

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Het proces van het bewerken van polytetrafluorethyleen, of zoals veel mensen het kennen, Teflon, heeft unieke voordelen en moeilijkheden voor zowel ingenieurs als fabrikanten. De buitengewone chemische bestendigheid, lage wrijving en het brede bereik van de bedrijfstemperatuur maken het geschikt voor bijna elke toepassing. De zachte, gomachtige en visco-elastische eigenschappen van PTFE kunnen het bewerken echter uitdagend maken. Dit artikel is bedoeld om u de meest relevante overwegingen, strategieën en adviezen te bieden om PTFE succesvol te bewerken. Van hulp bij het optimaliseren van gereedschapskeuzes, het verbeteren van oppervlakteafwerkingen, het minimaliseren van veelvoorkomende problemen en precisie- en nauwkeurigheidsproblemen, dit artikel zorgt ervoor dat elk aspect van Teflonbewerking is bedekt.

Door met Teflon te werken, worden de volgende handelingen uitgevoerd om de nauwkeurigheid te verbeteren en de structurele integriteit te verbeteren, terwijl het bewerkingsproces wordt geoptimaliseerd.
Polytetrafluorethyleen (PTFE) is een door de mens gemaakt fluorpolymeer met uitstekende eigenschappen. Het is inert, wat betekent dat het geen chemische reactie heeft met corrosieve elementen; het is dus ideaal voor gebruik in zware chemische omstandigheden. PTFE heeft ook een zeer lage wrijvingscoëfficiënt, wat helpt in situaties waarin er sprake is van slijtage en smering. Bovendien heeft dit materiaal een zeer lage thermische duurzaamheid, dus hoge temperaturen hebben geen invloed op de stabiliteit. Het is ook een uitstekende isolator van elektriciteit. Vanwege deze eigenschappen wordt PTFE veel gebruikt in de lucht- en ruimtevaart, elektronica en medische techniek.
Tijdens het PTFE-proces moet men voorzichtig zijn bij het kiezen van een snijgereedschap, omdat de wrijving en zachtheid van Teflon de selectieoppervlakte gevoelig maken voor schade. Carbide- of snelstaal (HSS)-gereedschappen met scherpe snijkanten werken het beste. Ook produceren enkelpuntsfrezen of messen met rechte bladen schonere sneden. Lage snijsnelheden met gecontroleerde voedingssnelheden zijn ideaal voor het beheersen van de vervorming of het scheuren van het materiaal. Om de beste resultaten te bereiken, moet u het onderhoud en de uitlijning van het snijgereedschap vooraf wissen.
Smeer en koel het systeem zo grondig mogelijk met snijvloeistoffen of oliën om wrijving en warmteontwikkeling tijdens het bewerken te minimaliseren. Dit verbetert ook de slijtage van het gereedschap en de warmteafvoer. Gebruik scherpe en hoogwaardige gereedschappen om de soepelheid van de bewerkingen te verbeteren en slijtage aan de gereedschap-materiaalinterface te verminderen. Stel de snijsnelheid, voedingssnelheid en snijdiepte in om de gewenste bewerkingsdoelen te behalen zonder het gereedschap te oververhitten, terwijl voldoende materiaalextractie mogelijk is. Gebruik ten slotte snijgereedschapsmaterialen met een verbeterde thermische en mechanische slijtvastheid, samen met een betere materiaal- en coatingselectie.
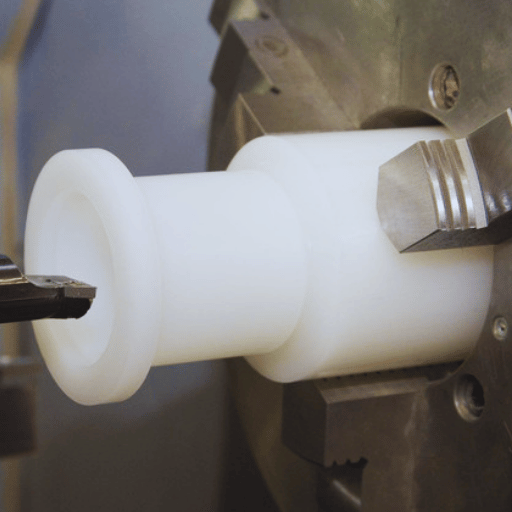
Vanwege het vermogen om complexe vormen te produceren, werkt CNC-frezen effectief om Teflon te bewerken. Scherpe hardmetalen gereedschappen moeten worden gebruikt om optimale resultaten te verkrijgen terwijl materiaalsneden met minimale vervorming worden bereikt. Vanwege de lage thermische geleidbaarheid van Teflon moeten gematigde snijsnelheden en verlaagde voedingssnelheden worden toegepast om oververhitting te voorkomen. De juiste klem- en bevestigingsmethoden moeten worden gebruikt om optimale stabiliteit te bereiken en werkstukbeweging tijdens het bewerken te voorkomen. Adequate toepassing van koelmiddel kan ook de hitte verminderen en tegelijkertijd de algehele oppervlakteafwerking verbeteren.
Het optimaal kiezen van de snijsnelheid voor Teflon (PTFE) is fundamenteel voor het verkrijgen van kwalitatieve bewerkingsresultaten. Vanwege de eigenschappen van PTFE, zoals een laag smeltpunt en hoge ductiliteit, moet er aandacht worden besteed aan de snijparameters. Als vuistregel geldt dat de optimale snijsnelheid voor PTFE tussen 200 en 400 oppervlaktevoet per minuut (SFM) ligt. Deze waarde is echter onderhevig aan verandering, afhankelijk van het gereedschapsmateriaal, de gereedschapsgeometrie en de specifieke omstandigheden van het machinewerk.
Grotere kans op oververhitting, vervorming of versmering van het materiaal maken passievere snijsnelheden vaak de voorkeur. Bovendien moet de voedingssnelheid gematigd zijn, meestal tussen 0.004 en 0.012 s IP, voor snijden met constante snelheid. Een niet-gecoate carbide of snelstaal tool moet scherp zijn om de wrijving met de Teflon onderdelen te verminderen en zo de nauwkeurigheid van de onderdelen te verbeteren.
Daarnaast is het minimaliseren van trillingen en koeling tijdens het bewerken net zo essentieel. Hoewel PTFE niet de neiging heeft om warmte op te bouwen, zal het gebruik van voldoende koelmiddel de afmetingen beter beheersen en de levensduur van het gereedschap verlengen. Door deze instructies te volgen en rekening te houden met de specificaties van de bewerkingsopstelling, wordt optimale snijsnelheid werken met PTFE betrouwbaar en productief.
De lage wrijvingseigenschappen van PTFE zorgen ervoor dat gereedschappen met hogere bewerkingssnelheden en voedingen kunnen werken, waardoor de materiaalverwijderingssnelheid toeneemt. Dit en de geminimaliseerde warmteontwikkeling leiden tot verbeterde oppervlakteafwerkingen en gereedschapslevensduur. Integendeel, zo'n lage weerstand vereist aanzienlijke precisie in de aanpassing van de voedingssnelheid om te voorkomen dat het snijgereedschap te weinig wordt ingeschakeld en dat de afmetingen onvoldoende worden gecontroleerd. Een geschikte balans binnen de grenzen van optimale snelheden en voedingen vergemakkelijkt het effectieve gebruik van de lage wrijvingseigenschappen van het materiaal en garandeert tegelijkertijd een goede bewerkingskwaliteit.
Naast het kiezen van de juiste snijsnelheden, vereist het bereiken van een nauwe tolerantie aandacht voor de materiaaleigenschappen, gereedschap en machine stijfheid. Onderzoek heeft aangetoond dat snijsnelheden direct van invloed zijn op thermische uitzetting, trillingen en gereedschapsafbuiging, die allemaal schadelijk kunnen zijn voor de maatnauwkeurigheid. De meeste studies suggereren dat het binnen de aanbevolen snelheidsbereiken blijven bij het werken met een specifiek materiaal de thermische vervorming met wel 15% kan verminderen, wat zorgt voor een nauwkeurigere bewerking.
Bijvoorbeeld, tijdens bewerkingen met hoge snelheid met aluminium, bieden snijsnelheden van 500-1,500 SFPM (oppervlaktevoet per minuut) het beste compromis tussen materiaalverwijderingssnelheden en precisie, terwijl trillingen worden geminimaliseerd. Voor stijvere materialen zoals titaniumlegeringen zijn lagere snelheden rond de 100-300 SFPM standaard om gereedschapsslijtage en thermisch geïnduceerde onnauwkeurigheden te voorkomen, met name wanneer Teflon wordt gebruikt. Een factor die nauwere toleranties mogelijk maakt, zijn geavanceerde bewerkingscentra, die beschikken over ultramoderne trillingsbewakingssystemen die realtime feedbackaanpassingen van snelheid en invoercontrole mogelijk maken.
De combinatie van goed gedefinieerde, gecontroleerde omgevingen, beschreven gereedschapsselectie en nauwkeurige snelheidsinstellingen maakt het mogelijk om de maattoleranties te realiseren die cruciaal zijn in de lucht- en ruimtevaart- en medische productie-industrie.
Door thermische uitzetting heeft PTFE de neiging om aanzienlijk uit te zetten, wat een negatief effect heeft op de dimensionale toleranties tijdens het bewerken. Bij stijgende temperaturen zet PTFE meer uit dan de meeste materialen, dus dit fenomeen moet worden beperkt in het ontwerp en de bewerking. Nauwkeurige toleranties kunnen worden bereikt als onderdelen zich stabiliseren bij een gecontroleerde kamertemperatuur vóór de laatste inspectie. Bovendien moeten zowel de onder- als bovengrens van het bedrijfstemperatuurbereik van het onderdeel in overweging worden genomen bij het bepalen van acceptabele toleranties, omdat de toepassingsomgeving ervoor zorgt dat de afmetingen van PTFE sterk veranderen vanwege thermische omstandigheden.

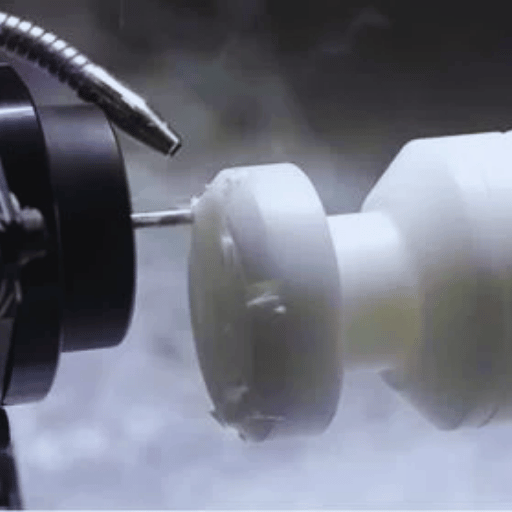
Boren in PTFE vereist andere benaderingen dan andere bewerkingstechnieken vanwege de zachte en niet-schurende aard ervan. Als zacht materiaal zal PTFE waarschijnlijk vervormen onder druk; daarom vereist efficiënt boren scherpe gereedschappen en lage invoersnelheden om onnauwkeurigheden en scheuren te voorkomen. Vergeleken met stijve materialen produceert PTFE ook lange, draderige spanen die efficiënt beheer vereisen om ervoor te zorgen dat het boren niet wordt verstoord. Koeling van PTFE heeft ook minder prioriteit omdat het een lage thermische geleidbaarheid heeft en niet veel warmte produceert tijdens het proces. Vergeleken met de meer schurende en complexere materialen, maken deze aspecten gereedschapsselectie en snelheidsaanpassingen nog belangrijker bij het boren in PTFE.
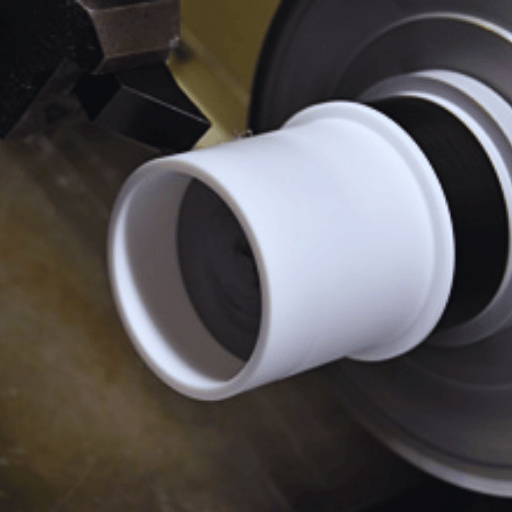
De optimale bewerkingsprocessen voor Teflon-onderdelen zijn afhankelijk van de vereiste nauwkeurigheid en geometrie. Een scherp, snel gereedschap met een lage snijsnelheid minimaliseert vervorming en zorgt voor schone oppervlakken tijdens draaibewerkingen. Frezen maakt het beste gebruik van snel frezen om gladde oppervlakken en nauwkeurige dimensionale kenmerken te produceren. Grof zagen kan worden gedaan, maar lasersnijden heeft de voorkeur voor dunne Teflon-platen met hoge nauwkeurigheid. Tappen die zijn ontworpen voor zachtere materialen voor het draadsnijden helpen schade aan de draden te verminderen. Voor alle bewerkingen zorgen lagere voedingssnelheden en de juiste scherpte voor betere resultaten terwijl intacte onderdelen behouden blijven.
Ik gebruik gespecialiseerde bewerkingsdiensten voor ingewikkelde PTFE-ontwerpen om nauwkeurigheid en kwaliteit te garanderen. Deze diensten beschikken over geavanceerde machines en kennis die specifiek is voor de zachtheid en lage wrijving van PTFE, waardoor deze processen geschikt zijn voor Teflon-componenten. Met specialisten die bekend zijn met de obstakels van het materiaal, kan ik complexe onderdeelvormen, nauwe toleranties en delicate oppervlakken realiseren, terwijl de robuustheid van de structuur behouden blijft. Deze methode is tijdsefficiënter, minimaliseert materiaalverspilling en garandeert dat het eindproduct volgens precieze vereisten wordt vervaardigd.
A: PTFE kan worden verwerkt met verschillende bewerkingen zoals CNC-bewerking, draaien, frezen en boren. Deze processen maken aanpassing en flexibiliteit mogelijk bij het bereiken van de vereiste eigenschappen van het PTFE-materiaal.
A: Enkele voordelen van het bewerken van Teflon zijn de lage wrijvingscoëfficiënt, de uitstekende chemische bestendigheid en het behoud van sterkte binnen een breed temperatuurbereik. Dergelijke verzorgende eigenschappen zijn erg nuttig bij het vervaardigen van ingewikkelde en specifieke Teflon-onderdelen.
A: De lage wrijvingscoëfficiënt in Teflon is gunstig bij het bewerken, omdat het gereedschapslijtage minimaliseert en leidt tot moeiteloze bewerking. Daarom is het het meest voordelig bij precisiebewerking, met name in toepassingen die een gemakkelijke slip en lage weerstand vereisen.
A: PTFE wordt als moeilijk te bewerken beschouwd vanwege de zachtheid, de neiging om te vervormen onder druk en thermische uitzetting. Deze factoren vereisen zorgvuldige aandacht voor bewerkingsomstandigheden en gereedschapsoverwegingen om PTFE-onderdelen succesvol te produceren.
A: CNC-bewerking is de meest geschikte optie omdat hiermee nauwkeurige, complexe uitsparingen uit PTFE-materialen kunnen worden gemaakt.
A: Eigenschappen van PTFE, zoals hoge thermische uitzetting, antiaanbaklaag en lage mechanische sterkte, beïnvloeden de bewerking aanzienlijk. Deze vereisen specifieke strategieën, zoals lagere snijsnelheden en scherpere gereedschappen, om het bewerkingsproces effectief uit te voeren.
A: CNC-bewerkingsdiensten verbeteren de output van PFTE-onderdelen door ervoor te zorgen dat nauwkeurige sneden herhaaldelijk en snel kunnen worden gemaakt. Het is ook mogelijk om complexe ontwerpen en strikte toleranties naast elkaar te laten werken, wat essentieel is voor PFTE-componenten.
A: Specifieke gereedschappen zoals snelstaal of hardmetaal moeten worden gebruikt en scherp worden gehouden om te voorkomen dat Teflon vervormt terwijl gladde afwerkingen worden gemaakt. Deze gereedschappen moeten ook op lagere snelheden worden bewerkt.
A: Standaard Teflon kan worden bewerkt met standaard bewerkingsapparatuur, maar er moeten wel enkele aanpassingen worden gedaan, zoals lagere invoersnelheden en -snelheden, om te voorkomen dat het materiaal wordt beschadigd.
A: Onderdelen van PTFE worden in industriële toepassingen veel gebruikt vanwege hun bestendigheid tegen chemicaliën, hun uitzonderlijke isolatie-eigenschappen, hun vermogen om te functioneren bij hoge en lage temperaturen, en nog veel meer.
1. “Een in-vitrostudie over de ‘Vergelijkende evaluatie van wrijvingsweerstand tussen verschillende soorten keramische brackets en roestvrijstalen brackets met met teflon gecoate roestvrijstalen en roestvrijstalen boogdraden’” door K. Bhat en anderen (2022) (Bhat et al., 2022)
2. “EEN ONDERZOEK NAAR OPPERVLAKTERUWHEID OP TEFLON MATERIAAL MET GEBRUIK VAN DE ANOVA-METHODE” door S. Ananthkumar et al. (2022) (Ananthkumar et al., 2022)
3. “Slijpprestaties met behulp van het MQL-proces: een vergelijking van een wielreinigingsstraal met een teflon- en aluminiumblokwielreiniging” door F. Ribeiro et al. (2020)Ribeiro et al., 2020, blz. 4415–4426)
4. Toonaangevende leverancier van PTFE CNC-bewerking in China

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →