

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
O processo de extrusão é uma das técnicas de fabricação mais essenciais e versáteis, moldando inúmeros materiais em formas precisas e funcionais. Uma menção notável é que as indústrias de construção e automotiva precisam de perfis complexos e usos diários, como extrusão de tubos e produtos alimentícios. No entanto, olhar mais profundamente para sua natureza multifacetada levanta a questão: como ela atinge precisamente essa funcionalidade versátil? Este artigo delineará os detalhes técnicos do procedimento de extrusão e suas várias técnicas de aplicação e dará o raciocínio para sua proeminência nas inovações de fabricação contemporâneas. Suponha que você seja um membro deste campo ou mesmo apenas interessado na lógica que define os produtos de sua vida diária. Nesse caso, este longo artigo aumentará sua apreciação pela ciência do processo de extrusão.

Moldar um material forçando-o através de matrizes de extrusão de uma seção transversal desejada é denominado extrusão, um processo de fabricação. É amplamente usado com metais, plásticos e até mesmo cerâmicas. O processo de extrusão geralmente começa com o aquecimento ou amolecimento do material antes de empurrar ou desenhar através da matriz. Com mais acabamento e processamento, a forma desejada pode então ser alcançada. Usar a extrusão tem alto valor devido à sua eficiência, versatilidade e capacidade de produzir formas complexas de precisão.
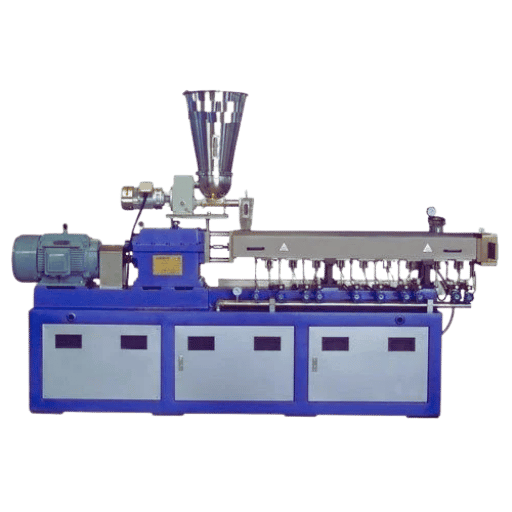
A extrusão de polímeros diz respeito à produção de peças com seção transversal constante por aquecimento e modelagem das substâncias poliméricas. Começa com a colocação de grânulos de polímero em um barril com uma camisa de aquecimento, que são aquecidos por agitação mecânica (cisalhamento) e um aumento de temperatura. Depois, o polímero é empurrado para fora da extrusora para uma matriz de um perfil desejado. Inicialmente, a estrutura solidificada é resfriada por um aparelho de resfriamento. O produto final é então cortado no formato e comprimento adequados pela combinação de ferramentas de corte e acabamento enquanto é puxado para fora da máquina em uma taxa desejada. Esta técnica é predominante na fabricação de tubos, filmes, folhas e outros, denominados produtos de polímero contínuo.
A implementação dessas etapas garante que as peças finais de polímero produzidas sejam de alta qualidade e fabricadas de forma econômica.
Na extrusão, o atrito e a compressão são úteis para o movimento e a modelagem do material. A busca de calor do parafuso para girar contra o cilindro causa atrito que começa a amolecer o material. O aumento da resistência dentro da extrusora da matriz sendo moldada coloca pressão no material, garantindo que ele seja derretido e moldado. Essas características do material permitem o fluxo de corte e o controle exato sobre o produto final.
Extrusão de material é quando pellets ou pós de matéria-prima são processados empurrando-os através de um barril aquecido e uma matriz para formar um formato desejado. Alcançar o formato correto requer controlar o fluxo, o calor e a pressão para amolecer, derreter e moldar precisamente o material. Este processo é amplamente utilizado para fabricar tubos, filmes e outros formatos contínuos em indústrias que lidam com metais e materiais plásticos. Além disso, este processo é altamente eficiente e preciso, tornando-o essencial para a produção moderna.
A temperatura de fusão é essencial na extrusão e no processamento térmico, pois determina significativamente a qualidade, a uniformidade e o funcionamento mecânico do produto final. A temperatura de fusão do material deve facilitar um fluxo controlado e estável através da matriz sem criar problemas como inconsistências visíveis na superfície, preenchimento incompleto dos moldes definidos ou deterioração do material.
Por exemplo, o procedimento de extrusão de plástico altera a temperatura ideal de fusão com o polímero específico. Para polipropileno (PP), a temperatura de fusão é de cerca de 365 °F a 410 °F (185 °C a 210 °C). A temperatura de fusão é muito maior para o tereftalato de polietileno (PET), cerca de 500 a 550 graus Fahrenheit (260 a 290 graus Celsius). Operar dentro das faixas aproximadas definidas facilita a facilidade de fluxo, enquanto exceder essas faixas resulta em degradação térmica devido à quebra da estrutura molecular, reduzindo a resistência e a aparência do produto final.
Além disso, altas temperaturas de fusão podem causar oxidação da resina, resultando em descoloração e redução de seu peso molecular. Por outro lado, muito pouco calor pode levar à fusão incompleta, criando características ruins e desempenho mecânico inadequado. A indústria moderna emprega maquinário sofisticado com controle térmico preciso para lidar com esses problemas. Esse controle preciso garante que o calor seja distribuído uniformemente pela parede do cilindro e zonas da matriz. Isso aumenta a eficiência da produção, ao mesmo tempo em que diminui a quantidade de material desperdiçado e a qualidade do produto acabado.

A diferença fundamental entre extrusão a quente e a frio é a temperatura; ambos os processos diferem no ponto de fusão e no tratamento térmico do material.
A extrusão a quente é executada em altas temperaturas, frequentemente mais do que a temperatura de recristalização do material. Essas estratégias permitem uma deformação mais fácil do material, menores chances de endurecimento por trabalho e fluxo suave durante o processo. Essa técnica usa metais de alta temperatura ambiente, como alumínio e aço.
A extrusão a frio ocorre em temperatura ambiente e mais alta. Devido ao endurecimento por deformação, esse método pode melhorar propriedades mecânicas como resistência e dureza. É usado principalmente em metais mais macios, como alumínio, chumbo ou estanho, mas permite melhores acabamentos e tolerâncias mais apertadas.
O material utilizado, as propriedades desejadas do item acabado e a técnica de extrusão estão entre alguns fatores que precisam ser analisados ao escolher entre extrusão a quente ou a frio.
Extrusão de impacto é um processo de fabricação predominantemente empregado para formar formas ocas ou semi-ocas. Essas formas podem ser feitas de alumínio, estanho ou chumbo. Essa técnica envolve bater em um pedaço de metal com um punção em alta velocidade e pressão. Esse movimento força o material a fluir ao redor do punção e para dentro de uma matriz. O resultado fornece uma peça que ostenta excelente precisão dimensional e acabamentos de superfície suaves. A extrusão de impacto é preferida a outros processos devido à sua eficiência, o que resulta em capacidades de produção rápidas com desperdício mínimo. Isso a torna particularmente adequada para a produção de latas de alumínio, tubos e pequenas carcaças.
Todas essas técnicas devem ser escolhidas de acordo com as propriedades do material, as especificações do produto e a eficiência crítica para os processos industriais, pois todas têm diferentes vantagens e desvantagens.
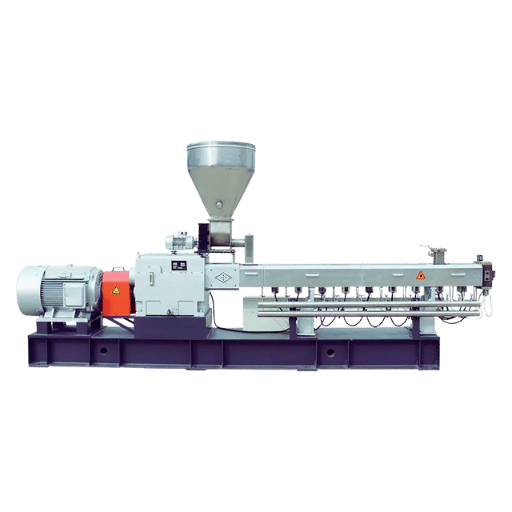
Uma extrusora é formada com todas as suas partes mais essenciais: o cilindro e as matrizes de extrusão.
Para cada componente, as funções de liderança necessárias para alcançar um processo de extrusão eficaz e preciso podem ser alcançadas.
Novos desenvolvimentos no design do parafuso foram direcionados para eficiência, melhor mistura e maior variabilidade de materiais. Melhorias notáveis são:
Ele reduz o gerenciamento de materiais e melhora a qualidade, a velocidade de produção e a eficiência do processo de extrusão, o que tem um impacto positivo devido a essas melhorias.
Manter as velocidades do parafuso e as taxas de cisalhamento perfeitas é muito crucial para atingir a qualidade do material e a extrusão adequada durante o processo. A manipulação da velocidade do parafuso dependendo dos materiais e processos correspondentes é necessária para evitar superaquecimento ou degradação de partículas. Taxas de cisalhamento excessivamente excessivas podem danificar o material, especialmente polímeros sensíveis, e muito baixas podem resultar em mistura e derretimento ruins dos materiais. O monitoramento em tempo real dos processos, juntamente com o uso de designs de parafuso adequados ao comportamento do material, permite que os fabricantes atinjam o ponto de ajuste desejado. Isso melhora a qualidade do produto, minimizando o impacto destrutivo nas peças da máquina.

Manter alta temperatura e tempo de residência é essencial para evitar degradação e consistência da qualidade; no entanto, monitorar essas medidas é igualmente importante. A decomposição térmica ocorre em altas temperaturas, e o tempo de residência excessivo pode aumentar as chances de oxidação ou reticulação de alguns polímeros. O monitoramento cuidadoso do controle de temperatura da zona do cilindro e o tempo de permanência da calibração de alta precisão com base na estabilidade térmica do material podem ajudar a otimizar esses parâmetros. Alcançar a consistência é essencial; portanto, sistemas de controle de temperatura mais avançados e calibração regular do equipamento também podem ajudar nessa missão. O design adequado do parafuso juntamente com os níveis de enchimento adequados no cilindro permite uma regulação mais fácil do tempo de residência e, portanto, diminui o desperdício, o que aumenta a eficiência geral do processo.
O design adequado da matriz extrusora no final de uma sessão de extrusora é vital para atingir os padrões de qualidade e eficiência desejados. Eu, por exemplo, foco no formato e na consistência do produto e uso o design de matriz apropriado com o formato necessário. As taxas de defeitos podem ser minimizadas com matrizes projetadas adequadamente, reduzindo as quedas de pressão. Além disso, garanto que os sistemas de resfriamento a jusante sejam regulados adequadamente para controlar as taxas de solidificação e a deformação plástica líquida. Eu avalio constantemente o alinhamento dessas peças para evitar quaisquer interrupções do processo na extrusão. Assim, posso manter o padrão de qualidade desejado nas saídas.
Como em muitos processos, a temperatura de fusão tem um papel crítico no processo de extrusão, pois temperaturas muito baixas ou muito altas podem degradar significativamente a qualidade do produto final. Quando as temperaturas de fusão são definidas corretamente, o fluxo uniforme do material pode ser alcançado, reduzindo as chances de tensões internas, empenamento ou inconsistências de superfície. As propriedades do material e a aparência geral do produto sofrem quando as temperaturas de fusão são muito altas. Em contraste, baixas temperaturas podem resultar em fusão incompleta do material, levando a bloqueios e baixa homogeneidade. Permanecer dentro da faixa de temperatura de fusão recomendada melhora a consistência da qualidade do produto e a eficiência da produção.
A: Usando uma matriz, a extrusão transforma a matéria-prima em um formato específico. Isso é feito forçando material fundido ou sólido através de uma matriz em alta pressão, usando uma bomba de pistão ou parafuso. A indústria define a modelagem por extrusão como a formação de objetos forçando o material através de uma abertura com formato especial.
R: Uma das formas mais comuns de matéria-prima são os pellets, que são carregados no cilindro da extrusora e aquecidos até derreterem. Esse material fundido é então forçado através da matriz para formar a peça extrudada.
R: Existem vários tipos de técnicas de extrusão, incluindo extrusão a quente, a frio e morna. Cada uma tem parâmetros diferentes, como a temperatura da extrusão e o material usado.
A: Na extrusão, a forma é criada pelo material tendo que passar por uma matriz com uma forma específica. Neste ponto, o material esfria e retém a forma moldada da matriz.
R: Vários produtos, incluindo metais, polímeros, cerâmicas e alimentos, podem ser produzidos usando extrusão. Cada produto tem seus parâmetros de processo, que devem ser seguidos para resultados ótimos.
R: O cilindro extrusor é a parte do extrusor que contém um parafuso ou um aríete que move e comprime a matéria-prima. Ele também pré-aquece e derrete o material antes de ser forçado para fora da matriz para ser extrudado.
R: Extrusão de metal é um processo de fabricação pelo qual algum metal em sua forma bruta é empurrado através de uma matriz para produzir itens com uma seção transversal específica. Pode criar componentes uniformes e fortes, como canos, tubos e até mesmo outras peças estruturais.
A: A seção de medição do parafuso extrusor é responsável pelo controle do fluxo do material fundido para partes específicas do processo de extrusão. Ela permite a obtenção de distribuição de peças acima da matriz, o que é crítico na produção das melhores peças extrudadas.
R: Todos os inúmeros parâmetros definidos por uma máquina, como temperatura, pressão exercida, bem como a velocidade dos componentes da máquina e suas respectivas revoluções, são denominados parâmetros de processo. Esses parâmetros são responsáveis pela qualidade e proporções do item extrudado.
A: A aplicação de extrusão envolve a produção de formas complexas usando matrizes com diferentes formas transversais complexas para trabalho de detalhes. Devido à flexibilidade do processo de extrusão, peças com características de design detalhadas e múltiplas podem ser construídas.
1. “Otimização Numérica de Danos em Processos de Extrusão”
2. “Uma revisão da modelagem de processos para extrusão de polímeros”
3. Extrusão
4. Fornecedor líder de usinagem de extrusão de alumínio na China

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Existem dois métodos principais de fabricação para produzir protótipos de plástico que a maioria das pessoas considera úteis.
Saiba mais →
Como pessoa envolvida ou interessada no projeto e na produção de componentes plásticos,
Saiba mais →