

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Достижение точности в гибка листового металла является фундаментальной формой металлообработки, которая оказывает существенное влияние на качество и использование готового продукта. Важным фактором в этом процессе является радиус изгиба, который влияет на целостность материала, прочность конструкции и общую точность конструкции, особенно в отношении внутреннего радиуса изгиба. Независимо от того, являетесь ли вы профессионалом или новичком, знание минимального радиуса изгиба для различных параметров важно при проектировании деталей и сборке конструкций. В этом руководстве рассматриваются концепции радиуса изгиба листового металла, обсуждается его значение, его физика и способы его достижения с точностью. К концу вы поймете основы оптимизации ваших методов гибки, чтобы гарантировать успешные результаты в каждом случае.

Радиус изгиба листового металла называется радиусом изгиба листового металла. Он имеет решающее значение в автоматизации производства, поскольку влияет на прочность, внешний вид и удобство использования конечного продукта. Если радиус изгиба используется правильно, трещины, деформация материала или структурная слабость вряд ли произойдут. Он также гарантирует, что деталь соответствует требованиям конструкции и функционирует должным образом в предполагаемом применении. Для достижения стабильно высокого качества результатов при обработке металла необходимо поддерживать правильный радиус изгиба.
В процессе гибки металлических листов под радиусом изгиба понимается наименьший радиус, которого можно достичь, сгибая металл, не повреждая его и не делая его склонным к растрескиванию или ослаблению. Радиус изгиба зависит от типа и толщины металла, способа его гибки и ожидаемого результата. Соответствие предлагаемому радиусу изгиба гарантирует, что материал потеряет свою структурную целостность и будет соответствовать конструктивным особенностям, поэтому это важный фактор для рассмотрения при точной и тонкой работе по изготовлению.
Свойства материала готовой детали и общая прочность в значительной степени зависят от радиуса изгиба. Слишком узкие радиусы изгиба увеличивают вероятность образования концентраций напряжений вокруг изгиба, что может привести к разрушению материала в виде трещин или разломов. Для иллюстрации, алюминиевые сплавы 6061-T6 известны своей чувствительностью к острым радиусам изгиба, что может привести к превышению пределов удлинения. Как правило, стандарты гласят, что пластичные материалы должны иметь минимальный внутренний радиус изгиба, равный по крайней мере одной точке пяти толщины материала, в то время как менее пластичные металлы могут достигать трехкратной толщины.
Кроме того, неблагоприятный выбор радиуса изгиба может также изменить долговечность и функциональность компонента из-за истончения и деформации материала вокруг изгиба. Исследования показывают, что наличие закругленного радиуса изгиба может помочь улучшить деформацию материала за счет равномерного распределения напряжения. Например, сталь обладает большей прочностью на растяжение и, следовательно, лучше работает в несущих нагрузках, когда она согнута с радиусом, равным двум ее толщинам, чем более узкий радиус.
Прогнозирование концентрации напряжений и оптимизация радиуса изгиба для сложных контуров обеспечивается передовым компьютерным программным обеспечением, таким как конечно-элементный анализ (FEA). Это позволяет инженеру вычислять влияние различных радиусов на материал и вносить изменения в конструкцию, которые соответствуют инженерным критериям, а также улучшать срок службы изготавливаемых компонентов.
Минимальный радиус изгиба существенно влияет на прочность конструкции, точность и возможность производства любого изделия. деталь из листового металла. Меньшие радиусы изгиба, как правило, увеличивают вероятность деформации материала, такой как растрескивание и сморщивание. Примером этого могут служить металлы с низкой пластичностью, такие как сплавы алюминия, которые гораздо более хрупкие, чем сталь, и поэтому требуют большего радиуса изгиба, чтобы избежать поломки.
С точки зрения дизайна радиус изгиба влияет на измерения и общую угловую точность конкретной детали. Предопределенный радиус изгиба позволяет производить углы с однородностью, что имеет первостепенное значение для деталей, требующих точной подгонки, как в автомобильной и аэрокосмической промышленности. Кроме того, необходимо учитывать пружинение — тенденцию улучшенных материалов возвращаться к своей первоначальной форме, поскольку оно может сделать изгибы менее точными. Исследования показывают, что изгибы с меньшим радиусом имеют большие пружинения, которые необходимо компенсировать при проектировании и производстве, особенно в случае изгибов с более узким радиусом.
На практике выбор подходящего радиуса изгиба повышает усталостную прочность и грузоподъемность. Инженерные расчеты показывают, что больший радиус изгиба снижает концентрацию напряжений вдоль линии изгиба в металлическом компоненте, увеличивая количество циклов, которые может выдержать деталь. Например, большие радиусы увеличивают долговечность шасси из листового металла, используемых в тяжелой технике, которая сталкивается с циклической нагрузкой.
Более узкий радиус также увеличивает затраты на инструмент, поскольку металл нужно сгибать с большей силой. Увеличиваются как время, затрачиваемое на производство металлического компонента, так и эксплуатационные расходы. Экономически эффективная конструкция оптимального радиуса изгиба должна максимально учитывать функциональные требования.
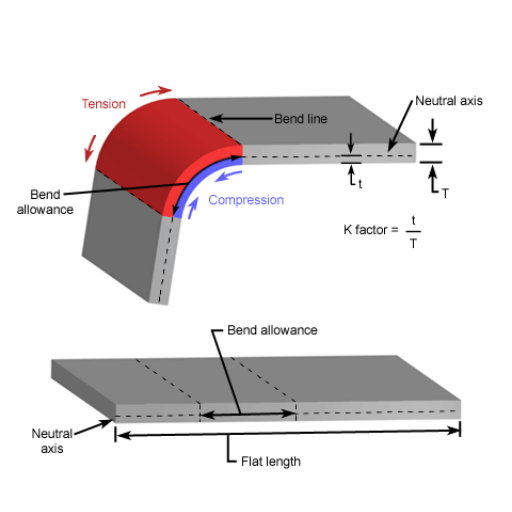
Минимальный радиус изгиба во многом зависит от толщины материала и его типа или состава. Как правило, более толстые материалы более устойчивы к деформации и, следовательно, требуют больших радиусов изгиба. Это происходит потому, что волокна материала внутри изгиба сжимаются, а волокна снаружи растягиваются. Чем толще материал, тем большее напряжение он испытывает. Такие металлы, как сталь и алюминий, например, при изгибе имеют целевой радиус в 1-3 раза больше толщины материала, иначе неизбежны трещины и ослабление.
Тип материала также существенно влияет на минимальный радиус изгиба. Пластичные металлы, такие как медь и алюминий, обеспечивают большую гибкость, чем высокопрочная сталь или титан. Именно по этой причине более мягкие металлы могут выдерживать большую деформацию, в то время как более твердые металлы ломаются. Существуют также отраслевые рекомендации, установленные ASTIM и ISO, относительно рекомендуемых радиусов изгиба для определенных материалов. По оценкам, отожженный алюминий требует радиуса изгиба от 1 до 2, тогда как высококачественная сталь требует радиуса около 2.5–3.
Другие факторы включают в себя состояние отпуска или термической обработки материала, поскольку закаленные материалы обычно менее пластичны и требуют больших радиусов изгиба. Эти свойства, а также результаты механических испытаний и фактические эксплуатационные потребности должны учитываться производителями и проектировщиками для достижения наиболее благоприятных изгибов с минимальным повреждением материала.
Справочные таблицы для радиуса изгиба являются очень полезными платформами для инженеров и производителей при работе с листовым металлом, предоставляя начальную или отправную точку для расчета минимальных радиусов изгиба для различных материалов. Эти таблицы обычно учитывают тип материала, толщину и закалку среди других факторов. Например, алюминиевые сплавы 5052-H32 предполагают минимальный радиус изгиба в 1 раз больше толщины материала. Для сравнения, более жесткие и менее пластичные сплавы 6061-T6 могут потребовать в 2–3 раза больше отношения радиуса изгиба к толщине, чтобы они не треснули.
Рекомендации по радиусу изгиба для холоднокатаных сталей, например, как правило, составляют от 1 до 1.5 коэффициента II/T для различных марок и закалок, учитывая способность материала сохранять свою структуру вне изгиба. Гораздо прочнее и менее пластична, чем углеродистая сталь, нержавеющая сталь может понадобиться большие радиусы изгиба, обычно в пределах от 1.5 до 2.5 раз отношения толщины II/T. Напротив, медь и латунь очень пластичны, требуя минимальных радиусов изгиба, равных или немного превышающих толщину податливых материалов.
Выбор должен соответствовать производственным методам, включающим тип штампа, инструмент, углы изгиба и другие соответствующие параметры. Кроме того, применение радиуса изгиба, превышающего минимальный радиус, указанный в таблицах, полезно для повышения долговечности за счет снижения остаточных напряжений в области изгиба, тем самым улучшая производительность с течением времени в суровых условиях. Соблюдение этого подхода гарантирует надежные и повторяемые изгибы, которые проходят структурные и функциональные проверки.
Чтобы оценить минимальный радиус изгиба с учетом характеристик материала, ниже приведены некоторые важные советы.
Как правило, для пластичных металлов минимальный радиус изгиба равен как минимум 1 толщине материала, а для менее пластичных — 2–3. Чтобы получить точные цифры, обязательно проверьте документацию производителя или инженерные источники.

Такие правила должны быть проверены на предмет соответствия конкретным свойствам данного материала. Всегда имеет смысл спросить поставщика или стандартные источники на рынке данной отрасли.
По сравнению с алюминием или мягкой сталью нержавеющая сталь значительно прочнее, что требует большего радиуса изгиба. Для нержавеющей стали радиус изгиба в 2–3 раза больше толщины материала сводит к минимуму вероятность образования трещин. Однако более податливые материалы, такие как алюминий, обычно имеют менее строгие ограничения и могут быть согнуты с радиусом в 1–2 раза больше толщины материала. Обязательно ознакомьтесь с рекомендациями по выбору материала или рекомендациями поставщика для оптимальной практики изгиба.
Единообразие, надежность и безопасность поддерживаются в конечном продукте путем соблюдения отраслевых стандартов в проектировании листового металла. По моему личному опыту, соблюдение этих правил сводит к минимуму вероятность ошибок, ограничивает отходы материалов и обеспечивает пригодность для производственных процессов. Это также улучшает сотрудничество между отделами проектирования и производства, поскольку эти стандарты устанавливают минимальный уровень ожиданий и качества. Это приводит к упрощенному и более эффективному процессу производства, при этом достигая стандартов качества более экономически эффективно.

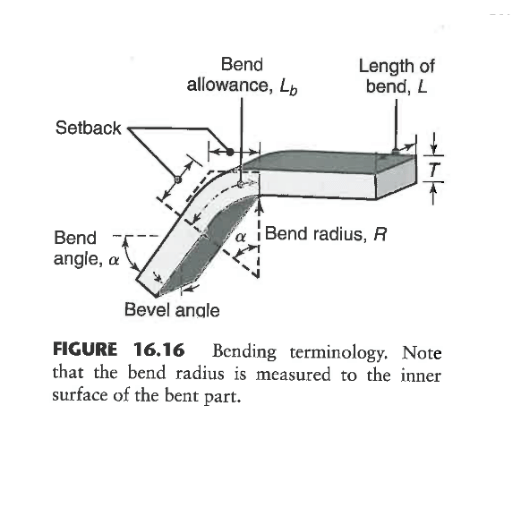
Радиус изгиба влияет как на длину фланца, так и на допуск на изгиб детали из листового металла. Увеличение радиуса изгиба потребует использования дополнительного материала для завершения изгиба, и это, следовательно, изменит измерения допуска на изгиб, который является материалом, который используется в кривой изгиба. Таким же образом, длина фланца, которая является частью, которая тянется от края до изгиба, зависит от радиуса, поскольку больший радиус может изменить плоский размер макета детали. Если все ранее отмеченные факторы контролируются с учетом радиуса изгиба, размеры детали будут точными и не будут деформироваться или разрушаться в процессе изготовления.
Студенты рассмотрят несколько стратегий и процессов, которые способствуют достижению баланса между формой, функцией, технологичностью и формой в любой конструкции из листового металла. Например, необходимо учитывать назначение компонента и его особенностей с его формой, а также учитывать эффективность производства. Другие стратегии включают устранение сложных геометрических форм, которые трудно изготовить, использование материалов, которые соответствуют требуемым уровням производительности и технологичности, и рассмотрение общих допусков вместе с возможностями изготовления. Сотрудничество с производственными группами на этапе проектирования имеет решающее значение для выявления возможных трудностей на ранней стадии, чтобы обеспечить рентабельное производство без ущерба для качества или функциональности дизайна.
Соблюдайте рекомендации по материалам
Ознакомьтесь со спецификациями материалов, чтобы установить минимальный радиус изгиба выбранного материала. Этот шаг помогает избежать трещин или деформации во время фазы изгиба.
Соблюдайте отраслевые нормы
Применяйте стандартные отраслевые практики, где это применимо. Например, для многих металлов общепринятым правилом является изгиб, по крайней мере, в полтора раза превышающий толщину материала.
Учитывайте изменчивость толщины
Увеличение толщины некоторых материалов означает, что радиусы изгиба должны быть увеличены, чтобы избежать чрезмерного напряжения или трещин. Всегда увеличивайте радиус изгиба пропорционально толщине материала.
Проверьте с помощью инструментов моделирования
Примените компьютерное моделирование или анализ методом конечных элементов (FEA) для изучения системы напряжений и проверки того, будет ли расчетный радиус изгиба удовлетворять критериям производительности.
Включить равномерные радиусы изгиба
Чтобы сократить время производства и затраты на оснастку, стандартизируйте радиусы всех изгибов внутри детали. Убедитесь, что для каждого типа материала применяется соответствующее изгибающее усилие.
Поговорите с производителем
Совместно с производственной бригадой проверьте заданные радиусы изгиба с учетом имеющегося инструмента и оборудования.

Каждый листогибочный пресс достигает желаемых конструктивных особенностей и спецификаций для конкретного материала, используя комбинации инструментов, которые были предварительно установлены, определены и запрограммированы для точных и повторяемых радиусов изгиба. Выбор подходящего инструмента часто включает в себя рассмотрение толщины материала, типа материала и заданного угла изгиба.
Инструменты для V-образной штамповки
V-образные штампы являются наиболее широко распространенным вариантом инструмента благодаря их сравнительно широкой гибкости для покрытия материалов различной толщины. Обычно ширина V-образного отверстия определяет минимальный радиус изгиба, который может быть достигнут. Для более тонких материалов предпочтительны более узкие отверстия V-образных штампов (например, 6 мм или 0.25 дюйма), которые создают более узкие радиусы. Напротив, более толстые материалы более эффективно обрабатываются с использованием более широких отверстий (например, 25 мм или 1 дюйм).
Удары гусиной шеей
Пуансоны с гусиной шеей исключительно эффективны, позволяя выполнять более глубокие изгибы без вмешательства формы пуансона, а также сложную геометрию, обеспечиваемую формой пуансона. Они позволяют легко манипулировать острыми изгибами и узкими радиусами в алюминии и мягкой стали.
Радиусные плашки
Радиусные штампы эффективны при выполнении изгибов с постоянным радиусом, при этом оставаясь острыми. Такие штампы часто применяются для критических процессов в автомобильной и аэрокосмической промышленности, где необходимо смягчить концентрацию напряжений. Радиусный штамп 2 мм обеспечивает постоянный контур изгиба для листов толщиной 3 мм с деформацией всего 2 мм.
Инструменты для ротационной гибки
Ротационные гибочные машины включают в себя вращающийся механизм штампа и достигают изгибов без значительных отметин или деформации поверхности материала. Их область применения включает несколько радиусов, и они идеально подходят для деликатной отделки, а также для полированных листов, которые включают, но не ограничиваются нержавеющей сталью.
Регулируемые наборы штампов
Эти универсальные инструменты позволяют выполнять регулируемые радиусы одним инструментом. Они особенно выгодны для производственных циклов с различными типами изгибов, поскольку сводят к минимуму необходимость смены инструмента.
Ключевые соображения по выбору инструмента
Тип материала и толщина
Для каждого типа материала существует рекомендуемый минимальный радиус изгиба, чтобы снизить риск растрескивания и деформации. Например, для холоднокатаной стали требуется радиус изгиба, в среднем равный 1 толщине материала, тогда как для алюминия он может быть больше 2 раз, чтобы избежать трещин.
Требования к допускам
Более жесткие допуски могут предъявлять более высокие требования к многоступенчатой оснастке, поэтому для получения стабильных результатов при многочисленных изгибах необходимы регулируемые штампы с ЧПУ.
Износ и обслуживание инструмента
Периодическая проверка инструмента листогибочного пресса имеет жизненно важное значение для точности, особенно при рассмотрении минимального радиуса изгиба, поскольку это сильно влияет на оптимальную производительность. Необслуживаемые инструменты приведут к увеличению отходов и доработок из-за возросшего несоответствия радиусам изгиба.
Правильный выбор инструмента для гибочного пресса не только гарантирует точность, но и повышает эффективность производства за счет минимизации времени на настройку и проблем с перемещением материалов.
Как воздушная гибка, так и гибка снизу являются широко используемыми процессами в сфере изготовления металла, и каждый из этих процессов имеет свои собственные отличительные преимущества в зависимости от желаемого радиуса гиба, толщины материала и требований к точности.
Изгиб воздуха
Одним из самых гибких процессов является гибка воздухом, и это один из наиболее широко используемых процессов в обрабатывающей промышленности, где пуансон вдавливает часть материала заготовки в матрицу и из-за пружинения не обеспечивает полного контакта между заготовкой и матрицей. Этот метод полезен для достижения широкого спектра углов и радиусов изгиба с помощью одних и тех же инструментов. Такие факторы, как раскрытие матрицы, проникновение пуансона, характеристики материала и другие параметры, должны тщательно контролироваться для достижения желаемого радиуса. Ожидаемый внутренний радиус для гибки воздухом в большинстве случаев составляет от 16% до 20% от раскрытия V-DIE. Например, заготовка с шириной V 1 дюйм, как ожидается, будет иметь внутренний радиус от 0.16 до 0.2 дюйма. Этот подход хорошо подходит для легких применений и различных типов материалов, но может потребовать корректировки для учета изменчивости пружинения в зависимости от материалов.
Дно
Также называемый чеканкой или нижней запрессовкой, метод нижней запрессовки представляет собой метод, при котором материал постепенно вдавливается в матрицу до полного контакта, тем самым фиксируя радиус изгиба. По сравнению с воздушной гибкой этот метод имеет большую точность и повторяемость, а также имеет минимальный отскок. Преимущество нижней запрессовки заключается в том, что внутренний радиус в первую очередь определяется радиусом пуансона. Это позволяет легче достигать более жестких допусков и меньших радиусов изгиба. С другой стороны, нижняя запрессовка требует большого усилия на инструменте и системе листогибочного пресса, что приводит к повышенному износу и требует более прочных материалов. Например, нижняя запрессовка изгибов малого радиуса на более толстых листах нержавеющей стали часто требует в 2-3 раза большего усилия, чем воздушная гибка.
Факторы, которые следует учитывать при выборе метода
Тип материала и толщина:
Мощность инструмента и оборудования:
Стратегия управления затратами:
Воздушная гибка обеспечивает скорость и сокращение смены инструмента, что делает ее выгодной для мелкосерийного и среднего производства. Обработка дна лучше всего подходит для случаев, когда точность и аккуратность имеют решающее значение, а выходы имеют очень мало отклонений.
Если производитель осознает относительные преимущества, которые дает опция гибки снизу, а также гибка на воздухе, то он или она сможет оптимизировать свои процессы гибки с учетом конкретных требований проекта, положений по точности, эффективности использования материалов и общих затрат.
При измерении и проверке радиусов изгиба специализированные инструменты, такие как радиусные измерители, цифровой угломер и КИМ-машина, интегрированы для надлежащих и точных измерений. Цифровые угломеры могут измерять углы с точностью, радиусные измерители сравнивают заданные радиусные изгибы с шаблонными изгибами, в то время как КИМ позволяют проводить подробную четырехмерную проверку размеров изгиба. Каждый инструмент выбирается в соответствии с требованиями к точности и практикой данной конструкции.

Для достижения постоянных и точных радиусов изгиба производителям необходимо следовать основным правилам, перечисленным в списке ниже.
Тщательное соблюдение этих шагов поможет производителям добиться большей точности и надежности, а также еще больше снизить вероятность ошибок.
Используя эти стратегии, производственные компании могут расширить возможности производства деталей с постоянным радиусом изгиба, тем самым гарантируя, что все детали соответствуют стандартам конструкции и качества.
Точность радиуса изгиба требует сложных технологий для одновременного контроля качества на высоком уровне. В списке ниже представлены некоторые из систем, которые делают это с высокой точностью.
3D лазерное сканирование
Устройства 3D-лазерного сканирования позволяют выполнять бесконтактное измерение таких характеристик, как профили изгибов. Современные системы могут получать геометрические данные с точностью до ±0.02 мм. Этот метод позволяет анализировать детали по мере их производства, гарантируя, что они соответствуют требованиям конструкции. Он полезен для сложных или жестких приложений.
Координатно-измерительные машины (КИМ)
КИМ способны измерять радиус изгиба с высокой точностью. Многие системы могут достигать уровней точности в пределах микрон. Это гарантирует, что радиус изгиба будет смещен как можно меньше. КИМ также имеют возможность хранить данные измерений, что важно для сбора информации для прослеживаемости, что важно в аэрокосмической и автомобильной отраслях.
Инструменты цифрового профилирования
Современные интегрированные системы для цифрового профилирования используют лазерные или визуальные датчики для измерения радиуса изгиба вдоль детали за несколько секунд. Эти инструменты, ускоряющие фазу интеграции, часто подключаются к системам САПР и позволяют проводить прямое сравнение измеренных и теоретических значений. Такие интеграции помогают оптимизировать процесс утверждения.
Измерение силы и крутящего момента во время производства
Неточности, возникающие в процессе гибки, можно оценить в режиме реального времени, вставив датчики силы-крутящего момента в гибочное оборудование. Изменения в приложенной силе могут быть связаны с проблемами радиуса гибки, и поэтому можно предпринять соответствующие шаги, прежде чем деталь перейдет на следующий этап производства.
Статистический контроль процесса (SPC)
С помощью SPC радиусы изгиба с течением времени являются одной из многих точек данных, которые можно зафиксировать и проанализировать, чтобы определить, нужно ли предпринимать какие-либо действия для поддержания выявленных тенденций. Контрольные карты позволяют производителям фиксировать и смягчать изменения процесса, которые могут привести к дефектам, тем самым сокращая отходы и обеспечивая надежность процессов.
Сравнительный анализ с эталонными образцами
Производители могут легко проверить соответствие выпускаемых деталей упрощенным эталонным образцам, используя портативные измерительные системы, предназначенные для измерения отклонения от предоставленного радиуса изгиба образца.
Точность измерения радиуса изгиба может быть снижена при использовании стандартных методов, но эти современные методы и устройства работают вместе, не только обеспечивая качество, но и повышая эффективность, одновременно снижая влияние затрат из-за повторной обработки и отходов материала.
Пружинный возврат происходит, когда материал восстанавливает свою первоначальную форму после изгиба, что приводит к расхождениям в желаемом радиусе изгиба. Механические свойства, такие как предел текучести и модуль упругости, сильно влияют на этот эффект. Например, высокопрочные сплавы, такие как нержавеющая сталь или титан, демонстрируют больший пружинный возврат по сравнению с более мягкими материалами, такими как алюминий.
Для противодействия пружинному возврату также эффективен точный перегиб, когда материалу позволяют осесть в желаемом положении с допуском изгиба, установленным на больший угол, чем требуется. Инструменты анализа конечных элементов (FEA) очень полезны для оценки поведения пружинного возврата различных материалов и соответствующей оптимизации их параметров изгиба.
Изменения в материалах, таких как поверхностные слои, толщина и химические покрытия, являются некоторыми из факторов, которые затрудняют достижение желаемого радиуса изгиба. Эти несоответствия влияют на поведение материала под нагрузкой и могут привести к нежелательным результатам. Например, изменение толщины материала на ±5% может значительно повлиять на точность, с которой достигается изгиб.
Проблемы решаются с помощью передовых производственных решений, использующих системы мониторинга в реальном времени и технологии адаптивного управления, которые помогают определить минимальный радиус изгиба при производстве деталей. Сгибаемые детали имеют встроенные датчики, которые распознают различия в характеристиках материала и автоматически регулируют прикладываемое усилие. Это повышает точность и уменьшает количество ошибок. Кроме того, некоторые процессы предварительной обработки, такие как отжиг, могут сделать свойства материала более однородными, что снижает изменчивость и способствует лучшим результатам гибки.
Эти подходы подкреплены эмпирическими данными, которые подтверждают, что адаптивные технологии в автоматизированных средах повышают повторяемость изгиба на 30% в сценариях с высоким объемом производства. Производители вносят эффективные корректировки в прогностические модели, которые учитывают отдачу пружины и различия в материалах, чтобы достичь определенного уровня качества при соблюдении требований к конструкции.
Гибка толстых материалов, особенно при малых радиусах, является сложной задачей. К этим проблемам относятся риск растрескивания материала, чрезмерный износ инструментов и неточности размеров. Все это является результатом концентрации напряжения при сниженной гибкости, что является обычным явлением для толстых материалов при гибке.
Для решения этих проблем оказались полезными передовые методы гибки, такие как многоступенчатая и ротационная гибка. Многоступенчатая формовка предотвращает растрескивание, сохраняя целостность материала при распределении напряжения на нескольких этапах; таким образом, деформация контролируется многочисленными действиями на нескольких этапах. Точный контроль положения пресс-формы и оправки при ротационной гибке снижает вероятность деформационных дефектов, возникающих при попытке сформировать узкие радиусы. Например, специально разработанные оправки, которые подходят для толстых материалов, могут уменьшить овальность до 40% по сравнению с традиционными методами.
Дальнейшее усовершенствование толстых профилей происходит благодаря достижениям в материаловедении. Были разработаны высокопрочные сплавы и другие материалы, которые обладают оптимизированной пластичностью в толстых материалах для более сложных применений. Исследования показывают, что применение определенных методов предварительной обработки, таких как термическая обработка или измельчение зерна, повышает пластичность толстых материалов до 25%. Это позволяет достигать более узких радиусов без ущерба для структурной целостности.
Включение программного обеспечения для моделирования на этапе проектирования помогает прогнозировать поведение материалов при приложении к ним сил. Это помогает производителям определять наилучшие углы изгиба и конструкции инструментов для внедрения до начала фактического производства, тем самым экономя драгоценное время и сокращая расходы. Исследования показывают, что объединение моделирования с тренировочными прогонами может снизить материальные затраты на 15%, а также уменьшить количество требуемых модификаций производственных инструментов.
Благодаря внедрению этих передовых методов и инструментов производители могут эффективно решать проблемы гибки малых радиусов в толстых материалах, гарантируя превосходные результаты и соблюдая при этом сложные проектные спецификации.
При поиске решений проблем с радиусом изгиба в сложных деталях из листового металла производитель может столкнуться с рядом проблем, таких как растрескивание, пружинение, истончение материала и износ инструментов. Для защиты целостности и функциональности конечного продукта необходимо внедрить эффективные методы смягчения и устранения неполадок.
1. Трещины при изгибе
Растрескивание происходит всякий раз, когда радиус изгиба слишком мал, выходя за пределы пластичности материала. Исследования показали, что увеличение радиуса изгиба до ширины, в 1.5 раза превышающей толщину материала, сводит к минимуму вероятность растрескивания. Более того, применение термической обработки для повышения пластичности или выбор качественных сплавов с более высоким процентом удлинения может значительно снизить эту проблему.
2. Управление отскоком
Пружинный возврат можно определить как восстановление упругих свойств материала после изгиба, что отрицательно влияет на точность конечной формы. Высокопрочные стали как материалы, как правило, более восприимчивы к пружинному возврату из-за их более высокого предела текучести. В качестве решения производители могут интегрировать методы перегибки или внедрять системы листогибочных прессов с ЧПУ, которые автоматически регулируют пружинный возврат в режиме реального времени. Данные показывают, что передовые системы листогибочных прессов с точным управлением способны уменьшать отклонение пружинного возврата до 20%. Это позволяет стандартизировать минимальный радиус для всех изгибов вместо того, чтобы просто прогнозировать среднее значение.
3. Деформация и утончение материалов сверх установленных пределов
Для деталей с низкими возможностями удлинения чрезмерное утончение может быть особенно проблематичным, поскольку может привести к отсутствию целостности детали. В программном обеспечении для моделирования инструменты FEA оценивают потенциально проблемные области утончения с точностью. Как для гибки, так и для утончения правильное соотношение раскрытия матрицы к толщине листа составляет от 6 до 10 толщин материала. Это соотношение улучшает распределение напряжения на материале во время процесса гибки.
4. Совместимость и износ инструментов
Непоследовательность в инструменте приводит к дефектным или неравномерным изгибам. Современные высокопрочные стали особенно и значительно изнашивают инструменты из-за их высокой прочности и толщины. Срок службы инструмента может быть увеличен на 30% за счет использования износостойкого материала, такого как инструменты с карбидным покрытием. Кроме того, равномерная гибка достигается за счет точного выравнивания инструмента, которое регулярно проверяется точными измерительными инструментами.
Новые тенденции в устранении неполадок
Производители переходят на цифровые решения, такие как сбор данных в реальном времени и адаптивное управление, чтобы сделать устранение неполадок более эффективным. Например, гибочное оборудование и машины могут быть оснащены датчиками с поддержкой IoT, которые отслеживают напряжение и деформацию во время производства. Сокращение дефектов на 25% в течение первых производственных циклов может быть достигнуто путем анализа полученных данных для внесения корректировок с помощью датчиков.
Осознание и решение этих проблем с помощью предлагаемых решений позволит производителям достичь наилучших результатов даже в самых сложных конструкциях. Сложные методы оснастки, передовые процедуры обработки материалов и современные технологии вносят большой вклад в повышение производительности и снижение затрат, связанных с малыми радиусами изгиба на компонентах из листового металла.
A: Радиус изгиба — это радиус дуги изгиба. В области точной обработки листового металла он всегда имеет решающее значение, поскольку влияет на структурную целостность, эстетику и функциональность конечного продукта. Радиус изгиба определяет минимальную длину фланца, влияет на вычет изгиба, а также контролирует прочность изогнутой области. Знание радиуса изгиба необходимо для точного и правильного проектирования деталей из листового металла без риска разрушения материалов.
A: В большинстве случаев минимальный радиус изгиба должен быть в определенное количество раз больше толщины листа. Для большинства материалов минимальный внутренний радиус изгиба обычно составляет от 1 до 3 толщин материала. Все зависит от конкретных свойств материала, например, пластичности и прочности на разрыв. Необходимо обратиться к руководствам по материалам или провести эксперименты, чтобы найти правильный минимальный радиус изгиба для конкретной заготовки.
A: При выборе одного значения радиуса изгиба по сравнению с другим необходимо учитывать множество факторов: 1. Толщина и тип материала 2. Угол изгиба 3. Характеристики материала: пластичность и прочность на разрыв. 4. Наличие инструмента 5. Эстетические соображения 6. Функциональные соображения 7. Длина фланца 8. Допуск 9. Направление изгиба 10. Возможности цеха
A: Ориентация изгиба важна для области минимального радиуса изгиба для изгиба. Гибка листового металла в направлении волокон (или направлении прокатки) обычно требует большего радиуса изгиба, чем гибка поперек волокон. Это связано с тем, что материал, как правило, не столь пластичен в направлении волокон. Всегда учитывайте ориентацию изгиба при проектировании деталей, которые будут изготовлены из листового металла, чтобы выбранный радиус хорошо подходил для материала и направления изгиба.
A: Внутренний радиус меньше нормы может вызвать некоторые проблемы: 1. Растрескивание или разрыв материалов. 2. Больший Спрингбэнк. 3. Дополнительное истончение материала на изгибе. 4. Проблемы с равномерным выполнением изгибов. 5. Короткий срок службы детали до усталостной прочности. 6. Повышенная концентрация напряжений. 7. Острые края представляют угрозу безопасности. Компенсация этих проблем путем чрезмерного использования минимального радиуса изгиба, указанного в спецификации для материала, помогает, но на самом деле не рекомендуется.
A: При работе с листовым металлом толщина материала определяет выбор радиуса изгиба. В большинстве случаев более толстые материалы с большей вероятностью потерпят неудачу, если радиус изгиба меньше требуемого. Минимальный радиус изгиба обычно указывается в терминах толщины материала, например, 2T или 3T, где T — толщина. Кроме того, толщина определяет положение нейтральной оси при изгибе, что влияет на вычет изгиба и точность детали в изгибаемом состоянии.
A: Каждый радиус изгиба листа металла должен быть измерен для точности во всех случаях. Общие инструменты и методы включают: 1. Радиусные калибры или калибры для углов 2. Координатно-измерительные машины (КИМ) 3. Оптические компараторы 4. 3D-сканеры 5. Проекторы профилей 6. Цифровые штангенциркули с радиусными наконечниками 7. Радиусные шаблоны 8. Системы технического зрения с программным обеспечением для обнаружения кромок Использование этих инструментов гарантирует надежное измерение внутреннего радиуса изгиба, чтобы соответствовать точности и последовательности, требуемым в современной точности изготовление листового металла.
A: Для радиуса R и толщины материала T процедура определения минимальной длины фланца следующая: 1. рассмотреть допуск на изгиб (BA) 2. включить ограничения инструмента, такие как отверстие матрицы и радиус носика пуансона 3. включить длину захвата формы 4. добавить допуск на обрезку, если необходимо При задействовании инструмента длина фланца статистически как минимум в два раза больше толщины материала вместе с радиусом изгиба. Тем не менее, для точных вычетов рекомендуется работать с программным обеспечением или обратиться к таблицам вычетов изгиба.
1. Влияние радиуса профиля пуансона и расположения листа на упругое последействие при V-образном изгибе двухслойного листа
2. Влияние радиуса пуансона и толщины листа на упругое последействие при гибке V-dye
3. Влияние радиуса профиля пуансона на упругое последействие при V-образном изгибе поперечно сваренных заготовок
4. Влияние радиуса пуансона и толщины листа на упругое последействие при V-образном изгибе высокопрочной стали с использованием моделирования методом конечных элементов
5. Ведущий поставщик услуг по изготовлению изделий из листового металла в Китае

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →