

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Naarmate alles evolueerde, deed de wereld van precisiebewerking dat ook. Een bewerkingsproces dat ons in de loop der jaren enorm heeft geholpen, is abrasieve afwerking, die ons de oppervlakteafwerking en nauwkeurigheid geeft die we wensen voor onze complexe structuren. Of het nu gaat om lucht- en ruimtevaart, medische apparatuur of auto's, deze structuren zijn allemaal nauw met elkaar verbonden. De kennis en vaardigheden van MAF zouden deze complexe, intrigerende technische wereld enorm ten goede kunnen komen.
Dit artikel zal de basisprincipes van abrasieve magnetische afwerking uitleggen en verkennen. We zullen het proces en MAF-mechanismen Stride by Stride met zijn unieke kenmerken uiteenzetten. Daarnaast zullen we de voordelen bespreken die het uitbreidt naar moderne engineering en bewerking, zoals hogere oppervlaktekwaliteit, minder defecten en verbeterde algehele productiviteit. We zullen aanvullende praktische tips geven om u te helpen het hele proces te optimaliseren, met inbegrip van materiaalselecties, probleemoplossing en alles daartussenin. Aan het einde van dit bericht zult u begrijpen hoe het toepassen van MAF u zal helpen het vakmanschap en de vereisten van precisie-industrieën te verbeteren.
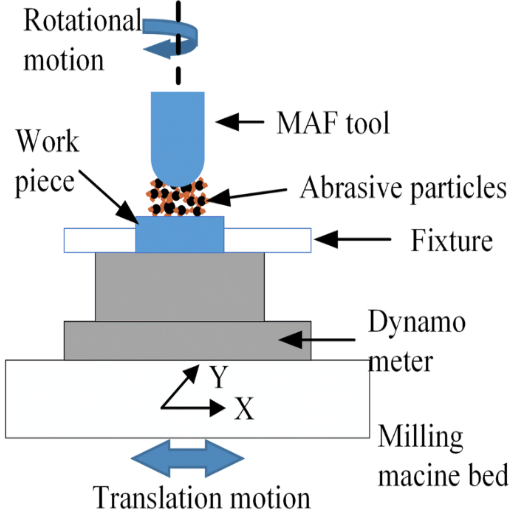
Door de voordelen van een magnetisch veld en schurende deeltjes te combineren, bereikt het MAF-proces een oppervlakteafwerking met ongekende precisie en glans. Een sterk magnetisch veld genereert een flexibele magnetische schuurborstel, die helpt bij het polijsten van het werkstuk met veel aandacht voor detail. Deze moderne techniek is het meest geschikt voor het polijsten van interne oppervlakken, complexe vormen en andere ingewikkelde kenmerken die moeilijk toegankelijk zijn. MAF wordt het meest gebruikt in de lucht- en ruimtevaart, medische apparatuur en automobielindustrie, waar ultrafijne oppervlakteafwerking verplicht is vanwege het vermogen om consistent en hoogwaardig werk te produceren.
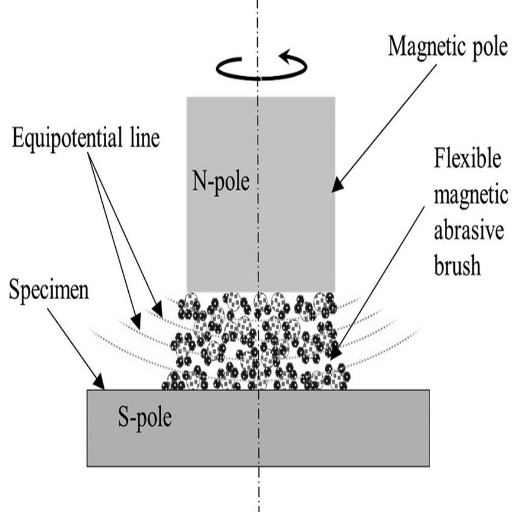
Zoals bij andere MAF-procedures combineert het schurende component het magnetische veld, schurende deeltjes en het werkstuk. Door een magnetisch veld toe te passen, worden magnetische deeltjes samengevoegd tot een flexibele schurende borstel. Deze borstel kan een gecontroleerde hoeveelheid kracht op het oppervlak van het werkstuk uitoefenen, waardoor de schurende deeltjes een fijne laag materiaal kunnen polijsten en verwijderen om oppervlakken met hoge precisie te produceren.
Overzicht van de belangrijkste technische parameters:
Magnetische veldsterkte (H): Geopend van 0.2 tot 1.5 Tesla, waarmee de stijfheid en prestaties van de schuurborstel worden geregeld.
Grootte van de schuurdeeltjes: ligt meestal tussen 1 en 50 micron en bepaalt de mate van het haalbare oppervlakteafwerkingsniveau.
Werkstuksnelheid: Afhankelijk van het gewenste materiaaltype en de mate van nauwkeurigheid, moet de rotatiesnelheid binnen het bereik van 50 tot 500 tpm worden gehouden.
De borsteldruk moet tussen de 2 en 6 N/cm² liggen om effectief te polijsten zonder het werkstuk te beschadigen.
Ruimte tussen gereedschap en werkstuk: De ideale ruimte tussen het gereedschap en het werkstuk bedraagt 0.5 tot 2 mm. Er moet voldoende afstand zijn voor wrijving, maar niet zo groot dat er onnodige slijtage ontstaat.
Door deze parameters terug te draaien, kunnen industrieën voldoen aan de oppervlakteafwerkingseisen en uitzonderlijke nauwkeurigheids- en kwaliteitsnormen tijdens MAF-processen.
De MAF (Magnetic Abrasive Finishing) gebruikt een uniek magnetisch veld om de materialen op een specifieke manier te schuren terwijl de deeltjes in de procedure werken. Zachte materialen, ingewikkelde vormen en kwetsbare componenten kunnen ideaal worden geschaald met behulp van het gegarandeerde afwerkingsveld en gerichte aandacht in het gedefinieerde werkgebied.
Zoals bekend, met een toename van het gefocuste magnetische fluxgebied en de intensiteit, stijgt de velddruk ook met de hoogte/het volume van de schurende deeltjes. De afwerkingskwaliteit is direct afhankelijk van de verhouding tussen de deeltjesfluxdichtheid en de drukhoogte. Voor de meeste materialen met een goede afwerking is een magnetische fluxdichtheidswaarde tussen 0.5 en 2 Tesla voldoende voor het polijsten en verwijderen van schaafwonden. Door de sterkte van het magnetische veld op een eenvoudige manier te beheren, kunt u de krachten van het werkstuk nauwkeurig regelen, wat zorgt voor consistente materiaalverwijdering met minimalisering van defecten.
Bovendien is een zachte flexed machining force voordelig in combinatie met het MAF-proces vanwege de interactie van het magnetische veld en schuurmiddelen. Dit is vooral van toepassing wanneer ingewikkelde vormen en zeer afgewerkte zachte of harde componenten geproduceerd moeten worden. Deze aanpassingen in de magnetische veldwaarden kunnen dus nauwere grenzen in de MAF-parameters definiëren.
Naar mijn mening wordt Magnetic Abrasive Machining (MAM) veel gebruikt in sectoren waar nauwkeurigheid en oppervlakteafwerking voltooiingen zijn noodzakelijk, zoals het polijsten van tandwielen, mallen en motoronderdelen die een oppervlakteafwerking op microniveau vereisen, samen met een hoge mate van precisie. MAM wordt ook toegepast bij het ontbramen en afschuinen, met name voor moeilijk te bewerken materialen zoals gehard staal en complexe legeringen.
Belangrijke technische parameters binnen MAM zijn de magnetische fluxdichtheid (meestal van 0.4 tot 1.2 Tesla), de grootte van de schurende deeltjes (meestal 20 tot 200 μm) en de bewerkingsopening beperkt van 0.5 tot 2 mm, afhankelijk van de componentgeometrie en de gewenste afwerking. Deze parameters moeten correct worden ingesteld om hoge materiaalverwijderingssnelheden, lage slijtage van het schurende materiaal en de benodigde ruwheidswaarde te bereiken, vaak gegeven in submicrometer (bijv. Ra ≤ 0.05 μm).
Deze methode is ongetwijfeld nauwkeurig en veelzijdig, waardoor deze even nuttig is in de lucht- en ruimtevaart-, automobiel- en medische apparatuurindustrie.
Bij MAF wordt het materiaal verwijderd door de schurende deeltjes in een flexibele magnetische borstel die gevormd worden door het toepassen van een magnetisch veld. De deeltjes hebben een bewegingsvector in een richting parallel aan het oppervlak van het werkstuk en voeren als zodanig micro-snij- en ploegbewerkingen uit. Met de bewerkingsdruk en de relatieve beweging van de borstel en het werkstuk wordt het materiaal verwijderd op een microscopische dimensie met grote nauwkeurigheid en oppervlakteafwerking. Factoren zoals de sterkte van het magnetische veld, het type schuurmiddelen en de bewerkingsomstandigheden voor MAF zijn primaire factoren die de efficiëntie en kwaliteit ervan beïnvloeden.
De afmetingen van de schurende deeltjes hebben een grote invloed op de Magnetic Abrasive Finishing (MAF)-prestaties. Zwaardere schuurmiddelen zijn effectiever in het verwijderen van materiaal omdat ze grotere snijkrachten toepassen. Een ruwere oppervlakteafwerking gaat hier vaak mee gepaard. Lichtere schuurmiddelen verwijderen daarentegen materiaal met een veel lagere snelheid, wat resulteert in fijnere oppervlakteafwerkingen vanwege hun verfijnde polijstacties.
Belangrijke parameters: afmetingen van de schurende deeltjes: 10 µm tot 300 µm
Materiaalverwijderingssnelheid (MRR): Zwaardere schuurmiddelen (150 µm – 300 µm): Grove afwerking, hogere MRR. Lichtere schuurmiddelen (10 µm – 50 µm): Ultrafijn polijsten, lagere MRR.
Doeloppervlakteruwheid (Ra):
Grotere deeltjes: Ra ~ 0.5 µm is haalbaar.
Kleinere deeltjes: Ra ~ 0.05 µm of beter is haalbaar.
De materiaalverwijderingssnelheid en de oppervlaktekwaliteit moeten in evenwicht zijn om aan specifieke vereisten te voldoen. Dit geldt ook bij het selecteren van de grootte van het schuurdeeltje. Het aanpassen van de deeltjesgrootte verbetert de bewerkingsnauwkeurigheid.
De dichtheid van magnetische flux is een kritische factor in de procesefficiëntie en productiviteit van magnetisch ondersteunde polijst- en bewerkingsbewerkingen. De magnetische veldsterkte van de polijst beïnvloedt de oriëntatie en distributie van de schurende deeltjes, wat direct van invloed is op de materiaalverwijderingssnelheid (MRR) en de oppervlaktekwaliteit.
Belangrijkste effecten en parameters:
Oppervlakteafwerkingskwaliteit:
Polijsten met een lage fluxdichtheid (< 0.1 T) resulteert in een slechtere uitlijning van de deeltjes, wat leidt tot een lagere MRR en significantere inconsistenties in het polijsten.
Een matige magnetische fluxdichtheid (0.1 T-0.3 T) zorgt voor een adequate glans, optimale materiaalverwijdering en minimale schade aan het oppervlak.
Een hoge pooldichtheid (> 0.3 T) zorgt doorgaans voor een betere controle over MRR en polijsten. Overmatig polijsten of extreme polijstkracht kan echter schade veroorzaken.
Gedrag van schurende deeltjes:
Een hogere fluxdichtheid verhoogt de magnetische kracht die beschikbaar is voor effectieve schuurdeeltjes, waardoor ze zich beter voorspelbaar gedragen tijdens het bewerken.
Een onjuiste fluxdichtheid kan het clustergedrag verslechteren, de snijwerking verminderen en de oppervlakteafwerking verbeteren.
Materiaalverwijderingspercentage (MRR):
De beste fluxdichtheidsniveaus binnen het bereik van 0.2 T – 0.4 T hebben de hoogste oppervlakteafwerkingsverhouding aangetoond (Ra < 0.05 µm).
Te weinig magnetische kracht leidt tot willekeurige materiaalverwijdering, waardoor niet de gewenste glans wordt bereikt.
Wanneer de magnetische fluxdichtheid voor een specifieke toepassing wordt gemaximaliseerd, worden de controle over de processen, productiviteit en bewerkingskwaliteit aanzienlijk verbeterd.
Zoals ik het zie, zijn procesparameters cruciaal bij het schatten van de efficiëntie van bewerkingsbewerkingen. Primaire factoren zoals magnetische fluxdichtheid, rotatiesnelheid, werkspleet en concentratie van schurende deeltjes hebben bijvoorbeeld allemaal een significante invloed op de materiaalkwaliteit en de snelheid van verwijdering ervan. Het is bijvoorbeeld essentieel om een specifieke magnetische fluxdichtheid binnen het bereik van 0.2 T - 0.4 T te handhaven voor een uniforme kracht tijdens het proces, en een bepaalde rotatiesnelheid (500-1500 rpm, afhankelijk van het materiaal en de toepassing) is gunstig voor krachtige verwijdering zonder schade.
Bovendien moet de werkopening ook nauwkeurig worden aangepast: smalle niveaus rond 1 mm en 5 mm zijn standaard om het magnetische veld en de oppervlakte-interactie te stabiliseren. De concentratie van schurende deeltjes uitgedrukt in het slurryvolume (10%—20%) kan de afwerkingskwaliteit en operationele tijd aanzienlijk beïnvloeden. Nauwkeurige aanpassing van procesparameters zal leiden tot maximale efficiëntie, materiaalreductie en hoogwaardige output voor meerdere use cases.

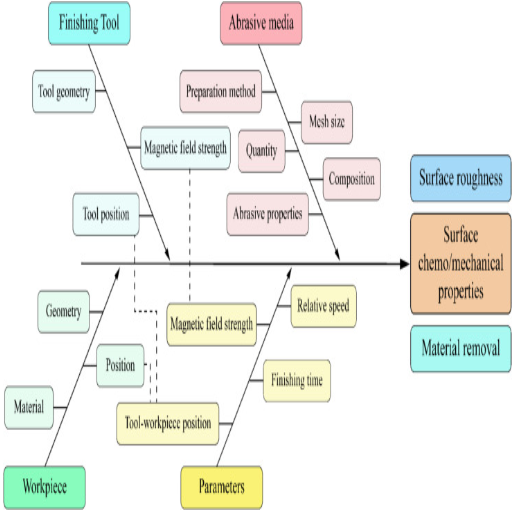
De integrale componenten van Magnetic Abrasive Finishing (MAF) processen zijn de magnetische veldsterkte, het type en de afmetingen van de schuurkorrels, de schuurmiddelconcentratie van de slurry en de beweging van het werkstuk rond de magnetische pool. De veldsterkte heeft direct invloed op de kracht van het schuurmiddel, wat vervolgens de snelheid van materiaalverwijdering en oppervlaktekwaliteit regelt. De grootte, aard en concentratie van het schuurmiddel in het poeder bepalen de nauwkeurigheid en ruwheid van het afgewerkte oppervlak, waarbij een hogere concentratie gladdere resultaten oplevert. Bovendien is de concentratie van schuurdeeltjes een kritische factor die, wanneer geoptimaliseerd, de tijd die wordt besteed aan afwerking kan verminderen en tegelijkertijd de efficiëntie kan verbeteren. Ten slotte bepalen de relatie en beweging tussen het werkstuk en de magnetische pool het contactoppervlak en de materiaalverwijdering, wat van invloed is op de beoogde doelstellingen.
Om de bewerkingstijd te verkorten en tegelijkertijd de kwaliteit van de oppervlakteafwerking te waarborgen, moeten de volgende parameters worden aangepast en verbeterd:
Grootte en type van schurende deeltjes
Gebruik fijnere schuurmiddelen (bijv. 1-5 µm) voor gladdere oppervlakteafwerkingen. Daarentegen, grovere schuurmiddelen (bijv. 10-30 µm) voldoende verwijdering bereiken tijdens het voorbewerken operaties.
Gebruik schuurmiddelen die geschikt zijn voor het werkstukmateriaal, zoals aluminiumoxide voor metalen of siliciumcarbide voor keramiek.
Concentratie van schurende deeltjes
De gewichtsconcentratie moet tussen de 10% en 30% liggen om maximale prestaties te behalen en tegelijkertijd ophoping en inefficiëntie te voorkomen.
Werkstukuitlijning en beweging van de magnetische pool
Het toerental moet worden ingesteld tussen 500 en 1500 RPM om aan de materiaalbehoeften te voldoen en onvolkomenheden te helpen verminderen.
Zorg voor een goede uitlijning, zodat er gelijkmatig kan worden geschuurd zonder dat er te veel contact ontstaat met het werkstuk.
Tijd nodig om het werk af te ronden
De procestijd moet worden vastgesteld op basis van de gewenste afwerking en het materiaal. Voor zachte metalen moeten precisieoppervlakken 5-15 minuten duren, en voor complexere oppervlakken tot 30 minuten.
Door deze parameters systematisch aan te passen, kunnen machinisten de nabewerkingstijd verkorten en toch voldoen aan de vereiste oppervlaktekwaliteit en precisie.
De werkopening, die de afstand tussen de machinetool en het te bewerken oppervlak definieert, is essentieel voor precisie en oppervlaktekwaliteit. Een juiste afstelling van de werkopening helpt contact met het oppervlak te behouden en minimaliseert fouten tijdens bewerkings- of afwerkingsprocessen. Hier zijn de belangrijkste opmerkingen, samen met technologische parameters om rekening mee te houden bij het instellen van de werkopening:
Materiaalsoort en dikte
Voor zachtere materialen zoals aluminium en messing is een werkspleet van 0.1-0.3 mm voldoende om schade te voorkomen zonder dat de functionaliteit in gevaar komt.
Stijvere materialen zoals staal en titanium vereisen altijd een kleinere werkspleet van ongeveer 0.05-0.1 mm om de nauwkeurigheid te behouden zonder onnodige slijtage.
Gereedschapskenmerken
Schuurgereedschappen en schijven met een fijnere korrelgrootte hebben een tussenruimte van ongeveer 0.02-0.08 mm nodig om een hogere nauwkeurigheid te garanderen.
Grovere gereedschappen hebben soepelere beperkingen. Omdat ze gericht zijn op het verwijderen van materiaal in plaats van delicate randen, kunnen openingen in het bereik van 0.1-0.2 mm worden gebruikt.
Machinesnelheid en belasting
Lagere rotatiesnelheden (1500-3000 RPM) maken het regelen van de werkspleet veel beter beheersbaar, ook al worden kleinere openingen voorgesteld als geschikter. Oververhitting kan te veel materiaalvervorming veroorzaken.
Bij lagere snelheden (500-1500 RPM) worden de openingen meestal iets groter ingesteld om de vereiste balans tussen kracht en precisie te creëren, vooral bij ingewikkelde details.
Op maat gemaakte aanpassingen voor bepaalde toepassingen
De spleet is micrometergevoelig voor precisiebewerking en moet daarom tijdens de bewerking voortdurend worden gecontroleerd.
De werkspleet kan minder nauw worden gemaakt, variërend van 0.2-0.5 mm, afhankelijk van de standtijd van het gereedschap en de snedediepte, om de standtijd van het gereedschap te verbeteren terwijl er aanzienlijke hoeveelheden materiaal worden verwijderd.
De werkopening kan worden aangepast op basis van materiaaleigenschappen, gereedschap en procesparameters om een bepaald niveau van geometrische nauwkeurigheid, oppervlakteruwheid en productiviteit te bereiken. Realtime tracking en frequente aanpassingen zijn nodig om consistentie te bereiken in verschillende toepassingen.
Om de vereisten voor de afwerkkracht te beoordelen, is mijn uitgangspunt om de materiaaleigenschappen, de gewenste afwerking en de gereedschapscapaciteiten in evenwicht te brengen. De typische afwerkkracht moet zo laag mogelijk zijn om gereedschapsslijtage of materiaalvervorming te minimaliseren en tegelijkertijd een redelijke afwerking te bieden. Belangrijke ontwerpvariabelen zijn onder meer:
Materiaalhardheid (HRC of Brinell): Een hogere hardheid verhoogt vaak de benodigde kracht licht, maar schadebeperking vereist precisie.
Voedingssnelheid (mm/omw): Lagere voedingssnelheden tijdens het nabewerken resulteren in minder oppervlakteruwheid.
Gereedschapsradius (mm): Een grotere radius zorgt voor een betere krachtverdeling en oppervlakteafwerking.
Spiltoerental (RPM): In de meeste gevallen komen hogere snelheden overeen met lagere krachten, hoewel dit afhankelijk is van het materiaal en het gereedschap.
Door deze parameters direct aan te passen en de resultaten bij te houden, zorg ik ervoor dat de afwerkkracht nuttig kan zijn zonder dat het gereedschap kapotgaat of het materiaal beschadigd raakt.
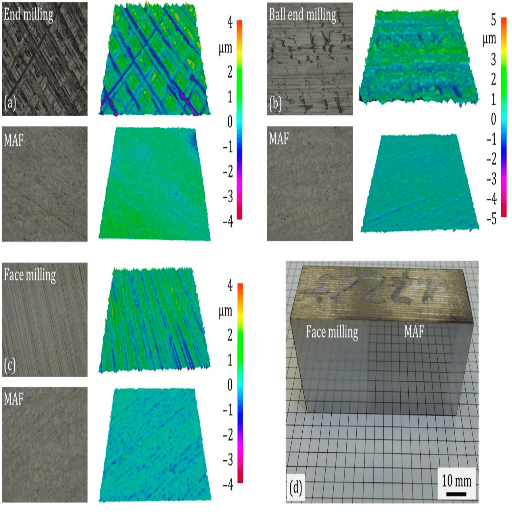
MAF vertrouwt op de werking van zowel magnetische krachten als schurende deeltjes om oppervlakte afwerking verbeteren. Schurende deeltjes worden naar specifieke zones geleid met een proportionele micro-niveau materiaalverwijderingskap, bereikt door een magnetisch veld met grote precisie te regelen. Als resultaat wordt het oppervlak gladder door het verwijderen van onregelmatigheden, krassen of restspanningen. Bovendien wordt een hoogwaardige uniforme afwerking op complexe geometrieën met minimale thermische of mechanische schade gegarandeerd tijdens MAF.
Parameters zoals Ra (rekenkundige gemiddelde ruwheid), Rz (gemiddelde piek-tot-dalhoogte) en Rt (totale hoogte van het ruwheidsprofiel) kwantificeren de oppervlakteruwheid na afwerking. Deze parameters bieden een grondige analyse van de oppervlaktekwaliteit en -textuur.
Ra (Arithmetic Mean Roughness) meet de afwijking van het oppervlakteprofiel van de gemiddelde lijn en de gemiddelde waarde ervan. Typische Ra-waarden na MAF variëren met het materiaal en de afwerkingstijd, variërend van 0.02 tot 0.1 µm.
Rz (Mean Peak-to-Valley Height) meet het hoogteverschil tussen de hoogste pieken en laagste dalen in een bemonsteringslengte. Oppervlakken hebben na afwerking een Rz-waarde van 0.1 tot 1.0 µm, wat een aanzienlijke verbetering is ten opzichte van de waarden vóór afwerking.
RTag (Total Height of the Roughness Profile) geeft de verticale ruwheid van een oppervlak weer en helpt de vlakheid ervan te meten. Na het afronden dalen de Rt-metingen doorgaans dramatisch, wat aangeeft dat het oppervlak gladder is.
Moderne meettechnieken, zoals optische profielmeters of contactsonde-apparaten, maken het mogelijk deze waarden betrouwbaar te meten en garanderen zo dat de vereiste oppervlaktekwaliteit aan de vereiste normen voldoet.
Op basis van mijn onderzoek is de efficiëntie van afwerkingsprocessen sterk afhankelijk van de toepassingsvereisten en het betreffende materiaal. Slijpen, polijsten en lappen hebben allemaal hun sterke punten. Slijpen is bijvoorbeeld het beste voor onregelmatigheden groter dan Rz 1.0, vaak variërend van 1.0 tot 10 µm, en wordt verder verfijnd bij het polijsten. Polijsten verlaagt de waarde van Rz tot 0.1 tot 1.0 µm, wat optimaal is voor optica en medische instrumenten. Lappen bereikt uitzonderlijk lage waarden van ruwheid, die lager zijn dan 0.1 µm en is daarom geschikt voor precisie-instrumenten en spiegels.
Voor het evalueren van deze processen is het nodig om rekening te houden met verschillende essentiële parameters, zoals Ra voor gemiddelde ruwheid, Rz voor de hoogte van de pieken van het profiel en Rt voor de totale hoogte van het ruwheidsprofiel. Deze waarden moeten overeenkomen met de beoogde toepassing en toepasselijke technische toleranties voor beoordeling.
De afgelopen jaren heeft Magnetic Abrasive Finishing (MAF) talloze innovaties ondergaan die het effectiever, nauwkeuriger en veelzijdiger hebben gemaakt. Deze ontwikkelingen omvatten de toepassing van slimme schuurmiddelen, zoals samengestelde magnetische deeltjes geïntegreerd met hightechmaterialen, die de oppervlakteafwerking en de materiaalverwijderingssnelheid verbeteren. Bovendien is een adaptief controlesysteem met AI en realtime monitoring geïmplementeerd om het magnetische veld en de schuuractie tijdens het proces aan te passen om de efficiëntie te verbeteren. Andere methoden, zoals ultrasoon of elektrochemisch bewerken, worden gehybridiseerd met MAF om ultraprecieze afwerking te bereiken op complexe vormen en moeilijk bereikbare locaties. Als gevolg van deze ontwikkelingen heeft MAF aanzienlijke toepassing gekregen in de lucht- en ruimtevaart, biomedische en elektronica-industrie.
Ultrasonic-assisted Magnetic Abrasive Finishing (UAMAF) verbetert het conventionele MAF-proces door ultrasone trillingen toe te voegen en hoogfrequente trillingen te integreren. Dit resulteert in een drastischer oppervlakteafwerking en verbetering van de materiaalverwijderingssnelheid. Bovendien draagt de trillingsenergie bij aan de gelijkmatige verdeling van de schurende deeltjes, waardoor de beperkingen van het magnetische veld worden overwonnen en de afwerking van ingewikkelde geometrieën wordt verbeterd.
Belangrijkste voordelen:
Enhanced Material Removal Rate (MRR): De ultrasone vibratie helpt de schurende deeltjes om meer schurende actie te bereiken, wat resulteert in nog snellere verwerkingstijden. En het beste van alles is dat het precisieniveau behouden blijft.
Verbeterde oppervlakteafwerking: Afhankelijk van het materiaal en het gebruik ligt de oppervlakteafwerking tussen 0.02 µm en 0.1 µm Ra.
Uniforme schuurwerking: Door ultrasone trillingen toe te passen, wordt het risico op differentiële slijtage geminimaliseerd en wordt een betere uniformiteit over het gehele werkstuk bereikt.
Bredere reikwijdte: UAMAF is het meest geschikt voor uitdagendere materialen en complexe kenmerken op gebogen of microgeometrische oppervlakken.
Technische eigenschappen:
Ultrasone trillingsfrequentie: Over het algemeen tussen 20 kHz en 40 kHz. Consistente trillingen met hoge energie worden geproduceerd in dit frequentiebereik.
Amplitude: De optimale waarden liggen tussen 10 µm en 30 µm om een adequate energieoverdracht naar de schurende deeltjes te garanderen.
Magnetische veldsterkte: De variabele wordt ingesteld tussen 0.2 en 0.4 Tesla over de hardheid van het materiaal en de geometrie ervan.
Schuurmiddeltype: Meestal worden magnetische schuurmiddelen met een korreldikte van 20 μm tot 50 μm gebruikt, die aan de korrelsoort zijn gebonden.
Verwerkingsafstand: Voor een goede prestatie wordt een afstand van 0.5 mm tot 2 mm aanbevolen vanaf de magnetische pool waarop het werkstuk zich bevindt.
Werkstukmateriaal: Materialen geclassificeerd als roestvrij staal (AISI 304/316), titaniumlegeringen en aluminiummatrixcomposieten zijn toegestaan.
UAMAF maakt de afwerkingskwaliteit mogelijk die vereist is door moderne productie door gebruik te maken van de synergetische effecten van ultrasone trillingen en magnetische krachten. De flexibiliteit en precisie zijn vooral nuttig in de lucht- en ruimtevaart, biomedische en elektronische industrieën, wat het een opmerkelijke innovatie maakt.
Hoge efficiëntie: Gelijktijdige afwerking van beide zijden van het werkstuk verhoogt moeiteloos de productiviteit en maximaliseert de kwaliteit van het blootgestelde oppervlak. Deze techniek is zeer geschikt voor massaproductie en zeer nauwkeurige technische bewerkingen.
Verbeterde oppervlaktekwaliteit: Ultragladde afwerkingen met oppervlakteruwheidswaarden zo laag als 0.02 µm worden bereikt met nauwkeurige controle van de magnetische velden en abrasieve distributie. Dit is perfect voor de meest veeleisende toepassingen met betrekking tot oppervlaktetoleranties.
Uniforme materiaalverwijdering: De verwijdering van materialen is homogeen, zelfs bij complexe geometrieën, dankzij uniforme magnetische velden. Dit komt door de constante druk die op alle contactoppervlakken wordt uitgeoefend.
Veelzijdigheid in materialen: het is geschikt voor gebruik in componenten voor de lucht- en ruimtevaart, de medische sector en elektronica. Het is compatibel met een breed scala aan materialen, zoals roestvrij staal, titaniumlegeringen en moeilijk te bewerken composieten. Hierdoor is het ideaal voor deze sectoren.
Minder thermische schade: Door het gebruik van minder efficiënte middelen om warmte te genereren, wordt het werkstukmateriaal niet thermisch vervormd of verzwakt en wordt thermische schade vermeden.
Aanpasbaarheid: Parameters zoals een magnetische veldsterkte van 0.2-0.5 Tesla, een schuurtype met korrelgroottes van 20-50 micrometer of een verwerkingsopening van 0.5-2.0 millimeter kunnen worden aangepast aan het materiaaltype en de specifieke toepassingsvereisten.
Milieuvriendelijk: Hierbij worden schadelijke chemicaliën vermeden. Dit maakt het een duurzame en milieuvriendelijke productiemethode, in tegenstelling tot processen met een chemische afwerking.
Double Disk Magnetic Abrasive Finishing biedt ongeëvenaarde nauwkeurigheid en betrouwbaarheid in verschillende sectoren, waardoor het een voorkeursoptie is voor de precisietechnieksector.
Integratie van machinegereedschappen met Magnetic Abrasive Finishing (MAF) omvat de hoogste mechanische en operationele verfijningen. Integratie van de machinegereedschappen en het MAF-subsysteem is het meest uitdagende onderdeel, omdat hun interface sterk afhankelijk is van de spindelsnelheid, invoer en oscillatiesnelheden van de apparatuur die werken op de ingestelde MAF-parameters.
Belangrijkste technische parameters voor integratie:
Spilsnelheid: varieert van 1,000 tot 3,000 tpm, afhankelijk van het materiaal van het werkstuk en de gewenste afwerking.
Voedingssnelheid: van 5 tot 50 mm/min. Hiermee kunt u de materiaaluitputting regelen en tegelijkertijd een perfecte oppervlakteafwerking garanderen.
Magnetische veldsterkte: 0.2-0.5 Tesla. Maakt controle over schurende deeltjes mogelijk.
Grootte van de schuurdeeltjes: Over het algemeen tussen 20 µm en 50 µm, afhankelijk van de vereisten voor de oppervlakteruwheid.
De besturingslogica van de machine moet dat bereik nauwkeurig kunnen programmeren. Het toevoegen van een programmeerbare besturingseenheid (CNC of PLC) vergemakkelijkt ook nauwkeurige afstemming en garandeert herhaalbaarheid. Door al deze componenten te coördineren, wordt MAF efficiënter en nauwkeuriger, terwijl de bewerkingskwaliteit wordt verbeterd.
Toonaangevende leverancier van CNC-metaalbewerking in China
A: Het Magnetic Abrasive Finishing (MAF) proces polijst en verfijnt oppervlakken met behulp van magnetische schuurdeeltjes en een magnetisch veld. Het is gunstig voor het bereiken van hoogwaardige afwerkingen op complexe geometrieën.
A: Er wordt een magnetisch veld toegepast om magnetische schuurdeeltjes uit te lijnen en te controleren in het magnetische schuurfinishingproces. Dit door een magnetisch veld ondersteunde mechanisme verbetert het contact tussen de schuurdeeltjes en het oppervlak van het werkstuk, waardoor de finisheigenschappen worden verbeterd.
A: Het gebruik van Magnetic Abrasive Finishing biedt voordelen zoals het afwerken van complexe geometrieën, het bereiken van hoge precisie en het verminderen van oppervlakteruwheid. Het is ook een contactloos proces, wat het risico op oppervlakteschade minimaliseert.
A: Magnetic Abrasive Finishing kan worden aangepast voor interne afwerkingstoepassingen. Het interne magnetische abrasieve afwerkingsproces werkt bijvoorbeeld effectief de binnenoppervlakken van buizen en andere holle structuren af.
A: Het Magnetic Abrasive Finishing-proces is veelzijdig en kan een fijne oppervlakteafwerking op verschillende materialen bereiken, waaronder geharde staalsoorten zoals AISI 52100 en andere metalen en legeringen.
A: Een wisselend magnetisch veld kan het Magnetic Abrasive Finishing-proces verbeteren door periodiek de oriëntatie en concentratie van de schuurdeeltjes te veranderen, wat leidt tot een gelijkmatigere en efficiëntere oppervlakteafwerking.
A: Het Journal of Materials Processing Technology publiceert onderzoek en studies over geavanceerde productietechnologie, waaronder het Magnetic Abrasive Finishing-proces. Het is een waardevolle bron voor het begrijpen van de nieuwste ontwikkelingen en toepassingen op dit gebied.
A: Studies hebben magnetische abrasieve afwerking onderzocht voor de precieze afwerking van capillaire buizen. Dit proces zorgt voor gladheid en uniformiteit van de binnenoppervlakken, wat cruciaal is voor toepassingen die een hoge precisie vereisen.
A: Magnetic Abrasive Finishing staat bekend om het bereiken van uitstekende afwerkingseigenschappen, waaronder verminderde oppervlakteruwheid en verbeterde oppervlakte-integriteit. Het zorgt voor gecontroleerde materiaalverwijdering, wat resulteert in een oppervlakteafwerking van hoge kwaliteit.

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →