

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Процесс обработки политетрафторэтилена, или, как многие его знают, тефлона, имеет уникальные преимущества и трудности как для инженеров, так и для производителей. Его исключительная химическая стойкость, низкое трение и широкий диапазон рабочих температур делают его пригодным практически для любого применения. Однако мягкие, липкие и вязкоупругие свойства ПТФЭ могут усложнить обработку. Эта статья призвана предоставить вам наиболее важные соображения, стратегии и советы по успешной обработке ПТФЭ. От помощи в оптимизации выбора инструментов, улучшения отделки поверхности, минимизации распространенных проблем и проблем точности и аккуратности, эта статья гарантирует, что каждый аспект Обработка тефлона покрыто.

При использовании тефлона эти действия помогут добиться точности и улучшить структурную целостность, одновременно оптимизируя процесс обработки.
Политетрафторэтилен (ПТФЭ) — это искусственный фторполимер, обладающий выдающимися характеристиками. Он инертен, что означает, что он не вступает в химическую реакцию с едкими элементами; таким образом, он идеально подходит для использования в суровых химических условиях. ПТФЭ также имеет очень низкий коэффициент трения, что помогает в ситуациях, когда есть износ и смазка. Кроме того, этот материал имеет очень низкую термостойкость, поэтому высокие температуры не влияют на его стабильность. Кроме того, он является превосходным изолятором электричества. Благодаря этим свойствам ПТФЭ широко используется в аэрокосмической, электронной и медицинской промышленности.
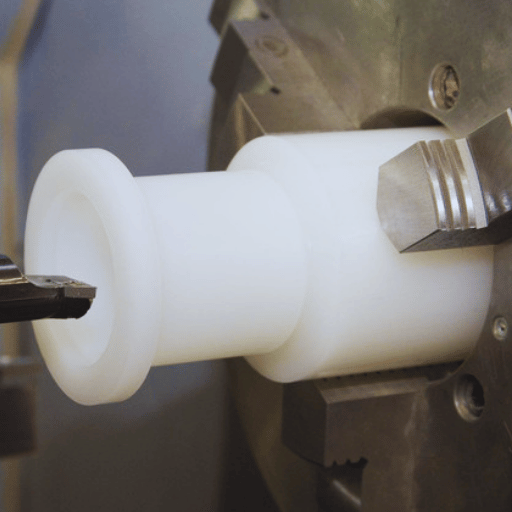
В процессе обработки ПТФЭ необходимо быть осторожным при выборе режущего инструмента, поскольку трение и мягкость тефлона делают выбор склонным к повреждению поверхности. Лучше всего подходят инструменты из твердого сплава или быстрорежущей стали (HSS) с острыми режущими кромками. Кроме того, одноточечные резаки или ножи с прямыми лезвиями обеспечивают более чистые разрезы. Низкие скорости резки с контролируемыми скоростями подачи идеально подходят для контроля деформации или разрыва материала. Для достижения наилучших результатов заранее проясните обслуживание и выравнивание режущего инструмента.
Смажьте и охладите систему как можно тщательнее с помощью смазочно-охлаждающих жидкостей или масел, чтобы минимизировать трение и тепловыделение во время обработки. Это также улучшит износ инструмента и рассеивание тепла. Используйте острые и высококачественные инструменты, чтобы повысить плавность операций и уменьшить износ на границе раздела инструмент-материал. Установите скорость резания, скорость подачи и глубину резания для достижения желаемых целей обработки без перегрева инструмента, обеспечивая при этом достаточное извлечение материала. Наконец, используйте материалы режущего инструмента, которые имеют улучшенную термическую и механическую износостойкость, а также лучший выбор материала и покрытия.
Благодаря своей способности производить сложные формы, фрезерование с ЧПУ эффективно обрабатывает тефлон. Для получения оптимальных результатов при резке материала с минимальной деформацией следует использовать острые твердосплавные инструменты. Из-за низкой теплопроводности тефлона следует применять умеренные скорости резания и пониженные скорости подачи для предотвращения перегрева. Для достижения оптимальной стабильности и предотвращения перемещения заготовки во время обработки следует использовать надлежащие методы зажима и фиксации. Адекватное применение охлаждающей жидкости также может снизить нагрев, одновременно улучшая общую чистоту поверхности.
Оптимальный выбор скорости резки для тефлона (ПТФЭ) имеет основополагающее значение для получения качественных результатов обработки. Из-за свойств ПТФЭ, таких как низкая температура плавления и высокая пластичность, следует уделять внимание параметрам резки. Как правило, оптимальная скорость резки для ПТФЭ составляет от 200 до 400 футов поверхности в минуту (SFM). Однако это значение может меняться в зависимости от материала инструмента, геометрии инструмента и конкретных условий работы станка.
Более высокие шансы перегрева материала, деформации или смазывания часто делают более пассивные скорости резки предпочтительными. Более того, скорость подачи должна быть умеренной, обычно от 0.004 до 0.012 с IP, для постоянной скорости резки. Инструмент из карбида без покрытия или быстрорежущей стали должен быть острым, чтобы снизить трение с тефлоновыми деталями и, таким образом, повысить точность деталей.
Кроме того, минимизация вибрации и охлаждения при обработке не менее важны. Хотя ПТФЭ не склонен к накоплению тепла, использование достаточного количества охлаждающей жидкости позволит лучше контролировать размеры, продлевая срок службы инструмента. Следуя этим инструкциям и учитывая особенности настройки обработки, оптимальная скорость резания при работе с ПТФЭ становится надежной и производительной.
Низкие фрикционные свойства ПТФЭ позволяют инструментам работать на более высоких скоростях обработки и подачах, увеличивая скорость съема материала. Это и минимизированное тепловыделение приводят к улучшению качества обработки поверхности и срока службы инструмента. Напротив, такое низкое сопротивление требует значительной точности в регулировке скорости подачи, чтобы избежать недостаточного зацепления режущего инструмента и неадекватного контроля размеров. Соответствующий баланс в пределах оптимальных скоростей и подач способствует эффективному использованию свойств материала с низким коэффициентом трения, обеспечивая при этом хорошее качество обработки.
Помимо выбора подходящих скоростей резания, достижение жесткого допуска требует внимания к характеристикам материала, инструментам и жесткости станка. Исследования показали, что скорости резания напрямую влияют на тепловое расширение, вибрацию и отклонение инструмента, что может отрицательно сказаться на точности размеров. Большинство исследований показывают, что сохранение рекомендуемых диапазонов скоростей при работе с определенным материалом может снизить тепловую деформацию на целых 15%, что позволит выполнять более точную обработку.
Например, во время высокоскоростных операций обработки алюминия скорости резания 500-1,500 SFPM (поверхностных футов в минуту) обеспечивают наилучший компромисс между скоростью съема материала и точностью при минимизации вибрации. Для более жестких материалов, таких как титановые сплавы, более низкие скорости около 100-300 SFPM являются стандартными для предотвращения износа инструмента и термически вызванных неточностей, особенно при использовании тефлона. Фактором, способствующим достижению более жестких допусков, являются передовые обрабатывающие центры, которые оснащены современными системами мониторинга вибрации, которые позволяют в реальном времени корректировать скорость и управление подачей с обратной связью.
Сочетание четко определенных контролируемых сред, описанного выбора инструмента и жестких настроек скорости позволяет достичь размерных допусков, имеющих решающее значение в аэрокосмической и медицинской промышленности.
Из-за теплового расширения ПТФЭ имеет тенденцию к значительному расширению, что отрицательно влияет на размерные допуски при обработке. С ростом температуры ПТФЭ расширяется больше, чем большинство материалов, поэтому это явление необходимо смягчать при проектировании и обработке. Точные допуски могут быть достигнуты, если детали стабилизируются при контролируемой комнатной температуре перед окончательной проверкой. Кроме того, как нижний, так и верхний пределы диапазона рабочих температур детали следует учитывать при определении приемлемых допусков, поскольку среда применения приведет к значительному изменению размеров ПТФЭ из-за тепловых условий.

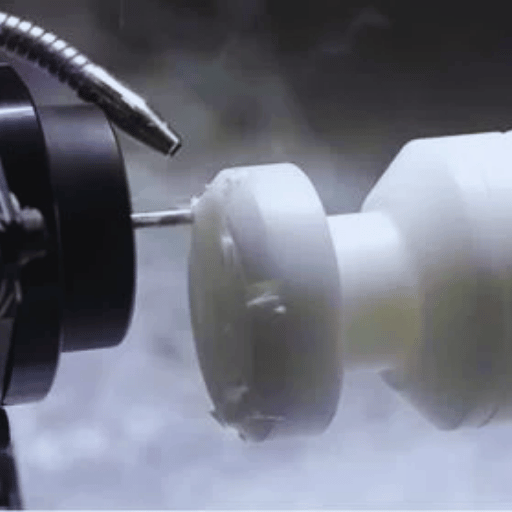
Сверление ПТФЭ требует иных подходов, чем другие методы обработки из-за его мягкой и неабразивной природы. Как мягкий материал, ПТФЭ, вероятно, деформируется под давлением; поэтому для эффективного сверления требуются острые инструменты и низкие скорости подачи, чтобы предотвратить неточности и разрывы. По сравнению с жесткими материалами, ПТФЭ также производит длинную, волокнистую стружку, которая требует эффективного управления, чтобы гарантировать, что сверление не будет прервано. Охлаждение ПТФЭ также является менее приоритетным, поскольку он имеет низкую теплопроводность и не выделяет много тепла во время процесса. По сравнению с более абразивными и более сложными материалами эти аспекты делают выбор инструмента и регулировку скорости еще более важными при сверлении ПТФЭ.
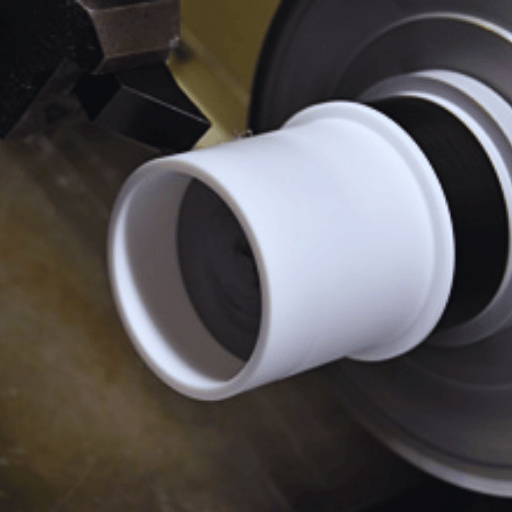
Оптимальные процессы обработки деталей из тефлона зависят от требуемой точности и геометрии. Острый высокоскоростной инструмент с низкой скоростью резания минимизирует деформацию и обеспечивает чистые поверхности во время токарных операций. Для фрезерования лучше всего использовать высокоскоростные концевые фрезы для получения гладких поверхностей и точных размерных характеристик. Можно выполнять грубую распиловку, но лазерная резка предпочтительнее для тонких листов тефлона с высокой точностью. Метчики, предназначенные для более мягких материалов для нарезания резьбы, помогают уменьшить повреждение резьбы. Для всех операций более низкие скорости подачи и надлежащая острота обеспечивают лучшие результаты, сохраняя при этом целостность деталей.
Я использую специализированные услуги по обработке для сложных конструкций из ПТФЭ, чтобы гарантировать точность и качество. Эти услуги обладают сложными машинами и знаниями, касающимися мягкости и низкого трения ПТФЭ, что делает эти процессы подходящими для компонентов из тефлона. Благодаря специалистам, знакомым с препятствиями материала, я могу реализовать сложные формы деталей, узкие допуски и деликатные поверхности, сохраняя при этом прочность конструкции. Этот метод более эффективен по времени, минимизирует отходы материала и гарантирует, что конечный продукт будет изготовлен в соответствии с точными требованиями.
A: ПТФЭ можно обрабатывать с помощью различных операций обработки, таких как обработка на станках с ЧПУ, точение, фрезерование и сверление. Эти процессы обеспечивают адаптацию и гибкость при достижении требуемых свойств материала ПТФЭ.
A: Некоторые из преимуществ обработки тефлона включают его низкий коэффициент трения, превосходную химическую стойкость и сохранение прочности в широком диапазоне температур. Такие щадящие свойства очень полезны при изготовлении сложных и специфических деталей из тефлона.
A: Низкий коэффициент трения тефлона выгоден при обработке, поскольку он минимизирует износ инструмента и обеспечивает легкую обработку. Таким образом, он наиболее выгоден при точной обработке, особенно в приложениях, где требуется легкое скольжение и низкое сопротивление.
A: ПТФЭ считается сложным для обработки из-за его мягкости, склонности к деформации под давлением и теплового расширения. Эти факторы требуют тщательного внимания к условиям обработки и инструментам для успешного производства деталей из ПТФЭ.
A: Обработка на станках с ЧПУ является наиболее подходящим вариантом, поскольку с его помощью можно изготавливать точные и сложные вырезы из материалов ПТФЭ.
A: Свойства ПТФЭ, такие как высокое тепловое расширение, антипригарная поверхность и низкая механическая прочность, значительно влияют на обработку. Для эффективного выполнения процесса обработки требуются особые стратегии, такие как более низкие скорости резания и более острые инструменты.
A: Услуги по обработке на станках с ЧПУ повышают производительность деталей из PFTE, гарантируя возможность точной резки, которая может быть выполнена многократно и быстро. Также возможно иметь сложные конструкции и строгие допуски, работающие вместе, что жизненно важно для компонентов PFTE.
A: Необходимо использовать специальные инструменты, такие как быстрорежущая сталь или карбид, и поддерживать их острыми, чтобы предотвратить деформацию тефлона при выполнении гладких отделок. Этими инструментами также необходимо работать на более низких скоростях.
A: Стандартный тефлон можно обрабатывать на стандартном обрабатывающем оборудовании, но необходимо внести некоторые коррективы, например, снизить скорость подачи и скорость, чтобы не повредить материал.
A: Детали, изготовленные из ПТФЭ, предпочтительны в промышленных применениях из-за их инертности к химическим веществам, исключительных изоляционных свойств, способности работать при высоких и низких температурах и многого другого.
1. «Исследование in-vitro на тему «Сравнительная оценка сопротивления трению между различными типами керамических брекетов и брекетов из нержавеющей стали с тефлоновым покрытием из нержавеющей стали и дугами из нержавеющей стали» К. Бхата и др. (2022) (Бхат и др., 2022 г.)
2. «ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ТЕФЛОНОВОГО МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ МЕТОДА ANOVA» С. Ананткумар и др. (2022) (Ананткумар и др., 2022 г.)
3. «Производительность шлифования с использованием процесса MQL: сравнение струйной очистки круга с очисткой круга блоками из тефлона и оксида алюминия» Ф. Рибейро и др. (2020)Рибейро и др., 2020, стр. 4415–4426.)
4. Ведущий поставщик оборудования для обработки ПТФЭ с ЧПУ в Китае

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →