

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Станки с числовым программным управлением (ЧПУ) одновременно объединяют точность и производительность, поэтому неудивительно, что они произвели революцию в современном производстве. Однако функция ЧПУ заключается в специализированном языке кодирования, включая как G-код, так и M-код. Эти языки программирования являются руководящими принципами для перемещения, резки и формовки различных материалов с помощью станка с ЧПУ. Неважно, являетесь ли вы опытным машинистом, программистом-самоучкой или просто тем, кто хочет узнать, как оживают детали; важно иметь базовые знания о кодах G и M. В этой статье описывается структура, функции и практическое применение этих кодов. Вся эта информация анализируется с технической точки зрения при применении ее к обработке. К тому времени у вас будет более полное понимание того, как эти коды помогают в инновациях в различных отраслях промышленности, от аэрокосмической до автомобильной и многих других.
«И G-код, и M-код служат одной и той же цели в программировании, которая заключается в том, чтобы позволить станкам с ЧПУ (числовым программным управлением) выполнять задачи контролируемым образом с функционированием станка».
Сопутствующее сочетание G-кода и M-кода обеспечивает более высокие возможности оценки операций и методов обработки, чем линейная интерполяция предопределенных траекторий G-кода, исключая другие возможные методы иных форм помех.
G-код, или геометрический код, управляет числовым программным управлением (ЧПУ) или компьютерными числовыми программными машинами. Он в первую очередь выпускается для управления движениями и проведения операций на станках, таких как позиционирование, резка или сверление, для преобразования материалов в определенные компоненты. Он повышает автоматизацию процесса, предоставляемого определенными командами. G-код преобразует планы в физические детали. Это обеспечивает единообразие, точность и производительность при изготовлении обработанных деталей.
Relief's Miscellaneous Code идет рука об руку с G-Code, поскольку он обеспечивает вспомогательные функции, которые помогают в работе машины, например, то, что называется M-Code. С другой стороны, G-Code в основном касается позиционирования, а также перемещения инструментов.
M03 — пример команды, которая используется в программировании ЧПУ для управления шпинделем по часовой стрелке, в то время как M08 запускает подачу охлаждающей жидкости. Используя эти коды, можно обеспечить согласованную работу второстепенных функций, которые необходимы для точности, а также автоматизированной эффективности в процессах обработки.
Системы обработки, на которые нацелен M-Code, специализируются на сложных операциях, и это означает, что с M-Code операторы могут контролировать и отслеживать последовательность и даже безопасность во время операций. С современностью систем CMC теперь также поддерживаются настраиваемые M-коды. Такие конфигурации «команда-изготовитель» оказались полезными в таких системах, как аэрокосмические, автомобильные и медицинские приборы, где большое внимание уделяется надежности и точности.
G-код и M-код интегрируются и функционируют синхронно, чтобы регулировать правила и параметры движений и операций станка с ЧПУ. G-код описывает детали, связанные с движением, положением компонентов станка и направлением режущих кромок станка, например, линейную и круговую интерполяцию, координацию осей и т. д. Помимо этого, G-код также определяет траектории резания. M-коды, такие как запуск шпинделя, циркуляция охлаждающей жидкости и смена инструментов, управляют вспомогательными функциями. Системы кодирования действительно обладают сложными средствами интеграции и обеспечения контроля операций, которые необходимо выполнить.
Например, в обычной программе ЧПУ G-код может быть записан как `G01 X50 Y50 F100`, где код командует режущему инструменту двигаться по прямой (линейной) схеме в координаты (X50, Y50) с подачей (F100). Между тем, M-код типа `M03 S1000` заставляет шпиндель вращаться по часовой стрелке со скоростью 1000 об/мин. Результатом является то, что материал удаляется из шпинделя, при этом исключается догадка и попытка найти оптимальные условия. Короче говоря, так работает G-код ЧПУ.
Интеграция G-кода и M-кода продолжает совершенствоваться в новых системах ЧПУ. Современные контроллеры имеют динамическую интерпретацию кода, что повышает эффективность обработки за счет устранения времени ожидания при обработке инструкций. Как показывают данные по производительности отрасли, некоторые передовые многоконтурные станки с ЧПУ имеют точность траектории инструмента ± 0.01 мм, что требует идеальной синхронизации кодов управления. При хорошем программировании коды можно программировать таким образом, чтобы эти изменения приводили к наилучшему времени цикла при адекватном качестве деталей.
G-код, или геометрический код, является базовым языком программирования для управления станками с ЧПУ. Он задает определенные движения и действия, такие как позиционирование инструмента, установка скорости подачи, выбор траектории обработки и т. д. G-коды с G-функциями, такими как G01 и функция M G-коды часто используются в сочетании с M-кодами.
Систематизация в обеспечении G-кода теперь включает автоматизированные процессы, такие как Computer Aided Manufacturing, что помогло минимизировать количество требуемых модификаций и повысить точность. Более того, добавление контуров обратной связи в несколько станков с ЧПУ позволяет изменять траектории инструмента в ходе процесса, чтобы уменьшить неточности. Знание и использование правильных команд G-кода имеет большое влияние на превосходство заготовки, точность обработки и производительность всего производственного процесса.
Действия, не связанные с резанием, в процессах обработки с ЧПУ, включая, помимо прочего, открытие или закрытие дверей станка, включение или выключение систем охлаждения, а также запуск или остановку шпинделя, классифицируются как Разные коды М-кодов. В то время как G-код фокусируется на траектории инструмента и движении, M-код работает над специфическими для станка операциями, такими как настройка станка и его безопасная транспортировка во время выполнения операций резки. Этот режим варьируется от M03 (шпиндель по часовой стрелке) и M08 (охлаждение) до M30 (завершение программы и сброс). Все это необходимые команды для эффективной работы функций станка с ЧПУ. Самое главное, что G-код затмевает их все. Они представляют собой разницу между командами перемещения инструмента и M-кодом, ориентированным на станок. G- и M-коды должны использоваться вместе для оптимальной производительности и безопасной обработки. В результате правильное и комбинированное использование G-кода и M-кода может повысить операционный рабочий процесс на станке.
G-Code играет важную роль в определении действий станков, таких как направления перемещения, траектории резания, скорости подачи и скорости вращения шпинделя. Это определяет перемещение обрабатывающего инструмента в требуемые положения для резки или формовки заданной заготовки. С другой стороны, M-Code управляет функциями станка, не связанными с подачей, такими как включение и выключение шпинделя, запуск и остановка систем охлаждения и завершение программы.
G-код используется во время обработки, в то время как M-код управляет периферийными функциями станков. Не менее важно отметить, что эти два кода делают возможными точные и полные операции ЧПУ, когда G- и M-коды используются соответственно надлежащим образом и адекватно.
G-код изменяет управление станком, включая движение резания, определяя точное относительное движение инструментов станка к траекториям действия, тем самым отличая G-коды от M-кодов. Он позволяет мне направлять информацию, например, в виде линий или дуг, изменять скорость подачи или глубину резания, что гарантирует правильность и последовательность обработки. Наконец, он помогает мне контролировать, как станок движется и режет, чтобы получить форму нужной мне детали.
M-Code включает в себя ряд программных инструкций, которые управляют вспомогательными функциями и операциями во время программирования ЧПУ, а также различными функциями станка. В отличие от G-Code, который фокусируется на движении и траекториях инструмента, M-Code контролирует геометрические движения, которые не являются существенными для обработки. Эти команды охватывают операции шпинделя, такие как запуск, остановка и изменение направления вращения, активация и деактивация охлаждающей жидкости, смена инструментов и другие состояния станка, которые включают в себя рутинные остановки программы, изменения режима и изменения рабочего режима.
Например, основные используемые M-коды включают `M03`, который используется для запуска шпинделя по часовой стрелке, `M08`, который используется для включения охлаждающей жидкости, и `M30`, который используется для завершения программы при сбросе машины в положение по умолчанию или исходное положение. Более продвинутые версии систем ЧПУ сегодня также могут поддерживать сложные функции в M-коде, такие как машинно-специфические инструкции, которые включают датчики, контролируют проверки безопасности или автоматизируют задачи, такие как смена паллет.
Разные производители станков с ЧПУ предоставляют разные М-коды. Разные бренды и станки могут включать дополнительные М-коды, которые обеспечивают большую гибкость для определенных пользовательских функций. Коммерческие контроллеры ЧПУ, такие как FANUC или Siemens, обычно предлагают подробные руководства, описывающие эксплуатационные ограничения, касающиеся управления М-кодами, встроенными в их системы, для обеспечения безопасного и эффективного выполнения указанных инструкций. Правильно используя М-коды в дополнение к G-кодам, оптимизация М-кода в сочетании с G-кодом позволяет производителям улучшить рабочие процессы и производительность.
G-код и M-код должны быть объединены для формулирования интегрированных и всеобъемлющих программ ЧПУ. M-код и G-код являются критическими аспектами возможностей станка с ЧПУ. Основные функции G-кода включают определение геометрии, а также координированные движения станка, которые включают траектории резания и перемещения инструментов. Напротив, M-код имеет дело со вспомогательными функциями, которые включают смену инструмента, активацию шпинделя и управление охлаждающей жидкостью.
Сложную геометрию можно построить с помощью команд G-кода. Например, управляемые компьютером машины могут выполнять линейное движение (G01) и круговые движения (G02/G03). Относительно новые программы числового программного управления (ЧПУ) включают в себя расширенные функции, такие как последовательности нескольких команд G-кода для создания сложных узоров или выполнения многоосевых резов с допусками ±0.01 мм для критических задач точного производства. M-коды, такие как M03 (поворот шпинделя по часовой стрелке), M06 (смена инструмента) и M09 (отключение подачи охлаждающей жидкости), работают в фоновом режиме, включая и выключая различные компоненты, а также оптимизируя состояние машины. Эти действия позволяют повысить эксплуатационную эффективность во время производства.
Популярность высокоскоростной обработки на станках с ЧПУ растет. В тех же отчетах указывается, что сотрудничество G-Code и M-Code является неотъемлемой частью их успеха. Их сотрудничество еще больше повышает производительность, поскольку исключаются избыточность и простои. Наиболее примечательным является внедрение синхронизированных процессов G и M-Code, которые позволяют сократить время цикла примерно на 20–30%, особенно в автомобильной и аэрокосмической промышленности.
В настоящее время современные контроллеры ЧПУ поставляются с возможностью инструментов моделирования, позволяющих операторам подтвердить, как G-Code и M-Code будут функционально взаимодействовать перед выполнением. Эти моделирования помогают распознавать возможные ошибки, такие как столкновения инструментов или несоответствующие скорости шпинделя, улучшая комбинированную стратегию программирования. Автоматизация G-Code и M-Code полностью интегрирована производителями ЧПУ для формирования надежных и точных рабочих процессов в различных отраслях промышленности.

G00 (Быстрое позиционирование)
Команда G00 позволяет разместить инструмент в нужном месте без резки материала. Перед началом операции инструмент обычно перемещается в нужное место с максимальной скоростью машины. Использование команды для сокращения времени, затрачиваемого в случаях, когда производительность не важна, имеет важное значение. Однако программирование должно выполняться осторожно, чтобы избежать столкновений, когда машина работает быстро.
G01 (Линейная интерполяция)
В команде G01 движение инструмента ограничено, и он режет по прямой линии с определенной скоростью подачи. Эта команда играет важную роль в выполнении таких задач, как сверление, фрезерование или точная резка линейной формы. Например, в случаях, когда скорость подачи запрограммирована на 500 мм/мин, станок обеспечивает перемещение режущего инструмента с этой конкретной скоростью, тем самым повышая точность обрабатываемой детали.
G02 (Круговая интерполяция – по часовой стрелке)
G02 — это G-код, который регулярно используется для программирования станков с числовым программным управлением (ЧПУ).
С помощью команды G02 станки могут резать дуги окружности по часовой стрелке, и для этого необходимо определить начальную и конечную точки дуги вместе с радиусом или координатами центра, в зависимости от системы станка. Резка сложных зубьев шестерен или замысловатых радиусов требует предельной точности, и G02 отлично справляется с управлением криволинейными траекториями резки.
G03 (интерполяция в круговом направлении – слева)
Команда G03 характеризуется формированием дуг окружности в направлении против часовой стрелки. Эта команда обычно используется с G02 и полезна для сложных конструкций или симметричных кривых в плоскости XY. Для плавного переключения между круговыми и линейными траекториями при сохранении высокой точности необходимо тщательное определение параметров дуги.
G02 и G03, вместе с другими командами кодирования формы G, служат основой обработки на станках с ЧПУ, поскольку они позволяют инженерам писать компьютерные программы, которые управляют инструментами для сложных геометрий с точным перемещением станков. Эффективное использование кодов G приводит к повышению качества деталей и сокращению времени изготовления деталей, что необходимо в современных производственных процессах.
M03 (Шпиндель включен – по часовой стрелке)
Команда M03 выдается, когда шпиндель должен вращаться по часовой стрелке, что необходимо при работе с вращающимися режущими инструментами. Скорость вращения шпинделя программируется с помощью Swords (например, S1000 определяет скорость вращения шпинделя в 1000 об/мин). Правильное написание M03 и правильное слово S определяют качество обработки поверхности и срок службы инструмента, а также находятся в постоянном контакте с оптимизацией скорости вращения шпинделя.
M05 (Остановка шпинделя)
M05 останавливает вращение шпинделя, которое будет использоваться во время интервальной обработки или изменения инструмента. Произнесение M05 следует использовать вместе с гарантией безопасности, чтобы гарантировать, что не произойдет столкновения инструментов после того, как шпиндель получил команду на остановку. Шпиндель часто останавливается, когда ему не требуется вращаться, и когда задаются другие новые команды программирования, такие как M06.
M06 (Смена инструмента)
M06 также используется в станке для автоматической смены рабочего инструмента. При выполнении многоинструментальной операции M06 становится критически важным, поскольку он облегчает переключение между режущими, сверлильными и другими инструментами, которые отличаются друг от друга на различных участках процесса обработки. Это один из ключевых компонентов автоматизации сложных производственных последовательностей для станков с устройствами смены инструмента, помогая сократить время цикла и повысить производительность.
M08 (Охлаждающая жидкость включена)
Команда M08 включает систему охлаждения, жизненно важную для рассеивания тепла и обеспечения смазки во время резки. Охлаждающая жидкость не только способствует увеличению срока службы инструментов, но также помогает предотвратить перегрев и снижает трение. Правильное применение охлаждающей жидкости значительно повышает эффективность и точность процесса обработки в экстремальных условиях, особенно во время высокоскоростных операций с алюминиевыми и пластиковыми компонентами.
В сочетании с наборами команд G-Code, M-коды повышают производительность станков с ЧПУ за счет правильной синхронизации шпинделя, инструментов, систем охлаждения и смазки. Как и на всех других этапах процесса, следует соблюдать методы безопасности в дополнение к уникальным настройкам, которые требует этот код, чтобы достичь желаемого уровня точности работы, эффективности и производительности станка.

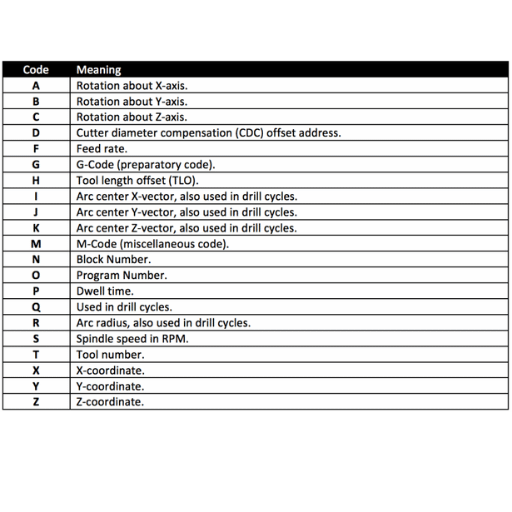
Команда G-кода состоит из буквы и цифры. Буква указывает тип команды, а цифра обозначает ее параметры. Например, G01 G-код означает линейную интерполяцию или перемещение машины по прямой линии. Строки кода выполняются машиной последовательно одна за другой. Другие команды могут иметь значения осей (X, Y, Z), скорости подачи F или скорости шпинделя S. G-код g имеет движения и операции в определенном формате G-кода. Движения и операции могут быть выполнены с использованием комбинации вышеупомянутых элементов. Знание систематического формата важно, когда дело доходит до создания и чтения инструкций по обработке.
M-коды — это разнообразные коды, которые выполняют функции вспомогательных команд в обработке с ЧПУ. Эти команды управляют операциями, которые происходят вне процесса обработки или резки. Эти команды позволяют управлять активацией охлаждающих жидкостей, остановкой программ, сменой инструментов и даже управлением шпинделем. В отличие от G-кодов, которые дают указания о том, как перемещать инструменты, M-коды отвечают за специфические для станка операции, которые необходимо выполнить для обеспечения плавности процесса обработки.
Например, M05 используется для остановки шпинделя, в то время как M03 используется для подачи команды шпинделю вращаться по часовой стрелке. M08 — это команда, которая используется для включения охлаждающей жидкости, необходимой для охлаждения инструмента и других механизмов, которые могут перегреваться из-за высоких скоростей. В том же свете M30 сигнализирует об окончании программы и дает команду станку перезагрузиться для следующего рабочего цикла.
Из-за их настройки под конкретные машины, M-коды могут отличаться от одного производителя или программного обеспечения к другому. Например, некоторые передовые пятикоординатные станки с ЧПУ имеют дополнительные фирменные коды для обработки более сложных функций. Знание структуры M-кода вашего станка является одной из частей головоломки, которая необходима для успешной работы станка: чтобы команды, выданные для эффективного управления станком. Кроме того, новейшие приложения программного обеспечения ЧПУ используют смесь общих и машинных M-кодов для повышения производительности и безопасности во время производства. Эти коды незаменимы в программировании ЧПУ; они формулируют конструкцию и конечный продукт в процессе кодирования G и M.
Понять основы структур G-кода и M-кода
В то время как G-код используется для управления станками с ЧПУ, например, для указания станку, куда двигаться, и установки скорости подачи и скорости резания, M-код обрабатывает конкретные потребности станка, например, включение или выключение шпинделя или запуск охлаждающей жидкости. Понимание этих кодов имеет решающее значение для понимания программы. Поэтому лучше всего начать с руководства программиста станка, в котором описаны соответствующие коды G и M для определенных функций станка.
Использовать программное обеспечение симулятора
Сегодняшние программы моделирования ЧПУ являются огромным активом для понимания и отладки программ. Эти виды симуляторов могут помочь вам обнаружить ошибки траекторий инструмента, прежде чем вы поместите их в машину, такие как столкновения, неэффективные движения или пропущенные операции. Убедитесь, что вы ищете программное обеспечение, совместимое с вашей конкретной моделью машины, чтобы достичь наиболее близкого к реальности рейтинга на этапе тестирования.
Корректировка кода G и M для логического упорядочивания
Убедитесь, что последовательности для G-кодов и M-кодов следуют логическому порядку, чтобы предотвратить сбои в работе и повреждение станков. Например, код выбора инструмента и сигнал запуска шпинделя должны предшествовать операциям обработки, затем после завершения программы должны следовать команды остановки шпинделя и индикаторы охлаждающей жидкости. Неожиданное поведение станка может быть вызвано неверными командами M-кода.
Проверьте координаты и смещения, созданные инструментом
При устранении неполадок всегда следует проверять, соответствуют ли координаты и смещения инструмента процедуре настройки программы обработки деталей. Ошибки привязки координат могут привести к ошибкам в изготовленных деталях или выбросить материалы. Правильное применение рабочих смещений, таких как G54–G59, также способствует точности механического выравнивания для повторяющихся процессов.
Оцените распространенные коды ошибок
Большинство станков с ЧПУ имеют запрограммированные коды ошибок для большинства проблем, возникающих в работе станков с ЧПУ. Узнайте, как читать эти ошибки, в разделе устранения неполадок станка или в руководстве. Некоторые ошибки, вызванные, например, различиями в командах скорости подачи или нераспознанными командами, являются просто ошибками ввода или неправильными настройками параметров.
Резервное копирование и обновления программ
Во время устранения неисправности сравните исходную программу с измененной версией. Лучше сделать резервную копию исходной версии удаленно для личного контроля, чтобы избежать потери важной информации. Этот метод важен для отслеживания конкретных изменений, которые не были запланированы, но могли вызвать ошибку.
Используйте функции отладки
Иногда использование функции отладки программы может быть эффективным, например, для временной остановки определенных разделов кода и отладки модулей на вашем станке с ЧПУ без выполнения всего проекта. Необязательные или программируемые команды остановки M00 или M01 помогают изолировать разделы кода, требующие дальнейшего изучения.
Анализ данных производительности инструмента
Изучение данных о производительности станка, износе инструмента и силах резания может выявить проблемы программирования, такие как неправильные настройки скорости подачи и скорости шпинделя. Неоптимальные значения выходных данных часто можно эффективно исправить, изменив параметры G-кода.
Если соблюдать ранее изложенные рекомендации, чтение кодов G и M и диагностика их проблем, вероятно, будут упрощены, а время простоя оптимизировано. Следовательно, эффективность станка с ЧПУ увеличится.
При производстве G-Code и M-Code я в основном использую программы CAD/CAM, такие как Fusion 360, Mastercam или SolidWorks CAM. Эти компьютерные приложения позволяют мне создавать модель детали и после этого без усилий создавать необходимый код в среде CAM. Программы также поставляются с дополнительными функциями, такими как оптимизация траектории инструмента, симуляция и проверка ошибок, которые гарантируют, что код является правильным и полным перед отправкой на станок с ЧПУ.
При ручном программировании G-кодов и M-кодов меня больше всего волнует, как использовать соответствующие команды для задачи и как на самом деле работает машина. Это включает в себя простое использование любого текстового редактора для создания программы путем написания строк в последовательности и категорического определения движения инструмента, скорости и порядка всего. Кроме того, я ссылался на некоторые руководства и книги производителей, чтобы проверить соответствующие команды, которые мне нужно было использовать, и работали ли они с набором контроллеров ЧПУ. Хотя эта форма ручного программирования занимает много времени, она обеспечивает большую гибкость и ее легче контролировать в случае простых задач и/или регулировок.
Симуляторы экспорта G-кода и M-кода и инструменты проверки являются предпосылкой для производства на станке, чтобы подтвердить надежность результата реализации программы ЧПУ. Эти инструменты отображают траекторию инструмента внутри виртуальной среды для определения возможных ошибок в столкновении, порядке последовательности или перемещениях выше ограниченных границ. Обычно для этих целей служат смонтированные симуляторы Fusion 360, CIMCO и NC Viewer с простыми в использовании процессами оснащения и обработки, которые визуализируют более подробно.
Более того, инструменты проверки дополняют набор инструментов программистов, предоставляя возможность изучать скорости резания и подачи, а также зацепление инструмента для большей точности. Благодаря интеграции этих услуг предприятия значительно снижают вероятность ошибок, избегают потерь сырья и оптимизируют производительность в процессах обработки на станках с ЧПУ.

Онлайн-уроки и курсы
Теперь у нас есть доступ к многочисленным платформам, таким как Udemy, Coursera и Linkedin Learning, которые предлагают полные курсы от программирования на G Code до M Code. Эти платформы полезны как для начинающих, так и для опытных программистов ЧПУ.
Производитель – Специальная документация
Документация от производителей станков с ЧПУ, таких как Haas, Fanuc и Siemens, включает подробные описания того, как управлять и контролировать конкретные типы гаджетов с ЧПУ, которые они производят. Эти руководства включают множество скриншотов вместе с передовыми методами.
Моделирование программного обеспечения
Образовательные пакеты, такие как Fusion 360, NC Viewer и т. д., включают NC Code Simulators, что позволяет сначала визуализировать готовую деталь. Вы можете редактировать код, чтобы удалить ошибки в смоделированной среде.
Книги и руководства
«Справочник по программированию станков с ЧПУ» Питера Смида также является популярным руководством благодаря подробному описанию часто встречающихся сценариев в кодировании станков с ЧПУ.
Форумы сообщества и онлайн-ресурсы
Такие форумы, как cncZone, Practical Machinist и Reddit CNC, предлагают различные точки зрения и содержат множество советов и руководств по устранению неполадок от опытных программистов, что позволяет расширить возможности обучения.
Важность подпрограмм и макросов в процессах обработки
С использованием подпрограмм и макросов обработка на станках с ЧПУ становится более производительной, универсальной и эффективной. Использование подпрограмм, таких как M98/M99, позволяет повторять определенные задачи, что приводит не только к сокращению программы, но и к повышению ее ясности. Например, множество подпрограмм сверления отверстий с различными координатами можно объединить в одну процедуру, требующую только одного вызова.
С введением макросов функции могут быть расширены еще больше, позволяя программисту заменять значения по своему выбору для управления параметрами. Это позволяет использовать переменные, обозначенные как #, для условных операторов и создавать формулы, делая многоцелевые изменяющиеся программы. Например, параметры для обработки не нужно передавать вручную; вместо этого код будет автоматически изменен при изменении переменных. Этот метод полезен для автоматических изменений, которые должны быть сделаны для определенных процедур, при этом уменьшая количество ошибок физической регулировки.
Использование G10 для смещений
Для программируемых смещений G10 имеет максимальную точность при установке рабочих смещений, данных о длине инструмента или других параметров непосредственно в программу. Установка цели нулевой точки не потребует ручных операций, что обеспечивает лучшую точность и единообразие в настройках. Рабочие смещения также могут быть запрограммированы, например, G10 L2 P1 X0 Y0 Z0, и это гарантирует, что те же значения будут получены в многочисленных конфигурациях.
Синхронная координация многоосевых движений
Команды G05 (управление контуром высокой точности) и G64 (режим управления траекторией) могут обеспечить точную координацию многоосевого движения. Некоторые сложные операции в ЧПУ потребуют синхронизации и одновременного управления несколькими осями. Это улучшает сглаживание углов формы, а также ручек инструментов, используемых для резки, что жизненно важно для высокоскоростного автоматизированного режущего станка.
Советы по эффективному внедрению
Попробуйте новые методы программного обеспечения для моделирования, чтобы оценить их эффективность и защитить машины от повреждений.
Используйте комментарии и пояснения для облегчения понимания и совместной работы над сложными разделами кода.
Убедитесь, что ваш контроллер ЧПУ поддерживает расширенные команды.
Эти советы позволяют опытным программистам эффективно и точно выполнять сложные задачи по обработке.
A: Основными языками программирования в обработке с ЧПУ являются G-код и M-код. G-код или геометрический код используется для управления движением станка и его резкой. M-код или смешанный код управляет вспомогательными действиями, такими как запуск и остановка шпинделя, смена инструментов и управление потоком охлаждающей жидкости. Эти коды обеспечивают основные элементы программирования ЧПУ, позволяя операторам точно и аккуратно изготавливать сложные детали, различая G-коды и M-коды.
A: Самое важное различие между G-кодами и M-кодами заключается в их применении. Основная цель G-кодов — геометрическое и двигательное управление станком, например, линейная подача и круговая интерполяция, перемещение инструмента и позиционирование плоскости. M-коды охватывают другие функции, такие как включение и выключение шпинделя, смена инструмента и управление охлаждающей жидкостью. M-коды вторичны по отношению к G-кодам, поскольку последние используются для резки и формовки, в то время как G-коды M-коды обеспечивают вспомогательные функции для этой работы.
A: G-коды считываются путем распознавания того, что за буквой всегда следует число. Например, G00 означает быстрое позиционирование, а G01 — линейную интерполяцию. Чтобы эффективно их читать, нужно знать часто используемые коды и их функции. Нужно помнить, что коды идут последовательно, потому что они сообщают машине, что ей нужно делать и в каком порядке. Следует также отметить, что разные машины могут интерпретировать определенные коды по-разному, и эта интерпретация также должна быть четко понята.
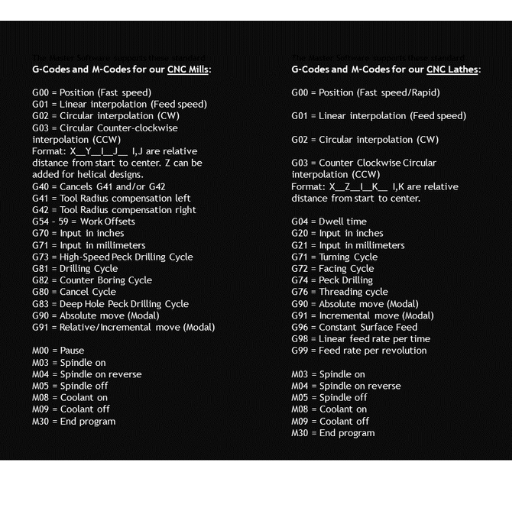
A: Некоторые из наиболее распространенных G-кодов, используемых в обработке с ЧПУ: – G00: Быстрое позиционирование – G01: Линейная интерполяция – G02/G03: Круговая интерполяция (по часовой стрелке/против часовой стрелки) – G17/G18/G19: Выбор плоскости (XY/ZX/YZ) – G20/G21: Единицы измерения дюймы/миллиметры – G28: Возврат в исходное положение – G90/G91: Абсолютное/инкрементальное позиционирование Эти коды очень важны для определения перемещения станка и операций резки для различных процессов обработки с ЧПУ.
A: В программировании ЧПУ М-коды управляют определенными действиями станка, не связанными с движением. Они используются для других необработанных действий. Например, M03 запускает шпиндель по часовой стрелке, а M05 отключает его; M06 выполняет смену инструмента, а M08 включает подачу охлаждающей жидкости. Из этих примеров становится понятно, насколько важно знать коды G и M. Коды M выполняются последовательно и могут быть объединены с кодами G в рабочем диапазоне параметров станка с ЧПУ.
A: Процессы ЧПУ интегрируют использование G-кодов и M-кодов для выполнения и управления всеми операциями обработки. G-код координирует действия режущего инструмента, управляя направлением, скоростью и глубиной выполняемых резов. Он также управляет линейной и круговой интерполяцией, циклами сверления и смещениями инструмента. M-коды добавляют вспомогательное оперативное управление, такое как управление шпинделем, охлаждающей жидкостью и даже сменой инструментов. Эти коды позволяют механическим цехам и производственным предприятиям выполнять задачи фрезерования с ЧПУ для любых сложных деталей.
A: G-коды и M-коды могут быть созданы различными способами во время обработки на станках с ЧПУ: 1. Ручное программирование: с помощью простой детали или модификации опытные операторы могут сами писать коды. 2. Программное обеспечение CAM: коды генерируются и экспортируются из 3D-моделей, созданных в программном обеспечении CAD. 3. Диалоговое программирование: многие станки с ЧПУ имеют внутренние системы, которые позволяют операторам вводить параметры, которые впоследствии будут преобразованы в G-код. 4. Постпроцессоры: эти инструменты преобразуют выходные данные из CAM в машинный G-код и M-код для конкретного станка. Не существует единственного лучшего способа выполнения этой задачи, поэтому необходимо выбрать тот, который соответствует сложности детали и способностям оператора станка.
Ответ: Проблемы программирования G-кода - это то, что должны решить станочники с ЧПУ, такие как: 1. Системы координат и зон 2. Компенсация геррамирования и смещения долготы герметизации 3. Циклы для повторяющихся операций 4. Подпрограммы и макросы в качестве приращения 5. Скорость выполнения питание и индексы дома Оптимизация как подпрограмма в G-коде токарного станка — одна из самых сложных задач для освоения. 6. Модальные и немодальные команды. 7. Коды, специфичные для конкретной машины. 8. Навыки ремонта и диагностики. Освоение этих навыков помогает станочникам выполнять задачи сверления, точения или фрезерования с точностью и легкостью.
1. Интерпретация G-кода обработки сверлением для использования в станке с открытым контроллером ЧПУ (2021)
2. Разработка G-кода на основе PMAC для обрабатывающего центра с ЧПУ (2014)
3.0G-Code Machina: серьезная игра для обучения работе с G-кодом и станками с ЧПУ (2021)

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →