufe der Zeit.
Aus technischer Sicht sind die effektivsten Ergebnisse unter folgenden Bedingungen erreichbar:
Elektrolytkonzentration: Für eine optimale Oxidproduktion wird die Schwefelsäurekonzentration normalerweise zwischen 15 und 20 % Gewichtsanteil gehalten.
Die beim Eloxieren verwendete Spannung liegt üblicherweise zwischen 12 und 25 Volt, abhängig von der gewünschten Schichtdicke und der Materialart.
Temperaturkontrolle: Die Temperatur des Elektrolytbades sollte zwischen 20 und 22 Grad Celsius gehalten werden, um ein gewisses Maß an Genauigkeit zu gewährleisten.
Zeit: Die Zykluszeit dieses Prozesses beträgt je nach Dickenanforderungen normalerweise etwa 15 bis 60 Minuten.
Versiegelungsschritt: Nach dem Eloxieren sollte das Bauteil in heißem Wasser oder einer Nickelacetatlösung versiegelt werden, um die Poren zu schließen und die Korrosionsbeständigkeit zu erhöhen.
Mit diesen Parametern bietet das Eloxieren ein Gleichgewicht zwischen Funktionsfestigkeit, kosmetischem Erscheinungsbild und Robustheit der Teile für anspruchsvolle Anwendungen und ist somit die bevorzugte Technik zur Oberflächenveredelung.

Wenn Sie diese Schritte befolgen, können Sie Aluminium sicher und erfolgreich zu Hause eloxieren und so eine dauerhafte und attraktive Oberfläche erzielen.
Bei der Erfolgreiches Eloxieren von Aluminium Komponenten zu Hause, die benötigten Werkzeuge und Materialien sowie ihre spezifischen Details sind:
Werkstück aus Aluminium
Verwenden Sie sauberes, hochwertiges Aluminium, das zum Eloxieren geeignet ist, wie etwa die Legierungen 6061 oder 5052.
Labor-Stromversorgungen
Eine Gleichstromquelle mit einstellbarer Spannung und Stromabgabe kann bevorzugt werden. Die Werkstückgröße bestimmt den empfohlenen Bereich von 12-24 Volt und 5-10 Ampere.
Elektrolytlösung
Eine Mischung aus destilliertem Wasser und Schwefelsäure mit einer Konzentration zwischen 10 und 15 Prozent. Säure sollte immer dem Wasser zugesetzt werden und nicht umgekehrt.
Anodisierungsbehälter
Es wird empfohlen, das Werkstück und den Elektrolyten sicher in einem ausreichend großen Kunststoff- oder säurebeständigen Behälter aufzubewahren, der tief genug ist, damit sich das Objekt frei bewegen kann.
Kathodenmaterial
Vergleichbar zum Werkstück kann ein Blei- oder Aluminiumblech als gleichmäßige Anodisierkathode dienen.
Destilliertes Wasser
Zum Spülen, Versiegeln und Vorbereiten von Fliesen und Elektroden ist destilliertes Wasser notwendig. Leitungswasser sollte vermieden werden, da es Verunreinigungen enthalten könnte, die die Arbeit beeinträchtigen.
Rührsystem (optional)
Durch Rühren oder Blasenbildung kann die Aufrechterhaltung einer gleichmäßigen Elektrolyttemperatur unterstützt und die Anodisierungsqualität verbessert werden.
Heizelement (zum Versiegeln)
Die eloxierte Oberfläche wird mit einer Wärmequelle (z. B. einem Küchenherd) und einem Topf zum Kochen von destilliertem Wasser versiegelt.
Sicherheitsausrüstung
Zum sicheren Arbeiten mit der Elektrolytlösung sind säurefeste Handschuhe, eine Schutzbrille und eine Schutzschürze zwingend erforderlich.
Präzise Messwerkzeuge
Die Waage zur Messung der Säurekonzentration und ein Multimeter zur Spannungs-/Strommessung während des Anodisierungsprozesses.
Mit diesen Werkzeugen und den spezifischen Parametern lässt sich die Qualität eines Anodisierungsprozesses effizient und professionell gewährleisten.
Wählen Sie den Anodisierungsbehälter
Wählen Sie einen Behälter aus nicht reaktivem Material wie Polypropylen oder Polyethylen. Die Größe des Behälters sollte das vollständige Eintauchen des Werkstücks ermöglichen und gleichzeitig ausreichend Volumen für den Elektrolytfluss haben.
Formulieren der Elektrolytlösung
Nehmen Sie einen Anodisierelektrolyten wie Schwefelsäure in einer 15- bis 20-prozentigen Lösung. Fügen Sie konzentrierte Schwefelsäure zu destilliertem Wasser hinzu, aber verwenden Sie es nicht in umgekehrter Reihenfolge, da dies zu gefährlichen Komplikationen führen kann.
Herstellen der Stromversorgung
Schließen Sie das Gleichstromnetzteil an, um die benötigte Spannung und Stromstärke einzustellen. Verwenden Sie eine Anfangsspannung von 12–18 Volt und achten Sie dabei besonders auf die Anodisierungsanforderungen und die Aluminiumlegierung. Die ideale Stromdichte für optimale Leistung liegt zwischen 12 und 24 Ampere pro Quadratfuß (ASF) Oberfläche.
Befestigen Sie die Kathode
Setzen Sie eine Kathode, z. B. eine Bleiplatte oder Edelstahl, an den Seiten des Tanks ein. Stellen Sie sicher, dass sie in gleichmäßiger Höhe vom Werkstück aufgehängt ist, um einen möglichst gleichmäßigen Stromfluss zu gewährleisten.
Reinigen Sie das Werkstück
Entfetten Sie das Aluminiumstück, um alle Fremdstoffe zu entfernen. Ein alkalischer Entfetter, gefolgt von einer Wasserspülung, reicht aus. Um die Materialien besser zu ätzen, tragen Sie 5–10 Minuten lang eine 1–5 %ige Natriumhydroxidlösung auf und neutralisieren Sie sie anschließend mit einer Säure-Despot-Lösung.
Komplette elektrische Anschlüsse
Befestigen Sie das Werkstück mit Aluminium- oder Titandrähten sicher am Anodisierungsgestell. Stellen Sie einen guten elektrischen Kontakt sicher, damit es während des Vorgangs nicht zu Unterbrechungen kommt. Schließen Sie das Werkstück dann als Anode an den Stromkreis an.
Das Werkstück unter die Oberfläche tauchen
Gießen Sie die Elektrolytlösung in den Behälter, lassen Sie dabei aber etwas Platz, um ein Überlaufen zu vermeiden. Platzieren Sie das Aluminiumwerkstück unter der Oberfläche der Elektrolytlösung und achten Sie dabei darauf, dass es nicht mit der Kathode in Berührung kommt.
Beginnen Sie mit dem Anodisierungsprozess
Erhöhen Sie bei eingeschalteter Stromversorgung den Strom, bis das gewünschte Niveau erreicht ist. Für optimale Ergebnisse sollte dies 30 bis 60 Minuten dauern. Bei dickeren Oxidschichten zwischen 0005 und 001 Zoll kann der Vorgang verlängert werden. Die Lösungstemperatur sollte 72-20 °C (22 °F) nicht überschreiten und Spannung und Temperatur sollten regelmäßig überprüft werden.
Spülen und Versiegeln des Werkstücks
Nach dem Anodisierungsprozess heben Sie das Werkstück aus dem Becken und spülen es mit kaltem destilliertem Wasser ab. Um die Oxidschicht zu versiegeln und haltbarer zu machen, kochen Sie das Werkstück 15-30 Minuten lang in Wasser oder einer Nickelacetatlösung.
Durch Beherrschen dieser Schritte und sorgfältiges Kontrollieren der Variablen kann eine glatte und robuste eloxierte Oberfläche erzielt werden, die für verschiedene Zwecke verwendet werden kann.
Bei jedem Anodisierungsprojekt ist die Sicherheitsvermeidung mein wichtigstes Anliegen. Ich überprüfe zunächst, ob ich die erforderliche persönliche Schutzausrüstung (PSA) wie Handschuhe, Schutzbrille und Laborkittel habe, um mich vor gefährlichen Chemikalien, einschließlich Schwefelsäure, zu schützen. Ein weiterer Aspekt ist ein gut belüfteter Raum, um Dämpfe zu reduzieren, da Anodisierungslösungen beim Erhitzen gefährliche Gase erzeugen können. Es ist auch wichtig zu beachten, dass destilliertes Wasser verwendet werden muss, damit keine Verunreinigungen im Wasser verbleiben, die den chemischen Reaktionsprozess oder das Endfinish beeinträchtigen könnten.
Während der Anodisierungsphase kontrolliere ich unbedingt meine Spannungs- und Stromstärken. Beim Anodisieren mit Schwefelsäure stelle ich meine Spannung im Allgemeinen auf 16 bis 24 Volt Gleichstrom ein und stelle gleichzeitig sicher, dass meine Stromdichte konstant bei XNUMX bis XNUMX Ampere pro Quadratfuß (ASF) liegt. Eine weitere wichtige Sicherheitsmaßnahme für das Anodisierungsbad ist die genaue Temperaturkontrolle innerhalb der angegebenen Grenzen von XNUMX bis XNUMX Grad Celsius, um Überhitzung oder unerwünschte Reaktionen im Bad zu vermeiden. Um den Vorgang abzuschließen, gehe ich mit allen Chemikalien, einschließlich Neutralisatoren, vorsichtig um, stelle sicher, dass der Abfall ordnungsgemäß entsorgt wird, wie gesetzlich vorgeschrieben, und habe für Notfälle ein Notfallset zur Hand. All diese Maßnahmen sorgen für einen reibungslosen und sicheren Anodisierungsprozess.

Eloxiertes Aluminium lässt sich tatsächlich problemlos färben. Nach dem Eloxieren, das zu einer porösen Oberfläche führt, wird das Aluminium in ein Farbbad getaucht, wo sich die Poren mit der entsprechenden Farbe füllen. Dieses Verfahren ermöglicht natürliche bis lebendige Farben. Nach dem Erreichen der gewünschten Farbe wird das Aluminium zur Haltbarkeit versiegelt, wodurch die Farbe eingeschlossen wird.
Die funktionalen und ästhetischen Eigenschaften von Aluminium können durch Eloxieren verbessert werden, wobei das Aluminium in verschiedenen Farben gefärbt werden kann. Zu den Standardfarben gehören Schwarz, Bronze, Lila, Silber, Blau, Rot, Grün und viele mehr. Diese Farben können durch individuelle Anpassung der Farbstoffe und Anpassung ihrer Konzentration und Eintauchdauer erreicht werden.
Parameter, die beschreiben, wie die Farbe erzielt werden kann:
Bronze: Verwendung in der Architektur Bronze wird durch eine Mischung aus elektrochemischen Färbungsverfahren und Bädern aus organischen Farbstoffen hergestellt.
Gold: Garantiert eine luxuriöse und robuste Oberfläche durch elektrolytische Färbung mit Metall Salz.
Silber (natürliche Eloxierung): Dies erfordert keine zusätzlichen Farbstoffe und ist daher in industriellen Umgebungen sehr beliebt.
Blau, Rot und leuchtendes Grün: Die Verwendung organischer Farbstoffe und eine streng kontrollierte Tauchzeit (5–10 Minuten) garantieren die präzise Erzielung dieser Farben.
Nach dem Färben verbessert die Versiegelung die Lebensdauer der Farben, indem sie UV- und Verschleißfestigkeit gewährleistet. Jede Anwendung hat spezifische Anforderungen, um die beste Haltbarkeit und optimale Leistung zu erzielen.
Der Färbeprozess verbessert die ästhetischen und mechanischen Eigenschaften von Aluminiumteilen, indem er das Erscheinungsbild der Oberfläche durch ein lebendiges, langlebiges Finish aufwertet. Beim Eloxieren stelle ich sicher, dass Aluminiumoberflächen offene Poren aufweisen, die gründlich mit Farbstoffen behandelt werden können. Anschließend werden diese Oberflächen versiegelt, um die Farben vor UV-Strahlung und Abrieb zu schützen. Wichtige Betriebsfaktoren sind:
Die Dicke der Eloxalschicht beträgt üblicherweise 10–25 Mikrometer, um eine optimale Farbaufnahme und hohe Haltbarkeit zu gewährleisten.
Die Tauchzeit im Färbebad beträgt 5–10 Minuten für homogene und lebendige Farben.
Versiegelungstemperatur: 190–212 °C (88–100 °F) bietet eine bessere Farbversiegelung und einen höheren Schutz vor Verschleiß und Korrosion.
Diese sorgen nicht nur für eine unvergleichliche Lichtbeständigkeit und Widerstandsfähigkeit des Teils gegenüber Umwelteinflüssen, sondern bieten auch ein langlebiges, ansprechendes Finish und verlängern seine Nutzbarkeit in vielen Anwendungen.
Typ I – Chromsäureanodisierung
Bei diesem Verfahren wird Chromsäure zum Anodisieren verwendet, wodurch eine weichere und dünnere Anodisierungsschicht entsteht. Es ist vor allem für dünne Anwendungen in der Luft- und Raumfahrt sowie im Militärbereich geeignet, bei denen ein hervorragender Korrosionsschutz erforderlich ist.
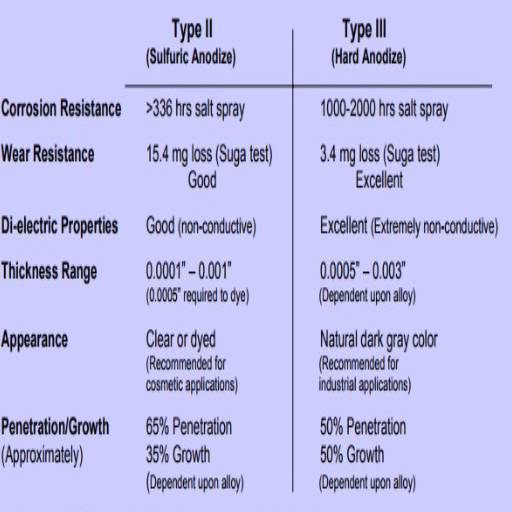
Typ II – Schwefelsäureanodisierung
Dies ist die gebräuchlichste und am weitesten verbreitete Methode. Sie ist hilfreich für dekorative Oberflächen, wenn eine dickere Eloxalschicht benötigt wird. Das eloxierte Material kann in verschiedenen Farben eingefärbt werden, ohne dass es wesentlich an Haltbarkeit oder Korrosionsbeständigkeit verliert.
Typ III – Harteloxieren (Hardcoat)
Dieser Typ erzeugt im Vergleich zu den anderen Typen eine außergewöhnlich dicke und harte Eloxalschicht. Da solche Komponenten eine bessere Verschleißfestigkeit und Haltbarkeit erfordern, werden sie in industriellen, automobilen und militärischen Anwendungen eingesetzt, bei denen mit höherer mechanischer Beanspruchung zu rechnen ist.
Jede Art der Eloxierung kann für unterschiedliche funktionale und ästhetische Zwecke eingesetzt werden, was die branchenübergreifende Vielseitigkeit von Aluminium beweist.
Um einen übersichtlichen Vergleich der Anodisierungsverfahren zu ermöglichen, sind in der folgenden Tabelle ihre wichtigsten Merkmale und technischen Parameter aufgeführt:
|
Typ |
Eloxalprozess |
Schichtdicke |
Korrosionsbeständigkeit |
Eigenschaften |
Verwendung |
|---|---|---|---|---|---|
|
Typ I |
Chromsäure |
0.5 - 2.0 Mikrometer |
Moderat |
Leicht, dünne Schicht, nicht leitend |
Luft- und Raumfahrtanwendungen, bei denen das Gewicht entscheidend ist |
|
Typ II |
Schwefelsäure |
5 - 25 Mikrometer |
Hoch |
Färbbar, dekorativ und langlebig |
Architektur, Konsumgüter und Elektronik |
|
Typ III |
Harteloxieren (Schwefelsäure) |
25 - 150 Mikrometer |
Sehr hohe |
Extrem hart, verschleißfest und dick |
Industrielle, automobile und militärische Komponenten |
Wichtige Punkte, die zu beachten sind:
Härte und Dicke einer Schicht.
Die Eloxierung vom Typ I ist die beste Option für Anwendungen mit geringem Beschichtungsgewicht, da sie die dünnste Schicht aufweist. Typ III hingegen ist am besten für Umgebungen mit hohem Verschleiß und mechanischer Belastung geeignet, da hier die dicksten und härtesten Beschichtungen entstehen.
Schutz vor Korrosion
Alle Beschichtungsarten bieten bis zu einem gewissen Grad Korrosionsschutz. Typ II und III zeichnen sich jedoch durch dicke und haltbare Schichten aus, und Typ III bietet selbst unter rauen Bedingungen den besten Schutz.
Funktionale Ziele versus ästhetische Ziele
Typ I wird typischerweise für leichte Teile verwendet, während Typ II für ästhetische Oberflächen verwendet wird, die Farbe erfordern. Typ III ist auf das Erscheinungsbild ausgerichtet und anspruchsvoller als die anderen.
Bei einer solchen Vergleichsanalyse werden die verschiedenen Anwendungsmöglichkeiten und Vorteile der einzelnen Anodisierungsverfahren berücksichtigt, sodass Benutzer eine auf ihren Bedarf abgestimmte Entscheidung treffen können.
Komplexe eloxierte Industrieprozesse verfügen über zahlreiche Funktionen, die unter Berücksichtigung der anspruchsvollsten Industriebedingungen genutzt werden können. In der Luft- und Raumfahrt, im Automobilbau und im Schiffsbau werden beispielsweise Komponenten wie Kolben, Hydraulikzylinder oder Ventilkörper eloxiert, um ihre Leistung und Haltbarkeit zu verbessern. Bei solchen Prozessen werden Verschleißfestigkeit und Korrosionsschutz hinzugefügt, wodurch ein langlebiges, wertvolles Teil entsteht.
Bei der Harteloxierung werden mit Hilfe von Maschinenbauverfahren Niedertemperatur-Elektrolytbäder (oft Schwefelsäure) mit einer Temperatur von etwa 32 °C und einer Stromdichte von 0–20 A/ft² verwendet. Die beeindruckenden Härtegrade der erzeugten Beschichtungen übersteigen oft 40 HV (Vickershärte). Erwähnenswert ist auch, dass die erreichte Beschichtungsdicke zwischen 400 und 25 Mikrometer liegt, was sie zusammen mit der dichten Schutzoxidschicht, die extremer mechanischer Belastung und rauen Umgebungsbedingungen standhält, zu einer ausgezeichneten Wahl für Teile macht, die abrasiven oder korrosiven Substanzen ausgesetzt sind.
Durch die Bildung einer Oxidschicht auf der Oberfläche des Metalls unterstützt das Eloxieren die Metallveredelung, da es korrosive Oxidation verhindert. Diese Oxidschicht schützt das Material vor schädlichen Umwelteinflüssen und trägt zur Korrosions- und Verschleißfestigkeit bei, wodurch es für verschiedene industrielle Anwendungen geeignet ist. Darüber hinaus erhöht der Eloxierungsprozess den ästhetischen Wert, indem er eine gleichmäßige Oberfläche erzeugt, die leicht eingefärbt werden kann und die Haftung von Farben und Beschichtungen verbessert. Die natürliche Textur des Metalls bleibt erhalten, während seine Lebensdauer und Leistung verbessert werden, sodass es anspruchsvolleren Bedingungen standhalten kann.
Die Oxidschicht, insbesondere Aluminiumoxid in eloxierten Aluminiumlegierungen, weist bekanntermaßen eine hervorragende Härte auf, die je nach Legierung und Prozessparametern häufig Werte von 400–600 HV aufweist. Eloxierte Schichten erhöhen die Lebensdauer von Aluminiummetall erheblich, da sie es verschleißfester machen und eine starre, dichte Barriere auf der Oberfläche bilden. Diese erstaunliche Härte verbessert die Fähigkeit des Metalls, wiederkehrender mechanischer Beanspruchung und abrasivem Kontakt standzuhalten, ohne die Oberfläche zu beschädigen.
Darüber hinaus ist die Dicke der Eloxalschicht einstellbar und liegt normalerweise zwischen 10 und 100 Mikrometer. Hochoxidierte Beschichtungen, wie solche mit einer Dicke von über 25 Mikrometer, werden auf Komponenten aufgetragen, die in der Luft- und Raumfahrt, im Automobilbau oder bei Schwermaschinen erheblichen abrasiven Bewegungen ausgesetzt sind. Die Eloxalschicht ist porös und kann daher Schmiermittel aufnehmen, was die Reibung weiter verbessert und den Verschleiß verringert.
Vor allem aber schützt die Eloxalschicht Metallteile vor Oberflächenausdehnung durch Reibung, Stöße oder Schleifpartikel und erhöht so die Lebensdauer der Komponenten erheblich. Dies gilt insbesondere in rauen Umgebungen. Daher ist Eloxieren eine unverzichtbare Oberflächenbehandlung für Branchen, in denen hohe Qualität und dauerhafte Zuverlässigkeit erwartet werden.
Technisch gesehen erhöht das Eloxieren von Aluminium seine Widerstandsfähigkeit gegen Korrosion, Verschleiß und Umweltschäden. Durch das Eloxieren entsteht eine harte, haltbare Oxidschicht, die das Aluminium schützt und dennoch leicht ist. Wichtige Details sind:
Beschichtungsdicke: 10–25 Mikrometer für Korrosionsbeständigkeit und 25–100 Mikrometer für Verschleißfestigkeit, je nach Anwendungsfall.
Härte: Die Eloxalschicht weist eine Härte von 300-600 HV auf und ist somit für sehr anspruchsvolle Aufgaben geeignet.
Porosität Ermöglicht das Färben oder Einbringen von Schmiermitteln, die ästhetischen oder ergänzenden Funktionen dienen.
Korrosionsbeständigkeit: In neutralen Salzsprühtests kann beschichtetes Aluminium Lochfraß widerstehen, wenn es 1,000 Stunden lang einer salzhaltigen Atmosphäre ausgesetzt wird.
Mithilfe der im Combiner eingebauten Einsteller können wir die Ausgabe für den Anodisierungsprozess fein abstimmen. Dadurch kann die Leistung des Materials in verschiedenen Branchen hinsichtlich Zuverlässigkeit und Haltbarkeit für kritische Anwendungen maximiert werden.
Führender Anbieter von CNC-Metallbearbeitung in China
A: Eloxieren ist ein elektrochemischer Prozess, der eine langlebige, korrosionsbeständige Oxidschicht auf der Oberfläche von Aluminium erzeugt. Dieser Prozess erhöht die Haltbarkeit des Metalls, verbessert sein Aussehen und ermöglicht eine Farbanodisierung. Aufgrund seiner Schutzeigenschaften und seines ästhetischen Reizes wird eloxiertes Aluminium häufig in verschiedenen Branchen verwendet.
A: Um Aluminium zu Hause zu eloxieren, benötigen Sie eine Stromversorgung, Bleikathoden, säurebeständige Behälter, Schwefelsäure, destilliertes Wasser, ein Thermometer und Sicherheitsausrüstung. Für die Farbeloxierung benötigen Sie außerdem Farbstoffe. Obwohl es nicht unbedingt erforderlich ist, kann eine Maschine wie eine kleine Luftpumpe helfen, die Lösung zu bewegen.
A: Beim Farbeloxieren wird die eloxierte Aluminiumoberfläche gefärbt. Nachdem durch den Eloxierungsprozess eine poröse Oxidschicht entstanden ist, können Sie das Teil in eine Farbstofflösung tauchen. Die Poren absorbieren den Farbstoff und werden anschließend durch Versiegeln wieder verschlossen, wodurch die Farbe eingeschlossen wird. Die endgültige Farbe hängt vom verwendeten Farbstoff und der Dicke der Oxidschicht ab.
A: Sicherheit ist beim Eloxieren entscheidend. Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, säurebeständige Handschuhe und eine Schürze. Arbeiten Sie in einem gut belüfteten Bereich und halten Sie eine Neutralisierungslösung (wie Backpulver) bereit. Berühren Sie niemals den Teil der Lösung, während der Eloxierungsprozess läuft, und geben Sie immer Säure ins Wasser, niemals umgekehrt.
A: Typ-II-Anodisierung können Sie normalerweise zu Hause durchführen. Diese Art der Anodisierung eignet sich für die meisten dekorativen und leicht funktionalen Anwendungen. Hartbeschichtungsanodisierung (Typ III) erfordert speziellere Ausrüstung und ist im Allgemeinen für Heiminstallationen nicht durchführbar. Typ-II-Anodisierung erzeugt eine dünnere, porösere Beschichtung, die sich ideal zum Färben eignet.
A: Die Dauer des Anodisierungsprozesses hängt von verschiedenen Faktoren ab, darunter der Größe der Aluminiumteile, der gewünschten Beschichtungsdicke und der verwendeten Stromdichte. Im Allgemeinen kann der eigentliche Anodisierungsschritt 30 Minuten bis 2 Stunden dauern. Der Prozess kann jedoch einschließlich Vorbereitung und Nachbehandlung mehrere Stunden dauern.
A: Es ist zwar möglich, größere Teile zu Hause zu eloxieren, aber es wird schwieriger, da größere Tanks, leistungsstärkere Netzteile und eine konstante Stromverteilung erforderlich sind. Um optimale Ergebnisse zu erzielen, beginnen Sie mit kleineren Aluminiumteilen und arbeiten Sie sich mit zunehmender Erfahrung nach oben.
A: Die Oberfläche von eloxiertem Aluminium ist sehr langlebig. Durch das Eloxieren entsteht eine harte, poröse Aluminiumoxidschicht, die fest mit dem Aluminiumsubstrat verbunden ist. Diese Schicht ist verschleiß-, korrosions- und verblassungsbeständig, was eloxiertes Aluminium zur idealen Wahl für Innen- und Außenanwendungen macht.
A: Häufige Probleme sind ungleichmäßige Beschichtung, schlechte Farbaufnahme und Oberflächenfehler. Um diese zu vermeiden, stellen Sie sicher, dass die Aluminiumoberfläche vor dem Eloxieren gründlich gereinigt und geätzt wird, halten Sie eine konstante Temperatur und Stromdichte aufrecht und vermeiden Sie es, das Teil während des Eloxierens zu berühren. Eine ordnungsgemäße Versiegelung nach dem Färben ist ebenfalls entscheidend für die Farbbeständigkeit.
A: Die meisten Aluminiumlegierungen können eloxiert werden, manche eignen sich jedoch besser. Reines Aluminium (1000er-Serie) und Legierungen der 6000er-Serie lassen sich im Allgemeinen gut eloxieren und sind ideal für die Eloxierung zu Hause. Legierungen mit hohem Silizium- oder Kupferanteil Der Inhalt kann anspruchsvoller sein und zu einem ästhetisch weniger ansprechenden Ergebnis führen.

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →