

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Внедрение технологии гидроабразивной резки значительно повысило эффективность и точность производственных и сборочных отраслей. Однако остается вопрос: насколько эффективна гидроабразивная резка при резке более толстых материалов, таких как сталь? В этой записи блога мы глубоко погружаемся во внутреннюю работу и возможности гидроабразивных резаков, анализируя различные концепции, такие как определяющие факторы толщины резки, которые включают давление воды, используемые абразивные материалы и общие характеристики стали. При этом мы сопоставим гидроабразивную резку с другими методами, опишем ее преимущества и прольем свет на ее обычные заблуждения и практическое применение. В этом руководстве рассматриваются ограничения и сильные стороны гидроабразивной резки стали, и оно помогает специалистам по изготовлению, инженерам и всем, кто заинтересован в том, чтобы узнать больше об этой революционной технологии.

Толщина стали, разрезаемой с помощью гидроабразивной резки, зависит от мощности системы гидроабразивной резки, типа абразива и качества стали. Хотя промышленные гидроабразивные машины могут резать до 12 дюймов толщиной, скорость резки и качество кромки подходят только для более тонких материалов. Наиболее подходящая толщина резки составляет от 2 до 6 дюймов для точности и эффективности.
Как я узнал из своего исследования, технология гидроабразивной резки кажется невероятно универсальной. Водоструйные станки могут резать сталь, камень, стекло и композиты. Большинство промышленных водоструйных станков режут сталь толщиной до 12 дюймов, хотя для оптимальной скорости и точности лучше всего подходит толщина 2-6 дюймов. Поскольку процесс нетермический, проблемы, связанные с деформацией и короблением материала, избегаются. Это делает его идеальным для деликатной и чувствительной к теплу работы. Более того, эффективность и качество кромки реза зависят от выбора абразивного материала и давления воды.
Вот некоторые из переменных, которые определяют возможную максимальную толщину материалов, которые может резать данная система гидроабразивной резки:
Давление воды
Более высокое давление воды делает резку более эффективной. Большинство промышленных гидроабразивных установок работают при давлении от 50,000 90,000 до XNUMX XNUMX фунтов на кв. дюйм, что позволяет им резать более толстые материалы.
Тип абразива и скорость потока
Конкретный тип абразива, обычно гранат, и скорость потока напрямую определяют эффективность резки. Большинство приложений работают лучше всего при 0.5-1.0 фунта в минуту. Если материал толще, грубые абразивы быстрее и мощнее, но менее точны.
Размер сопла
Более крупные сопла увеличивают абразив, который может быть использован, позволяя резать более толстые материалы. Однако это может снизить степень точности резки, поскольку резка истирает более мягкие материалы. Стандартные отверстия сопла режут с контролируемыми диаметрами от 0.030 до 0.050 дюймов.
Свойства материала
Плотность материала, твердость и хрупкость диктуют простоту резки. Более мягкие материалы, такие как алюминий, можно резать быстро, что позволяет получать большую толщину, чем плотные металлы, такие как сталь или титан.
Скорость резания
Более низкие скорости смягчают хрупкость разрезаемых кромок, позволяя снимать большую толщину. Однако слишком большое снижение скорости может привести к неэффективности и увеличению затрат.
Мощность насоса
Выходная мощность насоса связана с давлением воды и расходом. Насосы мощностью от 50 до 150 л.с. чаще всего используются для материалов различной толщины.
Системы гидроабразивной резки позволяют максимально увеличить практическую толщину, расширить возможности системы и оптимизировать требования к материалам, регулируя эти факторы для достижения максимальной эффективности и точности.
Гидроабразивная резка известна своей эффективностью и мастерством среди методов резки металла. Она может резать множество различных типов материалов без использования тепла. Ниже приведен краткий обзор гидроабразивной резки, представленный в сопоставлении с другими популярными методами, а также их технические параметры и преимущества:
Гидроабразивная резка против лазерной резки
Точность: Что касается точности, оба метода эффективны, но гидроабразивная резка более достижима для толстых материалов, которые достигают 0.005 дюйма, что делает ее более тонкой, чем лазерная резка с ее более низким допуском 0.002. Допуски гидроабразивной резки также зависят от толщины материала; шланги для гидроабразивной резки режут с допусками ±0.003 дюйма, в то время как гидроабразивные пилы режут с допусками ±0.005 дюйма.
Совместимость материалов: Гидроабразивная резка позволяет резать практически любые материалы, такие как металлы, композиты, камень или стекло, в то время как лазерная резка ограничена тонкими листами пластика и отражающих металлов, таких как алюминий или медь.
Толщина: Гидроабразивные станки могут резать камень, композиты и металлы толщиной до 12 дюймов. Однако, в зависимости от мощности лазера, резка водным лазером эффективна только для листов небольшой толщины, около 1-2 дюймов.
Зона термического влияния (ЗТВ): Одним из ключевых преимуществ гидроабразивной резки по сравнению с лазерной является устранение зоны термического влияния (ЗТВ). Процесс не использует тепло; следовательно, ЗТВ отсутствует. В отличие от гидроабразивной резки, лазерная резка генерирует тепло, которое может изменить свойства материала вокруг реза.
Гидроабразивная резка против плазменной резки
Точность: Водоструйная резка точнее и чище по сравнению с плазменной резкой. Последняя менее точна; кромки резки грубые, ширина пропила составляет от 0.04 до 0.06 дюйма, а резка сопровождается повышенным количеством шлака или окалины.
Толщина материала: в то время как гидроабразивная резка позволяет резать куски более толстых материалов, плазменная резка более эффективна при работе с металлами толщиной шесть дюймов и менее.
Экономическая эффективность: в областях применения, не предъявляющих строгих требований к качеству кромок, например, при резке более тонкого металла, используются плазменные системы, поскольку они быстрее и экономичнее.
Разнообразие материалов: Гидроабразивная резка позволяет резать практически любой материал, в отличие от плазменной резки, которая ограничена только электропроводящими материалами.
Гидроабразивная резка против EDM (электроэрозионная обработка)
Точность: EDM лучше всего подходит для сверхточной и сложной работы с жесткими допусками, которую можно выполнить быстро и с высокой точностью. Хотя гидроабразивная резка также имеет высокую точность, EDM больше подходит для высокодетализированных работ.
Толщина материала: Гидроабразивная резка позволяет обрабатывать более толстые материалы, достигающие 12 дюймов, в то время как электроэрозионная резка позволяет работать только со сравнительно тонкими материалами из-за процесса электроэрозии.
Скорость резки: В отличие от электроэрозионной резки, которая отличается спокойствием и точностью, гидроабразивная резка почти всегда быстрее.
Применение: Гидроабразивная резка больше подходит для резки более крупных деталей из различных материалов, чем электроэрозионная резка, которая чаще используется для изготовления инструментов и штампов.
Сводка технических параметров гидроабразивной резки:
Допуск на резку: от ±0.003 дюйма до ±0.005 дюйма
Толщина материала: до 12 дюймов
Типы материалов: металлы, композиты, керамика, стекло, камень, резина и т. д.
Ширина пропила: от 0.02 до 0.04 дюйма
Выходная мощность: насосы работают при мощности 50 л.с. и 150 л.с., при давлении 90,000 XNUMX фунтов на кв. дюйм.
Изучение этих различий позволяет производителю рассмотреть наиболее подходящий метод гидроабразивной резки для каждого материала. Универсальность гидроабразивной резки в точности и отсутствие нагрева делают ее фантастическим вариантом для многих применений в различных отраслях промышленности.
Гидроабразивная резка может резать толстую сталь, используя плотную струю воды, смешанную с абразивными элементами, такими как гранат. Струя воды находится под давлением около 90,000 XNUMX фунтов на кв. дюйм, что создает хорошо сфокусированную струю, способную точно и эффективно резать многодюймовые стальные пластины. Важным аспектом процесса является отсутствие выделения тепла, что позволяет сохранить структурную целостность стали. Гидроабразивная резка не несет риска деформации или изменения свойств материала. Благодаря этим характеристикам гидроабразивная резка идеально подходит для толстой стали в строительной, аэрокосмической и обрабатывающей промышленности.
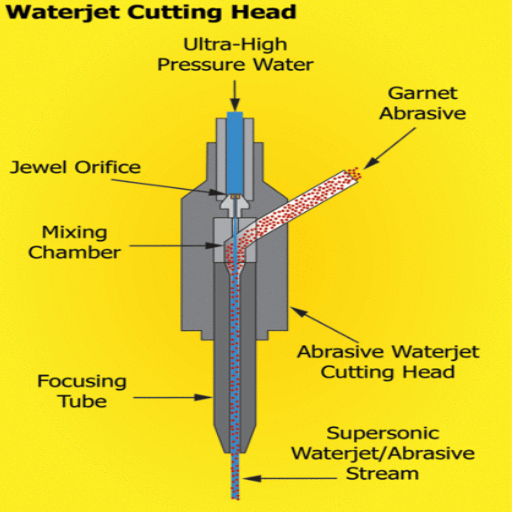
Гидроабразивная резка подразумевает использование струи воды под высоким давлением, которая может быть смешана с гранатом, для резки материалов с большой точностью. Процесс начинается с закачки воды и нагнетания ее через насос примерно до нескольких десятков тысяч фунтов на квадратный дюйм. Затем вода выпускается через отверстие, которое изменяет давление до низкого уровня и заставляет ее расширяться в тонкую струю. Если включены абразивы, такие как гранат, они повышают эффективность резки, разрушая поверхность материала струей воды. Абразивные гидроабразивные струи используют механическую силу быстро движущейся воды и режущие силы граната. Эти струи мощные, гибкие и подходят для материалов, чувствительных к тепловому повреждению, таких как композитные материалы или толстая сталь.
Гидроабразивная резка позволяет подгонять более толстые и сложные материалы при использовании подходящего абразива. Например, резка стали, титана или керамики возможна с большой точностью и аккуратностью при использовании граната, который является обычным абразивом. Эти материалы используются для резки из-за их высокой прочности и твердости.
Некоторые из деталей, которые необходимо учитывать, включают размер зерна абразива (обычно 50-80 меш для общей резки и мельче для гравировки). Эта скорость подачи абразива измеряется в фунтах в минуту и варьируется от 0.5 до 1.5 в зависимости от толщины материала, а также давление, которое варьируется от 50,000 60,000 до XNUMX XNUMX фунтов на кв. дюйм для более сложных задач. Эти соотношения должны быть разработаны для соответствия скорости резки, качеству кромки и эксплуатационным расходам при расчете оптимизации. Помощь абразивов в процедурах резки гарантирует, что сложность любого рода будет решена эффективно и точно.
При гидроабразивной резке успех определяется настройкой параметров в соответствии с материалом и результатом. Ниже приведены советы, полученные из практического опыта:
Рекомендации по гидроабразивной резке
Мягкие материалы, такие как пена и резина, требуют давления воды 20,00030,000 XNUMX–XNUMX XNUMX фунтов на кв. дюйм.
Материалы средней плотности, такие как дерево, пластик и тонкие листы металла, обычно режут при давлении от 40,000 50,000 до XNUMX XNUMX фунтов на кв. дюйм.
Для очень плотных или жестких материалов, таких как сталь и камень, давление воды должно быть установлено на уровне 50000-60,00PSI. Компоненты подвергаются большему износу, но скорость резки стали и камня увеличивается.
Используйте гранатовый абразив с зернистостью 80 для более высокой скорости и получения достойной поверхности при резке общего назначения.
Рассмотрите возможность использования более мелких абразивов, например, 121 сетка, чтобы уменьшить ширину пропила и повысить точность при выполнении детальных или тонких разрезов.
Для более мощной резки используйте более грубые абразивы, например, 50 и 60 меш.
Расход абразива обычно составляет от 0.5 до 1.5 фунта/мин. Это значение является гибким в зависимости от толщины и твердости материала. Более низкие расходы лучше подходят для более тонких материалов, что позволяет экономить средства, тогда как более толстые металлы или камни требуют более высоких расходов.
В идеале более высокие скорости потока приводят к повышению эффективности. Однако они, как правило, ухудшают качество кромок.
Для точной резки, особенно глубоких и сложных конструкций, идеальным вариантом являются более низкие скорости и более высокая точность.
Выбор насадки и отверстия
В большинстве случаев можно использовать стандартный размер сопла 0.030–0.040 дюйма. Более крупные отверстия могут принимать более высокие скорости потока абразива, но точность может стать проблемой.
Своевременно заменяйте изношенные или поврежденные форсунки для достижения стабильного качества.
Эти критерии требуют проб и ошибок для совершенствования, но следование им поможет достичь чистых резов, минимизировать отходы материала и поддерживать эксплуатационную эффективность. Ознакомьтесь с рекомендациями производителя для вашей конкретной модели гидроабразивной резки и материалов.

Гидроабразивные резаки имеют много преимуществ при работе с толстой сталью. Во-первых, они могут резать необычно толстый материал, часто более пары дюймов, без потери точности. Поскольку это метод холодной резки, ни одна зона не подвергается воздействию теплового риска, что сохраняет структуру и исключает возможность коробления. Гидроабразивные резаки производят края без заусенцев, что позволяет свести к минимуму дополнительный вторичный процесс отделки. Они также могут поддерживать различные марки и составы стали, что делает их ценными инструментами в различных отраслях промышленности. И последнее, но не менее важное: гидроабразивные резаки очень безопасны для окружающей среды, поскольку производят мало отходов и не выделяют токсичных паров или веществ.
Насколько мне известно, системы водоструйной резки выгодны для точности и аккуратности при резке толстых материалов. Системы водоструйной резки с использованием воды под высоким давлением и абразивных частиц отлично работают в условиях жестких допусков даже в плотных материалах. Этот метод резки гарантирует отсутствие выделения тепла, предотвращая проблемы перегрева. Более того, исключается тепловая деформация, что позволяет сохранить свойства материала нетронутыми. Гидроабразивные резаки могут поддерживать постоянство и точность даже для самых сложных форм, поэтому они играют важную роль в самых требовательных отраслях.
Процесс холодной резки имеет многочисленные преимущества для сохранения целостности стали, в основном потому, что он нетермический. Поскольку не образуются зоны термического влияния (HAZ), микроструктура стали и все ее механические свойства сохраняются. Легированные или высокопрочные стали, чувствительные к термическим воздействиям, получат от этого наибольшую выгоду. Холодная резка также снижает вероятность коробления, растрескивания или деградации материала, что часто случается при использовании термической резки.
Ключевые технические параметры включают в себя:
Точность резки: чистые разрезы со сложными деталями могут быть достигнуты с высокой точностью — до ±0.1 мм.
Обработка поверхности: кромки более высокого качества и практически не требуют последующей обработки, поскольку отсутствуют термические заусенцы.
Уровни давления: Гидроструйная резка абразивными материалами лучше всего работает при давлении от 60,000 90,000 до XNUMX XNUMX фунтов на кв. дюйм. Это обеспечивает наиболее постоянную мощность резки.
Абразивный материал: Обычные гранаты при использовании со скоростью 0.5–1.5 фунта/мин обеспечивают эффективную резку и минимальные потери материала.
Толщина материала: этот диапазон очень эффективен, поскольку позволяет резать сталь толщиной от 0.1 дюйма до 12 дюймов, в зависимости от возможностей оборудования.
Холодная резка применяется в сталелитейной промышленности, в аэрокосмической, автомобильной и строительной отраслях, поскольку она сохраняет структурную и химическую целостность стали.
Различные методы, которые мы применяем в технологии холодной резки, позволяют отрасли обрабатывать различные марки стали и толщины с высокой эффективностью, точностью и превосходными результатами. Эта технология доказывает свою универсальность, эффективно разрезая углеродистую сталь, нержавеющую сталь, легированную сталь, высокопрочную сталь и лезвия. Тонкие листы и толстые материалы, будь то деликатные или прочные, можно обрабатывать холодной резкой, и свойства материала остаются неизменными.
Марки стали:
Углеродистая сталь (марки A36, 1018 и т. д.) – эта марка широко используется в конструкционных и общестроительных целях.
Нержавеющая сталь (марки 304, 316 и т. д.) — чрезвычайно устойчива к коррозии и поэтому идеально подходит для использования в пищевой, медицинской и судостроительной промышленности.
Легированная сталь (например, 4140, 4340) — эта марка обеспечивает превосходную прочность и износостойкость.
Высокопрочная сталь (HSLA) — в основном используется в отраслях, где требуется высокая прочность при снижении веса.
Толщина материала:
Тонкие листы (<0.25 дюйма) – подходят для точной резки и детализации, особенно в аэрокосмической и электронной промышленности.
Средняя толщина (0.25–6 дюймов) — обычно используется в автомобилестроении для изготовления конструктивных деталей и машин.
Большая толщина (6–12 дюймов) — используется в тяжелом судостроении и энергетической промышленности.
Эту корректировку можно отнести к сложному оборудованию, такому как абразивная гидроструйная резка, которая гарантирует чистые и точные края, и эффективным плазменным или лазерным резакам для более толстых секций. Такие факторы, как скорость резки, уровни давления (30,000 60,000–XNUMX XNUMX фунтов на квадратный дюйм для гидроструйной резки является нормой) и другие специальные методы обработки материалов используются для поддержания пиковой производительности наряду с сохранением стали. Способность холодной резки изменяться и адаптироваться к различным сортам и размерам объясняет широкую применимость этой технологии во многих сегментах промышленности.

Действительно, существуют ограничения в гидроабразивной резке толстой стали. Однако гидроабразивные операции довольно универсальны; точность и скорость резки значительно снижаются при работе с очень толстой сталью. Кроме того, процесс может быть менее эффективным при неудобных, жестких настройках и абразивах, что увеличивает эксплуатационные расходы. Чем плотнее материалы, тем хуже качество кромок, и для достижения надлежащего качества необходимо выполнять специальные процессы отделки.
Обсуждение того, как толщина материала может влиять на скорость резки, отлично. Обычно, по мере увеличения толщины материала, скорость резки снижается. Это происходит потому, что более толстые материалы требуют больше времени и энергии в форме давления для полного проникновения. Возьмем, к примеру, системы лазерной или гидроабразивной резки — все они имеют дело с более толстыми металлами, которые оказывают большее сопротивление, и в результате страдают точность и качество кромки. Когда потери необходимо смягчить, более низкие рабочие скорости являются обычным способом сделать это, что менее эффективно и экономически выгодно.
Достижение высокого качества резки на толстых стальных листах является довольно сложной задачей. Придется столкнуться с проблемами, связанными с точными настройками параметров и оптимизированными рабочими параметрами, а также с рядом других проблем. Вот несколько соображений:
Термическое искажение
Такие процессы, как лазерная резка, могут привести к перегреву и деформации. Механизмы распределения тепла и надлежащие системы охлаждения будут иметь большое значение в таких случаях.
Краевая шероховатость
В большинстве случаев ваша сталь будет иметь грубые или точные края. Изменение скорости подачи, высоты сопла или выравнивания режущей головки может притупить эти грубые края.
Скорость резания
При резке толстой стали скорость следует снизить до 1–1.2 дюйма в минуту. Более быстрая резка приведет к грубому срезу.
Вспомогательное давление газа
Настройки давления от 5 до 10 бар с использованием азота или кислорода и расплавленных материалов помогают очистить область во время резки. Однако более толстые материалы лучше всего подходят для этих настроек давления.
Фокусировка луча или калибровка инструмента
Фокусировка луча бетона гарантирует, что никакие вредные лазеры не прорежут чистые проходки. Выравнивание машины и наличие адекватной скорости подачи абразива имеют важное значение для гидроабразивных резаков. Важнейшая цифра составляет около 1–1.2 фунта в минуту.
Изменение твердости материала
Равномерная твердость стали имеет решающее значение для обеспечения качества. Чтобы уменьшить различия, предварительный осмотр материала перед резкой дает наилучшие результаты.
Если эти критерии соблюдены правильно, то сталь значительной толщины может повысить точность и надежность.
Y-образный резак от Hi-Tech Fabrication экономит время и деньги при обработке толстой стали за один проход. Автоматический водоструйный резак Y-образный резак значительно снижает стоимость обработки черных металлов средней и большой толщины. Давайте разберемся:
Время обработки и стоимость труда
Например, рабочим не нужно тратить часы на смену инструментов для распиловки металла. Использование струйной пилы Y-Cutter не займет много времени. Человек может легко резать до 50-70 труб в час с фантастическим качеством в таком быстром темпе. Установите скорость на 4 дюйма для стали толщиной 4 дюйма и позвольте пиле сделать всю работу. Резак позаботится об остальном.
Первоначальные инвестиции и эксплуатационные расходы
Больше не требуется целая бригада для резки металлических труб. Экономьте деньги, приобретая водоструйный резак, который легко транспортировать. Кроме того, нет необходимости нанимать дополнительных рабочих. Теперь вы можете использовать всю свою команду для работы с устройством без беспокойства. Y-Cutter позволяет вам сэкономить время. Когда вы устанавливаете электрический резак на значение ниже 200 ампер, он позаботится обо всем. Экономия времени — вот где деньги.
Таким образом, можно сделать вывод, что стоимость эксплуатации и изготовления существенно снижается при сохранении того же уровня точности.
Использование энергии
Электроэнергия может быть дорогой при таких процессах, как плазменная резка толстых стальных пластин, но расходы варьируются в зависимости от источника и продолжительности резки. Отличительный источник питания и предпочтительные настройки в зависимости от толщины стали могут обеспечить оптимальное потребление.
Расходные материалы и обслуживание
Тяжелые режущие инструменты также имеют срок службы при износе, особенно при работе с тяжелыми материалами. Замена сопел, электродов и абразивных материалов значительно увеличивает расходы на обслуживание. Установленные бюджеты гарантируют, что режущие инструменты будут работать стабильно, но их нужно тратить снова и снова.
Поразительная гармония с элементами стоимости включает разумные оценки, оптимальное использование оборудования и выбор практических методов в отношении материала и проекта. Формулирование этих факторов помогает контролировать расходы на резку стальных листов большой толщины.

Резка толстой стали выполняется аккуратно и точно; гидроабразивная резка является одним из лучших методов. В отличие от лазерной или плазменной резки, гидроабразивная резка не нагревает материал. Поэтому целостность материала сохраняется, и не существует зон термического воздействия. Метод гидроабразивной резки является точным и дает наименьшее количество отходов. Кроме того, он может резать очень толстые и плотные материалы. Он также может работать с широким спектром материалов, которые различаются по толщине и составу; поэтому он не имеет себе равных. Гидроабразивная резка имеет недостатки, такие как высокие начальные затраты, более медленная скорость резки, чем у плазменной резки, и зависимость от требований проекта. Наконец, гидроабразивная резка является наиболее полезным методом для проектов, которые ценят исключительную точность и сохранение материала.
В моем исследовании эффективности гидроабразивной и плазменной резки для толстой стали, очевидно, что оба подхода выгодны в зависимости от характера или цели проекта. Гидроабразивная резка точна и не имеет области, подверженной воздействию тепла, что имеет решающее значение для сохранения структурной целостности стали. Более того, она универсальна, поскольку может резать более толстые и разнообразные материалы с минимальными отходами. Плазменная резка не такая точная, но быстрее, дешевле и эффективнее в крупносерийных проектах. В целом, если критическими факторами являются сохранение материала и точность, я бы отдал предпочтение гидроабразивной резке. С другой стороны, плазменная резка является лучшим вариантом для более дешевых решений, требующих более быстрого времени выполнения.
Гидроабразивная и плазменная резка обладают явными преимуществами по сравнению с традиционными механическими инструментами для удовлетворения современных промышленных потребностей.
Гидроабразивная резка
Точность: Гидроабразивная резка может достигать точности в пределах ±0.003 дюйма, что делает ее пригодной для создания очень сложных конструкций.
Отсутствие зоны термического влияния (HAZ): Гидроабразивная резка не использует тепло, что предотвращает коробление или другие изменения свойств материала. Это необходимо для закаленной стали.
Универсальность: Гидроабразивная резка позволяет резать толстые материалы толщиной до 12 дюймов, такие как металлы, композиты и керамика.
Минимальные отходы: гидроабразивная резка обеспечивает точность, снижая отходы и затраты на высококачественную резку.
Плазменная резка
Скорость резки: плазменная резка может работать на значительно более высоких скоростях, чем гидроабразивная резка, достигая скорости 200 дюймов в минуту для более тонких материалов.
Экономическая эффективность: скорректированные эксплуатационные расходы делают плазменную резку выгодной для крупносерийного производства и резки, не требующей особой сложности.
Диапазон материалов: плазменная резка отлично подходит для токопроводящих материалов, эффективно справляясь с толщиной до 2 дюймов.
Портативность: Плазменные резаки значительно более портативны, чем системы гидроабразивной резки. Они компактны и идеально подходят для работы на месте.
Оба метода обеспечивают эффективность, точность и адаптивность, а также используют технические параметры инструментов и требования проекта, чтобы выделиться в качестве превосходной альтернативы традиционной резке.
Гидроабразивная резка отлично подходит для сохранения точности и целостности материала. Гидроабразивная резка использует струю воды под высоким давлением или абразивное вещество вместо других методов резки, которые генерируют тепло, обеспечивая функцию «холодной резки». Поскольку резка с использованием воды не генерирует тепло, никакие зоны не подвергаются воздействию тепла. Ряд чувствительных материалов получают большую выгоду от этой процедуры.
Основные сценарии выбора гидроабразивной резки:
Сложные конструкции: станки для гидроабразивной резки позволяют инженерам создавать высокодетализированные и сложные конструкции с допусками до ±0.003 дюйма.
Широкая совместимость: Гидроабразивная резка может резать такие металлы, как сталь, алюминий и титан, а также резину, пену и стекло. Также можно использовать послойный метод, который режет до шести дюймов.
Термочувствительные компоненты: Композитный закаленный пластик и определенные стекла являются термочувствительными компонентами, которые имеют тенденцию трескаться и деформироваться при воздействии тепла. Водоструйная резка не подвергает никакие компоненты воздействию тепла.
Экологичность: при гидроструйной обработке фасок не образуются опасные пары или отходы, что делает ее экологически безопасной.
Многослойные компоненты: позволяют операторам резать несколько слоев материала, повышая производительность.
Благодаря своим уникальным требованиям гидроабразивная резка позволяет добиться наилучших результатов в аэрокосмической, автомобильной, строительной и даже художественной промышленности.

Гидроабразивная резка стали позволяет резать сталь разной толщины и марки с одинаковой точностью и эффективностью. Углеродистая сталь, нержавеющая сталь, инструментальная сталь, легированная сталь или любой другой вид стали могут быть разрезаны гидроабразивной резкой независимо от их толщины и уровня твердости. Гидроабразивная резка гарантирует, что даже сложные стали с чрезвычайной чувствительностью к теплу или отражательной способностью будут обработаны должным образом, поскольку метод не изменяет зоны из-за тепла или не изменяется из-за деформации.
Одним из самых значительных преимуществ процесса гидроабразивной резки является резка нержавеющей стали и инструментальной стали. Прочность и коррозионная стойкость материала сохраняются при использовании нержавеющей стали, поскольку HAZ (зона термического влияния) устраняется. Чистые разрезы достигаются на листах различной толщины, от деликатных тонких листов в 0.01 дюйма до некоторых тяжелых пластин около 6 дюймов и даже больше, в зависимости от давления и абразивных настроек машины гидроабразивной резки. Средний диапазон допуска резки для нержавеющей стали составляет около ±0.003 дюйма, что означает уровень точности передовой.
Гидроабразивные станки режут различные марки инструментальной стали, такие как A2, D2, M2 и другие, сохраняя при этом твердость и долговечность марки. Нержавеющая сталь также легко обрабатывается без потери важнейших свойств сплава. Даже футуристические возможности гидроабразивной резки имеют свою цену. В качестве компромисса, станок должен работать с поразительным количеством от 60,000 90,000 до XNUMX XNUMX фунтов на кв. дюйм. Однако такое большое давление от гидроабразивной машины дает прекрасные результаты. Мелкоабразивный гранатовый гидроабразивный резак обеспечивает минимальную последующую обработку.
Адаптивность и гибкость гидроабразивных станков делают их золотым стандартом для современного производства. Они могут доминировать в различных отраслях, где требуются сложные конструкции и компоненты с жесткими спецификациями.
Технология гидроабразивной резки полностью изменила наш подход к стали; будь то нержавеющая сталь, инструментальная сталь или различные сплавы стали, технологии гидроабразивной резки можно доверять как надежной гарантии. Водоструйная резка эффективно работает как с толстыми стальными пластинами, так и с тонкими стальными листами, выполняя резку с поразительным допуском ±0.003 дюйма, и ни в какой точке гидроабразивная резка не теряет точности или контроля. Получаются гладкие края с очень небольшим количеством заусенцев, если таковые имеются. Подводя итог, можно сказать, что технология гидроабразивной резки не имеет значения сорт; она надежно справляется с любой формой стали.
Одной из ключевых особенностей является то, что гидроабразивная резка не использует тепло, что исключает риск термического напряжения или деформации. Благодаря этому сложные конструкции, которые охватывают различные отрасли с жесткими спецификациями, не потребуют услуг гидроабразивной резки. Технология также обеспечивает непревзойденную универсальность для обработки различных стальных сплавов с расширенными настройками давления от 60,000 90,000 до XNUMX XNUMX фунтов на кв. дюйм и постоянными мелкими абразивами, такими как гранат.
В областях, где точность, гибкость и сохранение целостности материала являются основополагающими предпосылками, гидроабразивная резка является уникальной. Некоторые заслуживающие внимания примеры описаны ниже:
Аэрокосмическая промышленность:
Гидроабразивная резка широко используется в аэрокосмической промышленности для обработки высокопроизводительных стальных сплавов в лопатки турбин, кронштейны, структурные компоненты и многое другое. Ее способность производить сложные разрезы со сложной геометрией с термическим снятием напряжений гарантирует соответствие требованиям AeroSpace. Здесь средние допуски точности составляют ±0.003 дюйма, а обработанный материал может иметь толщину до 6 дюймов.
Автомобильное Производство
Эта технология позволяет эффективно обрабатывать сложные детали, такие как шестерни, выхлопные трубы и даже кронштейны подвески. Точность и отсутствие термической деформации при резке с помощью гидроабразивной резки делают ее пригодной для высокопрочной стали, используемой в деталях автомобильной конструкции. Производители устанавливают давление струи воды на уровне 60,000 90,000–XNUMX XNUMX фунтов на кв. дюйм при резке нержавеющей стали.
Медицинские приборы
Медицинская промышленность использует гидроабразивную резку для хирургических инструментов и имплантатов из инструментов и нержавеющей стали. Требования к точности этих компонентов, которые зависят от безопасности, исключительно высоки. Использование мелкозернистых гранатовых абразивов гарантирует чистые и гладкие края без возможности повлиять на свойства материала, даже в микродеталях.
Нефтегазовый сектор
Водоструйная резка позволяет производить стальные компоненты, такие как трубопроводы, фланцы и клапаны, которые выдерживают высокое давление и экстремальные температуры. Кроме того, отсутствие зоны термического воздействия дает конкурентное преимущество, поскольку гарантирует сохранение драгоценных металлургических свойств стали.
Художественное и декоративное применение
Гидроабразивная резка позволяет художникам, ювелирам и архитекторам создавать индивидуальные стальные конструкции. Управление резкой сложных узоров повышает прочность и качество поверхности материала.
Хотя индивидуальные стальные работы могут выполняться в декоративных или сложных инженерных целях, работы по гидроабразивной резке занимают лидирующие позиции в мире компьютерной техники.
Оптимальные результаты Технические параметры
Настройки давления: 60000-90000 фунтов на кв. дюйм
Допуски: обычно ±0.003 дюйма
Толщина режущих материалов: до 6 дюймов и более
Используемые абразивы: мелкий гранат или эквивалент.
Что касается стальных сплавов, то промышленность больше не будет вынуждена жертвовать производительностью и адаптивностью, внедряя технологию водоструйной обработки. Ее передовые возможности гарантируют точность выше среднего и адаптивность к невероятным экстремальным условиям.
Ведущий поставщик металлообрабатывающего оборудования с ЧПУ в Китае
A: Гидроабразивная резка — это процесс, который использует струю воды под высоким давлением, часто смешанную с абразивными частицами, для резки материалов. Машина для гидроабразивной резки направляет эту струю на материал, эффективно разрушая его для создания точных разрезов. Этот метод особенно эффективен для резки стали и других металлов.
A: Преимущества резки стали гидроабразивной резкой включают в себя точность резки с минимальными отходами материала, отсутствие зон термического воздействия, которые могут изменить свойства материала, возможность резки сложных форм и универсальность в резке стали различной толщины и типов. Гидроабразивная резка также является экологически чистой и не производит вредных паров или пыли.
A: Толщина стали, которую может резать гидроабразивная резка, зависит от конкретной машины и настройки. Как правило, большинство коммерческих гидроабразивных резаков могут резать сталь толщиной до 6 дюймов. Некоторые передовые системы, такие как гидроабразивная резка OMAX, могут резать даже более толстые материалы, потенциально до 9 дюймов нержавеющей стали. Однако время резки значительно увеличивается с толщиной.
A: Чистая гидроабразивная резка использует только струю воды под высоким давлением и обычно применяется для резки мягких материалов. С другой стороны, абразивная гидроабразивная резка смешивает воду с абразивными частицами (обычно гранатом) и применяется для резки более сложных материалов, таких как сталь. Абразивная гидроабразивная резка более мощная и может резать более толстые и сложные материалы, чем чистая гидроабразивная резка.
A: Машина для резки струей воды может резать закаленную сталь. Абразивные частицы в струе воды могут резать даже самые твердые стали. Это делает резку струей воды отличным выбором для резки инструментальной стали, броневых листов и других закаленных стальных материалов, которые могут быть сложными для других методов резки.
A: Одним из главных преимуществ процесса гидроабразивной резки является то, что он не генерирует тепло, в отличие от многих других методов резки. Это означает, что нет зоны термического воздействия, которая могла бы изменить свойства стали. Края реза чистые и обычно не требуют вторичной обработки. Однако очень толстые разрезы могут иметь небольшую конусность или линии отставания в нижней части реза.
A: Станки для гидроабразивной резки универсальны и могут резать практически все виды стали, включая мягкую сталь, нержавеющую сталь, инструменты, пружины и экзотические сплавы. Вода, смешанная с абразивными частицами, может эффективно резать любую марку стали, от самой мягкой до самой твердой.
A: По сравнению с другими методами резки, гидроабразивная резка имеет несколько преимуществ. Она может резать более толстые материалы, чем лазерная резка, не создает зоны термического воздействия, как плазменная резка, и может создавать более сложные формы, чем традиционная механическая резка. Хотя она может быть медленнее для тонких материалов, она становится более конкурентоспособной по мере увеличения толщины материала, особенно для стальных блоков или пластин толщиной в несколько дюймов.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →