

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Плазменная резка — это высокоэффективный и точный метод резки различных металлов, но тип используемого вами газа играет решающую роль в определении качества, скорости и стоимости ваших разрезов. В этом руководстве будет представлен всесторонний обзор наиболее часто используемых газов при плазменной резке, включая их конкретные преимущества, недостатки и идеальные области применения. Независимо от того, являетесь ли вы любителем или профессиональным производителем, понимание характеристик различных газов, таких как воздух, кислород, азот и смеси аргона и водорода, может помочь вам решить, какой вариант лучше всего соответствует вашим потребностям. К концу этого руководства вы будете иметь четкое представление о том, как выбор газа влияет на производительность и как оптимизировать вашу настройку для максимальной эффективности и точности.

Обычно при плазменной резке используются такие газы, как сжатый воздух, кислород, азот и смеси аргона и водорода.
Сжатый воздух: этот метод недорог и многофункционален, что делает его идеальным для работы с низкоуглеродистыми, нержавеющими и алюминиевыми листами небольших размеров.
Кислород: используется для самых быстрых операций, которые оставляют гладкие края, известен при использовании на низкоуглеродистой стали. Однако это приводит к увеличению расходов.
Смеси аргона и водорода: Благодаря качеству кромок они лучше всего подходят для резки толстой нержавеющей стали и алюминия. Однако они очень дороги.
Подводя итог, можно сказать, что выбор правильного газа имеет решающее значение для достижения наилучших результатов резки. Выбор неправильного типа может помешать достижению наилучших ожидаемых результатов.
Сжатый воздух выделяется как один из самых экономичных и универсальных вариантов для плазменной резки. Это эффективный режущий инструмент для мягкой стали, нержавеющей стали и алюминия, а также может использоваться в качестве газа для создания плазмы и вторичной защиты. Эта многофункциональная характеристика делает его отличным выбором для снижения затрат на эксплуатационные мероприятия при сохранении стандартов плазменной резки. Хотя он не гарантирует наилучшего качества кромки по сравнению с премиальными газами, такими как азот или смеси аргона и водорода, его надежность для повседневных задач и практичность для профессионалов и любителей делают его подходящим вариантом. Его цена и легкий доступ делают его более привлекательным, особенно для мелкосерийных операций или мобильных систем резки.
Азот широко признан лучшим газом для резки нержавеющей стали и алюминия из-за его инертных свойств, которые помогают избежать окисления и обесцвечивания на кромках реза. Азот также идеально подходит в качестве вспомогательного газа в системах лазерной резки, поскольку он обеспечивает гладкие и чистые кромки, необходимые для точных и художественных работ. Это делает его пригодным для аэрокосмической, автомобильной и пищевой промышленности.
Диапазон давления: Стандартный диапазон давления для этой процедуры составляет 100–300 фунтов на квадратный дюйм (фунтов на квадратный дюйм), но он варьируется в зависимости от толщины материала и желаемой скорости резки.
Скорость потока: Для тонких листов толщиной около ~1 мм может быть достаточно скорости потока азота 10-20 scfm (стандартных кубических футов в минуту). Более толстые материалы толщиной около ~8-10 мм могут потребовать скорости потока, превышающей 50-60 scfm.
Толщина материала: Азот может эффективно резать нержавеющую сталь и алюминий толщиной до 25 мм (1 дюйм), но точность реза может страдать по мере увеличения толщины.
Качество кромки реза: на поверхностях реза сведено к минимуму образование окалины и отсутствует окисление, что обеспечивает получение гладких поверхностей, пригодных для дальнейшей обработки.
Эффективность процесса и строгие критерии означают, что обширная очистка или отделка после резки не нужны. Эффективное использование азота позволяет достичь этого результата.
Хотя кислород, возможно, и не имеет самой привлекательной репутации, он известен как «газ» для резки мягкой стали из-за его экзотермической прогрессии, часто рассматриваемой как адреналин в этой процедуре. В то время как кислород режет сталь, нагретый металл производит оксид железа. Эта реакция высвобождает энергию, ускоряя процесс и делая его полезным для высокопроизводительной резки.
Краткий обзор преимуществ:
Скорость резки: Кислород действует быстрее других газов при резке, поскольку он чрезмерно стимулирует выделение тепла посредством экзотермической реакции.
Экономическая эффективность: сокращение использования мягкой стали значительно снижает эксплуатационные расходы за счет использования кислорода — поддающегося обработке и недорогого газа.
Более толстая резка: при правильной настройке и параметрах можно резать мягкую сталь толщиной до 100 мм или 4 дюймов.
Важные параметры:
Давление газа: Оптимальные результаты резки достигаются при давлении кислорода от 0.2 МПа до 0.7 МПа (от 30 до 100 фунтов на кв. дюйм), подбираемом индивидуально в зависимости от толщины материала.
Конструкция сопла: используйте сопла, специально разработанные для кислородной резки, чтобы поддерживать стабильный поток газа и точность резки.
Скорость резки: Скорость должна варьироваться в зависимости от толщины стали. Например, скорость для стали толщиной 12 мм (0.5 дюйма) должна быть около 600 мм/мин.
Толщина материала: Мягкую сталь можно резать с чрезвычайной точностью и эффективностью, если толщина составляет от 1 мм до 100 мм. Для более прочных материалов необходимы высокое давление и более низкие скорости.
При использовании кислорода резка мягкой стали получается чистой, быстрой и надежной. Благодаря своей универсальности и эффективности, многие отрасли промышленности предпочитают его для ручных и автоматизированных процессов резки.

Компоненты выбора газа, такие как тип, расход и давление, напрямую влияют на качество резки, эффективность и производительность. Ассортимент газов, таких как кислород, азот, водород или аргон, предлагает уникальное преимущество в зависимости от различных разрезаемых материалов. Например, кислород является лучшим вариантом при резке мягкой стали, поскольку он обеспечивает чистые разрезы. Азот, наоборот, обеспечивает чистые кромки на цветных металлах, таких как алюминий и нержавеющая сталь. Правильный выбор газа повышает точность и уменьшает окалину и срок службы расходных материалов, обеспечивая максимальную эффективность резки.
Помимо баланса аргона, выбор газа является определяющим фактором скорости и качества резки. Из моих показаний я заметил, что кислород более ценен при резке мягкой стали из-за его легкодоступных свойств. Азот, из-за своей тенденции к не окислению, обеспечивает наивысшее качество реза и кромки при работе с нержавеющей сталью и алюминиевыми материалами. Для получения выдающихся поверхностей без окалины необходимы смеси аргона и водорода, обеспечивающие гладкие разрезы и профессиональные результаты. Достаточная эффективность может максимизировать профессионализм и повысить общую производительность.
Сталь (мягкая, углеродистая или легированная):
Выбор газа: кислород
Причина: более эффективная скорость резки и повышенная тепловая эффективность.
Ключевые параметры: В зависимости от толщины диапазон давления составляет 4-10 бар. Размер сопла устанавливается для детальной работы или общей резки.
Нержавеющая сталь:
Выбор газа: азот или смесь аргона и водорода
Причина: Азот блокирует окисление, обеспечивая тем самым чистоту поверхности, в то время как аргон-водород дополнительно улучшает качество поверхности более толстых материалов.
Основные параметры:
Давление азота составляет 10–20 бар для большинства применений.
Соотношение аргона и водорода, составляющее 95% аргона и 5% водорода, идеально подходит для высококачественной резки нержавеющей стали.
Алюминий:
Выбор газа: Азот
Причина: Уменьшает количество образующейся окалины и окисления, обеспечивая при этом ровную и точную резку кромок.
Основные параметры: Давление 12-18 бар в зависимости от толщины и точности реза.
Медь и латунь:
Газовая резка: азот или сжатый воздух.
Причина: Инертные свойства азота сохраняют чистоту срезов, а сжатый воздух, используемый в пусковой промышленности, хорошо подходит для разогрева.
Основные параметры: 6–12 прутков для экономичной резки.
Если тип газа соответствует требованиям к материалу, они будут работать хорошо, уменьшат отходы и улучшат качество кромок.
Правильный выбор газа для систем резки значительно снижает стоимость расходных деталей. Тип и регулирование используемого газа могут минимизировать износ расходных деталей, обеспечивая оптимальные условия резки и минимизируя загрязнение. Например, применение резки с использованием азота высокой чистоты уменьшит окисление поверхности реза, что в основном делается при резке нержавеющей стали и алюминия. Это улучшит качество и снизит износ расходных деталей.
Ключевые технические параметры включают обеспечение подачи достаточного количества газа, чтобы не вызывать неравномерный износ компонентов. Для резки с помощью кислорода оптимальное давление обычно составляет от 3 до 6 бар в зависимости от толщины материала. Использование сжатого воздуха должно иметь масляный и влагоотделительный фильтр и поддерживаться в диапазоне от 5 до 12 бар. Техническое обслуживание системы подачи газа включает регулярные проверки на утечки и замену фильтров для поддержания достаточного потока для расходных деталей и снижения износа.
Учитывая все эти практики и точный контроль параметров газа, можно максимизировать эффективность систем обслуживания газоснабжения, что приведет к более высоким расходам на газоснабжение. Однако эти практики приведут к меньшим эксплуатационным и закупочным расходам, обеспечивая при этом высокое качество резки в долгосрочной перспективе.

Действительно, для нескольких процессов плазменной резки можно использовать различные газы. Каждый газ предлагает уникальное преимущество в зависимости от материала и ожидаемого результата. Например, воздух довольно универсален, поскольку его можно использовать для мягкой стали, нержавеющей стали и алюминия, и все они обеспечивают чистые разрезы с небольшой подготовкой или без нее. В то время как кислород увеличивает скорость резки мягкой стали и обеспечивает превосходное качество кромки, азот одерживает победу с покрытием нержавеющей стали и алюминия из-за его стойкости к окислению. Смеси аргона и водорода предпочтительны для толстых материалов и высококачественной резки, но регулировка подачи газа также помогает достичь оптимальной производительности.
Я рекомендую кислород для мягкой стали, так как он помогает резать быстро, обеспечивая при этом чистые и острые края. Лучшим газом для нержавеющей стали и алюминия является азот из-за его гладких, высококачественных разрезов и отсутствия окисления. В аргоне водородная смесь отлично подходит для работы с более толстыми материалами или когда качество резки должно быть исключительным без ущерба для точности или способности выполнять сложные задачи. Выберите правильный газ для материала, так как это напрямую влияет на эффективность и результат вашего процесса резки.
В зависимости от того, где человек будет работать, выбор газовых смесей при необходимости плазменной резки довольно специфичен. Ниже приведены прямые пояснения и технические параметры для повседневных нужд плазменной резки:
Азот (N2): Газ азота идеален при резке нержавеющей стали и алюминия, поскольку он обеспечивает превосходное качество резки для более тонких материалов. Азот хорошо работает на верхних уровнях энергии дуги, обеспечивая хорошее качество резки для тонких материалов даже при высоких уровнях мощности. Рекомендуемый диапазон толщины — до 1 дюйма.
Аргон-водород (Ar-H2): эта газовая смесь лучше всего подходит для резки толстой нержавеющей стали и алюминия. Обычно смешивается в соотношении 65% аргона и 35% водорода, эта комбинация обеспечивает чистые разрезы с небольшим образованием окалины. Рекомендуется для материалов толщиной более половины дюйма, где требуется превосходное качество.
Кислород (O2): Кислород часто используется для резки углеродистой стали, поскольку он обеспечивает лучшую скорость резки и качество кромки, чем другие газы. Этот газ лучше всего подходит для резки толщиной от четверти до одного дюйма и требует соответствующей вытяжной вентиляции для уменьшения окисления.
Воздух: Воздух можно описать как недорогой газ с множеством применений. Он используется для резки мягкой стали, алюминия и даже нержавеющей стали. Хотя воздушно-плазменная резка не так эффективна, как другие газы при точной резке, она идеально подходит для резки общего назначения, где не требуются более жесткие допуски. Лучше всего ее рекомендовать для деталей тоньше одного дюйма.
Смеси сжатого газа: для определенных промышленных целей газовая смесь, например, аргон-гелий или аргон в сочетании с азотом, обеспечивает уникальную производительность при сложных операциях резки.
Учитывая тип и толщину материала, а также требуемое качество, правильная смесь газа может значительно повысить эффективность и производительность ваших процессов плазменной резки; всегда помните о необходимости проверять ограничения оборудования и инструкции по технике безопасности.
Из-за высокой степени точности и низкой степени реактивности, требуемой для материала, инертные газы, такие как аргон и гелий, идеально подходят для плазменной резки. Эти газы также хорошо подходят для резки цветных металлов, таких как алюминий, медь и латунь, поскольку они подавляют окисление и приводят к более гладкой и чистой кромке.
Например, аргон часто используется в сочетании с водородом. Типичная смесь для нержавеющей стали и никелевых сплавов — 65% аргона и 35% водорода. Это помогает достичь превосходного качества кромки и меньшего количества окалины. Аргон особенно полезен для резки более толстых материалов, поскольку он обладает высокой теплопроводностью, что обеспечивает более глубокое проникновение и лучшую стабильность дуги.
Инертные газы более эффективны и дают более специфические материалы, чем реактивные газы. Однако они, как правило, намного дороже. В результате они обычно зарезервированы для приложений с высококачественной отделкой или специальными металлами. Всегда проверяйте указания производителя по типу газа, расходу и настройкам давления, чтобы гарантировать наилучшую производительность и безопасность.
Азот обладает несколькими ключевыми качествами, которые делают его полезным газом для плазменной резки. Он не окисляется, обеспечивает чистые, точные разрезы нержавеющей стали, алюминия и различных цветных металлов. Кроме того, благодаря химической стабильности азота уменьшаются термические повреждения и обесцвечивание, что обеспечивает сохранение качества поверхности материала. Азот также эффективен при резке больших объемов и хорошо работает в широком диапазоне толщин материалов, укрепляя свое место в промышленном секторе.
Резка нержавеющей стали и алюминия с использованием азота намного проще. Во-первых, нет окисления, поэтому чистые края достигаются без усилий. Кроме того, азот предотвращает термическое повреждение, что помогает сохранить структуру металла и отделку поверхности нетронутыми. В сочетании с эффективностью в диапазоне толщин материала и экономически эффективными решениями для крупносерийных применений азот является отраслевым решением для точности и надежности.
При сравнении азота с другими газами, используемыми при плазменной резке, ключевыми факторами являются производительность, пригодность для конкретного материала и экономическая эффективность.
1. Азот против кислорода:
Кислород увеличивает скорость резки и создает оксидный слой во время резки, что может быть выгодно для подготовки к сварке. Однако кислород менее эффективен, чем азот, для сохранения качества поверхности материала, поскольку оксидный слой может вызывать дефекты. Кроме того, кислород может привести к более значительному тепловому воздействию, потенциально деформируя более тонкие материалы. Азот, с другой стороны, отлично подходит для чистых резов без окисления, что делает его идеальным для нелегированных сталей, нержавеющей стали и алюминия.
|
Параметр |
Азот |
Кислород |
|---|---|---|
|
скорость резания |
Средняя |
Высокий |
|
Уровень окисления |
Ничто |
От умеренного до высокого |
|
Нагрев материала |
Низкий |
Существует более высокий риск деформации |
|
Общие материалы |
Нержавеющая сталь, алюминий |
мягкая сталь |
2. Азот против воздуха:
Сжатый воздух экономичен, удобен и часто используется для резки мягкой стали и алюминия. Однако смесь азота и кислорода может привести к менее чистым краям и более высокому риску загрязнения поверхности. Азот обеспечивает более высокую точность и более чистые результаты, особенно для применений, требующих эстетической привлекательности.
|
Параметр |
Азот |
Сжатый воздух |
|---|---|---|
|
Стоимость |
Высокая |
Низкая |
|
Чистота кромок |
Высокий |
Средняя |
|
Риск поверхностного загрязнения |
Низкий |
Высокая |
3. Азот против смеси аргона и водорода:
Аргон-водород обычно используется для более толстых материалов и обеспечивает превосходные дуги резки, но его стоимость значительно выше. Азот является более экономичным выбором для тонких и средних толщин, обеспечивая баланс между производительностью и эксплуатационными расходами.
|
Параметр |
Азот |
Аргон-водородная смесь |
|---|---|---|
|
Стоимость |
Низкая |
Высокая |
|
Пригодность для толщины |
Тонкий-средний |
Толстые материалы |
|
Стабильность дуги резки |
Средняя |
Высокий |
В конечном счете, выбор газа зависит от конкретных требований к применению, включая тип материала, толщину, желаемую отделку поверхности и бюджетные соображения. Азот выделяется своей универсальностью и возможностями чистой резки в различных вариантах использования.
Соответствующее равновесие между предоставлением услуг и бюджетом имеет решающее значение для оценки цен на азотный газ. Различные переменные, такие как метод поставки, уровень чистоты и общие нормы потребления, определяют стоимость азотного газа.
Методы поставки: Газообразный азот может поставляться в цистернах для жидкости, баллонах со сжатым газом или производиться на месте. Хотя генератор азота может потребовать высоких первоначальных затрат, в долгосрочной перспективе он очень экономичен для пользователей с большими объемами. С другой стороны, предварительно упакованные баллоны выгодны для нерегулярного использования, но в долгосрочной перспективе они дороги.
Нормы потребления: в зависимости от применения более высокая скорость потока азота потребует более высоких эксплуатационных расходов для поддержания функциональности. Например, для мощных систем лазерной резки требуется от 300 до 600 кубических футов в час. Точная оценка потребления позволит пользователю избежать перерасхода, а также поможет определить наиболее эффективный метод подачи.
Уровни чистоты: Уровни чистоты азота будут определять стоимость газообразного азота. Например, азот высокой чистоты 99.99% или выше всегда будет стоить дороже из-за необходимых обширных процессов фильтрации. Однако более дешевые варианты, такие как фильтры с уровнем чистоты 95%-98%, будут достаточны для резки более толстых материалов или имеющих слегка окисленную кромку.
Если азот производится на месте, оцените расходы, связанные с эксплуатацией генератора. Новые генераторы азота могут быть энергоэффективными, но потребляют больше энергии, если за ними не следить.
Если азотный газ хранится в баллонах или резервуарах, транспортировка и хранение также вносят свой вклад в общие расходы. Кроме того, в финансовых планах необходимо учитывать плановое обслуживание систем подачи газа или газовых генераторов, чтобы снизить вероятность перебоев и бесполезных действий.
Компании, знающие эти критерии, могут управлять расходами на использование азота, не влияя на эффективность своих производственных процессов.

Кислород является возможным выбором для плазменной резки, особенно для резки мягкой стали. Хотя он и дороже, кислород повышает скорость и качество резки, обеспечивая чистую кромку и производя меньше окалины. Очистка окалины не особенно эффективна для алюминия или нержавеющей стали. В конечном счете, тип, толщина и качество материала, требующего резки, определят лучший газ для плазменной резки.
Наиболее существенным преимуществом использования кислорода для плазменной резки фрезерованной стали по сравнению с другими газами является повышение скорости резки. Реактивные свойства кислорода позволяют выполнять более глубокие разрезы, увеличивая производительность для срочных проектов.
При использовании кислорода с мягкой сталью окалина сводится к минимуму, а кромки демонстрируют большую точность. Поэтому после резки требуется немного или совсем не требуется завершающих штрихов, чтобы она выглядела хорошо.
При резке мягкой стали кислород режет эффективнее, обеспечивая постоянную мощность и глубину, когда сталь образует более толстые сечения реза.
Хотя использование кислорода, безусловно, сопряжено с более высокими затратами, это делает его предпочтительным для резки мягкой стали, хотя следует учитывать альтернативные материалы и другие факторы.
Увеличение расходов на эксплуатацию
Хотя кислород экономически обеспечивает превосходное качество и резку, он немного дороже других вариантов плазменной резки, таких как воздух или азот. Это увеличение стоимости может повлиять на операционные бюджеты, особенно для предприятий с крупномасштабными операциями по резке.
Ограничения по совместимости материалов
Кислород имеет наилучшую эффективность резки на мягкой стали. Он неэффективен на других материалах, таких как алюминий или нержавеющая сталь. Напротив, другие газы, такие как аргон-водород или азот, справились бы с этим намного лучше из-за своих особых характеристик.
Накопление оксида
Использование кислорода во время плазменной резки приведет к накоплению оксидов на поверхности реза толстых материалов, и для получения требуемого результата потребуется дополнительная очистка или обработка.
Сокращение срока службы расходных элементов
Резка кислородной плазмой ускоряет износ расходных материалов быстрее, чем другие газы, из-за более быстрых рабочих температур. Это приводит к увеличению избыточной тяги при резке, что нагружает чаще и приводит к простоям.
Узкий диапазон толщины резки
Для некоторых очень толстых сталей толщиной 2 дюйма или 50 мм газ EM или кислородно-топливный газ может иметь более низкую скорость резки, чем другой газ или газовая смесь, такая как кислород, которая лучше всего подходит для таких применений. Может потребоваться более одного прохода или тонкой проволоки.
Крайне важно уравновесить эти ограничения преимуществами использования кислорода при плазменной резке, гарантируя, что он соответствует предполагаемому назначению проекта.
Нужно многое обдумать, прежде чем решить, подходит ли кислород для плазменной резки и соответствует ли он потребностям проекта. Использование кислорода идеально в определенных ситуациях; однако, необходимо учитывать требования к резке, которые необходимо выполнить. Вот основные моменты, которые были извлечены из технических фактов и практического опыта:
Резка мягкой стали
Кислород является наиболее подходящим режущим топливом для мягкой стали, поскольку он обеспечивает чистые кромки и снижает образование окалины. Реакция кислорода со сталью обеспечивает еще более высокую скорость резки, что приводит к более высокому качеству кромок, чем у других газов. Он знаком с толстой углеродистой сталью от 0.5 до 1 дюйма (от 12 до 25 мм).
Качество кромок и точность
При наличии кислорода цель резки может быть легко достигнута с достаточно гладкими краями. Кислород также отлично подходит для резки, поскольку края могут быть обработаны с точностью и квадратом. Это делает его весьма применимым в озоноплазменной резке в автомобильной и конструкционной сталелитейной промышленности, где внешний вид или красота и точные измерения продуктов являются основополагающими.
Скорость и эффективность
Использование кислорода позволяет резать более тонкую мягкую сталь (до 1 дюйма) на более высоких скоростях, превосходя азот и воздух по всем остальным параметрам. Это повышает производительность во многих промышленных применениях. С другой стороны, кислород не может резать очень толстую сталь с высокой скоростью или эффективностью.
Совместимость материалов
Кислород подходит для стали с низким содержанием углерода. Однако он не очень хорошо работает с цветными металлами, такими как алюминий и нержавеющая сталь, поскольку вызывает окисление на кромках. Для этих материалов качество кромок лучше всего сохраняется при использовании инертных газов, таких как азот или аргон.
Технические параметры
Диапазон тока резки составляет 50–400 А в зависимости от толщины материала и характеристик резака.
Скорость резки (мягкая сталь, 0.5 дюйма): в зависимости от различных факторов скорость может быть установлена до 60 дюймов в минуту.
Расход газа: Расход газа для кислорода обычно составляет 40–80 фунтов на квадратный дюйм, значения подбираются в зависимости от материала и потребностей горелки.
При выборе кислорода убедитесь, что он соответствует типу материала, качеству кромки и соображениям рабочей скорости. Альтернативные газы, такие как азот или смеси аргона и водорода, могут быть лучше для цветных металлов и более толстой стали. Всегда обращайтесь к инструкциям по оборудованию, чтобы определить идеальные настройки.

Выбор газа для вашей системы плазменной резки зависит от таких критериев, как разрезаемый материал, качество резки и ключевые эксплуатационные приоритеты, которыми могут быть скорость или стоимость. В то время как кислород режет углеродистую сталь с высокой скоростью и чистыми краями, азот используется для резки алюминия и нержавеющей стали, поскольку он очень мало окисляется. Смеси аргона и водорода отлично подходят для резки толстых материалов и цветных металлов с высокой точностью и аккуратностью. Всегда проверяйте характеристики вашего оборудования или его совместимость с материалом, чтобы обеспечить ему наилучшую поддерживающую производительность.
Выбор режущего газа для плазменной резки имеет решающее значение, поскольку мне необходимо достичь указанных результатов. Для достижения оптимальных результатов я гарантирую, что тип материала, который я режу, четко определен: цветные металлы, алюминий, углеродистая сталь и нержавеющая сталь, поскольку различные материалы лучше всего работают с определенными типами газа. Например, кислород лучше всего работает в паре с углеродистой сталью, а азот эффективен с цветными металлами, такими как алюминий. Кроме того, я сосредотачиваюсь на качестве и отделке реза. Азот или смесь аргона и водорода были бы идеальными, если требуются гладкие и чистые края. Наконец, необходимо учитывать такие элементы, как стоимость и скорость. Другие газы могут помочь с точной резкой, но кислород может обеспечить более быструю резку, что лучше всего подходит для предприятий с большими объемами. Рассмотрение этих руководящих факторов и рассмотрение характеристик моего оборудования позволяет мне принять правильное решение.
Чтобы тип газа соответствовал характеристикам машины плазменной резки, необходимо систематически выполнять некоторые ключевые моменты:
Совместимость материалов
Кислород подходит для: резки мягкой и углеродистой стали, поскольку обеспечивает хорошую скорость резки и качество кромок.
Азот Подходит для: цветных металлов, таких как алюминий и нержавеющая сталь, для высокой точности и качества резки.
Смесь аргона и водорода подходит для толстой нержавеющей стали или алюминия; качество резки более толстых материалов имеет решающее значение.
Желаемая отделка реза:
Азот – рекомендуется для: цветных металлов, края которых должны быть гладкими и чистыми.
Кислород хорошо подходит, когда кромку необходимо окислить в некоторой степени, а резка является экономичной.
Смесь аргона и водорода хорошо подходит для высокоточных применений.
Скорость против экономической эффективности:
Для резки лучше всего подойдет кислород, отдайте предпочтение стоимости, а не точности – рекомендуемое давление газа должно быть от 40 до 70 фунтов на квадратный дюйм в зависимости от толщины листа,
Азот в равной степени ориентирован на точность и экономическую эффективность, а рекомендуемое давление составляет от 50 до 75 фунтов на кв. дюйм.
Аргон-водород доминирует, добавляя положительное давление при более низком давлении, тогда как для точности при сложных работах рекомендуется давление от 35 до 50 фунтов на кв. дюйм.
Для повышения производительности машины всегда обращайтесь к руководству по эксплуатации плазменного резака, чтобы узнать, какой тип газа рекомендуется для каждого материала, а также уровни давления, чтобы обеспечить экономичность и безопасность при использовании машины.
При выборе наилучшего газа для плазменной резки необходимо тщательно учесть стоимость, доступность и производительность в соответствии со спецификациями проекта.
Кислород
Производительность: Резка кислородом обеспечивает высокоскоростной процесс резки. Внешний вид кромки превосходен для любого, кто работает с углеродистой сталью. Поэтому кислород является лучшим газом для любого применения мягкой стали.
Стоимость: Кислород не так уж и дорог, и его использование становится экономически эффективным, поскольку при резке образуется меньше отходов.
Технические параметры: Давление газа в нормальном диапазоне 40–70 фунтов на кв. дюйм, в зависимости от толщины стали, обеспечивает оптимальные результаты резки.
Азот
Производительность: Азот лучше всего подходит для резки нержавеющей стали и алюминия. Он обеспечивает чистые, гладкие разрезы с минимальным количеством окалины и совместим с высокими скоростями резки.
Стоимость: Цены умеренные и справедливые по сравнению с производительностью резки цветных металлов.
Технические параметры: Рекомендуемые диапазоны обычно составляют около 50-75 фунтов на кв. дюйм; точность и эффективность гарантированы.
Смесь аргона и водорода
Производительность: Эта смесь идеально подходит для резки толстых деталей из нержавеющей стали и дизайнерского алюминия. Она производит значительные желаемые разрезы с лучшей точностью и минимальным окислением.
Стоимость: аргоноводород является дорогим по сравнению с другими газами; однако он менее затратен при работе с жесткими материалами, требующими высокой точности.
Технические параметры: Управление давлением в диапазоне 35-50 PSI помогает создавать самые лучшие и гладкие края на более сложных работах. Секция плавления может обеспечивать различные верхние края, чтобы сделать нити исключительно гладкими.
Сжатый воздух
Производительность: Этот вариант эффективен для резки общего назначения, оставаясь при этом доступным. Он работает с мягкой сталью, нержавеющей сталью и алюминием, но может не показывать такого же высокого качества кромок, как другие газы.
Стоимость: Поскольку этот тип газа недорог и легко доступен, его можно без проблем использовать в небольших масштабах или мастерских.
Технические параметры: Обычно рабочее давление составляет 90–120 фунтов на кв. дюйм, хотя оно может варьироваться в зависимости от технических характеристик машины.
Итоговые рекомендации
С точки зрения стоимости, производительности и доступности лучше всего найти золотую середину и получить все необходимое, выполнив следующие действия:
Кислород используется для обработки мягкой стали из-за его высокого качества и скорости.
Следует использовать цветные металлы, такие как нержавеющая сталь или, иногда, алюминий, азот или смесь аргона и водорода. Выбор зависит от толщины металла и требуемой точности.
Для экономичных операций можно использовать сжатый воздух, когда идеальное качество кромки не имеет большого значения.
Всегда обращайтесь к руководству по эксплуатации вашего плазменного резака, чтобы узнать о настройках безопасности и оптимальных рабочих характеристиках, соответствующих материалу и области применения.

Конечно, безопасность превыше всего при работе с газами в плазменной резке. При работе с инертными или даже химически активными газами, такими как азот или аргон-водород, необходимо обеспечить надлежащую вентиляцию, чтобы избежать накопления вредных паров или газов. Всегда будьте осторожны при работе с баллонами со сжатым газом. Закрепите их должным образом и не допускайте их опрокидывания. Используйте надлежащие перчатки и средства защиты глаз; они имеют основополагающее значение при работе с высокими температурами и бликами. Убедитесь, что устройство соответствует всем требованиям целевого газа, а также параметрам давления, расхода и совместимости газа устройства, чтобы избежать всех минимальных рисков.
У меня есть строгие правила, которым нужно следовать, когда мне поручено хранить и обрабатывать газы для плазменной резки. Во-первых, я проверяю, что каждый газовый баллон хранится вертикально в хорошо проветриваемом помещении и закреплен цепями или ремнями, чтобы предотвратить их опрокидывание. Кроме того, я также слежу за тем, чтобы они находились вдали от источников тепла, открытого огня и прямых солнечных лучей, так как это может увеличить вероятность повышения давления. При транспортировке баллонов я тщательно осматриваю их на предмет любых признаков утечек или повреждений, чтобы использовать регуляторы давления, подходящие для этого конкретного газа. Что касается хранения, я слежу за тем, чтобы все горючие газы хранились в месте, отличном от оксигенаторов, чтобы избежать опасных химических реакций. Наконец, я перепроверяю свои паспорта безопасности и инструкции производителя для надлежащего использования и обслуживания.
Правильная вентиляция необходима при работе с газами плазменной резки для создания безопасного рабочего пространства и предотвращения вдыхания токсичных паров и газов фреона. Ниже приведен список наиболее важных требований к вентиляции для различных типов используемых газов:
Аргон: Аргон — инертный, нетоксичный газ. Однако он тяжелее воздуха и может занимать области без кислорода. Поэтому следует рассмотреть возможность использования вытяжной вентиляции, чтобы избежать гипоксемии, когда уровень кислорода падает ниже 19.5%.
Кислород: Наличие кислорода в условиях обогащения может привести к риску возгорания. Общая вентиляция должна всегда использовать неискрящие приборы, и должны быть приняты меры для поддержания концентрации кислорода ниже 23.5%.
Азот: Негорючий газ криптон все еще может быть опасен, поскольку может привести к удушью при концентрации. Для контроля уровня кислорода необходимо использовать локальную вытяжную вентиляцию или системы воздухообмена.
Водород: Крайне огнеопасный, водородный газ может образовывать взрывоопасные соединения при смешивании с воздухом. Всегда принимайте меры по вентиляции для снижения уровня водорода ниже нижнего предела взрываемости (НПВ) (4% в воздухе).
Сжатый воздух: Даже если сжатый воздух не представляет непосредственной угрозы, резка может создавать химикаты и вредные пары. Рекомендуется использовать местную вытяжную вентиляцию, чтобы уменьшить выброс загрязняющих веществ в помещение.
Каждая система вентиляции должна быть спроектирована для адекватного воздухообмена и соответствовать рекомендациям OSHA и ANSI. Может быть выгодно инвестировать в портативные мониторы воздушного потока для проверки уровня газа и дальнейшей гарантии безопасности сотрудников.
При категорической плазменной резке я уделяю особое внимание мерам безопасности, используя правильные средства индивидуальной защиты (СИЗ). Например, я надеваю плотно прилегающую сварочную маску с затемнением от Shade 5 до Shade 9 — в зависимости от используемой силы тока — предназначенную для защитных очков или очков с боковыми щитками, которые могут разбиться (сертифицировано ANSI Z87.1) во время резки. Эти очки также защищают от опасного ультрафиолетового излучения.
Кроме того, я ношу респиратор, одобренный NIOSH, в помещениях без вентиляции или при резке нержавеющей стали или алюминия, которые выделяют опасные пары. Я также ношу термостойкие перчатки, обычно из кожи или другого жесткого материала, чтобы защитить руки от ожогов, вызванных высокими температурами или искрами во время резки.
На работе я ношу огнестойкую одежду, которая закрывает мои руки и ноги, а также нескользящие ботинки со стальными носками для дополнительной безопасности на рабочем месте. Я также ношу наушники или беруши, чтобы заглушить чрезмерный шум при резке плазменным резаком.
Использование предоставленных СИЗ и правил техники безопасности в первую очередь обеспечивает мою безопасность при выполнении работ по плазменной резке.
Ведущий поставщик металлообрабатывающего оборудования с ЧПУ в Китае
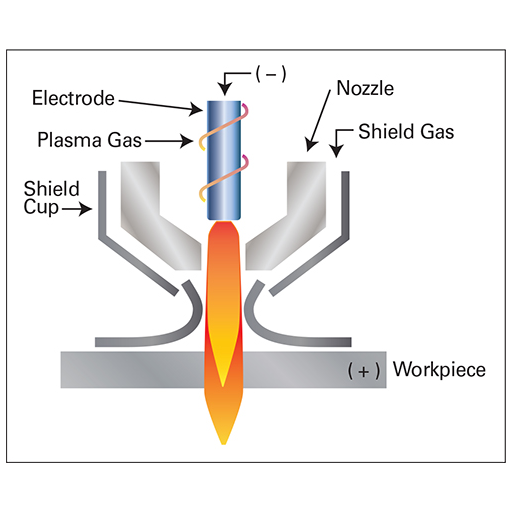
A: Плазменный газ — это основной газ, используемый в системе плазменной резки для создания плазменной дуги. Он имеет решающее значение, поскольку определяет качество резки, скорость резки и типы материалов, которые можно резать. Распространенные плазменные газы включают воздух, кислород, азот и аргон, каждый из которых предлагает различные преимущества для различных применений резки.
A: Плазменные резаки обычно используют сжатый воздух в качестве основного плазменного газа для большинства применений. Это экономически эффективно и подходит для резки широкого спектра материалов. Однако другие газы, такие как кислород, азот или аргон, могут использоваться для определенных материалов или для достижения более высокого качества резки и более высокой скорости резки.
A: Кислород можно использовать в качестве плазменного газа, особенно для резки углеродистой стали. Кислородная плазма обеспечивает более высокую скорость резки и более чистые разрезы на черных металлах. Он часто используется в системах плазменной резки с ЧПУ для точной резки более толстых материалов. Однако кислород не следует использовать для резки нержавеющей стали или алюминия, так как он может вызвать окисление.
A: Азотная плазма отлично подходит для резки нержавеющей стали и алюминия. Она обеспечивает высококачественную резку с минимальным количеством окалины и гладкой отделкой кромок. Азот также используется в качестве вторичного или защитного газа в некоторых системах плазменной резки для улучшения качества резки и продления срока службы расходных материалов. Она особенно эффективна для резки материалов толщиной до 3 дюймов.
A: Газ аргон производит самую горячую плазменную дугу среди стандартных газов плазменной резки. Хотя он обычно не используется как отдельный газ для резки из-за своей низкой скорости резки, аргон часто смешивают с другими газами, такими как водород, чтобы создать высокотемпературную плазму для резки толстых материалов или для плазменной строжки.
A: Да, многие современные системы плазменной резки используют конфигурации с двумя газами. Эти системы используют первичный плазменный газ для создания плазменной дуги и вторичный газ или защитный газ для защиты зоны резки и улучшения качества резки. Например, система может использовать кислород в качестве плазменного газа и воздух в качестве защитного газа для резки мягкой стали.
A: Чтобы определить, какие газы подходят для вашего плазменного резака, обратитесь к руководству по эксплуатации оборудования или рекомендациям производителя. Выбор газа зависит от таких факторов, как материал резки, желаемое качество резки, требования к скорости резки и возможности вашей системы плазменной резки. Использование правильного газа гарантирует оптимальную производительность и предотвращает повреждение вашего оборудования.
A: Хотя некоторые газы, используемые в плазменной резке, такие как аргон и азот, также используются в процессах сварки, важно отметить, что плазменная резка и сварка — это разные процессы с разными требованиями к газу. Однако, в зависимости от конкретных применений и настройки оборудования, некоторые производственные цеха могут использовать один и тот же источник газа для плазменной резки и сварки.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →