

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Een essentiële stap voor verbetering, en ook voor het sterker maken van aluminium oppervlakken, wordt behandeld door zwart anodiseren. Het is het proces waar ik uitgebreid op in zal gaan en een bespreking zal geven van de talloze toepassingen ervan in diverse velden in elke geanodiseerde aluminiumindustrie. Het artikel is een complete referentie voor alles in zwart anodiseren. Het behandelt de meest voorkomende onderhoudsproblemen en vragen, zoals welke voorzorgsmaatregelen nodig zijn ter bescherming tegen mogelijke besmetting, en het publiek krijgt onbelemmerde begeleiding over hoe ze correct en snel naar antwoorden kunnen zoeken. Het kan nuttig zijn voor specialisten in het produceren van een onderdeel, het ontwerpen van het beeldhouwwerk en iedereen die dat doel nastreeft.

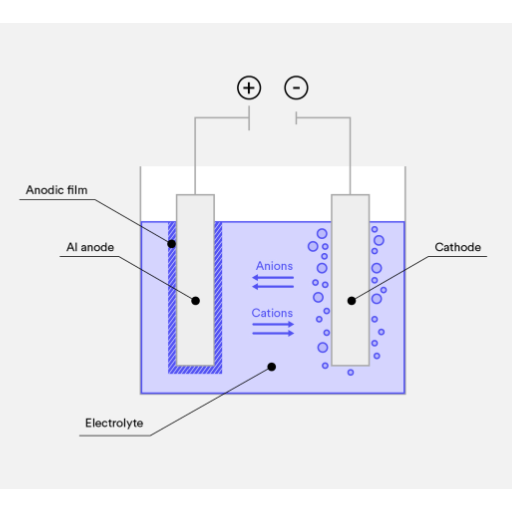
Zwart anodiseren verbetert het mechanisme van aluminium door oppervlaktebehandeling. Het verbetert ook de levensduur en esthetische aantrekkingskracht van een product. Anodiseren gebeurt door elektrolytische oxidatie, waarbij aluminium in een zuur elektrolytbad wordt geplaatst met een elektrische stroom. De stroom bouwt constructief een beschermende oxidelaag op het bovenoppervlak van het metaal, die verder zwart kan worden geverfd voor een gladde afwerking. Het resultaat van deze procedures is een niet-geleidend, krasbestendig en duurzaam materiaal met een breed scala aan toepassingen, van lucht- en ruimtevaart- en militaire apparatuur tot consumentenproducten.
Om anodiseren beter te begrijpen, moeten we specifieke technische parameters en vragen beantwoorden.
Waarom is anodiseren relevant voor aluminium?
Het belangrijkste doel is om de esthetische aantrekkingskracht, duurzaamheid en corrosiebestendigheid van aluminium te verbeteren door middel van een beschermende oxidelaag.
Wat zijn de technische parameters voor het proces?
Elektrolytoplossing: Meestal is zwavelzuur 15-20%.
De stroomdichtheid bedraagt 10-30 A/ft² (1-3 A/dm²) voor de gewenste oxidedikte.
Voltage: Tussen 15-20 volt.
Temperatuur: Deze moet bij de meeste toepassingen tussen de 60 en 70 °C liggen.
Tijd: De anodisatietijd bedraagt 15-60 minuten en kan variëren afhankelijk van het type anodisatie en de gewenste dikte van het oxide.
Hoe dik is de oxidelaag?
De geanodiseerde laag heeft een diepte van tussen de 0.5 en 25 micron. Typische decoratieve afwerkingen zijn tussen de 10 en 15 micron, terwijl hardcoat afwerkingen tussen de 25 en 50 micron zijn.
Kan het geanodiseerde oppervlak na de bewerking nog worden aangepast?
Poreuze oxidelagen hoeven niet te worden afgedicht, waardoor ze in verschillende kleuren kunnen worden geverfd. Na de verfstap wordt het proces afgerond door de poriën af te dichten met gedemineraliseerd water of nikkelacetaat in kokend water om de poriën te sluiten en de laag cosmetisch aantrekkelijker te maken.
Door deze technische parameters te volgen en de processtroom te begrijpen, kan geanodiseerd aluminium worden aangepast voor specifieke toepassingen, terwijl de prestaties en het uiterlijk nog steeds goed zijn.
De kleurstof is essentieel voor het leveren van zwart en het verder decoreren van het aluminiumoppervlak. Het fungeert tegelijkertijd als pigment en verbetert het uiterlijk van het aluminiumoppervlak. Het anodisatieproces begint met het anodiseren, waarbij een poreuze oxidelaag op het aluminiumoppervlak de kleurstoffen opvangt. Organische of anorganische kleurstoffen verkrijgen een dikke, uniforme zwarte laag. Koolstofzwarte kleurstoffen zijn het meest gebruikelijk vanwege hun intense pigmentatie en bestendigheid tegen UV-licht.
Technische parameters voor zwart anodiseren
Anodisatiespanning en stroomdichtheid. De metingen liggen in het bereik van 12-24 volt en een stroomdichtheid van 1.5-2.5 A/dm² voor optimale poriegrootte, die geschikt is om de kleurstof te absorberen.
Samenstelling van de elektrolyt: Zwavelzuur is de meest voorkomende elektrolyt met een concentratie van 15-20% (gewicht/volume).
Temperatuur van het bad: De temperatuur moet tussen de 68 en 72 graden Celsius blijven om een goede balans te garanderen tussen de vorming van poriën en het ontvangen van de kleurstof.
Onderdompelingstijd in verfbad: De optimale tijd voor goed verven is 15-30 minuten. Langere tijden kunnen nodig zijn voor rijkere tinten.
Sealing: Sealing sluit poriën en voorkomt dat de kleurstof lekt. Na het verfproces sluit kokend gedeïoniseerd water of nikkelacetaat de container. Sluit het gedurende 20-30 minuten af.
Volgens deze parameters hebben de zwart geanodiseerde coatings een hoge duurzaamheid en weerstand tegen vervaging, terwijl ze een aantrekkelijke, strakke afwerking voor het oog behouden. Dergelijke toepassingen zijn typisch in de automobiel-, lucht- en ruimtevaart- en consumentenelektronica-industrieën, waar toepassingen zowel functionele als esthetische doeleinden dienen.
De belangrijkste onderscheidende kenmerken van zwart anodiseren, vergeleken met de basisversie van anodiseren, zijn de gebruikte verftechniek en de doelstellingen van de afwerking. In tegenstelling tot het zwart anodisatieproces verbetert standaard anodiseren de hardheid en corrosiebestendigheid van het oppervlak, terwijl soms kleur wordt toegevoegd die verschilt van het anodisatieoppervlak. In tegenstelling tot de eerdere technieken streeft zwart anodiseren ernaar een intense, uniforme, diepe zwarte kleuring en een even intens, duurzaam oppervlak te bereiken. Dit wordt bereikt door gebruik te maken van gespecialiseerde kleurstoffen of door metaalzouten, rottend nikkel en kobalt, in de poreuze aluminiumoxidelaag op te nemen tijdens de verffase.
Enkele van de essentiële technische parameters zijn een zwavelzuurbadconcentratie van 12 tot 20 procent, een bedrijfstemperatuur van 60 tot 70 Fahrenheit (16 tot 21 Celsius) en een spanning van 15 tot 18 volt voor type II anodiseren of 60 tot 90 volt voor type III (hard anodiseren). Nauwkeurige controle is essentieel voor het bereiken van een zwarte kleur en de juiste afdichtingsmethoden na het verfproces, zoals nikkelacetaat kokende afdichting gedurende twintig tot dertig minuten om de duurzaamheid van het oppervlak en de kleurechtheid te verbeteren.
Dergelijke verschillen maken dat zwart anodiseren zeer populair is in de lucht- en ruimtevaart, consumentenelektronica en decoratieve fabricage-industrieën, waar esthetiek en duurzame prestaties van het grootste belang zijn.

Verbeterde duurzaamheid: zwarte anodisatie verhoogt de duurzaamheid van aluminium aanzienlijk, biedt uitzonderlijke bescherming tegen corrosie, slijtage en omgevingsfactoren. Dit maakt het zeer geschikt voor veeleisende toepassingen.
Esthetische veelzijdigheid – De strakke, moderne uitstraling van de diepzwarte afwerking past esthetisch bij verschillende ontwerpvereisten in verschillende sectoren, waaronder architectuur en consumentenelektronica.
Verbeterde oppervlakteprestaties – De geanodiseerde laag zorgt voor een beschermende oppervlaktehardheid en is krasbestendig, zelfs onder intensieve gebruiksomstandigheden.
Lichtgewicht en sterk - Zwart geanodiseerd aluminium oppervlak De sterkte wordt vergroot zonder dat de natuurlijke lichtgewicht eigenschappen verloren gaan, waardoor het sterker wordt zonder bulk.
Lange termijn kleurstabiliteit: goed afgedicht zwart geanodiseerd aluminium behoudt zijn kleur in de loop van de tijd, in tegenstelling tot andere materialen die vervagen door blootstelling aan UV-straling of slijtage.
Milieuvriendelijk proces: in tegenstelling tot andere coatingmethoden is anodiseren duurzaam omdat er minder afval wordt geproduceerd en het benodigde materiaal volledig kan worden gerecycled.
Vanwege de uitstekende duurzaamheid, functionaliteit en esthetische aantrekkingskracht wordt zwart geanodiseerd aluminium in veel industrieën verkozen.
1. Hoe verbetert anodiseren de duurzaamheid?
Er wordt beweerd dat anodisatiebehandeling de oppervlaktehardheid van aluminium vergroot, wat helpt om het bestand te maken tegen krassen, slijtage en slijtage. Een typische geanodiseerde laag is 10 tot 25 micron dik voor de meeste toepassingen, terwijl deze tot 50 micron dik kan worden voor zwaar gebruik. Deze lagen, zelfs in veeleisende omgevingen, bieden langdurige duurzaamheid.
2. Op welke manier beschermt anodiseren het oppervlak van aluminium?
Dit proces produceert een oxidelaag op het oppervlak van aluminium, die fungeert als een barrière tegen corrosie, UV-stralen, chemicaliën en vocht. De geproduceerde laag voorkomt de oxidatie en degradatie van het basisaluminiummateriaal.
3. Zijn er specifieke technische waarden voor geanodiseerde coatings?
Natuurlijk zijn de prestaties en de kwaliteit van de geanodiseerde laag afhankelijk van belangrijke parameters zoals de dikte, hardheid en afdichtingskwaliteit:
Laagdikte: 10 tot 25 micrometer voor decoratieve of algemene toepassingen, 25 tot 50 micrometer voor industriële of zware toepassingen.
Oppervlaktehardheid: Tot 500HV (Vickers-hardheid), voor een betere weerstand tegen krassen en slijtage.
Afdichtingskwaliteit: Goed afgedichte poriën zorgen voor een superieure corrosiebestendigheid en kleurstabiliteit, terwijl ze voorkomen dat aluminium oxideert.
4. Kan geanodiseerd aluminium hitte weerstaan?
Geanodiseerd aluminium is A-1 oververhittingsbestendig. De substraattemperatuur is geanodiseerd op ongeveer 1,221 graden Fahrenheit (660 graden Celsius) en kan extreme temperatuurstructurele integriteit verdragen.
Dergelijke technische details en de voordelen ervan verklaren waarom geanodiseerd aluminium breed geaccepteerd is als het gaat om sterkte en duurzaamheid.
Elke consument zoekt eigentijds en innovatief design. Moderne producten zoals consumentenelektronica en architecturale kenmerken maken geanodiseerd aluminium onberispelijk met zijn strakke zwarte afwerking. Het ziet er gunstig uit en biedt een zwartgekleurd oppervlak dat niet vervaagt of afbladdert na verloop van tijd vanwege het elektrochemische proces van kleurafzetting.
Tot op zekere hoogte is de zwarte afwerking wenselijker in termen van productwegwerpbaarheid en levensduur. Het verbetert de UV-bestendigheid en kleurstabiliteit en zorgt tegelijkertijd voor de duurzaamheid van de esthetiek van het productmateriaal. De geanodiseerde laag van het oppervlak kan van 10 tot 25 micron zijn, dus zelfs bij blootstelling aan slijtage, afbladderen en krassen, behoudt het een schijn van gunstigheid. Bovendien kunnen vingerafdrukken gewoonweg niet achterblijven, wat het oppervlak beter geschikt maakt voor smartphones, laptops en andere apparaten.
Branches waarbij esthetiek niet ten koste mag gaan van prestaties, zullen aanzienlijk profiteren van geanodiseerd aluminium, omdat het er niet alleen prachtig uitziet, maar ook ongeëvenaard betrouwbaar is.

Zwart geanodiseerd aluminium is uniek onder de coatings vanwege de ongelooflijke combinatie van esthetiek, duurzaamheid en prestaties. In corrosie- en slijtvastheid, geanodiseerde coatings overtreffen verf en poeder coatings. Het belangrijkste verschil is dat de geanodiseerde coating een laag heeft die chemisch bindt met het aluminiumoppervlak. Het lichte gewicht en de uitzonderlijke hardheid (bijna 60 HRC op de schaal van Mohs) zorgen voor een lange levensduur in veeleisende omgevingen. Uitstekende warmteafvoer en UV-bestendigheid onderscheiden geanodiseerde coatings van veel alternatieve coatings.
Belangrijkste technische parameters:
Corrosiebestendigheid: ASTM B117 zoutneveltest van meer dan 1000 uur doorstaan
De dikte van de geanodiseerde laag bedraagt 5-25 micron, afhankelijk van de projectvereisten
Hardheid: Tot 60 HRC (Mohs-schaal)
Thermische geleidbaarheid: 205 W/m·K (ongewijzigd door anodisatie)
UV-bestendigheid: Langdurig zonder significante vervaging of schade
geanodiseerd coatings met zwart aluminium blijven niet-toxisch en hun afwerking blijft veel beter behouden in de loop van de tijd dan verf. Dit zorgt voor consistente prestaties en esthetiek voor de komende jaren.
De functionaliteit, aantrekkingskracht en verbeterde duurzaamheid van zwart geanodiseerd aluminium hebben het immens populair gemaakt in talloze industrieën en sectoren. Enkele van de prominente toepassingen zijn:
Architectuur: Door de verfijnde uitstraling en weerbestendigheid is het ideaal voor moderne gevels, kozijnen en andere decoratieve stukken.
Elektronica: Vanwege de thermische geleidbaarheid en corrosiebestendigheid wordt het veelvuldig gebruikt in de behuizingen, frames en koellichamen van veel consumenten- en industriële apparaten.
Auto-industrie: Het wordt veel gebruikt in het interieur, de bekleding en emblemen van voertuigen, omdat het licht van gewicht is en een krasbestendig oppervlak heeft.
Lucht- en ruimtevaart: Dankzij het lagere gewicht en de sterkte van de panelen en beugels zijn ze bestand tegen zwaardere omgevingen.
Medische apparatuur: Instrumenten en niet-giftige chirurgische hulpmiddelen waarbij hygiëne en duurzaamheid belangrijk zijn, worden op grote schaal gebruikt.
Consumptiegoederen: Keuken- en kookartikelen zijn duurzamer en vormen een gewilde afwerking, terwijl sportuitrusting opvallend aantrekkelijk is door het gebruik van zwart geanodiseerd aluminium.
Geanodiseerd zwart aluminium is een betrouwbare keuze voor het enorme aantal industrieën en doeleinden waar decoratieve en functionele oplossingen nodig zijn.
Zwart geanodiseerde componenten zijn essentieel in verschillende industriële sectoren vanwege hun indrukwekkende weerstand tegen schade, corrosie en omgevingsfactoren. Veelvoorkomende industrieën die deze componenten gebruiken zijn:
Lucht- en ruimtevaart en defensie: Zwart geanodiseerd aluminium wordt gebruikt in vliegtuigonderdelen, nauwkeurige militaire instrumenten en apparatuur vanwege het lage gewicht en de hoge bestendigheid tegen omgevingsomstandigheden.
Belangrijkste parameters: hardheid (Rockwell C 60-70), dikte van de anodische laag (10-25 micron), corrosiebestendigheid (> 1000 uur in een zoutsproeitest).
Elektronica en elektrotechniek: Vanwege de uitstekende thermische geleidbaarheid wordt zwart geanodiseerd aluminium veel gebruikt voor koellichamen, behuizingen en elektronische connectoren. Het geanodiseerde oppervlak doet geen afbreuk aan isolatie of mechanische sterkte.
De belangrijkste parameters zijn thermische geleidbaarheid (130-180 W/m·K) en diëlektrische sterkte (2000-2200 volt/mil).
Auto-industrie: Zwart geanodiseerde componenten worden veel gebruikt voor motoronderdelen, chassis en decoratieve afwerkingen vanwege hun mooie afwerking en hoge mechanische en thermische weerstand.
Belangrijkste parameters: Temperatuurbestendigheid (>300°F), dikte van de oxidatielaag (15-20 micron), wrijvingscoëfficiënt (0.2-0.3, afhankelijk van de toepassing).
Dergelijke technische mogelijkheden zorgen ervoor dat zwart geanodiseerde onderdelen beter presteren in omstandigheden die materialen van uitstekende kwaliteit met een hoge esthetische waarde vereisen. Elke toepassing toont functionaliteit en een niveau van technisch ontwerpverfijning.
Verschillende consumentenproducten gebruiken zwarte geanodiseerde afwerkingen vanwege hun strakke uiterlijk, praktische bruikbaarheid en, het allerbelangrijkst, hun duurzaamheid. Smartphones en laptops gebruiken bijvoorbeeld zwart geanodiseerd aluminium voor lichtgewicht en krasbestendige behuizingen. Op dezelfde manier gebruiken koekenpannen en bakplaten zwarte geanodiseerde coatings vanwege hun antiaanbaklaag en het vermogen om hoge temperaturen te weerstaan. Horloges en brilmonturen gebruiken deze afwerking ook vanwege de corrosiebestendige eigenschappen en premium uitstraling.
Technische parameters:
Smartphones/laptops:
Oppervlaktehardheid: 200-400 HV
Oxidatielaagdikte: 10-15 micron
Wrijvingscoëfficiënt: Ongeveer 0.2 (droge omstandigheden)
Cookware:
Temperatuurbestendigheid: >400°F
Oxidatielaagdikte: 15-25 micron
Corrosiebestendigheid voldoet aan de FDA-normen voor voedselveiligheid
Accessoires (Horloges/Monteurs)
Oppervlaktehardheid: >300 HV
Slijtvastheid, wat zorgt voor een lange levensduur bij dagelijks gebruik
Deze parameters weerspiegelen de prestatienormen die zwarte geanodiseerde afwerkingen ideaal maken voor functionele en esthetische doeleinden in consumentenproducten.

De verschillen tussen zwarte oxidecoating en zwart anodiseren zijn vooral te vinden in de gebruikte technieken, het type materiaal en voor welke doeleinden het materiaal gebruikt zal worden:
Aanmeldingsprocedure
Zwarte oxidecoating is een beschermend proces waarbij zwart ijzeroxide chemisch wordt afgezet op ferrometalen. Zwart anodiseren is daarentegen een elektrolytisch proces waarbij een coating ter bescherming van aluminium en andere non-ferrometalen wordt aangebracht door middel van gecontroleerde oxidatie.
Materiaalcompatibiliteit:
Zwarte oxidecoatings kunnen gunstig zijn voor staal en ijzer. Zwart anodiseren is echter vooral gunstig voor aluminiumlegeringen, omdat het hun corrosiebestendigheid vergroot.
Corrosie- en slijtvastheid
Zwart geanodiseerde oppervlakken hebben een dikkere oxidelaag dan zwart oxide, wat leidt tot betere corrosiebestendigheid, slijtage en verhoogde temperatuur. Zwart oxide heeft extra olie om het te beschermen tegen matige corrosie, terwijl zwart geanodiseerde oppervlakken superieure kwaliteiten bezitten.
Esthetisch en functioneel gebruik
Zwart geanodiseerde oppervlakken bieden verbluffende kleurstofkleuren met matte en glanzende afwerkingen. Daarentegen geeft zwart oxide een functionele maar no-nonsense afwerking die voornamelijk is gereserveerd voor industriële gereedschappen en toepassingen.
Beide technieken zijn gericht op specifieke materialen en eigenschappen en voldoen aan de eisen op het gebied van bescherming en esthetiek.
Om hun toepassingen en technische specificaties beter te begrijpen, worden zwart anodiseren en zwart oxidecoaten op de volgende manieren onderscheiden:
Materiaalgebruik:
Zwarte anodisatie: Gebruikt met aluminium, titanium en magnesium.
Zwart oxide: het beste voor ferrometalen, staal, roestvrij staal en gietijzer.
Bekledingsdikte:
Zwart anodiseren: De dikte van de coating varieert afhankelijk van de bescherming en varieert van 0.0005 tot 0.002 inch (12.7 tot 50.8 micron).
Zwarte oxide: Een veel dunnere laag, doorgaans 0.00002 tot 0.0001 micron (0.51 tot 2.54 inch).
Corrosieweerstand:
Zwart anodiseren: ervaar tot wel 336+ uur corrosiebestendigheid tijdens zoutneveltesten onder constante omstandigheden.
Zwarte oxide: matig resistent, verbeterd met afdichtmiddelen of nabehandelingsoliën.
Slijtvastheid:
Zwart anodiseren: Vereist minimaal onderhoud en is daardoor uitstekend bestand tegen slijtage.
Zwarte oxide heeft geen tot weinig slijtvastheid en vereist aanvullende behandelingen, zoals olie en was, om de slijtvastheid te vergroten.
Temperatuursbestendigheid:
Zwart anodiseren: Zeer bestendig, werkt optimaal bij temperaturen tot 1000 °C (538 °F).
Zwart oxide: Behoudt functionaliteit tot 482 °F (250 °C) voordat degradatie begint.
Elektrische isolatie:
Zwarte anodisatie: Ideaal voor componenten die isolatie nodig hebben, omdat het een hoge elektrische isolatie biedt.
Zwart oxide: Niet geschikt voor isolatie; het is geleidend en biedt daarom geen diëlektrische isolatie.
Kosten en aanbevolen gebruik:
Zwart anodiseren: duurder vanwege de langere verwerkingstijd en geavanceerdere technologie.
Zwart oxide: Economisch, vooral bij grotere productievolumes in fabrieken.
Elke methode moet worden geselecteerd op basis van de beperkingen van de toepassing, de eigenschappen van het materiaal en de omgevingsomstandigheden. Gebruikers kunnen het proces beter afstemmen op hun doelstellingen door de antwoorden op deze technische vragen te analyseren.
Een beoordeling van de prestaties en levensduur van zwart anodiseren en zwart oxide toont aan dat elk ervan verschillende voordelen biedt, afhankelijk van het scenario. Hier is een korte vergelijking op basis van technische specificaties:
Corrosieweerstand:
Door de dikkere oxidelaag (meestal 10-25 micron voor standaardcoatings en tot 50 micron voor hard anodiseren) biedt zwart anodiseren een uitzonderlijke corrosiebestendigheid. Dit maakt het ideaal voor buitengebruik of zeer corrosieve gebieden.
Door de coatingdikte van 0.5-2.5 micron biedt zwart oxide een matige corrosiebestendigheid. Na het stylen wordt het vaak geplateerd en versterkt met nabehandelingskitten zoals olie of was.
Slijtvastheid:
Black Anodizing is ideaal voor onderdelen die onderhevig zijn aan hoge slijtage, zoals machinecomponenten of lucht- en ruimtevaarttoepassingen. Het beschermt het oppervlak, waardoor het slijtvast is en een hard oppervlak vormt (hardheid tot 400-600 HV).
Zwarte oxide dient meer voor essentiële bescherming en esthetische aantrekkingskracht door oppervlaktehardheid te bieden (ongeveer 100 HV), minder geschikt voor omgevingen met zware slijtage.
Bedrijfstemperaturen:
Zwart anodiseren is geschikt voor toepassingen waarbij hoge prestaties en hittebestendigheid vereist zijn, omdat het temperaturen tot 1200°F (~650°C) kan weerstaan.
Voor industrieel gebruik zijn zwarte oxiden effectief tot 500°F (~260°C) voordat ze afbreken. Hierdoor zijn ze ongeschikt voor extreme hitte.
Chemische weerstand:
Afhankelijk van de afdichtingstechniek is de zwart geanodiseerde coating zeer resistent tegen chemicaliën, waaronder zuren en oplosmiddelen. Dit verhoogt de levensduur in agressieve chemische omgevingen aanzienlijk.
Zwart oxide is bestand tegen lichte oxidatie en lichte chemicaliën, maar kan lastig te onderhouden zijn in agressieve chemische omgevingen.
Esthetische levensduur:
Zwarte anodisatie is perfect voor decoratieve en functionele doeleinden. De constante, sterke afwerking behoudt de levendigheid en glans van de kleur in de loop van de tijd.
Zwart oxide zorgt weliswaar voor een egale, matte, zwarte afwerking, maar heeft als nadeel dat het na verloop van tijd in zware omstandigheden vervaagt of afbreekt als er geen verzegeling is aangebracht.
Gebruikers kunnen beslissen op basis van strikte industriële parameters door deze criteria te matchen. Anodiseren heeft de neiging om te domineren voor duurzaamheid met hoge prestaties, maar voor matige bescherming is de economische oplossing van zwart oxide meer geschikt in gecontroleerde omgevingen.
Mijn toepassingsvereisten, zoals die betrekking hebben op specifieke prestatiefactoren, bepalen voornamelijk mijn selectie van de zwarte coating. Ik zou zwarte anodisatie kiezen voor buiten of andere omgevingen met hoge slijtage vanwege de duurzame aard en corrosiebestendigheid, evenals de stabiliteit op lange termijn en de weerstand tegen slijtage. Zwarte oxide is meer dan voldoende voor budgetgerichte projecten met beperkte blootstelling aan zware omstandigheden, omdat het een moderne matte afwerking biedt tegen een betaalbare prijs.
Hieronder volgen de essentiële technische aspecten waarmee rekening moet worden gehouden bij elke coating:
Zwart anodiseren
Coatingdikte: 0.0008 – 0.002 inch
Slijtvastheid: Uitstekend
Corrosiebestendigheid: afgedichte anodisatie is bestand tegen maximaal 336 uur in zoutneveltesten (ASTM B117)
Toepassingen: Lucht- en ruimtevaart, architectuur, maritieme omgevingen
Zwarte oxide
Coatingdikte: 0.00002 – 0.0001 inch
Slijtvastheid: Matig, afhankelijk van bescherming met olie of afdichtingsmiddel
Corrosiebestendigheid: afgedichte anodisatie is bestand tegen maximaal 72 uur in zoutneveltesten (ASTM B117)
Toepassingen: Gereedschappen, vuurwapens, binnencomponenten
Ik kan met meer vertrouwen een coating kiezen als ik deze factoren in verband breng met duurzaamheid, gewenste uiterlijk en kostenefficiëntie.
Zwart anodiseren is een vorm van oppervlakteafwerking die voornamelijk wordt gebruikt in aluminium en zijn legeringen. Het transformeert aluminium in een corrosiebestendig, zeer duurzaam en visueel aantrekkelijk materiaal. De procedure kan worden onderverdeeld in stappen.
Eerst moet het aluminiumoppervlak worden gereinigd en geëtst om ongewenste stoffen te verwijderen die de hechting van de oxidelaag kunnen aantasten.
Vervolgens omvat oppervlaktevoorbereiding het onderdompelen van het voorbereide oppervlak in een elektrolytbad met toegevoegd zwavelzuur en stroom. Daarna vormt een elektrische stroom een oppervlakte-anodische reactie, wat resulteert in een poreuze anodische laag op het oppervlak.
Hierna volgt het anodisatieproces, waarbij de poreuze anodisatielaag wordt geverfd met unieke pigmenten die de waterstofsulfide-doorlatende laag opvullen.
Tot slot wordt het oppervlak afgedicht met heet water of een afdichtmiddel om de kleurstof vast te houden en de corrosiebestendigheid te verbeteren.
Hierdoor ontstaat er een prachtig uiterlijk op het afgewerkte oppervlak en is het tegelijkertijd zeer duurzaam en corrosiebestendig. Hierdoor is het perfect voor afwerkingsprocedures waarbij duurzaamheid, uiterlijk en efficiëntie belangrijk zijn.
1. Voorbereiding van het aluminiumoppervlak
Reinig het aluminium gedeelte van alle vreemde, olieachtige of geoxideerde materie voor het anodiseren. Reiniging kan worden gedaan met alkalische reinigers of ontvettende zepen. Veelgebruikte parameters zijn:
Reinigingstijd alkalisch: 5-10 minuten.
Temperatuur voor het reinigingsbad: 49-66 graden Celsius.
2. Etsen en ontvetten
Om een temperatuur boven kamertemperatuur te behouden, etst u het aluminium in de natriumhydroxideoplossing om een uniform oppervlak te creëren. Despot het vervolgens met een zure oplossing (meestal, en idealiter, salpeterzuur) voor diepere reiniging.
Etstijd: 2 – 5 minuten.
Temperatuur voor elk bad: 54 – 71 graden Celsius.
Hoewel ik aanraad de specificaties van leveranciers te volgen, zijn de temperatuur en tijd voor het ontbinden van zuur vaak vastgelegd.
3. Anodiseren
Template aluminium onderdelen worden in een zwavelzuurbad geplaatst met een concentratie van 15 – 20% en een elektrolyt. Tijdens het proces moet het aluminium onderdeel worden aangesloten op de positieve aansluiting van een gelijkstroombron, zodat er een anodische oxidelaag op wordt opgebouwd.
Stroomdichtheid: 12 – 24 ampère per vierkante voet (ASF).
Temperatuur van het bad: 20 – 220 graden Celsius.
Duur van het proces: 20 – 40 minuten.
4. Inkleuren
Om een zwarte kleur te krijgen, wordt geanodiseerd aluminium gecoat met speciaal zwart kleurstofpigment. Zorg ervoor dat de structuur van de kleurstof het mogelijk maakt om de poreuze laag te vullen.
Verftemperatuur: 49–60 graden Celsius.
Onderdompelingstijd in verfbad: 10 – 20 minuten.
5. Afdichting
In de laatste stap zorgt een afdichtingsmethode voor corrosiebestendigheid en wordt tegelijkertijd verzekerd dat de kleurstof wordt ingesloten. Deze methode kan worden uitgevoerd met heet water of nikkelacetaat.
Parameters voor het afdichten van warm water:
Temperatuur: 190–212°F (88–100°C).
Duur: 20–30 minuten.
Nikkelacetaat afdichtingsparameters (indien van toepassing):
Temperatuur: 180–190°F (82–88°C).
Duur: 15–20 minuten.
Wanneer u deze instructies volgt, produceert u geanodiseerd aluminium van hoge kwaliteit met de precieze technische parameters die nodig zijn voor duurzaamheid en aantrekkelijke esthetiek.
Deze techniek is een van de meest veelzijdige, kosteneffectieve en meest gebruikte in aluminiumanodisatie omdat het een duurzame en uniforme anodische laag oplevert. Het gebruik van zwavelzuurelektrolyten om te anodiseren, ook bekend als zwavelzuuranodisatie, genereert een oxidelaag op aluminiumoppervlakken die nodig is voor uitstekende kleurstofabsorptie, verbeterde hechtingseigenschappen en verbeterde corrosiebescherming.
De kwalitatieve kenmerken van de anodische laag hangen sterk af van de concentratie van het zwavelzuur, de stroomdichtheid en de bedrijfstemperatuur. In ieder geval is er doorgaans een balans van 12-20% zwavelzuur per gewicht, wat de groei van de oxidelaag optimaal faciliteert en het proces efficiënt maakt. Deze stroomdichtheid wordt doorgaans op een optimaal bereik van 12-24 ASF (Ampère per vierkante voet) gehouden. In dit bereik vindt consistente anodische coatingafzetting plaats. De bedrijfstemperaturen kunnen niet lager zijn dan 68 en mogen niet hoger zijn dan 72 °F (20 en 22 °C). Deze gebruikte oxidegroeitemperaturen optimaliseren de vergrote oxidegroei en minimaliseren verbranding of putvorming op het aluminiumoppervlak.
Anodisatietijd is een andere essentiële factor en de duur kan variëren afhankelijk van hoe dik u de film wilt hebben. Voor standaard anodisatie ligt het tijdsbereik doorgaans tussen de 15 en 50 minuten om lagen tussen 0.1 en 1.0 mils (2.5 en 25 micron) te verkrijgen. Langere anodisatietijden leveren dikkere lagen op, wat de slijtvastheid en duurzaamheid van het oppervlak verbetert.
Zwavelzuuranodisatie onderscheidt zich van andere processen door het vermogen om heldere of geverfde decoratieve coatings te produceren voor verschillende architectonische en industriële doeleinden. Dit proces combineert esthetiek met sterkte en veelzijdigheid en is cruciaal voor het produceren van geanodiseerde aluminiumproducten van topkwaliteit.
Het behoud van het uiterlijk en de duurzaamheid van het zwart geanodiseerde oppervlak vereist reinigings- en verzorgingstechnieken. Bij het reinigen gebruik ik een zachte doek of spons, milde zeep en water, omdat chemicaliën en schurende materialen de oppervlakteafwerking kunnen beschadigen. Ik spoel af met schoon water om vlekken of verkleuring te voorkomen en droog het onmiddellijk. Voor hardnekkigere vlekken gebruik ik reinigingsoplossingen die veilig zijn voor aluminium en zorg ik ervoor dat ze pH-neutraal zijn om de geanodiseerde laag niet te beschadigen.
Wat de technische parameters betreft, zijn dit mijn richtlijnen voor verzorging en onderhoud:
Reinigingsmiddelen: Reinigingsmiddelen moeten pH-neutraal zijn, met een pH-waarde van 6-8, om corrosie te voorkomen.
Temperatuurlimieten: Stel het geanodiseerde oppervlak niet bloot aan temperaturen boven 185°F (85°C), omdat het thermisch beschadigd kan raken.
Regelmatige inspectie: Controleer op tekenen van slijtage en vervaging en controleer beschermende coatings zoals anodische afdichtingsmiddelen na 6-12 maanden om de levensduur te verlengen.
Door de bovenstaande stappen te volgen, kan ik ervoor zorgen dat het zwart geanodiseerde oppervlak in perfecte staat blijft en er zowel esthetisch als functioneel uitziet.

Bij zwart anodiseren is elk detail van belang. Om de hoogste kwaliteitsniveaus te bereiken, moeten bij elke stap strikte procedures worden nageleefd:
Oppervlaktevoorbereiding: De eerste stap is het grondig reinigen van het oppervlak van oliën en andere verontreinigingen. Geautomatiseerde systemen garanderen effectieve etsneutralisatie.
Anodisatieparameters: De coating zal alleen de vereiste eigenschappen bezitten als de stroomdichtheid, badtemperatuur en anodisatieduur zorgvuldig worden beheerd.
Afdichtingsproces: Een goede afdichting van de anodisatielaag met heet water of een nikkelacetaatoplossing verbetert de corrosiebestendigheid en het kleurbehoud.
Kwaliteitscontroles: Periodieke metingen van de dikte, hechting en andere eigenschappen leveren gegevens op waarmee kan worden bepaald of de kwaliteit van de coating en de hechtsterkte voldoende zijn.
Documentatie: Het bijhouden van de procesparameters en batchresultaten is essentieel voor toekomstige referentie en maakt voortgang en optimalisatie mogelijk.
Om zwart anodiseren esthetisch aantrekkelijk en functioneel verantwoord te maken, is de nadruk op consistentie en voortdurend toezicht noodzakelijk.
Het naleven van kwaliteitsnormen met betrekking tot geanodiseerde afwerking hangt volledig af van het voldoen aan de parameters van de elektrolytoplossing: oppervlaktevoorbereiding, materiaalsamenstelling en samenstelling. Deze parameters worden als volgt gedefinieerd:
Oppervlaktebehandeling: Anodiseren wordt voorafgegaan door een grondige en nauwkeurige reinigingsfase, inclusief chemisch etsen, polijsten van het aluminiumoppervlak en ontvetten van het oppervlak. De ideale voorlopers voor een geanodiseerde behandeling zijn aluminiumsubstraten met een constante Ra-gemiddelde van 0.2-0.4 μm.
Materiaalsamenstelling: De soorten legeringen, inclusief de hoeveelheden silicium of koper in het mengsel, bepalen de verwachte afwerking na het anodiseren van een legering zoals aluminium. Hoewel zuivere aluminiumafwerkingen (1000-serie) zeer uniform zijn wanneer geanodiseerd, is het ook bekend dat legeringen met hogere verhoudingen silicium of koper de neiging hebben om matter te zijn. Anodisatielegeringen zoals 6061 en 5052 vallen op door hun corrosiebestendigheid en evenwichtige prestaties.
Samenstelling elektrolyt: Zwavelzuur is ideaal voor gebruik als elektrolyt bij anodiseren en komt voor in concentraties tussen 15-20% van het gewicht. Ook, voor uniformiteit van de geproduceerde afwerking, heeft een elektrolytoplossingstemperatuur van 20-22°C de neiging om verbrande afwerkingen te minimaliseren en tegelijkertijd te lijden onder een lage kans op De ideale stroomdichtheid wordt beschouwd als 12-18 A/ft² en een gebalanceerde anodisatietijd variërend van 20-30 minuten.
Afdichtingstechnieken Methoden voor het afdichten van de geanodiseerde laag om corrosiebestendigheid, kleurstofretentie en duurzaamheid te maximaliseren, omvatten heetwaterafdichting, nikkelacetaatafdichting en het verzekeren dat de pH van de afdichtoplossingen op optimale bereiken blijft. Heetwaterafdichting houdt in dat het object gedurende 190-210 minuten wordt ondergedompeld bij een temperatuur van 20°F tot 30°F. Nikkelacetaatafdichting gebruikt een 5% oplossing bij 175°F gedurende 10-15 minuten.
Wat betreft afdichtingshulpmiddelen die gewoonlijk bij anodiseren worden gebruikt, moet de pH van de afdichtingsoplossingen binnen het bereik van 5.5 tot 6.5 worden gehouden. Andere omgevingsfactoren Chloriden en andere onzuiverheden in het proces, zoals ventilatie en omgevingstemperatuur, moeten worden gecontroleerd; deze bestanddelen kunnen leiden tot defecten zoals putcorrosie, verkleuring of andere vormen van oppervlaktecorrosie.
Post-anodisatie inspecties Regelmatige inspectie van het eindproduct zorgt ervoor dat het voldoet aan de vereiste specificaties. Een fluorescerende kleurstofpenetratietest controleert de integriteit en hechting van de coating en de oppervlaktereinheid. Een horizontaal aangebrachte coating heeft een dikte van 10 tot 25 μm, maar kan bij hard anodiseren 50 μm bereiken. Wervelstroommeters worden ook aanbevolen.
Fabrikanten kunnen praktische doelen bereiken door geanodiseerde afwerkingen naadloos in componenten te integreren en zorgvuldig met deze parameters om te gaan.
Inconsistente laagdikte: Variatie in dikte kan de prestaties en esthetiek beïnvloeden. Om dit te voorkomen, moet u de temperatuur van het anodisatiebad onder controle houden (stel deze in op 20 tot 22 graden Celsius voor Type II-anodisatie) en de stroomdichtheid stabiel houden tussen 12 en 24 ampère per vierkante voet. Gebruik agitatiesystemen die de elektrolyt homogeniseren terwijl deze wordt gebruikt.
Pitting en oppervlakteruwheid: Oppervlaktedefecten, waaronder pitting, zijn het gevolg van chlorideverontreinigingen of onvoldoende voorbehandeling. Om deze problemen te beperken, moeten de filtratiesystemen voor de elektrolytische baden worden versterkt en moeten er regelmatig tests op onzuiverheden worden uitgevoerd. Reinigen en ontvetten als onderdeel van het voorbehandelingsregime.
Kleurveranderingen verven: Ongewenste kleuren en kleurvertragingen kunnen komen door onevenwichtige poriënpatronen of onvoldoende parameters bij het verven. Controleer de temperatuur van het verfbad om binnen het bereik van 48 tot 56 graden Celsius te blijven en houd de pH rond de 5.5. Gebruik uniforme zwavelzuuranodisatie en hoogwaardige kleurstoffen en zorg ervoor dat het spoelen na het anodisatieproces uniform is om de gewenste kleuren te bereiken.
Coating Cracking of Delaminatie: Problemen met de hechting van de coating of scheuren die op het oppervlak verschijnen, zijn het gevolg van oververzadiging van de coating of onvoldoende voorbewerking. Om deze problemen te voorkomen, verbetert u de ets- en ontsmettingsprocessen vóór het anodiseren en houdt u de dikte binnen de gestelde limieten, d.w.z. 25 micron voor decoratief en 50 micron voor hard anodiseren.
Onbalans in elektrolytbaden: Prestaties kunnen in de loop van de tijd worden beïnvloed door een onbalans in de elektrolytsamenstelling. Voor anodiseren van type II is zwavelzuur nodig in het concentratiebereik van 10-20% op gewicht, daarom zijn regelmatige controles en aanvullingen noodzakelijk. Controleer op verontreinigende elementen en verander de aannames van parameters zoals de hoeveelheid opgelost aluminium, die vaak op 5-15 g/L wordt gehouden.
Door deze maatregelen te nemen en kritische technische indicatoren bij te houden, kunnen fabrikanten het aantal storingen verlagen, de levensduur van de apparatuur verlengen en ervoor zorgen dat de kwaliteit van de geanodiseerde coating consistent goed is.
Bij diepzwarte geanodiseerde coatings is mijn voornaamste zorg bij het behouden van consistentie de controle over het proces en de parameters van de coating. Ik behandel ze bijvoorbeeld voor, zodat ontvetten, etsen en ontvetten gelijkmatig op het oppervlak plaatsvinden. Ik controleer het zwavelzuur (meestal 10-20% van het gewicht) tijdens de anodisatiefase en ik controleer ook het opgeloste aluminium tot binnen 5-15 g/L. Temperatuur is essentieel, dus ik houd het bad op 20-22°C (68-72°F) voor Type II-anodisatie. Verfbaden vereisen bijvoorbeeld strenge controles bij diepzwart. De verfconcentratie en temperatuur worden ingesteld volgens de richtlijnen van de leverancier, bijvoorbeeld moet de temperatuur tussen 50-60°C (122-140°F) worden gehouden om nu te kunnen verven. Bij post-dye sealing worden kleuren vastgezet in de post bij 96-100 °C (204-212 °F) met nikkelacetaat of heet gedemineraliseerd water, wat de duurzaamheid verbetert. Door deze stappen te volgen, zorg ik ervoor dat de coatings consistent zijn in uniformiteit, esthetiek en functionaliteit.
Toonaangevende leverancier van CNC-metaalbewerking in China
A: Zwart anodiseren verwijst naar het anodiseren van aluminium, een elektrochemisch proces dat een semi-poreuze aluminiumoxidelaag op het oppervlak creëert. Deze laag kan vervolgens worden geverfd met een organische kleurstof, waaronder zwart, om een duurzame en esthetisch aantrekkelijke afwerking te verkrijgen.
A: De verschillen tussen zwarte oxidecoating en zwart anodiseren zitten vooral in het proces en de toepassing. Zwarte oxidecoating bedekt materialen om minimale corrosiebestendigheid te bieden en wordt doorgaans gebruikt voor staal, terwijl zwart anodiseren anodiseren inhoudt om een duurzamere en corrosiebestendigere laag op aluminium of titanium te creëren.
A: Ja, aluminium kan zwart geanodiseerd worden. Dit proces omvat het gebruik van een organische kleurstof tijdens de anodisatieprocedure om een zwarte anodische coating te creëren die het uiterlijk van het metaal en de weerstand tegen corrosie en slijtage verbetert.
A: Geanodiseerd aluminium verbetert corrosiebestendigheid, slijtagebescherming en esthetische aantrekkingskracht. De zwarte anodische coating maakt aluminium mooier en duurzamer, geschikt voor verschillende toepassingen, waaronder architectuur- en consumentenproducten.
A: Ja, aluminium serie 5 staat bekend om zijn uitstekende corrosiebestendigheid en sterkte en wordt vaak geanodiseerd voor toepassingen waarbij een grotere duurzaamheid en esthetische aantrekkingskracht vereist zijn.
A: De dikte van het geanodiseerde materiaal kan de duurzaamheid, kleurconsistentie en corrosiebestendigheid van zwart geanodiseerde onderdelen beïnvloeden. Een dikkere laag biedt over het algemeen betere bescherming, maar kan ook de kleuruniformiteit en esthetische eigenschappen beïnvloeden.
A: Ja, titanium kan ook zwart geanodiseerd worden. Hoewel het proces enigszins verschilt van aluminium anodiseren, verbetert het op vergelijkbare wijze het uiterlijk van het metaal en de weerstand tegen slijtage en corrosie.
A: Zwart geanodiseerde onderdelen kunnen hun kleur verliezen door langdurige blootstelling aan UV-licht, agressieve chemicaliën of slijtage. Echter, een goede afdichting en onderhoud kunnen de levensduur van de kleur aanzienlijk verlengen.
A: Het proces van het zwart maken van aluminiumcomponenten omvat anodiseren en verven. Om de gewenste kleur en afwerking te bereiken, wordt het aluminium eerst geanodiseerd om een semi-poreuze aluminiumoxidelaag te creëren die is geverfd met een organische kleurstof, waaronder zwart.

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →