

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Процесс литья под давлением является одним из самых сложных процессов, используемых в современной промышленности сегодня из-за точности, эффективности и гибкости, которые он обеспечивает при производстве сложных металлических деталей. В основе этой разработки лежат сложные системы управления, которые обеспечивают качество и оптимизируют производственные операции. В этом блоге мы сосредоточимся на вкладе Visi-Trak в развитие технологий литья под давлением и предоставлении эффективных решений, точных и однородных результатов. Профессионалы, работающие в отрасли, а также энтузиасты оценят информацию о влиянии технологий Visi-Trak на будущее точного литья. Узнайте, как эти инновации устраняют препятствия, повышают производительность и меняют стандарты в литье под давлением.

Машина управляет устройством для литья под давлением, впрыскивая расплав в желаемую форму под высоким давлением. Процесс начинается с подготовки пресс-формы, которая состоит из двух частей, которые должны формировать желаемую форму. После того, как форма установлена, металл впрыскивается в полость с использованием машины с горячей или холодной камерой в зависимости от типа используемого металла. Во время охлаждения высокое давление сохраняется, чтобы гарантировать полноту пустот в готовом изделии. Затем литая деталь выталкивается и подготавливается к любым необходимым доработкам. Этот метод гарантирует точность и скорость при производстве сложных компонентов.
Фаза впрыска в процессе литья под давлением имеет решающее значение для конечного продукта и того, насколько хорошо работает сопло. Впрыск под высоким давлением позволяет расплавленному металлу полностью и быстро заполнять полость формы, тем самым уменьшая вероятность образования воздушных карманов или неполного литья, что увеличивает срок службы формы. Использование машин с горячей и холодной камерой прессования определяется типом металла. Сплавы с низкой температурой плавления, такие как цинк, используются в машинах с горячей камерой прессования, в то время как металлы с более высокой температурой плавления, такие как алюминий, заливаются в машины с холодной камерой прессования. Чтобы максимизировать результаты и минимизировать дефекты, контроль температуры, давления и скорости впрыска должен быть точным. Достижение желаемых результатов при обеспечении структурной целостности компонентов также является обязательным.
Обязанности формы в литье под давлением сложны и способствуют сложности граней, а также обеспечению точности. Форма обычно изготавливается из закаленной инструментальной стали и состоит из двух частей: неподвижной крышки и подвижной выталкивающей формы. Она также спроектирована таким образом, что определяет, какими будут отделка поверхности, геометрия и допуски в отливке. Кроме того, системы охлаждения встроены непосредственно в форму для контроля температуры формы и сокращения времени цикла. Эти меры гарантируют оптимизацию эффективности в процессе литья под давлением. Форму необходимо правильно обслуживать, чтобы она не изнашивалась и чтобы качество продукции было постоянным на протяжении всего процесса.

Точность, используемая в процессе литья под давлением, обеспечивает литым под давлением компонентам более высокий уровень повторяемости. Формы предназначены для повторного использования и сконфигурированы таким образом, что они могут создавать объемные детали с равномерными размерами и ровной отделкой поверхности. Эта повторяемость гарантирует, что каждая произведенная деталь будет высокого качества, что важно в автомобильной, аэрокосмической и электронной промышленности. Кроме того, литье под давлением автоматизировано, что еще больше повышает согласованность за счет снижения влияния людей. Все эти факторы позволяют производителю создавать большое количество одинаковых деталей в установленных пределах вариации.
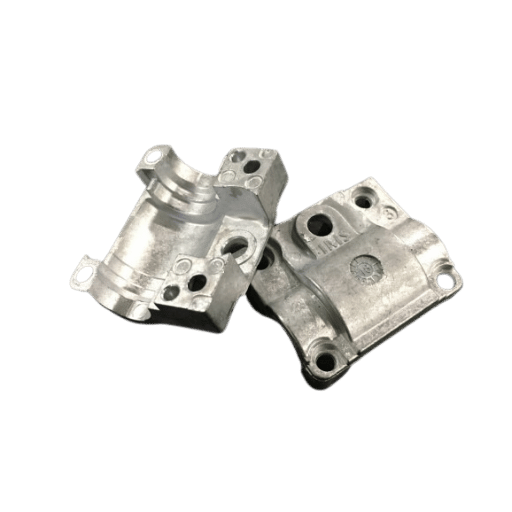
Благодаря своей способности производить подробные и сложные формы с высокой точностью, литье под давлением широко используется в производстве точных компонентов. Автомобильная, аэрокосмическая и медицинская промышленность в частности являются крупными бенефициарами этой отрасли. Такие детали, как детали двигателей, кронштейны и корпуса, часто изготавливаются с помощью литья под давлением, поскольку оно обеспечивает жесткие допуски размеров с высоким качеством поверхности. Эти процессы не требуют вторичных этапов обработки, что ускоряет и удешевляет производство, что помогает поддерживать качество и надежность продукции.
В стремлении к инновациям литье имеет определенные преимущества по сравнению с другими методами производства. Оно более экономично и способно приспосабливаться к сложным конструкциям. В отличие от обработки или ковки, литье — это уникальный процесс, позволяющий создавать сложные геометрии без обширных последующих процедур. Более того, я считаю, что оно очень полезно при производстве больших партий деталей с высоким уровнем согласованности и низкими допусками с помощью литья под давлением. С другой стороны, такие процессы, как ковка и аддитивное производство, лучше подходят для применений, требующих невероятно прочных материалов с меньшим объемом производства. В конце концов, я использую любой метод, отвечающий потребностям приложения, будь то свойства материала, сложность детали, масштаб производства или стоимость за единицу.
Пористость в отливках определяется как поры или пустоты в структуре металла, которые сильно влияют на свойства и целостность компонента. В конце концов, дефект часто является результатом захваченных паров, усадки, которая происходит во время затвердевания, или даже плохой текучести материала. Это помогает дополнительно разделить классификации, чтобы лучше понять пористость: газовая пористость, усадочная пористость и микропористость, которые все имеют различные характеристики. Одним из примеров является газовая пористость, которая обычно возникает из-за захвата воздуха или образования газа во время охлаждения расплавленного металла. Усадочный тип пористости вызван фазовым переходом из жидкого в твердое состояние, при котором оставшегося материала недостаточно, чтобы занять оставшийся объем.
С помощью материаловедения и компьютерного моделирования мы теперь можем предвидеть и исключить вероятность пористости. Литье под давлением с помощью вакуума, оптимизированные литниковые системы и добавление дегазирующих агентов также помогают устранить газовую оболочку. Использование программного обеспечения для моделирования для оценки динамики затвердевания позволяет инженерам определять области, которые, вероятно, пострадают от усадки, а затем устранять потенциальные недостатки в ортогональном дизайне. Эти шаги позволяют производить и отливать вещи более высокого качества, особенно выдерживающие ориентированные на производительность и долговечные промышленные приложения.
Проблем, вызванных поверхностными дефектами в отливках, можно избежать, изучив, как обрабатываются материалы, как организован процесс и уделив внимание конструкции. Поддержание чистоты форм и правильный подбор сырья увеличивают шансы избежать загрязнения и дефектов. Изменение температуры для литья должно осуществляться таким образом, чтобы предотвратить такие проблемы, как трещины или неровности поверхности, возникающие из-за тепловых условий. Кроме того, изменение способа нанесения покрытия на формы может улучшить качество поверхности за счет снижения взаимодействия между расплавленным металлом и поверхностью формы. Наконец, техническое обслуживание и осмотр оборудования фактически позволяют гарантировать целевые условия процесса, и это предотвращает образование неровностей поверхности. Совместное внедрение этих методов объединяет эстетику со структурной полезностью литых компонентов.
Обеспечение требуемого времени цикла для производственных процессов влечет за собой решение определенных проблем с узкими местами независимо от их сложности. Начните с определения того, какие этапы цикла приводят к задержкам, например, на этапах обработки, обработки или охлаждения материалов, и работайте над ними. Улучшение рабочих процессов, внедрение автоматизации или улучшение используемых инструментов и машин, а также другие стратегии также могут работать. Кроме того, мониторинг активных параметров, таких как температура, давление и другие неконтролируемые факторы, позволяет сократить время простоя. Операторов необходимо периодически обучать, чтобы они могли предпринимать необходимые шаги для соблюдения стандартных рабочих процедур. Эти стратегии могут положительно влиять на время цикла без отрицательного воздействия на качество готовой продукции.

Металлы, упомянутые выше, лучше всего подходят для литья под давлением из-за их многочисленных применений и мастерства. Помимо того, что они легкие, эти сплавы обладают высокой устойчивостью к коррозии и могут отводить большое количество тепла. Соответственно, эти сплавы широко используются по всему миру. ADC12, A380 и A360 — некоторые из алюминиевых сплавов, которые популярны в литье под давлением и используются в ADC12. Эти сплавы выбраны из-за их установленных требований к эффективности производительности для прочности, долговечности или простоты обработки. Кроме того, алюминий можно перерабатывать, что служит большим стимулом для его использования в производственных процессах, которые являются экологически чистыми.
Эти два металла являются основополагающими в литье под давлением из-за их различных качеств и по практическим причинам. Представители магниевых сплавов ценятся во всем мире по очень важной причине, а именно за их малый вес без ущерба для прочности компонентов. Они обладают очень хорошей размерной стабильностью наряду с превосходной демпфирующей способностью, что делает их очень полезными в деталях для автомобилей и электроники. AZ91D и AM60 являются распространенными магниевыми сплавами, и они выбираются в соответствии с их особыми механическими и термическими свойствами.
Цинковые сплавы хорошо известны своей замечательной прочностью, долговечностью и способностью создавать тонкостенные сложные формы. Они демонстрируют превосходную размерную точность и исключительную литейность, что делает массовое производство сложных деталей легким. Кроме того, низкая температура плавления цинкового сплава обеспечивает экономичную энергообработку, что снижает себестоимость производства. Хорошо известные цинковые сплавы, такие как Zamak 3 и Zamak 5, повсеместно распространены от автомобильной промышленности до индустрии бытовой техники благодаря своей эффективности и доступности. В то же время цинк и магний являются важными материалами для разработки технологии литья под давлением и современных производственных процессов.

Сочетание обработки с ЧПУ и литья под давлением обеспечивает большую степень точности и функциональности, используя все преимущества двух процессов. Несмотря на то, что литье под давлением полезно для изготовления сложных форм оптом с очень небольшим количеством отходов, обработка с ЧПУ используется впоследствии для размещения более мелких деталей и получения более жестких допусков, чем это возможно при литье под давлением. Такой подход гарантирует достижение точных форм и характеристик, требуемых при самом высоком качестве. Корпорации выигрывают от этого метода, поскольку он уменьшает дефицит материала, улучшает качество поверхности и допускает вариации конструкций, что делает его эффективным методом решения современных производственных проблем.
Существуют важные преимущества, которые определяют использование CNC-обработка после литья под давлением, которые касаются качества и производительности изготовленных компонентов. Во-первых, обработка с ЧПУ более размерно точна, что имеет решающее значение для аэрокосмической, автомобильной и производство медицинского оборудования промышленности, поскольку должны соблюдаться строгие стандарты. Это также позволяет внедрять более сложную геометрию, даже такие особенности, как просверленные резьбовые отверстия и тонкие текстуры поверхности, которые трудно достичь с помощью традиционного литья под давлением.
Кроме того, объединение штампов-раковин CNC-обработка и литье под давлением обеспечивает эффективность затрат. Производители могут минимизировать отходы материалов и время производства, сокращая необходимость в нескольких процессах восстановления. Таким образом, эта интеграция приводит к более плавному, адаптируемому процессу, который соответствует высоким стандартам и требованиям в различных областях, особенно в литье под давлением.

A: Литье под давлением — это тип литья металла, при котором расплавленный металл впрыскивается под высоким давлением в полость формы. Литье под давлением быстрее литья в песчаные формы, поскольку оно создает более сложные и точные металлические детали за более короткий промежуток времени. Вот почему литье под давлением является предпочтительным, когда требуется большой объем производства.
A: Инструмент Visi-Trak повышает точность литьевого инструментария с помощью новых систем мониторинга и управления, которые повышают точность и качество каждого литьевого выстрела. Он позволяет литейщикам улучшить процессы литья благодаря своим аналитическим и прогнозирующим возможностям, что обеспечивает лучшую производительность отходов.
A: При литье под давлением в горячей камере металл представляет собой металл с низкой температурой плавления, металл хранится в камере, соединенной с литейной машиной. Высокотемпературные металлы можно расплавить в отдельной печи, а затем перенести в дробеметную гильзу. Этот процесс называется литьем под давлением в холодной камере.
A: Литейный выстрел начинается с вставки расплавленного металла в полость формы. Целью заполнения полости высоким давлением является обеспечение заполнения всех частей полости формы. Это затем приводит к затвердеванию металлических деталей в форме и обеспечивает качество.
A: В холоднокамерном цилиндре дробеструйная гильза используется во время литья под давлением для удержания жидкого металла перед его впрыскиванием в форму. Это важная часть, поскольку она помогает заполнить полость без слишком большого движения, которое может вызвать ошибку в процессе литья.
A: Основной металл в литейных сплавах состоит из литого алюминия и литого магния, литого цинка и литой меди. Причина, по которой выбираются эти металлические сплавы, заключается в их замечательных характеристиках, таких как прочность, малый вес и высокая термостойкость.
A: Литейная машина использует прецизионные и тщательно изготовленные выталкивающие штифты. При продуманном использовании надлежащей системы смазки, системы охлаждения и половины штампа литье может быть выполнено без вмешательства в деталь.
A: Потому что литье под давлением позволяет быстро изготавливать сложные и высококачественные изделия. металлические компоненты, требующие незначительной последующей обработки, он в основном используется для крупносерийного производства, поскольку он экономичен для массового производства.
A: Те, кто заинтересован в понимании процессов литья под давлением, будь то то, что литье под давлением является формой литья металла или различия между процессами в горячей и холодной камере, должны обратиться к нам или в любое другое надежное литейное предприятие, которое сможет предоставить более подробную информацию и даже провести практические демонстрации.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →