

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Из всех методов, помогающих достичь поверхностной отделки для алюминиевых проектов, дробеструйная обработка, пожалуй, самая эффективная и универсальная. Этот процесс делает алюминий визуально привлекательным и повышает его практичность за счет использования текстурированных поверхностей для лучшего применения. Будь то изготовление на заказ, автомобильные детали или даже архитектурные элементы, понимание тонкостей дробеструйной обработки может значительно улучшить поверхностную отделку вашего конечного продукта.
В этой записи блога будут рассмотрены все основы дробеструйной обработки алюминия, от того, как работает процесс, до его основных преимуществ и примеров его использования. Мы дадим вам профессиональные советы, которые помогут вам достичь мастерской отделки, предвидя трудности и объясняя, почему дробеструйная обработка так популярна среди профессионалов. К концу читатель должен понять, как освоение этой техники может улучшить их алюминиевые проекты.
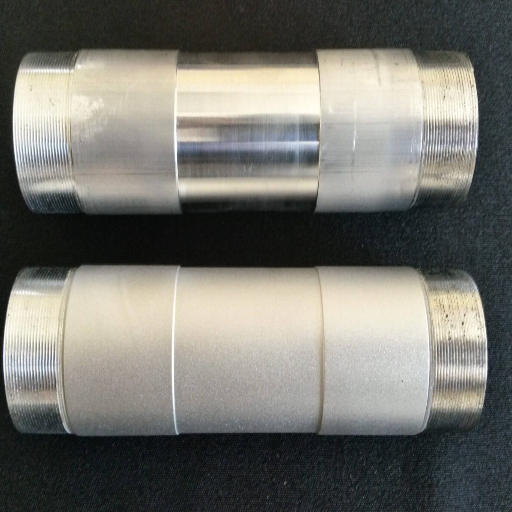
Метод отделки поверхности, известный как дробеструйная обработка алюминия, использует сферические шарики, обычно сделанные из стекла, которые обжигаются на поверхности алюминия под высоким давлением. Эта техника удаляет такие дефекты, как грязь, окисление и предыдущее покрытие, и создает гладкую, однородную отделку. Это достигается двумя методами: ударом, который разрушает поверхность алюминия, и абразивным воздействием, который мягко полирует поверхность, не разрушая алюминий. Дробеструйная обработка известна своей точностью и эффективностью, а также улучшением физических и функциональных свойств алюминиевых компонентов.
Какие материалы подходят для дробеструйной обработки?
Контролировать шероховатость материала можно с помощью струйной обработки различных материалов, включая алюминий, сталь, нержавеющую сталь и неметаллы, такие как стекло и пластик. Это выгодно во многих отраслях промышленности из-за гибкости дробеструйной обработки.
Какие технические параметры учитываются при дробеструйной обработке?
Давление струи: Давление струи должно контролироваться в зависимости от типа материала и требуемой отделки, но обычно оно достигает 40–100 фунтов на квадратный дюйм. Более низкое значение подходит для чувствительных поверхностей, а более высокое — для более жестких материалов.
Размер бусин: Размер бусин может значительно влиять на качество отделки, стеклянные бусины варьируются от 50 до 325 ячеек, более мелкие бусины создают более гладкую отделку, а более крупные бусины создают более грубую отделку.
Угол приложения: для максимальной точности без создания чрезмерного удара рекомендуется диапазон 60–75° к поверхности.
Расстояние от поверхности: 4–12 дюймов — идеально для достижения наилучших результатов и равномерного распределения.
Каковы преимущества дробеструйной обработки?
Он очищает от загрязнений, создает однородную поверхность, выполняет эстетическую очистку, придавая ей матовый или сатиновый оттенок, а также улучшает адгезию последующих покрытий или процессов обработки.
Является ли дробеструйная обработка экологически безопасной?
Да. Дробеструйная обработка является экологически чистой, поскольку она использует нетоксичные материалы (стеклянные шарики), производит мало отходов и не содержит едких химикатов.
Соблюдение этих параметров и соображений позволяет добиться точной подготовки поверхности и гарантирует высококачественные результаты для различных областей применения.
Лучшее качество поверхности
Поверхность, обработанная дробеструйной обработкой, гладкая и однородная с матовым или сатиновым блеском, что улучшает эстетику. Этот процесс устраняет такие дефекты, как царапины или следы обработки, что приводит к более глубокой отделке.
Улучшенная адгезия
Дробеструйная обработка помогает сцеплять покрытия, краски или последующие обработки, обеспечивая чистую и шероховатую поверхность. Это обеспечивает прочность и долговечность для дальнейшего применения на алюминии.
Коррозионная стойкость
Процесс улучшает удаление поверхностных загрязнений, таких как оксиды или остатки, вызывающие коррозию. Это делает нанесение защитных покрытий или покрытия для алюминия легче и еще больше повышает его устойчивость к внешним факторам.
Нежный и неабразивный
По сравнению с другими абразивными методами дробеструйная обработка менее жесткая, поскольку в ней используются тонкие стеклянные шарики, которые не измельчают материал значительно. Меньшее количество удаляемого материала позволяет сохранить форму и размер алюминиевой поверхности.
Технические параметры дробеструйной обработки алюминия
Размер стеклянных шариков для алюминия: Для алюминия стеклянные шарики имеют размер от 70 до 140 меш, что позволяет качественно очистить поверхность, не вызывая чрезмерного истирания.
Давление воздуха: для эффективной очистки поверхности давление воздуха следует поддерживать в пределах от 40 до 60 фунтов на кв. дюйм.
Угол струи: от 45 до 90 градусов для точности и однородной отделки. При таких параметрах машина не будет задерживаться на одном участке слишком долго.
Расстояние: в зависимости от желаемой текстуры и толщины материала расстояние между соплом и поверхностью должно составлять около шести-двенадцати дюймов.
В рамках этих ограничений дробеструйная обработка оптимально гарантирует экологичность и эффективность, а также неизменно выдающиеся результаты.
Дробеструйная обработка — один из самых известных методов обработки поверхности алюминиевых деталей, например, восстановление косметического вида компонентов, выполнение деталей для покрытий, улучшение деталей для покрытий и улучшение компонентов для проблем с коррозией. Я обнаружил, что он эффективно работает при удалении поверхностных пятен и старых слоев краски, не повреждая алюминиевую подструктуру. Я настоятельно рекомендую использовать стеклянные шарики; размер ячеек от 70 до 140, давление струи и давление воздуха от 40 до 60 фунтов на кв. дюйм и диаметр воздушного сопла от 3 до 6 миллиметров — наилучшие параметры для достижения гладкой сатинированной отделки без чрезмерной эрозии алюминиевой детали. Это имеет основополагающее значение для автомобильной, аэрокосмической и производственной отраслей, а также для других технологически продвинутых отраслей, где точность в сочетании с прочностью имеет решающее значение.
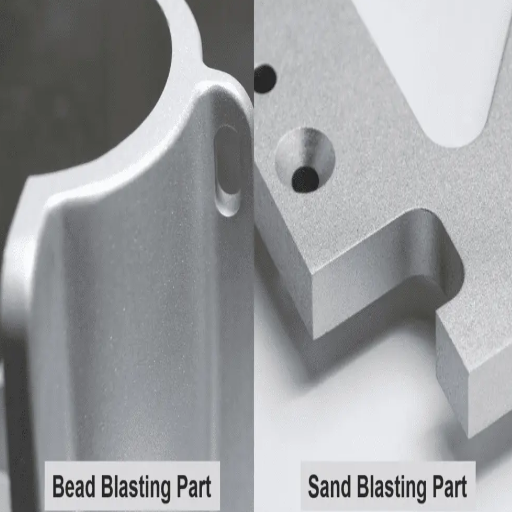
Дробеструйная обработка отличается от пескоструйной обработки и химического травления более щадящим подходом. В отличие от пескоструйной обработки, которая более агрессивна и может повредить поверхность, дробеструйная обработка использует округлые стеклянные шарики, которые эффективно захватывают поверхность материала, достигая при этом однородной отделки. Дробеструйная обработка также чище и более экологична, чем химическое травление, поскольку не требует использования едких химикатов. Она также обеспечивает лучший контроль над желаемой текстурой, что делает ее полезной для точных применений.
При сравнении дробеструйной и пескоструйной обработки выбор зависит от области применения, типа материала и желаемых результатов. Ниже приведен краткий обзор преимуществ и недостатков каждой процедуры:
Преимущества дробеструйной обработки:
Экологичность: не использует опасные отходы. Использует нетоксичные, перерабатываемые стеклянные шарики.
Качество отделки: обеспечивает гладкую, однородную и эстетически приятную поверхность.
Точность: Идеально подходит для хрупких или сложных деталей, поскольку позволяет контролировать текстурирование.
Сохранение материала: бережно относится к поверхностям, не вызывает травления или повреждения материалов.
Недостатки дробеструйной обработки:
Более высокая стоимость: стеклянные шарики, как правило, дороже песка и со временем могут потребовать замены.
Более медленный процесс: для достижения желаемых результатов может потребоваться больше времени, чем при использовании агрессивных методов.
Преимущества использования пескоструйной обработки
Скорость и эффективность: Быстро удаляет сложные поверхностные загрязнения, такие как краска, ржавчина и окалина.
Экономичность: используется для крупных проектов, легкодоступен и может быть приобретен по низкой цене.
Гибкость: Отлично подходит для тщательной очистки или подготовки поверхности для других сложных работ.
Недостатки пескоструйной обработки
Повреждение поверхности: более мягкие материалы и поверхности могут привести к образованию кромок, ямок или ухудшению качества из-за своей жесткости.
Проблемы со здоровьем: Опасность образования пыли может привести к серьезным проблемам со здоровьем, если не использовать соответствующее оборудование.
Экологические проблемы: более неблагоприятные из-за образующихся отходов и пыли.
Технические характеристики
Сила частицы:
Стеклянные шарики, используемые при дробеструйной обработке, обычно имеют размер 40–200 микрон.
Во время пескоструйной обработки используются абразивные частицы зернистостью от 36 до 120 в зависимости от того, насколько агрессивна работа.
Регулировка давления
Дробеструйная обработка выполняется при низком давлении, контролирующем 40–80 фунтов на кв. дюйм, что обеспечивает более деликатную очистку.
Для сложных работ необходимо использовать пескоструйную обработку под более высоким давлением (70–140 фунтов на кв. дюйм).
Тип материала:
Дробеструйная обработка более деликатна при работе с алюминием, нержавеющей сталью или тонкими материалами.
Для пескоструйной обработки лучше всего подходят сталь, чугун или поверхности с сильной коррозией.
Приняв во внимание все эти советы, вы гарантированно получите оптимальную эффективность, сохранив при этом желаемое качество поверхности.
При выборе среды для струйной обработки я анализирую заготовку, обработку поверхности и общие требования проекта. Стеклянные шарики и скорлупа грецкого ореха хорошо подходят для более мягких поверхностей или более детальной работы, поскольку они нежные и абразивные. Для более жестких материалов, таких как сталь или сильно ржавые поверхности, лучшим решением будет оксид алюминия или стальная крошка, поскольку они прочные и обладают хорошими режущими свойствами, что позволяет им эффективно удалять необходимый материал.
Ниже приведены некоторые соображения, которые я принимаю во внимание:
Твердость по Моосу:
Стеклянные бусины: ~5.5-6
Оксид алюминия: ~9
Зернистость стали: ~7
Размер ячеек (микроны):
Стеклянные бусины: 70-140 микрон (тонкая отделка)
Оксид алюминия: 100-200 микрон (для более агрессивной резки)
Стальная крошка: 850–1700 микрон (для интенсивной подготовки поверхности)
Давление воздуха:
Стеклянные бусины/скорлупа грецкого ореха: 40-60 фунтов на кв. дюйм
Оксид алюминия/стальная крошка: 80-120 фунтов на кв. дюйм
При правильном выборе среды в сочетании с параметрами результаты улучшаются, а оборудование и обработанные поверхности служат дольше.

Дробеструйная обработка необходима на этапе анодирования. Она оптимизирует однородность и адгезию металлической поверхности. Такая подготовка поверхности создает матовую отделку, удаляя загрязнения, оксиды и другие нежелательные остатки и улучшая внешний вид анодированного покрытия визуально и структурно. Она также улучшает функциональное и эстетическое качество поверхности после обработки, обеспечивая стандартизацию покрытых поверхностей. Без дробеструйной обработки невозможно было бы получить высококачественный анодированный слой; поэтому это важный этап во всей процедуре.
Подготовка поверхности должна быть выполнена для обеспечения более прочного сцепления анодированного покрытия путем удаления загрязнений, поверхностных дефектов и даже окисленных материалов. Эти элементы ухудшат качество поверхности с покрытием, сделав ее слабее, менее привлекательной и в целом неудовлетворительной.
Абразивные материалы: для достижения наилучших результатов предпочтительнее использовать стеклянные шарики; однако также можно использовать оксид алюминия и керамические материалы.
Размер частиц: средний диапазон зернистости от 70 до 120 меш является оптимальным для получения желаемой равномерно матовой, но не слишком шероховатой поверхности.
Давление воздуха: для очистки без серьезного повреждения алюминиевой подложки идеальным является диапазон от 40 до 80 фунтов на кв. дюйм.
Угол струи: Эффективный диапазон от 45 до 60 градусов обеспечивает адекватную подготовку поверхности.
Оптимальным является расстояние в 4–8 дюймов от поверхности, чтобы избежать неравномерной обработки.
Эстетические проблемы возникают из-за повышенной адгезии к анодированному слою. Дробеструйная обработка сглаживает неровности поверхности, что приводит к более привлекательной отделке с повышенной структурной целостностью.
Перед началом дробеструйной обработки убедитесь, что алюминиевая поверхность сухая и свободна от масла или смазки. Абразивный материал следует регулярно проверять и менять, чтобы избежать несоответствия. Избегайте чрезмерной дробеструйной обработки, чтобы предотвратить истончение или деформацию подложки.
Одним из лучших вариантов для таких процессов является дробеструйная обработка, которая помогает достичь наилучшей эстетики и структуры алюминия. Этот процесс необходим для устранения дефектов освещения, окисления и любых несовершенств на поверхности алюминия, которые необходимо обработать для покраски или последующего анодирования. Дробеструйная обработка не только облегчает механическое отражение, но и создает прочную матовую текстуру, которая в основном востребована в эстетических и промышленных целях.
Алюминий обрабатывается неагрессивными стеклянными шариками без риска испортить или деформировать материал. Эти стеклянные шарики доступны во многих размерах, что позволяет делить их на более мелкие и более крупные шарики. Более мелкие шарики от 70 до 100 микрон создают более тонкую отделку, в то время как более крупные шарики от 150 до 200 микрон дают грубую отделку. Желаемая отделка поверхности и толщина существующего алюминиевого блока определяют финишную среду.
Оптимальное давление струйной обработки для достижения наилучшего результата составляет 40-80 фунтов на кв. дюйм. Более низкие давления около 40-50 фунтов на кв. дюйм лучше всего подходят для деликатных компонентов или тонких алюминиевых листов, чтобы предотвратить деформацию или чрезмерную потерю материала. Упрямые дефекты поверхности и более толстые алюминиевые компоненты можно очищать при более высоких давлениях 60-80 фунтов на кв. дюйм.
Подготовка поверхности: Поверхность алюминия должна быть чистой и сухой, без масел, смазки и влаги, чтобы избежать загрязнения во время струйной обработки.
Техническое обслуживание абразивных материалов: необходимо регулярно проверять абразивные материалы на предмет повреждений, чтобы убедиться в отсутствии дефектов на поверхности.
Не проводите струйную обработку в течение длительного времени. Длительная струйная обработка может привести к истончению, деформации или ослаблению материала, особенно на тонких основаниях.
Здоровье и безопасность: В зоне проведения взрывных работ должна быть обеспечена надлежащая вентиляция, а также всегда следует использовать средства индивидуальной защиты (СИЗ), такие как перчатки, защитные очки и респираторы.
Соблюдая эти факторы и принимая надлежащие технические меры, дробеструйная обработка может значительно улучшить внешний вид и эксплуатационные характеристики поверхности алюминия.
Вот как я добиваюсь точной и равномерной дробеструйной обработки: прежде всего, крайне важно иметь правильную технику и настройки оборудования. Я всегда слежу за тем, чтобы угол, под которым я струю, был фиксированным — я обычно работаю под углом 45 градусов, так как это обеспечивает равномерное покрытие без полос, сохраняя необходимое расстояние от 6 до 12 дюймов от рабочей поверхности. Я поддерживаю давление от 40 до 60 фунтов на кв. дюйм, чтобы гарантировать, что эти алюминиевые поверхности не будут повреждены. Стеклянные шарики, которые я выбрал, имеют размер ячеек от 100 до 170, так как они обеспечивают наиболее равномерное распределение. Я также должен проверять и пополнять абразивный материал, чтобы сохранить стеклянные шарики целыми. Необходимо маскировать поверхности и убедиться, что область очищена от загрязняющих материалов. Сочетание всего этого гарантирует мне безупречный результат. Соблюдение всех параметров и систематическая работа по поверхностям гарантируют высочайшее качество продукции.
Выбор струйной обработки для алюминиевых сплавов зависит от их состава и области применения. Более мягкие сплавы, такие как 1100 и 3003, требуют тонкой стеклянной дроби, которая помогает достичь гладких, сатинированных поверхностей без коробления и чрезмерного удаления материала. В то время как более сложные сплавы, такие как 6061 и 7075, могут выдерживать более агрессивную обработку, такую как струйная обработка оксидом алюминия, более сложные сплавы выигрывают от такой обработки, поскольку она обеспечивает лучшую адгезию для покрытий или окраски. Легкая дробь обычно используется на анодированный алюминий для улучшения его эстетических качеств, одновременно защищая поверхность под ним. При струйной обработке и выбранной технике важно сначала адаптировать ее к твердости алюминия и функциональным требованиям.
При выборе абразива для алюминия 6061 необходимо учитывать качество его поверхности и свойства материала. 6061 — это сплав средней прочности, который выдерживает умеренную и умеренную абразивную обработку: — Стеклянные шарики являются наиболее неблагоприятным свойством, поскольку они обеспечивают идеальную отделку и стирают любой требуемый материал. Этот тип шариков лучше всего подходит для применений с высокими эстетическими требованиями. Технические параметры: средние стеклянные шарики размером 70/140 ячеек при давлении 40-60 фунтов на квадратный дюйм, чтобы избежать чрезмерного поверхностного напряжения.
Оксид алюминия лучше всего подходит для функционального использования. Он подходит для использования там, где требуется текстура поверхности для улучшения адгезии краски или покрытия.
Для ровной контурной обработки поверхности достаточно мелкозернистого оксида алюминия зернистостью от 120 до 220 и давления 50–70 фунтов на кв. дюйм.
Карбид кремния отлично подходит для грубой очистки или травления более жестких и более четких текстур поверхностей.
Для более деликатных предметов лучше всего подойдет мелкозернистый карбид кремния зернистостью 120–180, давление которого составляет от 60 до 80.
Всегда сначала проверяйте желаемые параметры струйной обработки на небольшом куске алюминия 6061, а затем продолжайте, чтобы убедиться, что он соответствует требованиям проекта. Возможно, вам придется изменить давление и размер абразива, чтобы добиться идеальной отделки, сохраняя при этом целостность материала.
Сатиновая отделка охватывает суть как матовой, так и глянцевой отделки, занимая промежуточное положение между ними, обладая гладким блеском, который не слишком отражающий. Ее часто выбирают из-за ее сдержанного и элегантного вида, что делает ее распространенной в архитектуре, автомобилях и потребительских товарах. Этот тип отделки достигается с помощью более тонких абразивов или полированных техник, которые стратегически создают эффект слабого блеска, сохраняя при этом идеальную однородность поверхности.
Технические параметры для сатиновой отделки: используйте мелкозернистые абразивы, такие как оксид алюминия или карбид кремния, зернистость 180-320. Отрегулируйте давление до 40-60 фунтов на квадратный дюйм, в зависимости от того, насколько чувствителен блок алюминия 6061. Полированная сатиновая отделка может включать дополнительные этапы, такие как полировка нетканым абразивным диском или использование более тонких полировальных составов.
Эта отделка предпочтительна, поскольку она хорошо выглядит и обеспечивает лучшую маскировку отпечатков пальцев и мелких царапин. Однако перед полным нанесением следует сначала проверить образец, чтобы гарантировать удовлетворительную текстуру и уровень блеска.
Чтобы добиться чистого анодированного вида на обработанных дробеструйной обработкой деталях, выполните следующие действия.
Разделение поверхности: Сначала проведите дробеструйную обработку деталей с помощью деликатных стеклянных шариков или других подходящих абразивных материалов для создания базового матового покрытия. Перед началом этих шагов проверьте, что поверхность очищена от масел, пыли или любых других видов загрязнений.
Очистка и травление: Следующий шаг — струйная обработка деталей щелочным очистителем, за которой следует кислотное травление, которое служит для очистки и обеспечения равномерной отделки.
Процесс анодирования: Следующий шаг — погружение деталей в сернокислотную анодную ванну с соответствующей плотностью тока. Это приводит к образованию прочного оксидного слоя, который не влияет на дробеструйную обработку.
Герметизация: Следующий шаг — герметизация покрытия для повышения коррозионной стойкости и фиксации покрытия в ванне с деионизированной водой.
Одновременное выполнение этих этапов должно привести к получению однородного анодированного внешнего вида, имеющего превосходную эстетическую привлекательность и демонстрирующего качество дробеструйной обработки.
Бисероструйная обработка:
Используемые среды: мелкие стеклянные шарики или оксид алюминия.
Давление воздуха: 60-80 фунтов на кв. дюйм.
Цель: Достичь равномерной матовой поверхности, исключив при этом повреждения поверхности.
Очистка и травление:
Концентрация щелочного очистителя: 25-50 г/л.
Температура очистки: 120–150 °F (49–65 °C).
Раствор травильной кислоты: 15% – 20% азотной кислоты или смесь азотной и плавиковой кислот.
Продолжительность травления: 1–5 минут в зависимости от требований к качеству поверхности.
Цель: Устранить нежелательные факторы и подготовить поверхность к анодированию.
Процесс анодирования:
Раствор электролита: серная кислота (15% по весу)
Диапазон температур: от 20 до 22 градусов по Цельсию.
Плотность тока: 12-24 Ампер на квадратный фут
Время: 20-30 минут для достижения толщины оксидного слоя 0.8-1.0 мил.
Цель: Создать прочное и прозрачное оксидное покрытие.
Уплотнение:
Температура запечатывания: от 82 до 100 градусов по Цельсию
Продолжительность герметизации: 15–30 минут в зависимости от толщины покрытия.
Уплотнительный материал: деионизированная вода или раствор ацетата никеля для прочности.
Цель: Кристаллизация оксидного слоя для повышения устойчивости к коррозии и фиксации покрытия.
При соблюдении основных технических стандартов детали будут иметь оптимальное прозрачное анодированное покрытие, которое будет прочным, эстетически прекрасным и устойчивым к коррозии. Контроль каждого шага гарантирует точность результата и снижает риск несоответствия процесса.
Для сохранения работоспособности требуются техническое обслуживание и очистка. Поверхностная обработка и функциональность алюминия, подвергнутого дробеструйной обработке поверхности. Я предлагаю использовать мыло и воду с тканью или губкой, которые не являются абразивными. Избегайте агрессивной чистки или жестких чистящих средств, так как они могут повредить или даже обесцветить текстуру, обработанную дробью. Пятно можно обработать разбавленным раствором изопропилового спирта, который затем необходимо промыть деионизированной водой, чтобы исключить пятна от воды.
Технические параметры очистки:
Чистящий раствор: моющие средства с нейтральным pH и изопропиловый спирт, разбавленный водой, т.е. концентрация 30-70%.
Инструменты для чистки: неабразивная губка или мягкая салфетка из микрофибры.
Промывка водой: для ополаскивания используйте деионизированную или дистиллированную воду, чтобы избежать образования минеральных отложений.
Сушка: Рекомендуемый метод сушки — сушка на воздухе или с использованием чистой ткани без ворса, а также промокание поверхности.
Регулярное обслуживание подразумевает сушку поверхности после очистки, чтобы предотвратить коррозию и обеспечить застой пыли и остатков. Эти методы сохранят материал и поверхность алюминия, подвергнутого дробеструйной обработке, в целости и сохранности.
Ведущий поставщик металлообрабатывающего оборудования с ЧПУ в Китае
A: Дробеструйная обработка алюминия — это процесс обработки поверхности, в котором для очистки, снятия заусенцев или финишной обработки алюминиевых деталей используются крошечные шарики, подаваемые под высоким давлением. Этот метод особенно эффективен для подготовки поверхностей перед анодированием, обеспечивая чистую и однородную отделку.
A: Дробеструйная обработка стеклянными шариками использует сферические стеклянные шарики в качестве абразивной среды, что приводит к более гладкой и однородной отделке поверхности без значительного удаления материала. Этот метод мягче, чем другие абразивные методы, такие как дробеструйная обработка стальной дробью, и идеально подходит для деликатных или тонких металлических деталей, таких как алюминий.
A: Дробеструйная обработка алюминиевых поверхностей помогает преобразовать алюминиевые поверхности, удаляя поверхностные дефекты, создавая однородный внешний вид и подготавливая металл для дальнейшей отделки как анодирование. Также улучшает адгезию покрытия и увеличивает общую долговечность поверхности.
A: Дробеструйная обработка может использоваться на различных материалах, включая пластиковые детали. Однако тип среды и метод струйной обработки могут различаться, чтобы соответствовать конкретным свойствам материала и гарантировать отсутствие повреждений в ходе процесса.
A: Стеклянные шарики являются наиболее часто используемым средством дробеструйной обработки для алюминия. Это средство является предпочтительным, поскольку оно обеспечивает гладкую поверхность, не повреждая алюминий, что делает его идеальным для отделка алюминиевых деталей.
A: Дробеструйная обработка помогает подготовить алюминий к анодированию, создавая чистую, однородную отделку поверхности. Такая подготовка обеспечивает плавный ход процесса анодирования, что приводит к однородному и прочному слою.
A: Дробеструйная обработка алюминия считается адекватной, поскольку она обеспечивает контролируемый и точный метод удаления поверхностных дефектов, гарантируя, что алюминиевые детали будут иметь однородную отделку поверхности. Этот процесс имеет решающее значение для достижения желаемых эстетических и функциональных качеств готовой продукции.
A: Дробеструйная обработка используется при удалении заусенцев для удаления острых краев или заусенцев с алюминиевых деталей. Этот процесс необходим для обеспечения безопасности деталей в обращении и правильной установки с другими компонентами.
A: Да, необходимо обеспечить чистоту поверхности после дробеструйной обработки и перед анодированием. Остатки абразива или загрязняющие вещества должны быть удалены для достижения высококачественной анодированной отделки и предотвращения дефектов в конечном продукте.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →