

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Nauwkeurigheid bereiken in plaatwerk buigen is een fundamentele vorm van metaalbewerking die een significante invloed heeft op de kwaliteit en het gebruik van het eindproduct. Een belangrijke factor in dit proces is de buigradius die de integriteit van het materiaal, de sterkte van de structuur en de algehele nauwkeurigheid van het ontwerp beïnvloedt, met name wat betreft de interne buigradius. Of u nu een professional of een beginner bent, het kennen van de minimale buigradius voor verschillende parameters is belangrijk bij het ontwerpen van onderdelen en het monteren van structuren. Deze gids verdiept zich in de concepten van een buigradius van plaatmetaal, bespreekt de betekenis ervan, de fysica ervan en hoe u deze met precisie kunt bereiken. Aan het einde begrijpt u de basisprincipes van het optimaliseren van uw buigmethoden om bij elke gelegenheid succesvolle resultaten te garanderen.

De radius van een bocht op een stuk plaatmetaal wordt de plaatmetaal buigradius genoemd. Het is van cruciaal belang bij productieautomatisering, omdat het de sterkte, het uiterlijk en de bruikbaarheid van het eindproduct beïnvloedt. Als de buigradius correct wordt gebruikt, is het onwaarschijnlijk dat er scheuren, materiaalvervorming of structurele zwakte optreden. Het garandeert ook dat het onderdeel voldoet aan de ontwerpvereisten en goed functioneert in de beoogde toepassing. Om consistente resultaten van hoge kwaliteit te behalen bij metaalbewerking, is het essentieel om de juiste buigradius te behouden.
Bij het buigen van metalen platen wordt de buigradius begrepen als de kleinste straal die kan worden bereikt door het metaal te buigen zonder het te beschadigen of het vatbaar te maken voor scheuren of verzwakking. De buigradius wordt beïnvloed door het type en de dikte van het metaal, de manier van buigen en het verwachte resultaat. Het voldoen aan de voorgestelde buigradius garandeert dat het materiaal zijn structurele integriteit verliest en voldoet aan de ontwerpkenmerken, daarom is het een belangrijke factor om te overwegen bij nauwkeurig en fijn fabricagewerk.
De materiaaleigenschappen en algehele sterkte van een afgewerkt onderdeel worden sterk beïnvloed door de buigradius. Te krappe buigradiussen vergroten de kans op spanningsconcentraties rond de bocht, wat kan leiden tot een materiaalfalen in de vorm van scheuren of breuken. Ter illustratie: 6061-T6 aluminiumlegeringen staan erom bekend gevoelig te zijn voor scherpe buigradiussen, wat kan resulteren in het overschrijden van de reklimieten. Als vuistregel stellen normen dat ductiele materialen een minimale binnenste buigradius moeten hebben van ten minste één punt vijf keer de dikte van het materiaal, terwijl minder ductiele metalen drie keer de dikte kunnen bereiken.
Bovendien kunnen ongunstige keuzes voor de buigradius ook de duurzaamheid en functionaliteit van het onderdeel veranderen door verdunning en materiaalvervorming rond de bocht. Onderzoek suggereert dat een afgeronde buigradius kan helpen materiaalvervorming te verbeteren door de spanning gelijkmatig te verspreiden. Staal heeft bijvoorbeeld een grotere treksterkte en presteert daarom beter in lastdragende toepassingen wanneer het wordt gebogen met een straal die gelijk is aan twee keer de dikte dan een nauwere straal.
De voorspelling van de spanningsconcentratie en de optimalisatie van de buigradius voor ingewikkelde contouren wordt geleverd door geavanceerde computersoftware, zoals eindige-elementenanalyse (FEA). Hiermee kan de ingenieur de effecten van verschillende radii op het materiaal berekenen en ontwerpwijzigingen doorvoeren die voldoen aan de technische criteria, en de levensduur van de componenten die worden vervaardigd, verbeteren.
De minimale buigradius heeft een aanzienlijke invloed op de structurele stevigheid, nauwkeurigheid en haalbaarheid van de productie van een product. plaatwerk onderdeel. Kleinere buigradii vergroten de kans op materiaalvervorming zoals scheuren en kreukels. Een voorbeeld hiervan is te vinden in metalen met een lage ductiliteit, zoals aluminiumlegeringen die veel brozer zijn dan staal en daarom een grotere buigradius nodig hebben om breuk te voorkomen.
Vanuit een ontwerpstandpunt heeft de straal van een bocht invloed op de metingen en de algehele hoekprecisie van het specifieke stuk. Een vooraf gedefinieerde buigstraal maakt het mogelijk om hoeken met uniformiteit te produceren, wat van het grootste belang is voor onderdelen die een nauwkeurige pasvorm vereisen, zoals in de automobiel- en lucht- en ruimtevaartbouw. Ook moet er rekening worden gehouden met veerkracht (de neiging van verbeterde materialen om terug te keren naar hun oorspronkelijke vorm), omdat dit de kans vergroot dat bochten minder nauwkeurig worden. Onderzoeken tonen aan dat bochten met een kleinere straal grote veerkracht hebben die moet worden gecompenseerd in het ontwerp en de productie, met name in het geval van bochten met een kleinere straal.
Praktisch gezien verbetert het kiezen van een geschikte buigradius de vermoeidheidsweerstand en het draagvermogen. Technische berekeningen tonen aan dat een grotere buigradius de spanningsconcentratie langs de buiglijn in een metalen component vermindert, waardoor het aantal cycli dat het onderdeel kan weerstaan, toeneemt. Grotere radii verhogen bijvoorbeeld de levensduur van plaatstalen chassis die worden gebruikt in zware machines die cyclisch worden belast.
Een kleinere radius verhoogt ook de gereedschapskosten omdat het metaal met meer kracht moet worden gebogen. Zowel de tijd die nodig is om het metalen onderdeel te produceren als de operationele kosten nemen toe. Een kosteneffectief ontwerp van een optimale buigradius moet zoveel mogelijk rekening houden met functionele vereisten.
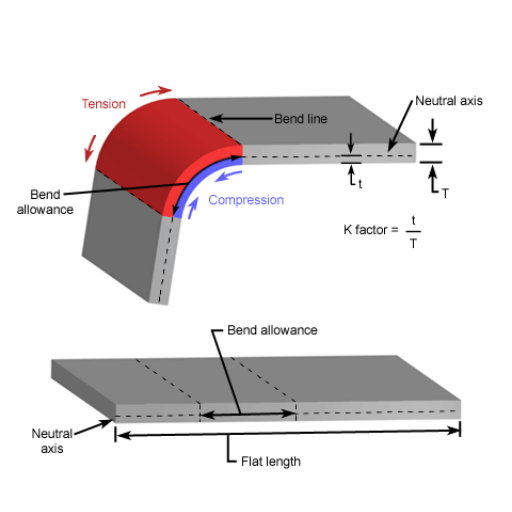
De minimale buigradius wordt sterk beïnvloed door de dikte van een materiaal en het type of de samenstelling ervan. Over het algemeen zijn dikkere materialen beter bestand tegen vervorming en vereisen daarom grotere buigradii. Dit gebeurt omdat de vezels van het materiaal aan de binnenkant van de buiging worden samengedrukt terwijl de vezels aan de buitenkant worden uitgerekt. Hoe dikker het materiaal is, hoe meer spanning er wordt ervaren. Metalen zoals staal en aluminium hebben bijvoorbeeld bij het buigen een doelradius tussen 1-3 keer de dikte van het materiaal, anders zijn scheuren en verzwakking onvermijdelijk.
Het type materiaal heeft ook een aanzienlijke impact op de minimale buigradius. Ductiele metalen zoals koper en aluminium bieden meer flexibiliteit dan hoogwaardig staal of titanium. Om deze reden kunnen zachtere metalen grotere vervormingen verdragen, terwijl hardere metalen breken. Er zijn ook industriële richtlijnen, vastgesteld door ASTIM en ISO, met betrekking tot voorgestelde buigradiussen voor specifieke materialen. Gegloeid aluminium vereist naar schatting een buigradius van 1 tot 2, terwijl hoogwaardig staal een radius van ongeveer 2.5 tot 3 nodig heeft.
Andere factoren zijn onder andere de temper- of warmtebehandelingsstatus van het materiaal, aangezien geharde materialen doorgaans minder ductiel zijn en grotere buigradii vereisen. Deze eigenschappen, evenals de resultaten van mechanische tests en werkelijke operationele behoeften, moeten door de fabrikanten en ontwerpers in acht worden genomen om de meest gunstige buigingen te bereiken met minimale schade aan het materiaal.
Referentietabellen voor buigradius zijn zeer nuttige platforms voor ingenieurs en fabrikanten bij het werken met plaatmetaal door een beginpunt of startpunt te bieden om de minimale buigradius voor verschillende materialen te berekenen. Deze tabellen houden normaal gesproken rekening met materiaaltype, dikte en hardheid, naast andere factoren. Aluminiumlegeringen 5052-H32 suggereren bijvoorbeeld een minimale buigradius van 1 keer de materiaaldikte. Ter vergelijking: sterkere en minder ductiele 6061-T6-legeringen hebben mogelijk 2 tot 3 keer de buigradius/dikteverhouding nodig, anders barsten ze.
Aanbevelingen voor buigradius voor koudgewalst staal liggen bijvoorbeeld meestal tussen 1 en 1.5 keer de II/T-verhouding voor verschillende kwaliteiten en temperingen, gezien het vermogen van het materiaal om zijn structuur buiten de buiging te behouden. Veel sterker en minder ductiel dan koolstofstaal, roestvrij staal kan nodig zijn grotere buigradii, meestal variërend tussen 1.5 tot 2.5 keer de II/T dikteverhouding. Koper en messing zijn daarentegen zeer ductiel en hebben minimale buigradii nodig die gelijk zijn aan of iets hoger zijn dan de dikte van buigzame materialen.
De selecties moeten worden afgestemd op de productiemethoden die betrekking hebben op matrijstype, gereedschap, buighoeken en andere relevante parameters. Ook is de toepassing van een buigradius die groter is dan de minimale straal die in de tabellen is gespecificeerd, nuttig voor het verbeteren van de duurzaamheid door restspanningen in het gebogen gebied te verminderen, waardoor de prestaties in de loop van de tijd in zware omgevingen worden verbeterd. Door deze aanpak te volgen, worden betrouwbare en herhaalbare buigingen gegarandeerd, die de structurele en functionele controles doorstaan.
Om de minimale buigradius te schatten op basis van materiaaleigenschappen, vindt u hieronder enkele belangrijke tips.
Als algemene regel geldt dat voor ductiele metalen de minimale buigradius gelijk is aan ten minste 1 keer de materiaaldikte en 2-3 keer voor de minder ductiele metalen. Om nauwkeurige getallen te krijgen, moet u de documentatie van de fabrikant of technische bronnen controleren.

Dergelijke regels moeten worden gecontroleerd aan de hand van de specifieke eigenschappen van een bepaald materiaal. Het is altijd zinvol om de leverancier of standaardbronnen binnen de markt van de gegeven industrie te raadplegen.
In vergelijking met aluminium of zacht staal is roestvrij staal aanzienlijk sterker, wat een grotere buigradius vereist. Voor roestvrij staal minimaliseert een buigradius van 2 tot 3 keer de materiaaldikte de kans op scheuren. Echter, meer kneedbare materialen, zoals aluminium, hebben over het algemeen minder strenge beperkingen en kunnen worden gebogen met een straal van 1 tot 2 keer de materiaaldikte. Zorg ervoor dat u materiaalspecifieke richtlijnen of aanbevelingen van leveranciers raadpleegt voor optimale buigpraktijken.
Uniformiteit, betrouwbaarheid en veiligheid worden in het eindproduct gehandhaafd door de industrienormen in plaatwerkontwerp te volgen. In mijn persoonlijke ervaring minimaliseert het volgen van deze regels de kans op fouten, beperkt het de verspilling van materialen en verzekert het de geschiktheid voor de productieprocessen. Het verbetert ook de samenwerking tussen de ontwerp- en productieafdelingen omdat deze normen een minimumniveau van verwachting en kwaliteit vaststellen. Dit culmineert in een vereenvoudigd en efficiënter productieproces terwijl kwaliteitsnormen op een kosteneffectievere manier worden bereikt.

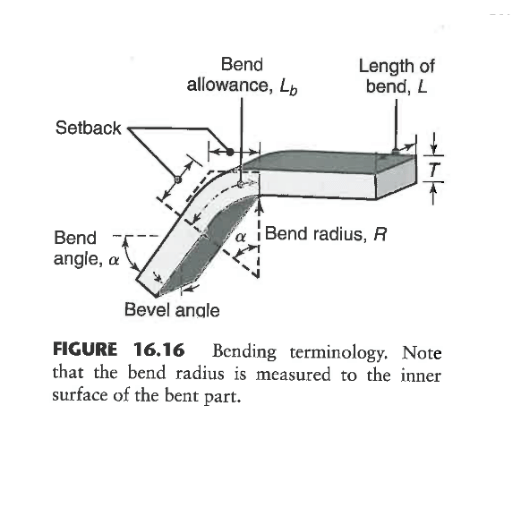
De straal van een bocht beïnvloedt zowel de flenslengte als de buigtolerantie van een plaatmetalen onderdeel. Een toename van de buigradius zou vereisen dat er extra materiaal gebruikt wordt om de bocht te voltooien, en dat zal bijgevolg de metingen van de buigtolerantie veranderen, wat het materiaal is dat gebruikt wordt in de kromming van de bocht. Op dezelfde manier wordt de flenslengte, wat het onderdeel is dat zich uitstrekt van de rand tot de bocht, beïnvloed door de straal omdat een grotere straal de vlakke lay-outdimensie van het onderdeel kan veranderen. Als alle eerder genoemde factoren gecontroleerd worden met de buigradius in acht genomen, zouden de afmetingen van het onderdeel nauwkeurig zijn en niet vervormd raken of falen tijdens het fabricageproces.
Studenten zullen verschillende strategieën en processen bekijken die bijdragen aan het bereiken van een balans tussen vorm, functie, maakbaarheid en vorm in elk plaatwerkontwerp. Men moet bijvoorbeeld rekening houden met het doel van het onderdeel en de kenmerken met zijn vorm, terwijl men ook rekening houdt met de productie-efficiëntie. Andere strategieën omvatten het elimineren van complexe geometrische vormen die moeilijk te fabriceren zijn, het gebruiken van materialen die voldoen aan de vereiste prestatie- en maakbaarheidsniveaus, en het overwegen van algemene toleranties samen met fabricagemogelijkheden. Samenwerking met de productieteams tijdens de ontwerpfase is cruciaal om mogelijke problemen in een vroeg stadium te identificeren om een kosteneffectieve productie te garanderen zonder de ontwerpkwaliteit of functionaliteit op te offeren.
Volg de materiaalrichtlijnen
Raadpleeg materiaalspecificaties om de minimale buigradius van het geselecteerde materiaal vast te stellen. Deze stap helpt scheuren of vervorming tijdens de buigfase te voorkomen.
Volg de industrienormen
Pas standaard industriële praktijken toe waar van toepassing. Bijvoorbeeld, een buiging van ten minste anderhalf keer de dikte van het materiaal is een algemene vuistregel voor veel metalen.
Houd rekening met variatie in dikte
Toegenomen dikte van sommige materialen betekent dat buigradii vergroot moeten worden om onnodige spanning of breuken te voorkomen. Vergroot altijd de buigradius in verhouding tot de dikte van het materiaal.
Controleer met simulatietools
Pas computersimulatie of eindige-elementenanalyse (FEA) toe om het spanningssysteem te onderzoeken en te controleren of de ontworpen buigstraal aan de prestatie-eisen voldoet.
Uniforme buigstralen toepassen
Om de productietijd en gereedschapskosten te verlagen, standaardiseert u de radii van alle buigingen binnen het onderdeel. Zorg ervoor dat de juiste buigkracht wordt toegepast voor elk materiaaltype.
Praat met de fabrikant
Werk samen met het fabricageteam om de ingestelde buigstralen te valideren ten opzichte van de beschikbare gereedschappen en apparatuur.

Elke kantbank bereikt de gewenste ontwerpkenmerken en specificaties voor een bepaald materiaal door gereedschapscombinaties te gebruiken die vooraf zijn ingesteld, bepaald en geprogrammeerd voor nauwkeurige en herhaalbare buigradii. Bij het selecteren van het juiste gereedschap wordt vaak rekening gehouden met de materiaaldikte, het materiaaltype en de opgegeven buighoek.
V-Die-gereedschappen
V-matrijzen zijn de meest geaccepteerde gereedschapsoptie vanwege hun relatief brede flexibiliteit voor het bedekken van verschillende materiaaldiktes. Meestal bepaalt de breedte van de V-opening de minimale buigradius die kan worden bereikt. Bij dunnere materialen zijn smallere V-matrijzenopeningen (bijv. 6 mm of 0.25 inch) die nauwere radii creëren, te verkiezen. Dikkere materialen worden daarentegen efficiënter verwerkt met bredere openingen (bijv. 25 mm of 1 inch).
Zwanenhals stoten
Doordat ze diepere bochten mogelijk maken zonder dat de ponsvorm in de weg zit, en ook de complexe geometrie van de ponsvorm, zijn zwanenhalsponsen uitzonderlijk efficiënt. Deze maken het mogelijk om scherpe bochten en nauwe radiussen eenvoudig te manipuleren in aluminium en zacht staal.
Radius-matrijzen
Radiusmatrijzen zijn effectief bij het uitvoeren van bochten met een consistente radius, terwijl ze ook scherp zijn. Dergelijke matrijzen zijn vaak toepasbaar voor kritische processen in de automobiel- en luchtvaartindustrie, waar de spanningsconcentratie moet worden verminderd. Een matrijs met een radius van 2 mm biedt een constante buigcontour voor platen van 3 mm met slechts 2 mm vervorming.
Roterende buiggereedschappen
Roterende buigmachines hebben een roterend matrijsmechanisme en bereiken buigingen zonder veel markering of vervorming van het oppervlak van het materiaal. Hun toepassingsgebied omvat verschillende radii en ze zijn ideaal voor delicate afwerkingen en gepolijste platen, waaronder, maar niet beperkt tot, roestvrij staal.
Verstelbare matrijzensets
Deze veelzijdige gereedschappen bereiken instelbare radii met één enkel gereedschap. Ze zijn specifiek voordelig voor productieruns met verschillende soorten buigingen, omdat ze de noodzaak voor gereedschapswisselingen minimaliseren.
Belangrijke overwegingen bij gereedschapsselectie
Materiaalsoort en dikte
Elk materiaaltype heeft een aanbevolen minimale buigradius om het risico op scheuren en vervorming te verminderen. Bijvoorbeeld, koudgewalst staal vereist een buigradius van gemiddeld 1 keer de dikte van het materiaal, terwijl aluminium hoger kan zijn dan 2 keer om breuken te voorkomen.
Tolerantievereisten
Nauwere toleranties kunnen meer eisen stellen aan het gereedschap dat uit meerdere stappen bestaat. Hierdoor zijn CNC-instelbare matrijzen essentieel voor consistente resultaten bij talloze buigingen.
Gereedschapsslijtage en onderhoud
Periodieke controle van kantpersgereedschappen is essentieel voor nauwkeurigheid, vooral als u rekening houdt met de minimale buigradius, aangezien optimale prestaties sterk worden beïnvloed. Niet-onderhouden gereedschappen zullen resulteren in meer afval en herbewerking vanwege toegenomen inconsistentie met buigradii.
Door integraal te kiezen voor gereedschap voor kantpersen, wordt niet alleen de precisie gegarandeerd, maar wordt ook de productie-efficiëntie verbeterd door de insteltijden en materiaalverplaatsingsproblemen te minimaliseren.
Zowel luchtbuigen als bodembuigen zijn veelgebruikte processen in de metaalbewerking. Elk van deze processen heeft zijn eigen specifieke voordelen, afhankelijk van de gewenste buigradius, materiaaldikte en nauwkeurigheidsvereisten.
Lucht buigen
Een van de meest flexibele processen is luchtbuigen en is een van de meest gebruikte processen in de maakindustrie, waarbij een pons een deel van het werkstukmateriaal in een matrijs drukt en, vanwege de terugvering, geen volledig contact tussen het werkstuk en de matrijs mogelijk maakt. Deze methode is handig om een breed spectrum aan buighoeken en radii te bereiken met dezelfde gereedschappen. Factoren, zoals matrijsopening, ponspenetratie, materiaaleigenschappen en andere parameters, moeten nauwlettend in de gaten worden gehouden om de gewenste radius te bereiken. De verwachte binnenradius voor luchtbuigen is in de meeste gevallen 16% tot 20% van de V-DIE-opening. Bijvoorbeeld, een werkstuk met een V-breedte van 1 inch heeft naar verwachting een binnenradius tussen 0.16 en 0.2 inch. Deze aanpak werkt goed voor lichtgewicht toepassingen en diverse materiaalsoorten, maar vereist mogelijk aanpassingen om rekening te houden met de variabiliteit in terugvering tussen materialen.
dieptepunt
Ook wel coining of bottom press fitting genoemd, bottoming is een methode waarbij het materiaal geleidelijk in een matrijs wordt gedrukt totdat er volledig contact is gemaakt, waardoor de buigradius wordt vergrendeld. Vergeleken met luchtbuigen heeft deze methode meer nauwkeurigheid en herhaalbaarheid, terwijl er ook minimale terugvering is. Een voordeel van bottoming is dat de binnenradius voornamelijk wordt bepaald door de ponsradius. Dit maakt het gemakkelijker om nauwere toleranties en kleinere buigradii te bereiken. Aan de andere kant vereist bottoming veel tonnage op het gereedschap en het kantperssysteem, wat leidt tot verhoogde slijtage en sterkere materialen vereist. Bijvoorbeeld, het bottomen van kleine radiusbuigingen op dikkere roestvrijstalen platen vereist vaak 2-3 keer de tonnage van luchtbuigen.
Factoren om te overwegen bij het kiezen van een techniek
Materiaaltype en dikte:
Capaciteit van gereedschap en apparatuur:
Kostenbeheerstrategie:
Luchtbuigen maakt snelheid en minder gereedschapswisselingen mogelijk, wat het voordelig maakt voor productieruns met een lager tot gemiddeld volume. Bottoming processing wordt het beste gebruikt wanneer nauwkeurigheid en precisie cruciaal zijn en de outputs zeer weinig variatie hebben.
Als een fabrikant de relatieve voordelen van een bodemoptie en luchtbuigen begrijpt, kan hij of zij zijn of haar buigprocessen optimaliseren met betrekking tot specifieke projectvereisten, bepalingen over precisie, materiaalefficiëntie en totale kosten.
Bij het meten en verifiëren van buigradii worden gespecialiseerde tools zoals radiusmeters, een digitale gradenboog en een CMM-machine geïntegreerd voor correcte en nauwkeurige metingen. Digitale gradenbogen kunnen hoeken met precisie meten, radiusmeters vergelijken de ingestelde radiusbochten met sjabloonbochten, terwijl CMM's gedetailleerde vierdimensionale verificatie van de buigafmetingen mogelijk maken. Elke tool wordt geselecteerd op basis van de nauwkeurigheidsbehoeften en -praktijken van het gegeven ontwerp.

Om consistente en nauwkeurige buigstralen te verkrijgen, moeten fabrikanten de basisprocedures volgen die in de onderstaande lijst worden beschreven.
Als deze stappen zorgvuldig worden uitgevoerd, kunnen fabrikanten een grotere nauwkeurigheid en betrouwbaarheid bereiken en tegelijkertijd de kans op fouten verkleinen.
Met behulp van deze strategieën kunnen productiebedrijven hun vermogen om onderdelen met consistente buigradiussen te produceren verbeteren, waardoor ze kunnen garanderen dat alle onderdelen voldoen aan de ontwerp- en kwaliteitsnormen.
Nauwkeurigheid van de buigradius vereist geavanceerde technologieën om tegelijkertijd de kwaliteit op hoog niveau te bewaken. In de onderstaande lijst worden enkele van de systemen die dit met hoge nauwkeurigheid doen, getoond.
3D laserscannen
3D-laserscanapparaten maken contactloze meting van kenmerken zoals buigprofielen mogelijk. Moderne systemen kunnen geometrische gegevens verkrijgen met een nauwkeurigheid van wel ±0.02 mm. Deze methode maakt het mogelijk om onderdelen te analyseren terwijl ze worden geproduceerd, zodat ze voldoen aan de ontwerpvereisten. Het is nuttig voor complexe toepassingen of toepassingen met nauwe toleranties.
Coördinaatmeetmachines (CMM's)
CMM's kunnen de radius van een bocht met een hoge mate van nauwkeurigheid meten. Veel systemen kunnen nauwkeurigheidsniveaus binnen microns bereiken. Dit zorgt ervoor dat de buigradius zo min mogelijk wordt verschoven. CMM's hebben ook de mogelijkheid om meetgegevens op te slaan, wat belangrijk is bij het vastleggen van de informatie voor traceerbaarheid, wat belangrijk is in de lucht- en ruimtevaart- en automobielsector.
Digitale profileringshulpmiddelen
Geavanceerde geïntegreerde systemen voor digitale profilering gebruiken laser- of visionsensoren om de buigradius langs een onderdeel in een paar seconden te meten. Deze tools, die de integratiefase versnellen, zijn vaak verbonden met CAD-systemen en ze maken directe vergelijking tussen de gemeten en theoretische waarden mogelijk. Dergelijke integraties helpen bij het stroomlijnen van het goedkeuringsproces.
Kracht-koppeldetectie tijdens productie
Onnauwkeurigheden die optreden tijdens het buigproces kunnen in realtime worden beoordeeld door kracht-koppelsensoren in de buigapparatuur te plaatsen. Veranderingen in de toegepaste kracht kunnen verband houden met problemen met de buigradius en daarom kunnen passende stappen worden ondernomen voordat een onderdeel naar de volgende productiefase gaat.
Statistische procescontrole (SPC)
Met SPC zijn buigradii in de loop van de tijd een van de vele datapunten die kunnen worden vastgelegd en geanalyseerd om te helpen bepalen of er actie moet worden ondernomen om geïdentificeerde trends te behouden. Met controlekaarten kunnen fabrikanten procesvariaties vastleggen en beperken die tot defecten kunnen leiden, waardoor afval wordt verminderd en processen betrouwbaar zijn.
Vergelijkende analyse met referentiemonsters
Fabrikanten kunnen eenvoudig controleren of productieonderdelen voldoen aan de eenvoudige referentiemonsters door gebruik te maken van draagbare meetsystemen die zijn ingesteld om de detectie van de afwijking ten opzichte van de meegeleverde buigradius van het monster te meten.
De nauwkeurigheid van het meten van de buigradius kan worden ondermijnd wanneer standaardmethoden worden gebruikt, maar deze geavanceerde methoden en apparaten werken samen om niet alleen de kwaliteit te garanderen, maar ook de efficiëntie te verbeteren en tegelijkertijd de kostenimpact als gevolg van herbewerking en materiaalverspilling te beperken.
Springback treedt op wanneer een materiaal zijn oorspronkelijke vorm weer aanneemt na het buigen, wat discrepanties veroorzaakt in de gewenste buigradius. Mechanische eigenschappen zoals vloeigrens en elasticiteitsmodulus hebben een grote invloed op dit effect. Zo vertonen legeringen met een hoge sterkte zoals roestvrij staal of titanium een grotere springback vergeleken met zachtere materialen zoals aluminium.
Om terugvering tegen te gaan, is nauwkeurig overbuigen ook effectief, waarbij het materiaal de kans krijgt om in de gewenste positie te bezinken met een tolerantie van de buiging die is ingesteld op een grotere hoek dan vereist. Finite element analysis (FEA)-tools zijn erg handig voor het schatten van het terugveringgedrag van verschillende materialen en het dienovereenkomstig optimaliseren van hun buigparameters.
Variaties in de materialen zoals oppervlaktelagen, dikte en chemische coatings zijn enkele van de factoren die het moeilijker maken om de gewenste buigradius te bereiken. Deze inconsistenties beïnvloeden het materiaalgedrag onder spanning en kunnen leiden tot ongewenste resultaten. Bijvoorbeeld, een variatie van ±5% in de dikte van het materiaal kan de nauwkeurigheid waarmee de buiging wordt bereikt, aanzienlijk beïnvloeden.
De problemen worden opgelost met geavanceerde productieoplossingen die gebruikmaken van realtime monitoringsystemen en adaptieve besturingstechnologieën die helpen bij het bepalen van de minimale buigradius bij het produceren van onderdelen. Buigbare onderdelen hebben ingebouwde sensoren die verschillen in materiaaleigenschappen herkennen en de toegepaste kracht automatisch aanpassen. Dit verbetert de nauwkeurigheid en vermindert fouten. Bovendien kunnen sommige voorbehandelingsprocessen zoals gloeien de materiaaleigenschappen uniformer maken, wat de variabiliteit vermindert en bijdraagt aan betere buigresultaten.
Deze benaderingen worden ondersteund door empirische gegevens die bevestigen dat adaptieve technologieën binnen geautomatiseerde omgevingen de buigherhaalbaarheid met 30% verbeteren in scenario's met een hoog productievolume. Fabrikanten passen voorspellende modellen effectief aan, waarbij rekening wordt gehouden met veerkracht en materiaalverschillen om een bepaald kwaliteitsniveau te bereiken en tegelijkertijd te voldoen aan de ontwerpvereisten.
Het buigen van dikke materialen, met name bij kleine radiussen, is een uitdaging. Deze uitdagingen omvatten het risico op scheuren in het materiaal, overmatige slijtage van de gereedschappen en onnauwkeurigheden in de afmetingen. Ze zijn allemaal het resultaat van de concentratie van spanning met verminderde flexibiliteit, wat vaak voorkomt bij dikke materialen tijdens het buigen.
Om deze uitdagingen op te lossen, zijn geavanceerde buigtechnieken zoals multi-step en rotary draw bending technieken nuttig gebleken. Multi-step vormen voorkomt scheuren door de integriteit van het materiaal te behouden terwijl de spanning over meerdere fasen wordt verdeeld; dus wordt de vervorming gecontroleerd door talrijke acties in meerdere stappen. Nauwkeurige controle van de positie van de drukmatrijs en de mandrel bij rotary draw bending vermindert de kans op vervormingsdefecten die ontstaan bij pogingen om strakke radii te vormen. Speciaal ontworpen mandrels die geschikt zijn voor dikke materialen kunnen bijvoorbeeld de ovaliteit met wel 40% verminderen in vergelijking met conventionele methoden.
Verdere verfijning van dikke profielen wordt geholpen door vooruitgang in materiaalkunde. Er zijn hoogwaardige legeringen en andere materialen ontwikkeld die een geoptimaliseerde ductiliteit bezitten in dikke materialen voor meer uitdagende toepassingen. Onderzoek suggereert dat het opleggen van bepaalde voorbehandelingsmethoden zoals warmtebehandeling of korrelverfijning de ductiliteit in dikke materialen met maximaal 25% heeft verbeterd. Hierdoor kunnen strakkere radii worden bereikt zonder dat dit ten koste gaat van de structurele integriteit.
Het opnemen van simulatiesoftware in de ontwerpfase helpt bij het voorspellen van het gedrag van materialen wanneer er krachten op worden uitgeoefend. Het helpt fabrikanten de beste buighoeken en gereedschapsontwerpen te bepalen die moeten worden geïmplementeerd voordat de daadwerkelijke productie begint, waardoor kostbare tijd wordt bespaard en kosten worden verlaagd. Onderzoeken geven aan dat het samenvoegen van simulaties met oefenruns de materiaalkosten met 15% kan verlagen, samen met het verlagen van het aantal vereiste aanpassingen aan productiegereedschappen.
Dankzij de toepassing van deze geavanceerde methoden en hulpmiddelen kunnen fabrikanten de problemen bij het buigen van kleine radiussen in dikke materialen effectief aanpakken. Zo garanderen ze superieure resultaten en voldoen ze aan uitdagende ontwerpspecificaties.
Bij het zoeken naar oplossingen voor problemen met de buigradius in moeilijke plaatmetalen onderdelen, kan een fabrikant te maken krijgen met verschillende uitdagingen, zoals scheuren, terugvering, verdunning van het materiaal en slijtage van de gereedschappen. Er moeten effectieve methoden voor mitigatie en probleemoplossing worden toegepast om de integriteit en functionaliteit van het eindproduct te beschermen.
1. Barsten tijdens het buigen
Barsten ontstaan wanneer de buigradius te klein is, en de ductiliteitslimieten van het materiaal overschrijdt. Onderzoek heeft aangetoond dat het vergroten van de buigradius tot een breedte van 1.5 keer de dikte van het materiaal de kans op barsten minimaliseert. Bovendien kan het toepassen van warmtebehandelingen om de ductiliteit te verbeteren of het kiezen van kwaliteitslegeringen met hogere percentages rek deze uitdaging aanzienlijk verminderen.
2. Springback beheren
Springback kan worden gedefinieerd als het herstel van de elastische eigenschappen van het materiaal na te zijn onderworpen aan buiging, wat een negatieve invloed heeft op de nauwkeurigheid van de uiteindelijke vorm. Hoogwaardige staalsoorten zijn als materialen vaak gevoeliger voor springback vanwege hun hogere vloeigrens. Als oplossing kunnen fabrikanten overbendingtechnieken integreren of CNC-kantperssystemen inbouwen die automatisch in realtime de veerkracht aanpassen. Gegevens tonen aan dat geavanceerde kantperssystemen met nauwkeurige besturingen de veerkrachtafwijking tot 20% kunnen verminderen. Dit maakt het mogelijk om de minimale radius voor alle buigingen te standaardiseren in plaats van alleen de gemiddelde waarde te voorspellen.
3. Vervorming en verdunning van materialen buiten de grenzen
Voor onderdelen met een lage rekcapaciteit kan oververdunning bijzonder problematisch zijn omdat het kan leiden tot een gebrek aan onderdeelintegriteit. Binnen simulatiesoftware evalueren FEA-tools de potentieel problematische gebieden van verdunning met precisie. Voor zowel buig- als verdunningsbewerkingen is een juiste verhouding van matrijsopening tot plaatdikte 6 tot 10 keer de materiaaldikte. Deze verhouding verbetert de verdeling van spanning op het materiaal tijdens het buigproces.
4. Compatibiliteit en slijtage van gereedschappen
Inconsistentie in gereedschap leidt tot defecte of inconsistente buigingen. Geavanceerde staalsoorten met hoge sterkte slijten de gereedschappen aanzienlijk en aanzienlijk vanwege hun hoge sterkte en dikte. De levensduur van het gereedschap kan met wel 30% worden verlengd door slijtvast materiaal te gebruiken, zoals met carbide gecoate gereedschappen. Bovendien wordt consistente buiging bereikt door de nauwkeurige uitlijning van gereedschap dat regelmatig wordt gecontroleerd met nauwkeurige meetinstrumenten.
Opkomende trends in probleemoplossing
Fabrikanten stappen over op digitaal gebaseerde oplossingen zoals realtime dataverzameling en adaptieve besturing om probleemoplossing efficiënter te maken. Buigapparatuur en machines kunnen bijvoorbeeld worden uitgerust met IoT-sensoren die spanning en vervorming tijdens de productie bewaken. Een reductie van defecten met 25% binnen de eerste productieruns kan worden bereikt door geproduceerde data te analyseren om aanpassingen te maken met behulp van de sensoren.
Door deze uitdagingen te herkennen en aan te pakken met de voorgestelde oplossingen, kunnen fabrikanten de beste resultaten behalen, zelfs bij de meest geavanceerde ontwerpen. Geavanceerde gereedschapsmethoden, geavanceerde procedures voor materiaalbehandeling en moderne technologieën dragen allemaal enorm bij aan het verhogen van de productiviteit en het verlagen van de kosten die gepaard gaan met lage buigradii op plaatmetalen componenten.
A: Buigradius is de straal van de boog van de buiging. In het domein van precisieplaatwerk is het altijd kritisch, omdat het de structurele integriteit, esthetiek en functionaliteit van het eindproduct beïnvloedt. De straal van een buiging bepaalt de minimale flenslengte, beïnvloedt de buigaftrek en regelt ook de sterkte van het gebogen gebied. Het kennen van de straal van een buiging is essentieel om plaatmetalen onderdelen nauwkeurig en op de juiste manier te ontwerpen zonder het risico te lopen dat het materiaal faalt.
A: Voor de meeste gevallen moet de minimale buigradius een bepaald aantal keer de dikte van het vel zijn. Voor de meeste materialen is de minimale binnenste buigradius doorgaans 1 tot 3 keer de dikte van het materiaal. Het hangt allemaal af van de specifieke materiaaleigenschappen, bijvoorbeeld ductiliteit en treksterkte. Er moet worden verwezen naar materiaalrichtlijnen of er moeten experimenten worden uitgevoerd om de juiste minimale buigradius voor een specifiek werkstuk te vinden.
A: Er zijn veel overwegingen belangrijk bij het selecteren van de ene waarde van de buigradius boven de andere: 1. Materiaaldikte en type 2. De hoek van de buiging 3. Materiaaleigenschappen: ductiliteit en treksterkte. 4. Beschikbaarheid van gereedschap 5. Esthetische overwegingen 6. Functionele overwegingen 7. Lengte van de flens 8. Tolerantie 9. Richting van de buiging 10. Capaciteiten van de werkplaats
A: De buigrichting is belangrijk voor het gebied met de minimale buigradius voor de buiging. Het buigen van plaatmetaal in de richting van de nerf (of rolrichting) vereist doorgaans een grotere buigradius dan het buigen dwars op de nerf. Dit komt doordat het materiaal in de regel niet zo ductiel is in de nerfrichting. Houd altijd rekening met de buigrichting bij het ontwerpen van de onderdelen die van plaatmetaal gemaakt moeten worden, zodat de gekozen radius goed werkt voor het materiaal en de richting van de buiging.
A: Een kleinere binnenradius dan normaal kan enkele problemen veroorzaken: 1. Barsten of breken van materialen 2. Grotere Springbank 3. Extra verdunning van het materiaal bij de bocht 4. Problemen met het consequent maken van bochten 5. De korte vermoeiingslevensduur van het onderdeel 6. Verhoogde spanningsconcentratie 7. Scherpe randen vormen een veiligheidsrisico Het compenseren van deze problemen door de minimale buigradiusspecificatie voor het materiaal te veel te gebruiken, helpt, maar wordt in feite niet aanbevolen.
A: Bij plaatwerk bepaalt de dikte van het materiaal de keuze van de buigradius. In de meeste gevallen is de kans groter dat dikkere materialen falen als de buigradius kleiner is dan vereist. De minimale buigradius wordt normaal gesproken gegeven in termen van de materiaaldikte, zoals 2T of 3T waarbij T de dikte is. Bovendien bepaalt de dikte de positie van de neutrale as bij het buigen, wat van invloed is op de buigaftrek en de nauwkeurigheid van het onderdeel in de buigbare staat.
A: Elke straal in de buiging van een plaat metaal moet in alle gevallen nauwkeurig worden gemeten. Veelvoorkomende hulpmiddelen en technieken zijn: 1. Radiusmeters of filletmeters 2. Coördinatenmeetmachines (CMM's) 3. Optische comparatoren 4. 3D-scanners 5. Profielprojectoren 6. Digitale schuifmaten met radiuspunten 7. Radiussjablonen 8. Visiesystemen met randdetectiesoftware Het gebruik van deze hulpmiddelen garandeert een betrouwbare meting van de binnenste buigradius om de nauwkeurigheid en consistentie te behouden die vereist zijn in moderne precisie plaatwerk fabricage.
A: Voor radius R en materiaaldikte T is de procedure om de minimale flenslengte te bepalen als volgt: 1. Houd rekening met de buigtolerantie (BA) 2. Neem gereedschapslimieten op zoals matrijsopening en ponsneusradius 3. Neem de vormgrijplengte op 4. Voeg indien nodig een trimtolerantie toe Terwijl het gereedschap wordt ingeschakeld, is de lengte van de flens statistisch gezien ten minste twee keer de materiaaldikte samen met de buigradius. Niettemin is het voor nauwkeurige aftrekkingen raadzaam om met de software te werken of de buigaftrektabellen te raadplegen.
1. Impact van de radius van het ponsprofiel en de plaatindeling op de veerkracht bij V-buiging van een dubbellaags plaat
2. Invloed van de ponsradius en de plaatdikte op de terugvering bij V-dye-buiging
3. Invloed van de ponsprofielradius op de terugvering bij V-buiging van transversaal gelaste, op maat gelaste platen
4. De impact van de ponsradius en de plaatdikte op de veerkracht bij V-buigen van hoogwaardig staal met FEA-simulatie
5. Toonaangevende leverancier van plaatwerkbewerkingsdiensten in China

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →