

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Plasmasnijden wordt steeds populairder binnen de automobiel- en bouwsector als een voorkeursmethode voor nauwkeurig snijden. Met de snelgroeiende acceptatie lijkt er een kennishiaat te zijn met betrekking tot de praktische werking ervan - een integrale vraag is momenteel of plasmasnijden een wisselstroom (AC) of een gelijkstroom (DC) systeem gebruikt. Het is van cruciaal belang om dit te weten, omdat het de effectiviteit van de apparatuur, de functionaliteit en de kwaliteit van de snede beïnvloedt. Snijdingen die met plasma worden gemaakt, zijn efficiënt en deze gids beschrijft de basiscomponenten van plasmasnijden en hoe het stroomtype dit beïnvloedt, zodat u beter kunt begrijpen welke configuratie het beste aan uw behoeften voldoet. Zowel experts als technologie-enthousiastelingen zullen de informatie in dit instructieve stuk waarderen, omdat het de vaak verwaarloosde en niet goed begrepen plasmasnijstroomtypevraag behandelt - AC versus DC.
De proces van plasmasnijden omvat het gebruik van een toorts en een elektrische boog om geïoniseerd gas te verhitten en te snijden in metalen bij hoge temperaturen. Het gebruikt een combinatie van gas en elektriciteit waarbij gas wordt omgezet in plasma en een elektrische boog wordt gecreëerd die wordt gebruikt om metalen zoals staal, koper en aluminium te snijden. Het proces is zeer effectief in het behandelen van sneden met snelheid en precisie, samen met het vermogen om bijna elk metaal te snijden. Het proces kan een temperatuur bereiken van 30,000°F, wat leidt tot plasmaverhitting en het smelten van het materiaal. De hierboven genoemde voordelen en het gemak maken het wijdverbreid gebruikt in industriële toepassingen.
Plasmasnijden heeft veel voordelen, wat de populariteit ervan binnen de metaalverwerkende industrie verklaart. Ten eerste is plasmasnijden erg flexibel omdat het verschillende soorten metalen kan snijden – staal, roestvrij staal, aluminium, koper, etc. – die elektrisch geleidend zijn. Bovendien is plasmasnijden nauwkeurig, wat resulteert in schone sneden die vaak geen extra secundaire processen vereisen, wat tijd bespaart tijdens de hele productiecyclus. Dat laatste punt is ook waar omdat plasmasnijden wordt ondersteund door de CNC-systemen die zeer nauwkeurige en herhaalbare resultaten produceren bij grote projecten. Al deze factoren maken plasmasnijden een van de meest bruikbare processen in de industrie van vandaag.
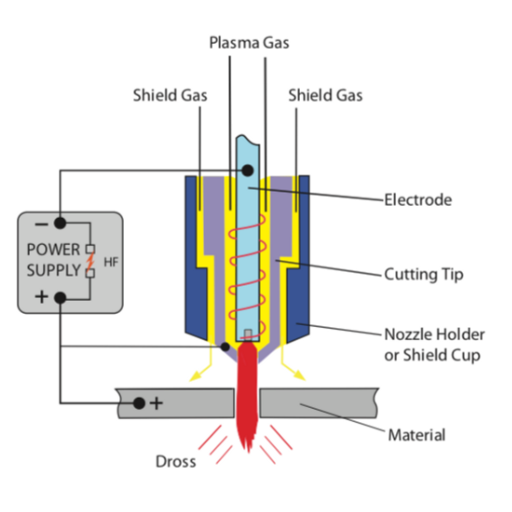
Om het snijden effectief en nauwkeurig te laten zijn, moet een plasmasnijsysteem uit verschillende onderdelen bestaan die samenhangend werken. Hieronder staan de primaire componenten met hun functies:
Laboratoriumvoedingen
De voeding verandert de wisselstroom (AC) in gelijkstroom (DC) en is plasmaboogklaar. AC-voedingen zijn modern en zeer efficiënt. Deze voedingen kunnen een constante stroom leveren, ongeacht de dikte of het type materiaal. Ze worden beoordeeld op hun uitgangsampère, waarbij sommige lager zijn dan 30A voor het snijden van dunne materialen en andere hoger dan 200A voor zwaar industrieel werk.
Plasma-toorts
Snijden met een plasmasysteem vereist een snijbrander. De hoofdplasmatoorts snijdt in het composietmateriaal van het werkstuk met behulp van de plasmaboog. Het heeft verschillende onderdelen die direct in contact komen met plasma: de elektrode en het mondstuk die een plasmastroom vormen. Duurzame en comfortabele snijbranders zijn geconstrueerd met een compartiment voor koelwater of lucht, en deze worden naar de handgebieden van de operator geleid.
Gastoevoersysteem
Het nauwkeurig snijden van plasma is afhankelijk van een continue gasstroom die gehandhaafd moet worden. De vier soorten samengeperste gassen die gebruikt kunnen worden zijn onder andere perslucht, stikstof, zuurstof en argon, waarbij de selectie afhankelijk is van het doelmateriaal en de snijkwaliteit. Zuurstof levert geweldige resultaten op bij het snijden van koolstofstaal, terwijl argon-waterstofmengsels de voorkeur hebben voor roestvrij staal en aluminium.
CNC-besturingssysteem
Talrijke geavanceerde plasmasnijsystemen maken geautomatiseerde functies mogelijk met precisieplasmasnijden onder CNC (Computer Numerical Control)-mogelijkheden. Het CNC-systeem ontvangt digitale ontwerpblauwdrukken en stuurt de toorts over een vooraf opgenomen werkpad met de juiste coördinaten gemarkeerd voor de snijkanten van de componenten. Wanneer CNC-automatisering wordt gebruikt, verhoogt het de efficiëntie van complexe of seriematige sneden bij plasmasnijtaken.
Koelunit
Voorkomen van oververhitting van de componenten en verbruiksartikelen worden beschermd met behulp van een koelsysteem. Er wordt verzekerd dat de plasmaboog de toorts en de voeding niet oververhit. Preventief gebruik van lucht- of watergekoelde systemen is een essentieel proces om de levensduur van verbruiksartikelen en apparatuur te verlengen.
Werkkabel en aardklem
Voor plasmasnijden is het nodig dat er een elektrisch circuit wordt opgezet met behulp van de werkkabel en de aardklem. De klem is ontworpen voor een veilige en betrouwbare verbinding met het werkstuk om een goede geleiding van elektrische stroom te garanderen.
Alle componenten zijn essentieel voor de werking en effectiviteit van een plasmasnijsysteem. Samen maken ze een zeer nauwkeurige bewerking mogelijk in een breed spectrum van industriële en fabricageactiviteiten.
Het type gas dat wordt gebruikt bij plasmasnijden heeft invloed op de precisie van het werk, evenals op de efficiëntie en de kwaliteit. Het gas heeft ook een grote impact op de snijsnelheid, randkwaliteit, stabiliteit van de geproduceerde boog en het te gebruiken materiaal. Plasmasnijden maakt gebruik van perslucht, zuurstof, stikstof, argonwaterstofmengsels en enkele andere gassen, die elk specifieke toepassingen hebben voor bewerkte onderdelen.
Stikstof
Voor roestvrij staal en aluminium leidt stikstofplasmasnijden tot hoogrenderende sneden met minder oxidatie in vergelijking met andere gassen. Voor toepassingen met hoge stroomsterktes die worden gevoed met roestvrij staal en aluminium van topkwaliteit, biedt stikstof uitzonderlijke boogstabiliteit samen met superschone randen.
Perslucht
Perslucht is zeer veelzijdig omdat het gebruikt kan worden bij het snijden van roestvrij staal, zacht staal en zelfs aluminium tot een matige precisie. De kostenefficiëntie in combinatie met de brede beschikbaarheid maken het een uitstekende keuze, hoewel het vermeldenswaard is dat geoxideerde randen van bepaalde materialen een probleem kunnen zijn.
Zuurstof
Bij het werken met zacht en koolstofstaal in het bijzonder, helpt zuurstof enorm bij het verhogen van de snijsnelheid terwijl het een elektrisch geleidend gas biedt om energie over te brengen. Hoewel het een uitzonderlijke hulp is bij het snijden, kan zuurstof leiden tot de verbranding van materiaal wat resulteert in een uitstekend snijvlak, terwijl het aan de andere kant leidt tot ruwere randen.
Mengsels van waterstof- en argongas
Deze combinatie van gas wordt gebruikt bij het snijden van zeer dikke materialen, waarbij roestvrij staal en aluminium het meest voorkomen. Door de aanwezigheid van argongas wordt een stabiele boog gevormd en de waterstof versterkt de energie van de boog verder, wat leidt tot gladdere en schonere randen. Dit mengsel wordt gebruikt bij waterstof-argonlassen, waarbij precisie van cruciaal belang is, omdat het relatief duurder is.
De keuze van het gas hangt ook af van de dikte van het materiaal en de kwaliteit van de gewenste snede. Onderzoek suggereert dat voor bepaalde diktes van koolstofstaal de snijsnelheid met 25% kan worden verbeterd door het gebruik van zuurstof, in plaats van de traditionele methode van het gebruik van perslucht. Op dezelfde manier is bekend dat argon-waterstofmengsels optimale gladheid van randen bereiken, wat ideaal is voor oppervlakken die een nabewerking moeten ondergaan, waardoor er minimaal werk nodig is.
Regulering en selectie van gas zijn erg belangrijk omdat snijprestaties sterk kunnen worden verminderd door veranderingen in gasdruk en -stroom. Moderne ontwikkelingen in technologie hebben geautomatiseerde besturingen in gasplasmasnijsystemen opgenomen, waardoor een grotere nauwkeurigheid en efficiëntie in operationele prestaties mogelijk is.

Plasmasnijsystemen zijn uitgerust met plasmaverwarmers, daarom gebruiken ze plasmasnijsystemen voor energie-efficiëntie. De systemen zijn comp केंद dc-omvormer of AC-versterkerbroek die wisselstroom van de voeding omzet in een elektrische, DC-gelijkstroom van de vereiste kwaliteit. De negatieve elektrode, die de plasmatoorts is, is aangesloten op de stroombron en de positieve aansluiting van de stroombron is aangesloten op het werkstuk plasmagas is gemakkelijk geïoniseerd.
Hedendaagse plasmasnijsystemen werken op voltes tussen 200 en 400, wat ervoor zorgt dat de geleverde energie meer dan voldoende is om een plasmaboog in stand te houden. Constante energie wordt geleverd om de efficiëntie te verbeteren door 'startcircuits' op te nemen die een hoge frequentie garanderen voor snelle booginitiatie. Amperage-instellingen zijn instelbaar in stappen van 20 en overschrijden 200 voor dikkere metalen, terwijl de maximale waarde wordt bepaald door het type en de dikte van het materiaal en de gewenste kwaliteit van het snijvenster. De ontwikkelingen helpen de diverse metalen te garanderen die kunnen worden gebruikt voor het snijden, waaronder staal, aluminium, messing en koper. Het gebruik van DC-bronnen bij plasmasnijden maakt snelle en nauwkeurige materiaalverwijdering mogelijk die voldoet aan de normen voor plasmasnijden die worden gebruikt voor industriële doeleinden.
Vanwege de betere controle en efficiëntie wordt DC (Direct Current) voornamelijk gebruikt in plasmasnijtechnologie. Het produceert een stabiele boog die leidt tot fijnere en nauwkeurigere sneden. Bovendien zijn DC-plasmasnijders effectief op veel geleidende metalen, wat hun veelzijdigheid voor industriële toepassingen vergroot. Aan de andere kant wordt AC (Alternating Current) niet vaak gebruikt bij plasmasnijden omdat het een onstabiele boog produceert, wat zowel de kwaliteit als de betrouwbaarheid van de sneden vermindert. Uiteindelijk wordt een DC altijd geselecteerd vanwege de nauwkeurigheid en flexibiliteit in geavanceerder werk.
Een geschikte vermogensinstelling kan ideale resultaten opleveren met een langere levensduur van de apparatuur. Het snijden van materialen met een plasmasnijder is recht evenredig met het technologische vermogensniveau, aangezien de dikte en snijsnelheid afhankelijk zijn van de vermogensinstellingen. Hogere vermogensuitgangen stellen de snijder in staat om door dikkere materialen te snijden, terwijl lagere uitgangen dunnere materialen faciliteren waarbij precisie van het grootste belang is. Om ervoor te zorgen dat pads worden gesneden tot een schone, gladde contour zonder onregelmatigheden, moet de vermogensafgifte constant blijven. Bovendien, als het type en de dikte van het materiaal correct zijn ingesteld, zal de apparatuur een langere levensduur hebben.

Een plasmasnijtoorts bestaat uit de volgende componenten die samen een specifieke rol spelen bij het vergemakkelijken van de snijhandeling:
Om de snijprestaties op industrieel niveau te behouden, moet de apparatuur regelmatig worden onderhouden. Ook verbruiksartikelen zoals elektroden en het mondstuk moeten periodiek worden vervangen.
De precisie en efficiëntie van plasmasnijbewerkingen zijn in hoge mate afhankelijk van verbruiksartikelen. Onderdelen zoals de elektrode, het mondstuk en het schild, die mechanische eigenschappen hebben om hoge temperaturen te behouden en elektriciteit te geleiden, moeten optimaal werken om nauwkeurige sneden te kunnen verwerken en om het plasmasysteem te laten presteren. Als deze versleten onderdelen niet worden onderhouden of vervangen, kan dit leiden tot slechte boogstabiliteit, sneden van slechtere kwaliteit en hogere operationele kosten.
Een voorbeeld is de nozzle, een van de belangrijkste, omdat deze de plasmaboog met precisie voedt. Een ondermaatse opening betekent dat zelfs de kleinste veranderingen ervoor kunnen zorgen dat de leidende boog verkeerd uitgelijnd is, waardoor de kans op ruwe sneden toeneemt, wat een negatieve impact kan hebben op de omliggende componenten. Onderzoek heeft aangetoond dat door effectief gebruik van verbruiksartikelen operationele downtimes met 30% kunnen worden verminderd, terwijl tegelijkertijd de gemiddelde levenscyclus van gereedschappen kan worden verlengd, wat resulteert in enorme besparingen voor industriële activiteiten.
Elektroden dienen als een ander belangrijk verbruiksartikel, gebruikt voor het doorgeven van energie van de stroombron, om ze te helpen de plasmaboog gereed te maken. De elektroden zijn onderhevig aan slijtage door de concentraties van elektrische bogen en hoge temperaturen, en worden daarom routinematig vervangen en geïnspecteerd. Ondermaatse en overmatig gebruikte elektroden veroorzaken instabiliteit van de boog, waardoor de snelheid van de snede afneemt en er materiaalverspilling optreedt, aangezien deze verbruiksartikelen ongetwijfeld de kosten verhogen.
De prestaties van verbruiksartikelen worden het beste geoptimaliseerd door grondige onderhoudsroutines en het monitoren van bijbehorende slijtagepatronen. Andere geavanceerde technologieën, zoals geautomatiseerde systemen voor slijtagedetectie, verbeteren het juiste gebruik van verbruiksartikelen, wat gunstig is voor grootschalige operaties. Ook het gebruik van hoogwaardige OEM (original equipment manufacturer) verbruiksartikelen die zijn ontworpen voor het plasmasnijsysteem verbetert de systeemefficiëntie dankzij compatibiliteitsvergroting.
De levensduur van het snijsysteem en de operationele efficiëntie kunnen strategisch worden verbeterd door prioriteit te geven aan het onderhoud en de vervanging van verbruiksartikelen. Hierdoor kunnen fabrikanten een betere snijkwaliteit en lagere productiekosten realiseren en zo een sterkere voorsprong verwerven op de industriële concurrentiestrijd.
Binnen een plasmasnijsysteem vormen de nozzle en elektrode een kritisch paar dat volledig is geïntegreerd in de snijprocessen, omdat ze de plasmaboog produceren die nodig is om plasma's nauwkeurig en snel te snijden. De geïsoleerde elektrode, meestal gemaakt van een geleidend materiaal zoals wolfraam of hafnium, verlengt de initiële elektrische boog naar de voeding, wat op zijn beurt een elektrisch geïoniseerd gasplasma creëert. Plasma is een toestand van materie boven de vloeibare fase waarin gassen extreem hoge temperaturen hebben en met grote nauwkeurigheid door verschillende metalen kunnen snijden.
De nozzle kan ook wel de expansiecomponent worden genoemd en is gemaakt van hittebestendige materialen zoals koper. De nozzle beperkt en geleidt de plasmaboog, waardoor de nozzle een hoge hoeveelheid energie kan concentreren, wat hogere snelheden en precisie mogelijk maakt tijdens het snijden. Verandering in de diameter van de nozzle-opening heeft grote invloed op de concentratie van de boog. Kleinere openingen bieden bijvoorbeeld strakkere en nauwkeurigere sneden, terwijl grotere openingen dikkere materialen kunnen verwerken.
Het gebruik van moderne ontwerpen van het nozzle-elektrodepaar in geavanceerde plasmasystemen is gebruikelijk. Sommige systemen hebben bijvoorbeeld dual-gas- of shield-gas-ontwerpen waarin de nozzle belangrijk is bij het regelen van de gasstroom om de boog te stabiliseren en slak op de snijranden te verminderen. Recente ontwikkelingsgegevens suggereren dat het gebruik van Geoptimaliseerde uitlijning van nozzle en elektrode kan de snijsnelheid verhogen met 25% en de verbruikskosten met 30% verlagen, wat economisch voordelig is en de productiviteit in industriële operaties verhoogt. Deze componenten moeten worden beheerd om ervoor te zorgen dat het systeem zo lang mogelijk effectief en functioneel blijft.

CNC (Computer Numerical Control) plasmasnijden biedt enorme voordelen ten opzichte van handmatig plasmasnijden, met name wat betreft efficiëntie, automatisering en precisie. De operator gebruikt computersoftware om sneden uit te voeren met behulp van de toorts op een voorgeprogrammeerde manier. De verkrijgbare bewerkingstoleranties liggen binnen ±0.01 inch. Dit is gunstig voor industrieën zoals de lucht- en ruimtevaart en de automobielindustrie, die op specificaties zijn gebaseerd. Handmatig plasmasnijden is daarentegen afhankelijker van de vaardigheden van de operator, wat de betrouwbaarheid van de sneden vermindert en de kans op fouten vergroot.
Wat betreft materiaalfabricage is CNC-plasmasnijden ongeëvenaard. CNC-systemen maken gebruik van geavanceerde nestingsoftware die onderdelen op een bepaald vel op een optimale manier rangschikt om afval te verminderen en materiaal te besparen. Daarentegen is handmatig plasmasnijden lang niet zo efficiënt vanwege de constante behoefte aan optimale afstand en lay-out die moeilijk te handhaven zijn zonder geautomatiseerde machines.
Ten slotte wordt de vermoeidheid van de operator die gepaard gaat met CNC-plasmasnijden sterk verminderd en is productie zonder toezicht mogelijk. Het systeem kan gedurende lange periodes volledig onbeheerd draaien. Hoewel handmatig plasmasnijden enige flexibiliteit behoudt voor kleinere of complexere taken, maken de beperkingen in snelheid, nauwkeurigheid en veelzijdigheid CNC-plasmasnijden de populairste optie voor de meeste industriële processen.
Nauwkeurigheid en precisie
CNC-plasmasnijders bereiken een uitzonderlijke precisie met toleranties van ±0.005 inch, wat exemplarisch is in vrijwel elke industrie. Deze hoge precisie garandeert herhaalbaarheid, waardoor industrieën met veeleisende vereisten in onderdelen zoals lucht- en ruimtevaart en automobielproductie naadloos op deze technologieën kunnen vertrouwen.
Hogere snijsnelheid
Vergeleken met handmatige technieken presteren CNC-plasmasnijders aanzienlijk sneller. De systemen kunnen bijvoorbeeld door zacht staal snijden met een snelheid van 200 inch per minuut, wat leidt tot een kortere productietijd en een verbeterde doorvoer.
Vermogen om verschillende materialen te snijden
Deze machines kunnen werken met verschillende soorten geleidende materialen, waaronder aluminium, staal, koper en messing, met verschillende diktes van 0.5 mm tot meer dan 50 mm, afhankelijk van het type machine. Dankzij deze capaciteit kunnen deze machines in veel verschillende industrieën worden gebruikt.
Voordelig
De CNC-plasmasystemen verlagen de materiaalkosten door afval te verminderen door nauwkeurig nesten en snijden. Met een verhoogde machine-efficiëntie is handmatig snijden veel duurder, wat op de lange termijn veel geld bespaart.
Automatisering en herhaling
CNC-plasmasnijders zijn zeer effectief in massaproductieomgevingen waar nauwkeurigheid van het grootste belang is. De sneden kunnen in de machine worden geprogrammeerd, waardoor gebruikers dezelfde sneden kunnen herhalen zonder afwijkingen.
Geavanceerd ontwerp snijden
CNC-systemen zijn opmerkelijk in hun vermogen om ingewikkelde patronen, inclusief hoeken, bogen of gaten, nauwkeurig te snijden die bijna onmogelijk handmatig te realiseren zijn. Bovendien maken CMC-systemen de moeiteloze en nauwkeurige creatie van geavanceerde componenten mogelijk.
Minder stress bij de operator
Met automatisering is er geen tussenkomst van de operator nodig, wat helpt om vermoeidheid en menselijke fouten te verminderen. Bovendien zijn systemen uitgerust met beveiligingsvoorzieningen die helpen om ongelukken te verminderen.
Licht-uit-productie
De meeste CNC-plasmasnijders kunnen zonder toezicht werken, wat leidt tot 'lights-out'-productie. Deze functie verbetert de productiviteit door non-stopprocessen mogelijk te maken, zelfs wanneer de operators niet aanwezig zijn of buiten kantooruren.
Verminderde insteltijd
Integratie van ontwerp naar productie met CAD/CAM-software verloopt veel soepeler in vergelijking met traditionele systemen. Vergeleken met andere benaderingen verloopt het programmeren van de unit en het voorbereiden ervan voor werk drastisch sneller.
Minder vervuiling
Vergeleken met andere snijtechnieken zijn CNC-plasmasnijders minder verspillend met materialen zoals slijpconsumables. Deze uitgave maakt het geschikter voor industriële doeleinden en vermindert de CO2-voetafdruk.
Dergelijke voordelen tonen de mogelijkheden en efficiëntie van CNC-plasmasnijsystemen aan, waardoor ze een essentiële hulpbron vormen bij de modernisering van productietechnieken.
Plasma boog
Wanneer elektriciteit gas omzet in plasma, ontstaat er geïoniseerd gas en wordt het getransformeerd in wat bekend staat als een plasmaboog. Deze hogetemperatuurboog kan door metaal snijden als boter en bereikt daarbij verbazingwekkende temperaturen van 30,000 graden Fahrenheit.
Controle van de branderhoogte (THC)
Een opvallend aspect van CNC-plasmasystemen is de Torch Height Control-functie die garandeert dat de toorts op een geschikte afstand van het werkstuk is ingesteld. De juiste hoogte is cruciaal, omdat het niet alleen de snijkwaliteit optimaliseert, maar ook de levensduur van verbruiksartikelen verlengt.
Kerf breedte
Kerfbreedte wordt gedefinieerd als het materiaal dat verspild wordt tijdens plasmasnijden. Kerfbreedte is essentieel bij het bepalen van de precisie van de snede, aangezien kerfbreedte een van de factoren is die van invloed kan zijn op de pasvorm van geconstrueerde onderdelen.
snijsnelheid
De snijsnelheid, gemeten in inches per minuut of millimeters per seconde, heeft betrekking op hoe snel de plasmatoorts over het oppervlak van het materiaal wordt bewogen. Hogere snelheden verminderen kromtrekken en verminderen de hoeveelheid hitte-beïnvloede zones die worden verhoogd, wat leidt tot een hogere productiviteit tijdens plasmawerk.
doordringend
Voordat de aangewezen geometrie in vorm kan worden gesneden, moet er eerst een startgat worden geboord – dit interval staat bekend als piercen. Om een soepele start te garanderen, moet de juiste controle van de toortshoogte, samen met vertragingstijden, worden uitgevoerd om terugslag te blokkeren.
Duty Cycle
De Duty Cycle definieert hoe lang een plasmasnijder in staat is om binnen een venster van 10 minuten te werken zonder oververhit te raken. Bijvoorbeeld, een systeem met een duty cycle van 60% kan zes minuten achter elkaar snijden voordat het vier minuten moet afkoelen.
Door hitte beïnvloede zone (HAZ)
De Heat Affected Zone verwijst naar de randen die worden gesneden en het materiaal dat ze omringt, dat door hitte van eigenschappen verandert. Het is van cruciaal belang om niet te veel HAZ te hebben, want dat zou betekenen dat de structuur intact zou blijven, maar we zouden waardevol materiaal verliezen.
Verbruiksmaterialen
Verbruiksartikelen omvatten de nozzle, elektrode en het schild van de plasmasnijbrander. Snijkwaliteit en operationele efficiëntie hangen af van het volgen en regelmatig vervangen van deze versleten onderdelen.
CNC Controller
Ook bekend als de Computerized Numerical Control voor het apparaat, fungeert de CNC-controller als de interface tussen digitale ontwerpen en de respectievelijke snijbewegingen van de machine. Geavanceerde functies van krachtige controllers omvatten nestingoptimalisatie voor materiaalgebruik, evenals het mogelijk maken van nauwkeurige complexe padbewegingen.
Gasstroomsnelheid
Gasstroomsnelheid verwijst naar de hoeveelheid gas die nodig is voor het creëren van de plasmaboog en het behoud van de stabiliteit ervan. Verschillende soorten materialen kunnen consistent worden gesneden en slakken kunnen worden verminderd, allemaal dankzij de juiste regeling van de gasstroomsnelheid.
Als operators deze termen begrijpen, kunnen ze CNC-plasmasnijsystemen gemakkelijker optimaal benutten. Dit verhoogt de productiviteit en verbetert de resultaten in verschillende sectoren.

Zowel luchtplasmasnijden als plasmasnijden met hoge precisie hebben hun eigen unieke toepassingen, en ik kan hun verschillen in een paar zinnen verduidelijken. Bijvoorbeeld, bij luchtplasmasnijden wordt perslucht gebruikt als plasmagas, wat het vrij goedkoop maakt en ook bruikbaar in veel verschillende vakgebieden en voor minder nauwkeurig werk. Het werkt het beste bij het snijden van dunnere platen waarbij details niet zo belangrijk zijn. Daarentegen gebruikt plasmasnijden met hoge precisie speciale toortsontwerpen met specifieke gasmengsels die ongelooflijk nauwkeurige en schone sneden bereiken met zeer weinig slakresten. Dit wordt gebruikt in gebieden met hogere randkwaliteitsvereisten en waar hoge precisie nodig is, zoals de lucht- en ruimtevaart of autoproductie. Het komt allemaal neer op de voorkeur van de gebruiker voor een van beide methoden, materiaal en budget.
Plasmasnijsystemen zijn gemechaniseerd om automatisch of semi-automatisch te werken, meestal als onderdeel van een Computer Numerical Control (CNC)-systeem dat herhaalbare sneden van de hoogste kwaliteit garandeert. Deze systemen zijn het meest geschikt voor industriële toepassingen die snelheid, efficiëntie en nauwkeurigheid vereisen. Geavanceerde gemechaniseerde systemen kunnen bijvoorbeeld dunne materialen snijden met een snelheid van 200 inch per minuut (IPM), terwijl ze snijden tot een diepte van 2 inch of meer, afhankelijk van het vermogen van het systeem. Ze bevatten vaak functies zoals automatische hoogteverstelling en geavanceerde gascirculatieregeling, die de productiviteit verhogen en de kwaliteit van de sneden verder verbeteren.
Aan de andere kant zijn handheld systemen draagbaarder en daarom veelzijdiger, waardoor dergelijke systemen beter geschikt zijn voor fabricage, onderhoud en reparatiewerkzaamheden op bouwplaatsen. Deze systemen kunnen ook worden gebruikt voor het snijden van zacht staal, roestvrij staal en aluminium met diktes van 1 inch of minder op standaardunits en groter op heavy-duty units. De nieuwste handheld cutters maken gebruik van invertertechnologie en ergonomischere ontwerpen die het gebruiksgemak en de algehele productiviteit verbeteren. Hoewel gemechaniseerde systemen de neiging hebben om fabrieksomgevingen te domineren waar massaproductie plaatsvindt, zijn handheld systemen beter aanpasbaar voor verschillende werkomgevingen en zijn ze de beter geprijsde optie voor kleinere operaties of die welke mobiliteit nodig hebben.
De keuze voor een systeem hangt af van criteria als productieomvang, materiaalspecificaties en bedrijfsdoelstellingen.
Inverter plasmasnijders tonen een bijgewerkte versie van geavanceerde technologie die geavanceerde elektronica combineert om efficiëntie, draagbaarheid en prestaties te verbeteren. Deze systemen inverter transformatortechnologie is in staat om de energie van hoge spanningsinvoer naar lagere, stabielere uitvoer te veranderen. Hiermee garandeert nauwkeurige controle van de plasmaboog schonere en snellere sneden met minimale materiaalverspilling.
Alijah met inverse plasmasnijders krijgt eindeloze mogelijkheden met zijn lichtgewicht en compacte ontwerp, wat het gemakkelijker maakt om te gebruiken op bouwplaatsen, mobiele toepassingen en werkplaatsen. In tegenstelling tot traditionele transformatorsystemen verbruiken deze inverter-gebaseerde modellen minder stroom terwijl ze een hogere output behalen, waardoor ze energiezuiniger en ecologisch duurzamer zijn.
Prestatieparameters van inverter plasmasnijders hebben een duty cycle van 35-60 procent bij hogere ampères voor continu werk voor uitdagende taken. Elk model heeft unieke specificaties, maar de meeste kunnen staal, aluminium en andere geleidende metalen tot 1 inch dik snijden. Hoewel deze systemen zijn verbeterd, hebben ze ook een grote stabiliteit van de boog en hogere snijparameters, waardoor mensen van elk vaardigheidsniveau er gemakkelijk mee kunnen werken.
Met het gebruik van pilotbogen en auto-restartfuncties kunnen operators genieten van een groter gebruiksgemak bij het snijden van materialen met ruwe oppervlakken of bestaande gaten. Veel inverter-snijders hebben digitale displays en programmeerbare functies die de mogelijkheid bieden om fijne wijzigingen aan te brengen voor verschillende industriële behoeften. Over het geheel genomen bieden inverter-plasmasnijders de beste combinatie van mobiliteit, nauwkeurigheid en betaalbaarheid, wat ze een geavanceerde optie maakt voor hedendaagse industriële specialisten.

Uitgangsvermogen en capaciteit
Het evalueren van het vermogen van de plasmasnijder die u wilt kopen ten opzichte van de dikte van het materiaal dat u wilt snijden, is cruciaal. De meeste apparaten vermelden de maximale snijdikte waarvoor ze kunnen worden gebruikt, en dit is meestal afhankelijk van het maximale ampère-vermogen en het vermogen dat beschikbaar is voor het plasmasnijsysteem. Bijvoorbeeld, een plasmasnijder van 40 ampère snijdt efficiënt materialen die niet dikker zijn dan 5/8 inch, terwijl de duurdere modellen die variëren van 60-100 ampère metaal van 1 inch of dikker kunnen snijden. Het is raadzaam om specifieke snijomstandigheden te beoordelen voordat u een plasmasnijder koopt om te garanderen dat deze aan de vereiste vereisten voldoet of deze overtreft.
Type ingangsvermogen
Sommige modellen bieden 110V en 220V ingangsvermogen, terwijl andere een dubbele spanningsfunctie bieden. Deze type II spanningssystemen zijn handig voor flexibiliteit, omdat de unit kan werken op plekken zoals thuiswerkplaatsen (110V) en commerciële winkels (220V). Controleer wat de lokale elektrische constructie is om onnodige problemen te voorkomen.
Duty Cycle
De duty cycle geeft de duur weer dat een plasmasnijder ononderbroken kan functioneren voordat een afkoelingsfase nodig is. Bijvoorbeeld, een machine met een duty cycle van 60 procent bij 50 ampère kan 6 minuten non-stop werken gedurende 10 minuten voordat deze moet afkoelen. Wanneer het gaat om werk met een hoge capaciteit of industrieel werk, zorg er dan voor dat u machines hebt met hogere duty cycles zodat de efficiëntie wordt gemaximaliseerd en de downtime wordt geminimaliseerd.
Draagbaarheid en gewicht
Er zijn plasmasnijders van verschillende gewichten en maten. Lichtgewicht modellen, met name die met inverterontwerpen, variëren van 20 tot 60 pond. Degenen die van plan zijn om de apparatuur vaak te verplaatsen, zullen profiteren van een compact, lichter model met handgrepen of koffers. Compacte modellen hoeven geen prestaties of onmisbare functies op te offeren voor draagbaarheid.
Extra functies en technologie
Pilot arcs of drag-cutting en post-flow cooling systemen maken machines bruikbaarder en duurzamer. Pilot arc plasma cutters zijn bijvoorbeeld goed voor het snijden door verroeste of geverfde oppervlakken zonder dat er contact nodig is, en zijn dus nauwkeuriger en nuttiger. Branderverbruiksartikelen worden na elke snede afgekoeld, wat post-flow cooling systemen helpen. Denk aan functies die helpen bij uw specifieke gebruik.
Gebruik de fondsen dienovereenkomstig en beschikbare verbruiksartikelen. Elektroden, sproeiers en cups zijn aanzienlijke items naast de sproeiers en elektroden die ook het proces van plasmasnijden beïnvloeden. Het kopen van een machine met kosteneffectieve en gemakkelijk te leveren verbruiksartikelen garandeert een soepele werking gedurende een lange tijd.
Klantenservice en garantiebeperkingen zijn de nieuwe garanties met geweldige klantenservice. Het andere uiteinde van de schaal biedt garanties van 1 tot XNUMX jaar op topmerkproducten en extreem uitgebreide technische ondersteuning. Controleer of het aanbod alleen geldt voor onderhoud of vervangingen.
Als u deze factoren in acht neemt, is het plannen van het geschikte plasmasnijdermodel eenvoudig en is het gewenste resultaat het verhogen van de productiviteit op de werkvloer.
Het stroomverbruik van een plasmasnijder varieert afhankelijk van het type en de dikte van het te snijden materiaal. Voor lichtere snijklussen, zoals die met een materiaal van een achtste inch dik, is een snijvermogen van twintig tot dertig ampère doorgaans voldoende. Voor taken met een gemiddelde moeilijkheidsgraad, met betrekking tot materiaaldiktes die variëren van een kwart tot een halve inch, zijn veertig tot vijftig ampère nodig. Voor zwaar snijwerk waarbij materialen dikker zijn dan een halve inch, is het het beste om een plasmasnijder te gebruiken met een vermogen van zestig ampère of meer. Naast deze vereisten is het het beste om de spanningscompatibiliteit van de machine te controleren, bijvoorbeeld 110 V of 22 V, afhankelijk van de omstandigheden en behoeften van de werkruimte.
Om de ideale plasmasnijder te kiezen die voldoet aan uw prestatie- en budgetverwachtingen, moet u uw snijbehoeften en machinefuncties analyseren naast hun kosten. Voor eenvoudige, onregelmatige activiteiten leveren kosteneffectieve instapmodellen met minder dan dertig ampère-uitgangen vaak betrouwbare resultaten op. Voor middelzware en zware taken zijn echter modellen met een hogere ampère vereist. Hoewel deze modellen duurder zijn, zijn ze noodzakelijk voor voldoende vermogen en duurzaamheid van het materiaal. Houd ook rekening met de impact van gebruiksgemak, bedrijfscyclus en levensduur van verbruiksartikelen op prestaties en operationele kosten door de jaren heen. Zorg ervoor dat u de juiste fabrikanten kiest om de juiste kwaliteit en ondersteuning te garanderen.

Operators moeten de juiste tools voor persoonlijke beschermingsmiddelen (PBM) gebruiken om verwondingen te voorkomen bij het gebruik van plasmasnijders. Deze tools omvatten:
Naleving van PBM die voldoen aan de industrienormen is essentieel om de veiligheid van de gebruikers te waarborgen. Regelmatig onderhouden en controleren van PBM helpt bescherming te bieden.
Om plasmasnijbewerkingen effectief uit te voeren met vooraf bepaalde veiligheidsmaatregelen, moet een werkruimte worden beveiligd. De kritische elementen ter overweging worden hieronder benadrukt:
Deze en andere maatregelen zorgen er niet alleen voor dat aan de veiligheidsvoorschriften op de werkplek wordt voldaan, maar minimaliseren ook de verstoring van de productiviteit door ongelukken of apparatuurstoringen.
Door deze werkwijzen te volgen, worden de prestaties en de veiligheid van de plasmasnijapparatuur verbeterd en wordt de levensduur ervan verlengd.

A: Plasmasnijden is een manier om elektrisch geleidende materialen te snijden met behulp van de hogesnelheidsstraal van geïoniseerd gas. Een elektrische stroom die door een gas stroomt, meestal samengeperste lucht, vormt een gas dat met hoge temperatuur wordt geleverd in de vorm van een plasmastraal. Deze straal smelt het metaal en duwt door de hoge temperatuur het gesmolten materiaal weg om een schone snede te creëren.
A: DC (Direct Current)-vermogen is voornamelijk vereist voor plasmasnijden. De voeding transformeert AC-invoer in DC-uitvoer, aangezien snijden de plasmaboog vereist. Efficiëntere DC brandt minder stabiel vergeleken met AC-circuits. Bepaalde systemen gebruiken echter AC-spanning om een boog te starten of om de vermogensfactor te corrigeren.
A: Er zijn veel systemen voor plasmasnijfabricage, maar de basis omvat het volgende: voeding, plasmatoorts, elektrode en mondstuk, gastoevoersysteem en werkstuk. De hoofdfunctie van de voeding is om ons van stroom en spanning te voorzien, terwijl de toorts het mondstuk en de elektrode vasthoudt. De gasstroom speelt een belangrijke rol bij het ioniseren van gas en het in stand houden van de boog.
A: Voedingssystemen werken via de omzetting van wisselstroominvoer naar gelijkstroomuitvoer, waarbij de vereiste spanningen en stromen voor plasmaboogsnijprocessen worden gegenereerd. Dergelijke systemen hebben een typische open circuitspanning van ongeveer 240-400 volt DC. De stroom tijdens de actieve snijboog is ongeveer 100-200 V, afhankelijk van bepaalde snijomstandigheden. Hoogwaardige voedingseenheden hebben functies zoals een factor voor vermogenscorrectie en hoogfrequente functies voor het starten van de boog.
A: De techniek kan goedkoper worden uitgevoerd omdat een persluchtbron wordt gebruikt als plasmagas. Verschillende geleidende snijmetalen kunnen worden gemaakt vanwege hun veelzijdigheid. Het maakt hogere snijsnelheden mogelijk dan autogeen snijden en vernauwt de kerfbreedte. In vergelijking met andere snijmethoden zijn luchtplasmasystemen gemakkelijker op te zetten en draagbaarder.
A: De prestaties van een plasmasnijder worden uitsluitend beïnvloed door het vermogensniveau. Het heeft de mogelijkheid om dikkere materialen veel sneller te snijden. Het heeft ook invloed op de snijkwaliteit, aangezien een hoger vermogen resulteert in betere snijkwaliteit. Bij precisieplasmatoepassingen is de geproduceerde slak ook aanzienlijk minder dan bij gebruik van een lager vermogen. De standaardmeting voor het vermogen van een plasmasnijder is in ampère en varieert meestal van 20 tot meer dan 400 ampère voor industrieel gebruik.
A: Zoals bij elke snijtechniek heeft plasmasnijden zijn voordelen. Plasmasnijden omvat bijvoorbeeld geen oxy-fuel snijden omdat het ook roestvrij staal en aluminium kan snijden, die elektrisch geleidend zijn. Voor materialen die ongeveer een inch dik zijn, is het veel sneller dan lasersnijden. Hoewel waterstraalsnijden grotere materialen aankan, is plasmasnijden over het algemeen sneller en goedkoper voor dunnere materialen. Daarnaast resulteert plasma ook in een lagere warmte-beïnvloede zone vergeleken met oxy-fuel snijden.
A: De pilotboog is een initiële laagstroomboog die de hoofdsnijboog op een plasmasnijder start en wordt geproduceerd tussen de elektrode en het mondstuk in het toortslichaam, waarbij over het algemeen hoge frequentie wordt gebruikt voor gasionisatie. Nadat de pilotboog is gevormd en de toorts zich in de buurt van het werkstuk bevindt, beweegt de primaire plasmaboog naar het metaal, biedt een pad voor de snijstroom en wordt een geleidend materiaal. Deze aanpak garandeert een effectieve boogstart, met name voor oppervlakken die roestig of geverfd zijn.
Artikel 1: “Regeling van de dynamiek van een zachte schakelpulsomvormer met een boogbelasting.”
Artikel 2: “Een overzicht van de studie van plasma lassen/snijden met en zonder schuifinstabiliteit in het plasma”
Artikel 3: “Beoordeling van de thermische plasmasimulatietechniek”
4. Toonaangevende leverancier van plasmasnijdiensten in China

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →