

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
プラズマ切断は、さまざまな金属を切断する非常に効率的で正確な方法ですが、使用するガスの種類は、切断の品質、速度、コストを決定する上で重要な役割を果たします。このガイドでは、プラズマ切断で最も一般的に使用されるガスについて、その具体的な利点、欠点、理想的な用途など、包括的な概要を説明します。趣味で作業する人でも、プロの加工業者でも、空気、酸素、窒素、アルゴン水素混合ガスなどのさまざまなガスの特性を理解することで、ニーズに最適なオプションを決定できます。このガイドを読み終える頃には、ガスの選択がパフォーマンスに及ぼす影響と、セットアップを最適化して効率と精度を最大限に高める方法についてしっかりと理解できるようになります。

プラズマ切断作業で一般的に使用されるガスは、圧縮空気、酸素、窒素、アルゴン水素混合物です。
圧縮空気: この方法は安価で多機能であるため、低炭素、ステンレス、アルミニウムなどの薄いシートの加工に最適です。
酸素: 滑らかなエッジを残す最速の操作に使用され、低炭素鋼に使用すると有名です。ただし、コストが増加します。
アルゴン水素混合ガス: 刃先品質が高いため、厚いステンレス鋼やアルミニウムの切断に最適です。ただし、非常に高価です。
要約すると、最適な切断結果を得るには、適切なガスを選択することが重要です。間違った種類のガスを選択すると、期待どおりの結果が得られない可能性があります。
圧縮空気は、プラズマ切断の最も経済的で多用途なオプションの 1 つとして際立っています。軟鋼、ステンレス鋼、アルミニウムの効果的な切断ツールであり、プラズマ生成と二次シールド用のガスとしても使用できます。この多機能特性により、プラズマ切断の標準を維持しながら運用活動のコストを削減するのに最適な選択肢となります。窒素やアルゴン水素混合ガスなどのプレミアムガスと比較して最高のエッジ品質を保証するものではありませんが、日常的な作業での信頼性と専門家や愛好家にとっての実用性により、適切なオプションとなっています。価格と入手のしやすさにより、特に小規模な操作やモバイル切断システムではより魅力的です。
窒素は、不活性な性質により切断端面の酸化や変色を防ぐことができるため、ステンレス鋼やアルミニウムの切断に最適なガスとして広く認められています。また、窒素は、精密で芸術的な品質の作業に必要な滑らかできれいな切断端面を保証するため、レーザー切断システムの補助ガスとしても最適です。このため、窒素は航空宇宙、自動車、食品業界に適しています。
圧力範囲: この手順の標準圧力範囲は 100 ~ 300 PSI (平方インチあたりの重量) ですが、材料の厚さと必要な切断速度によって異なります。
流量: 厚さ約 1 mm の薄いシートの場合、窒素流量は 10 ~ 20 scfm (標準立方フィート/分) で十分です。厚さ約 8 ~ 10 mm の厚い材料の場合は、50 ~ 60 scfm を超える流量が必要になる場合があります。
材料の厚さ: 窒素は最大 25 mm (1 インチ) の厚さのステンレス鋼とアルミニウムを効果的に切断できますが、厚さが増すにつれて切断の精度が低下する可能性があります。
切断面の品質: 切断面はドロスの形成を最小限に抑え、酸化も発生しないため、その後の加工に適した滑らかな表面になります。
プロセスの効率性と厳格な基準により、切断後の徹底的な洗浄や仕上げは不要です。窒素の有効利用により、この結果が実現します。
酸素は、あまり魅力的なイメージを持っていないかもしれませんが、発熱作用があるため、軟鋼を切断するための「ガス」として知られています。酸素は、切断時にアドレナリンを分泌すると考えられています。酸素が鋼を切断すると、加熱された金属から酸化鉄が生成されます。この反応によってエネルギーが放出され、切断プロセスが加速されるため、高出力の切断作業に役立ちます。
一目でわかる利点:
切断速度: 酸素は発熱反応によって熱を過剰に刺激するため、切断時に他のガスよりも速くなります。
コスト効率: 軟鋼を減らすと、処理可能で安価なガスである酸素を使用することで運用コストが大幅に削減されます。
厚い切断: 適切な設定とパラメータを使用すると、軟鋼を最大 100 mm または 4 インチの厚さまで切断できます。
重要なパラメータ:
ガス圧: 材料の厚さに合わせて 0.2 MPa ~ 0.7 MPa (30 PSI ~ 100 PSI) の酸素圧を設定すると、最適な切断結果が得られます。
ノズル設計: 安定したガスの流れと正確な切断を維持するために、酸素補助切断用に特別に作られたノズルを使用します。
切断速度: 速度は鋼の厚さに応じて変化します。たとえば、厚さ 12 mm (0.5 インチ) の鋼の場合、速度は約 600 mm/分になります。
材料の厚さ: 軟鋼は、厚さが 1 mm ~ 100 mm であれば、極めて正確かつ効率的に切断できます。より頑丈な材料の場合は、高圧と低速が必要です。
酸素を使用すると、軟鋼の切断はきれいで、迅速で、信頼性があります。その汎用性と有効性により、多くの業界で手動および自動切断プロセスに酸素が好まれています。

ガスの種類、流量、圧力などのガス選択の要素は、切断品質の効率と生産性に直接影響します。酸素、窒素、水素、アルゴンなどのガスの範囲は、切断するさまざまな材料に応じて独自の利点を提供します。たとえば、軟鋼を切断する場合、きれいな切断面が得られるため、酸素は最適な選択肢です。逆に、窒素はアルミニウムやステンレス鋼などの非鉄金属のきれいな切断面を保証します。ガスを適切に選択すると、精度が向上し、ドロスと消耗品の寿命が短縮され、最高の切断効果が得られます。
アルゴンバランス以外にも、ガスの選択は切断速度と品質を決定する要因です。私が読んだところによると、酸素は入手しやすいため、軟鋼を切断する場合に有用です。窒素は非酸化性のため、ステンレス鋼やアルミニウム材料を扱う場合に最高品質の切断面と刃先を提供します。優れたドロスのない表面を得るには、アルゴンと水素の混合ガスが不可欠で、滑らかな切断面とプロフェッショナルな仕上がりを実現します。十分な効果があれば、プロフェッショナリズムを最大限に高め、全体的な生産性を向上させることができます。
鋼(軟鋼、炭素鋼、合金鋼):
ガスの選択: 酸素
理由: 切断速度が向上し、熱効率が向上します。
主なパラメータ: 厚さに応じて、圧力範囲は 4 ~ 10 bar です。ノズルのサイズは、細かい作業または一般的な切断に合わせて設定されています。
ステンレス鋼:
ガスの選択: 窒素またはアルゴン水素混合ガス
理由: 窒素は酸化を阻止し、きれいな仕上がりを実現し、アルゴン水素は厚い材料の表面品質をさらに向上させます。
主なパラメータ:
ほとんどの用途で窒素圧力は 10 ~ 20 bar です。
アルゴン 95%、水素 5% のアルゴン水素比率は、ステンレスの高品質な表面切断に最適です。
アルミニウム:
ガスの選択: 窒素
理由: エッジを滑らかかつ正確に切断しながら、形成されるドロスと酸化物の量を減らします。
主なパラメータ: 切断の厚さと精度に応じて 12 ~ 18 bar の圧力。
銅と真鍮:
ガスカット: 窒素または圧縮空気。
理由: 窒素の不活性特性により切断部が清潔に保たれ、スターター産業の圧縮空気は加温用途に適しています。
主なパラメータ: 経済的な切断性能を実現する 6 ~ 12 バー。
ガスの種類を材料の要件に合わせると、ガスのパフォーマンスが向上し、無駄が減り、エッジの品質が向上します。
切断システム用のガスを正しく選択すると、消耗部品のコストが大幅に削減されます。使用するガスの種類と調整により、最適な切断条件を確保し、汚染を最小限に抑えることで、消耗品の摩耗を最小限に抑えることができます。たとえば、高純度の窒素ガスを使用して切断を行うと、主にステンレス鋼とアルミニウムの切断で行われる切断面の酸化が軽減されます。これにより、品質が向上し、消耗品の摩耗が軽減されます。
重要な技術的パラメータには、部品の不均一な摩耗を招かないように十分なガスを供給することが含まれます。酸素アシスト切断の場合、最適な圧力は通常、材料の厚さに応じて 3 ~ 6 bar の範囲です。圧縮空気を使用する場合は、オイル フィルターと水分フィルターを使用し、5 ~ 12 bar に維持する必要があります。ガス供給システムのメンテナンスには、消耗部品への十分な流量を維持し、摩耗を減らすための定期的な漏れチェックとフィルターの交換が含まれます。
これらすべての実践とガスパラメータの正確な制御を考慮すると、ガス供給メンテナンスシステムの有効性は最大化され、ガス供給システムにかかる費用は高くなります。ただし、これらの実践により、長期的には高い切断品質を確保しながら、運用コストと購入コストを削減できます。

実際、さまざまなプラズマ切断プロセスに異なるガスを利用できます。各ガスは、材料と期待される結果に応じて独自の利点を提供します。たとえば、空気は、軟鋼、ステンレス鋼、アルミニウムに使用できるため、非常に汎用性が高く、準備作業をほとんどまたはまったく行わずにきれいな切断を実現します。酸素は軟鋼の切断速度を速め、優れたエッジ品質を実現しますが、ステンレス鋼とアルミニウムのメッキでは、耐酸化性により窒素が優れています。厚い材料と高品質の切断にはアルゴンと水素の混合ガスが適していますが、ガス供給を調整することでも最適なパフォーマンスを実現できます。
軟鋼には、切断速度を上げながら、きれいで鋭い切れ味を実現できる酸素をお勧めします。ステンレス鋼とアルミニウムに最適なガスは、滑らかで高品質の切断と酸化のなさから窒素です。アルゴンでは、厚い材料を扱う場合や、精度や要求の厳しい作業能力を犠牲にすることなく優れた切断品質が必要な場合に、水素混合ガスが優れています。材料に適したガスを選択してください。これは、切断プロセスの効率と結果に直接影響します。
作業場所に応じて、プラズマ切断が必要な場合のガス混合物の選択はきわめて具体的です。以下は、日常的なプラズマ切断のニーズに関する直接的な説明と技術的パラメータです。
窒素 (N2): 窒素ガスは、薄い材料の切断品質に優れているため、ステンレス鋼やアルミニウムの切断に最適です。窒素は高いアークエネルギー レベルで効果的に機能し、高出力レベルでも薄い材料の切断品質を良好に保ちます。推奨される厚さの範囲は最大 1 インチです。
アルゴン水素 (Ar-H2): このガス混合物は、厚いステンレス鋼やアルミニウムの切断に最適です。通常、アルゴン 65% と水素 35% の比率で混合され、この組み合わせではドロスがほとんど生成されずにきれいな切断ができます。優れた品質が求められる厚さ XNUMX インチ以上の材料に推奨されます。
酸素 (O2): 酸素は、他のガスよりも切断速度と刃先品質が優れているため、炭素鋼の切断によく使用されます。このガスは、XNUMX/XNUMX インチから XNUMX インチの厚さの切断に最適で、酸化を軽減するために適切な排気換気が必要です。
エア: エア ワイドは、多くの用途を持つ低価格のガスと言えます。軟鋼、アルミニウム、さらにはステンレス鋼の切断に使用されます。エア プラズマ切断は、精密切断では他のガスほど効果的ではありませんが、厳しい許容誤差が要求されない汎用切断には最適です。1 インチ未満の薄いピースに最適です。
圧縮ガスの混合物: 特定の産業用途では、アルゴン-ヘリウムやアルゴンと窒素を組み合わせた混合ガスが、頑固な切断作業に独自のパフォーマンスを発揮します。
材料の種類と厚さ、および必要な品質を考慮して、適切なガスの混合により、プラズマ切断プロセスの有効性と生産性が大幅に向上します。機器の制限と安全に関する指示を常に確認してください。
材料に求められる高い精度と低い反応性のため、アルゴンやヘリウムなどの不活性ガスはプラズマ切断に最適です。これらのガスは酸化を抑制し、より滑らかできれいな切断面が得られるため、アルミニウム、銅、真鍮などの非鉄金属の切断にも適しています。
たとえば、アルゴンは水素と組み合わせて使用されることがよくあります。ステンレス鋼とニッケル合金の一般的な混合比は、アルゴン 65%、水素 35% です。これにより、優れた刃先品質とドロスの低減が実現します。アルゴンは熱伝導率が高く、より深い浸透とアークの安定性を保証するため、厚い材料を切断するのに特に便利です。
不活性ガスは、反応性ガスよりも効率が高く、特定の材料に使用できます。ただし、一般的にははるかに高価です。そのため、高品質の仕上げや特殊金属を使用する用途にのみ使用されます。最高のパフォーマンスと安全性を確保するため、ガスの種類、流量、圧力設定については必ず製造元の指示を確認してください。
窒素には、プラズマ切断ガスとして役立ついくつかの重要な特性があります。窒素は非酸化性で、ステンレス鋼、アルミニウム、さまざまな非鉄金属をきれいかつ正確に切断できます。さらに、窒素の化学的安定性により、熱による損傷や変色が軽減され、材料の表面品質が維持されます。窒素は大量切断にも効果的で、幅広い材料の厚さでうまく機能するため、産業分野での地位を固めています。
窒素を使用すると、ステンレス鋼やアルミニウムの切断がはるかに簡単になります。まず、酸化が起こらないため、きれいな切断面を簡単に実現できます。さらに、窒素は熱による損傷を防ぐため、金属の構造と表面仕上げを損なわずに済みます。さまざまな厚さの材料で効率よく切断でき、大量生産に適したコスト効率の高いソリューションと相まって、窒素は精度と信頼性の面で業界が頼りにするソリューションとなっています。
プラズマ切断に使用される窒素と他のガスを比較する場合、性能、材料の適合性、コスト効率など、いくつかの重要な要素があります。
1. 窒素と酸素:
酸素は切断速度を高め、切断中に酸化層を形成するため、溶接の準備に有利です。ただし、酸化層が欠陥の原因となる可能性があるため、材料の表面品質を維持するという点では酸素は窒素ほど適切ではありません。さらに、酸素はより大きな熱入力をもたらし、薄い材料を歪ませる可能性があります。一方、窒素は酸化せずにきれいに切断できるため、非合金鋼、ステンレス鋼、アルミニウムに最適です。
|
|
窒素 |
酸素 |
|---|---|---|
|
切削速度 |
穏健派 |
ハイ |
|
酸化レベル |
なし |
中から高 |
|
材料加熱 |
ロー |
反りが発生するリスクが高い |
|
共通資料 |
ステンレス鋼、アルミニウム |
軟鋼 |
2. 窒素と空気:
圧縮空気はコスト効率が高く、便利で、軟鋼やアルミニウムの切断によく使用されます。ただし、窒素と酸素が混合されているため、切断面のきれいさが損なわれ、表面汚染のリスクが高まります。窒素を使用すると、特に美観が求められる用途で、精度が高くきれいな結果が得られます。
|
|
窒素 |
圧縮空気 |
|---|---|---|
|
費用 |
より高い |
低くなる |
|
エッジの清潔さ |
ハイ |
穏健派 |
|
表面汚染リスク |
ロー |
より高い |
3. 窒素 vs. アルゴン水素混合ガス:
アルゴン水素は厚い材料によく使用され、優れた切断アークを実現しますが、コストが大幅に高くなります。薄い~中程度の厚さの場合は、パフォーマンスと運用コストのバランスが取れた窒素の方が経済的な選択肢です。
|
|
窒素 |
アルゴン水素混合物 |
|---|---|---|
|
費用 |
低くなる |
より高い |
|
厚さの適合性 |
薄めから中くらい |
厚い素材 |
|
切断アークの安定性 |
穏健派 |
ハイ |
最終的に、ガスの選択は、材料の種類、厚さ、望ましい表面仕上げ、予算上の考慮事項など、特定のアプリケーション要件によって決まります。窒素は、さまざまな使用例にわたってその汎用性ときれいな切断能力が際立っています。
窒素ガスの価格設定を評価するには、サービス提供と予算の適切な均衡が不可欠です。供給方法、純度レベル、全体的な消費率などのさまざまな変数によって、窒素ガスのコストが決まります。
供給方法: 窒素ガスは、バルク液体タンク、圧縮ガスボンベ、または現場で生成することができます。窒素生成器は初期費用が高額になる可能性がありますが、長期的には大量使用者にとって非常に経済的です。一方、事前にパッケージ化されたボンベは不定期使用には有利ですが、長期的には高価です。
消費率: 用途によっては、窒素ガスの流量が高いほど、機能を維持するために高い運用コストが必要になります。たとえば、高出力レーザー切断システムでは、300 時間あたり 600 ~ XNUMX 立方フィートが必要です。使用量を正確に見積もることで、ユーザーは過剰な出費を防ぐことができ、最も効率的な供給方法を決定するのにも役立ちます。
純度レベル: 窒素の純度レベルによって窒素ガスのコストが決まります。たとえば、99.99% 以上の高純度窒素は、広範囲にわたる濾過プロセスが必要なため、常にコストが高くなります。ただし、厚い材料を切断したり、わずかに酸化したエッジを使用する場合は、純度レベル 95% ~ 98% のフィルターなどの安価なオプションでも十分です。
窒素を敷地内で製造する場合は、発生器の運用にかかる費用を評価します。新しい窒素発生器はエネルギー効率が良いかもしれませんが、注意深く監視しないと余分なエネルギーを消費します。
窒素ガスがシリンダーまたはタンクに保管されている場合、輸送と保管も全体的な費用に影響します。さらに、中断や無駄な活動の可能性を減らすために、ガス供給システムまたはガス駆動発電機の定期的なメンテナンスを財務計画に考慮する必要があります。
これらの基準を理解している企業は、業務プロセスのパフォーマンスに影響を与えることなく、窒素ガスの使用にかかる費用を管理できます。

酸素は、特に軟鋼の切断にプラズマ切断ガスとして使用できます。コストは高くなりますが、酸素を使用すると切断面がきれいになり、ドロスが少なくなるため、切断速度と品質が向上します。ドロスの除去は、アルミニウムやステンレス鋼には特に効果的ではありません。最終的には、切断が必要な材料の種類、厚さ、品質によって、プラズマ切断に最適なガスが決まります。
他のガスと比較して、酸素を使用して鋼板をプラズマ切断する最も大きな利点は、切断速度が向上することです。酸素の反応特性により、より深い切断が可能になり、時間に敏感なプロジェクトの生産性が向上します。
軟鋼に酸素を使用すると、ドロスが最小限に抑えられ、エッジの精度が向上します。そのため、切断後に見た目を良くするための仕上げはほとんど必要ありません。
軟鋼の場合、鋼が厚い切断部分を作成すると、酸素は一貫したパワーと深さでより効果的に切断します。
確かに酸素には高いコストが伴いますが、代替材料やその他の要素を考慮する必要はあるものの、軟鋼の切断には有利です。
運用コストの増加
酸素は経済的に優れた品質と切断効果をもたらしますが、空気や窒素などの他のプラズマ切断ガス オプションよりも若干高価です。このコスト増加は、特に大規模な切断作業を行う企業では、運用予算に影響を与える可能性があります。
材料の適合性に関する制限
酸素は軟鋼の切断効率に最も優れています。アルミニウムやステンレス鋼などの他の材料には効果がありません。対照的に、アルゴン水素や窒素などの他のガスは、その特定の特性により、はるかに優れた切断効果を発揮します。
酸化物の蓄積
プラズマ切断中に酸素を使用すると、厚い材料の切断面に酸化物が蓄積され、必要な仕上がりを得るにはさらに洗浄または処理が必要になります。
消耗部品の寿命の短縮
酸素プラズマ切断は、動作温度が速いため、他のガスよりも消耗品の摩耗が早くなります。これにより、スラスト過剰の切断が増加し、負荷が頻繁にかかり、ダウンタイムが発生します。
切断可能な厚さの範囲が狭い
2 インチまたは 50 mm の非常に厚い鋼の場合、電磁ガスまたは酸素燃料ガスは、そのような用途に最適な酸素などの他のガスまたは混合ガスよりも切断速度が遅くなる場合があります。 複数の単一パスまたは細いワイヤが必要になる場合があります。
プロジェクトの本来の目的を確実に果たしながら、プラズマ切断で酸素を使用する利点とこれらの制限とのバランスを取ることが重要です。
酸素がプラズマ切断に最適かどうか、またそれがプロジェクトのニーズに合っているかどうかを決定する前に、検討すべき点が数多くあります。酸素の利用は特定の状況では理想的ですが、達成する必要のある切断要件を考慮する必要があります。技術的な事実と実際の経験から導き出された主なポイントは次のとおりです。
軟鋼切断
酸素は、きれいな切断面とドロスの生成の減少を可能にするため、軟鋼の切断に最適な燃料です。酸素と鋼の反応により切断速度がさらに速くなり、他のガスよりも高品質の切断面が得られます。酸素は、0.5 ~ 1 インチ (12 ~ 25 mm) の厚い炭素鋼に適しています。
エッジの品質と精度
酸素が利用できる場合、切断の目的は、十分に滑らかなエッジで簡単に達成できます。酸素は、エッジを精密かつ直角に仕上げることができるため、切断にも最適です。そのため、製品の外観や美しさ、正確な測定が重要となる自動車業界や構造用鋼業界でのオゾン プラズマ切断に非常に適したものとなっています。
スピードと効率
酸素を使用すると、より薄い軟鋼 (最大 1 インチ) の切断速度を上げることができ、他のすべての面で窒素や空気より優れています。これにより、多くの産業用途で生産性が向上します。一方、酸素では極端に厚い鋼を高速または効率的に切断することはできません。
材料の互換性
酸素は炭素含有量の少ない鋼には適しています。しかし、アルミニウムやステンレス鋼などの非鉄金属では、エッジ部分の酸化を引き起こすため、あまり効果がありません。これらの材料の場合、エッジ部分の品質は窒素やアルゴンなどの不活性ガスを使用することで最適に保たれます。
技術的なパラメータ
切断電流の範囲は、材料の厚さとカッターの仕様に応じて 50 ~ 400 A です。
切断速度 (軟鋼、0.5 インチ): さまざまな要因に応じて、速度は毎分最大 60 インチに設定できます。
ガス流量: 酸素のガス流量は通常 40 ~ 80 psi ですが、材料とトーチのニーズに合わせて数値が微調整されます。
酸素を選択するときは、材料の種類、エッジの品質、および動作速度を考慮してください。非鉄金属や厚い鋼鉄の場合は、窒素やアルゴン水素ガス混合ガスなどの代替ガスのほうが適している場合があります。常に機器の説明書を参照して、最適な設定を決定してください。

プラズマ切断システム用のガスの選択は、切断する材料、切断品質、速度やコストなどの主要な操作上の優先事項などの基準に依存します。酸素は炭素鋼を高速かつきれいな切断面で切断しますが、窒素は酸化がほとんどないため、アルミニウムやステンレス鋼の切断に使用されます。アルゴン水素混合ガスは、厚い材料や非鉄金属を高精度で切断するのに最適です。最高のサポート性能を得るために、機器の仕様や材料との互換性を常に確認してください。
プラズマ切断用の切断ガスの選択は、指定された結果を達成する必要があるため、非常に重要です。最適な結果を得るために、切断する材料の種類を明確に定義します。非鉄金属、アルミニウム、炭素鋼、ステンレス鋼など、さまざまな材料が特定のガスの種類で最もよく機能するためです。たとえば、酸素は炭素鋼と組み合わせると最もよく機能し、窒素はアルミニウムなどの非鉄金属と組み合わせると効率的です。さらに、切断の品質と仕上がりを重視します。滑らかできれいなエッジが必要な場合は、窒素またはアルゴンと水素の混合ガスが理想的です。最後に、コストや速度などの要素を考慮する必要があります。他のガスは精密切断に役立つ場合がありますが、酸素はより高速な切断が可能で、大量生産の企業に最適です。これらの指針となる要素を確認し、機器の仕様を考慮することで、適切な決定を下すことができます。
ガスの種類をプラズマ切断機の仕様に合わせるには、いくつかの重要なポイントを体系的に考慮する必要があります。
材料の互換性
酸素 適した用途: 切断速度と刃先品質が優れているため、軟鋼および炭素鋼の切断に適しています。
窒素の適性: アルミニウムやステンレス鋼などの非鉄金属で、切断精度と品質が良好です。
アルゴン水素混合は厚いステンレス鋼やアルミニウムに適しています。厚い材料の切断品質は重要です。
希望のカット仕上げ:
窒素 – 推奨用途: エッジが滑らかで清潔である必要がある非鉄材料。
刃先をある程度酸化させる必要がある場合は酸素が効果的であり、切断が経済的です。
アルゴンと水素の混合ガスは高精度のアプリケーションに適しています。
スピードとコスト効率:
切断には酸素が最適ですが、精度よりもコストを優先してください。推奨ガス圧はシートの厚さに応じて40~70psiです。
窒素は精度とコスト効率に等しく重点を置いており、推奨圧力は 50 ~ 75 psi です。
アルゴン水素の方が優勢で、低圧でプラス効果が得られますが、厳しい作業での精度には 35 ~ 50 psi が推奨されます。
機械の性能を向上させるには、必ずプラズマ カッターに付属のマニュアルを参照して、各材料に推奨されるガスの種類と圧力レベルを確認し、機械の使用中にコストと安全対策を確保してください。
プラズマ切断に最適なガスを選択するには、プロジェクトの仕様に応じてコスト、可用性、パフォーマンスを慎重に考慮する必要があります。
酸素
パフォーマンス: 酸素で切断すると、高速切断プロセスが実現します。炭素鋼を扱う人にとって、刃先の外観は優れています。したがって、酸素はあらゆる軟鋼用途に最適なガスです。
コスト: 酸素はそれほど高価ではなく、切断時の無駄が少ないためコスト効率が高くなります。
技術的パラメータ: 鋼の厚さに応じて、通常範囲の 40 ~ 70 PSI のガス圧で最適な切断結果が得られます。
窒素
パフォーマンス: 窒素はステンレス鋼とアルミニウムの切断に最適です。ドロスを最小限に抑えてきれいで滑らかな切断を実現し、高速切断にも対応します。
コスト: 非鉄金属の切断性能と比較すると、価格は中程度で適正です。
技術的パラメータ: 推奨範囲は通常約 50 ~ 75 psi で、精度と効率が保証されます。
アルゴン水素混合ガス
性能: このミックスは、厚いステンレス鋼やデザインアルミニウムの切断に最適です。最高の精度と最小限の酸化で、非常に望ましい切断を実現します。
コスト: アルゴン水素は他のものに比べて高価ですが、高精度が求められる硬質材料を扱う場合にはコストが低くなります。
技術的パラメータ: 35~50 PSI の圧力制御により、より困難な作業でも最良かつ最も滑らかなエッジを作成できます。メルター セクションは、スレッドを非常に滑らかにするためのさまざまな上部エッジを提供できます。
圧縮空気
パフォーマンス: このオプションは、手頃な価格でありながら、汎用的な切断に効果的です。軟鋼、ステンレス鋼、アルミニウムに使用できますが、他のガスほどエッジの品質は高くない場合があります。
コスト: このタイプのガスは安価で入手しやすいため、小規模または作業場の用途に問題なく使用できます。
技術的パラメータ: 通常、動作圧力は 90 ~ 120 psi ですが、機械の仕様によって異なります。
最終的な提言
コスト、パフォーマンス、可用性の面では、次のことを実行して最適なバランスを見つけ、すべてを実現するのが最善です。
酸素は、その高品質とスピードのため、軟鋼に使用されます。
ステンレス鋼などの非鉄金属、または場合によってはアルミニウム、窒素、アルゴン水素混合金属を使用する必要があります。選択は金属の厚さと必要な精度によって異なります。
予算に優しい操作の場合、理想的なエッジ品質がそれほど重要ではない圧縮空気を使用できます。
材質や用途に応じた安全性と最適なパフォーマンス設定については、必ずプラズマカッターのマニュアルを参照してください。

もちろん、プラズマ切断でガスを取り扱う際は、安全が第一です。窒素やアルゴン水素などの不活性ガスや反応性ガスを扱う場合は、有害な煙やガスの蓄積を避けるために、適切な換気を優先する必要があります。圧縮ガスボンベを扱う際は常に注意してください。ボンベは適切に固定し、転倒しないようにしてください。適切な手袋と目の保護具を使用してください。これらは、高温やまぶしさに対処する際に不可欠です。最小限のリスクをすべて回避するために、デバイスが対象ガスのすべての要件とデバイスの圧力、流量、ガス適合性設定に準拠していることを確認してください。
プラズマ切断ガスの保管と取り扱いを任されたとき、私は厳格なガイドラインに従っています。まず、すべてのガスボンベが換気の良い場所に立てて保管され、転倒しないようにチェーンやストラップで固定されていることを確認します。さらに、圧力が上昇する可能性が高くなるため、熱源、裸火、直射日光から離れた場所に保管することも確認します。ボンベを輸送する際は、漏れや損傷の兆候がないか注意深く検査し、そのガスに適した圧力調整器を使用できるようにします。保管に関しては、危険な化学反応を避けるため、すべての可燃性ガスを酸素供給装置とは別の場所に保管するようにしています。最後に、適切な使用とメンテナンスのために、安全データシートとメーカーの説明書を照合します。
プラズマ切断ガスを扱う場合、安全な作業空間を確保し、有毒なフレオンの煙やガスの吸入を防ぐために、適切な換気が不可欠です。以下は、使用されるさまざまな種類のガスの最も重要な換気要件のリストです。
アルゴン: アルゴンは不活性で無毒なガスです。ただし、空気より重いため、酸素のない場所を占めることがあります。そのため、酸素レベルが 19.5% を下回る低酸素症を避けるために、排気換気を考慮する必要があります。
酸素: 酸素が濃縮された状態で存在すると、火災の危険につながる可能性があります。一般的な換気では、常に火花を発しない器具を使用し、酸素濃度を 23.5% 未満に保つための対策を講じる必要があります。
窒素: 不燃性のクリプトンガスでも、濃度が高くなると窒息する恐れがあり、危険です。酸素濃度を制御するには、局所排気装置または空気交換システムを導入する必要があります。
水素: 水素ガスは非常に可燃性が高く、空気と混合すると非常に爆発性の高い化合物を生成する可能性があります。常に換気対策を講じて、水素濃度を爆発下限値 (LEL) (空気中 4%) 以下に抑えてください。
圧縮空気: 圧縮空気が直ちに危険をもたらさない場合でも、切断によって化学物質や有害な煙が発生する可能性があります。室内の汚染物質の除去を減らすために、局所排気換気が推奨されます。
すべての換気システムは、十分な空気交換が行えるように設計され、OSHA および ANSI ガイドラインに準拠している必要があります。ガス レベルをチェックし、従業員の安全をさらに保証するために、ポータブルな気流モニターに投資すると効果的です。
プラズマ切断を分類するときは、適切な個人用保護具 (PPE) を使用することで、安全対策に特に注意を払います。たとえば、使用するアンペア数に応じてシェード 5 からシェード 9 の間のシェードのぴったりした溶接ヘルメットを着用します。これは、切断中に割れる可能性のあるサイド シールド付きのゴーグルまたはメガネ (ANSI Z87.1 認定) 用に設計されています。これらのメガネは、危険な紫外線からも保護します。
さらに、換気のない場所や、危険な煙を発するステンレス鋼やアルミニウムを切断する場合には、NIOSH 認定の呼吸器を着用します。また、切断作業中の高温や火花による火傷から手を守るために、通常は革などの硬い素材でできた耐熱手袋も着用します。
私は仕事中、腕と脚を覆う耐火性の衣服を着用し、職場の安全性を高めるためにつま先がスチール製の滑り止めブーツを履いています。また、プラズマ カッターで切断する際の過度の騒音を遮断するために、イヤーマフまたは耳栓も着用しています。
提供された PPE と安全規則を使用することで、プラズマ切断作業中の安全が第一に確保されます。
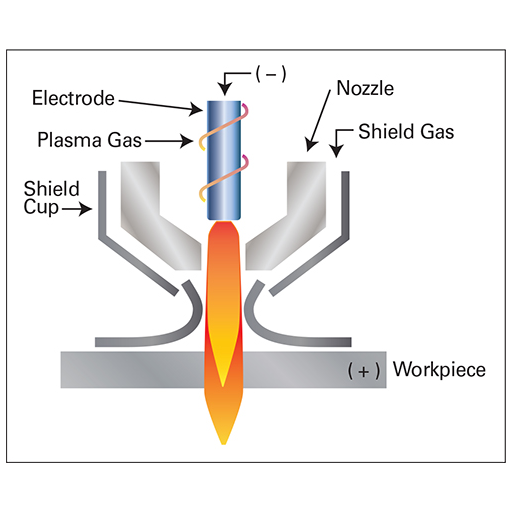
A: プラズマガスは、プラズマ切断システムでプラズマアークを生成するために使用される主要なガスです。切断の品質、切断速度、切断可能な材料の種類を決定するため、非常に重要です。一般的なプラズマガスには、空気、酸素、窒素、アルゴンなどがあり、それぞれがさまざまな切断用途に異なる利点をもたらします。
A: プラズマ カッターは、ほとんどの用途で通常、圧縮空気を主なプラズマ ガスとして使用します。これはコスト効率が良く、さまざまな材料の切断に適しています。ただし、特定の材料や、より高品質の切断とより速い切断速度を実現するために、酸素、窒素、アルゴンなどの他のガスが使用される場合もあります。
A: 酸素はプラズマガスとして、特に炭素鋼の切断に使用できます。酸素プラズマを使用すると、鉄金属の切断速度が速くなり、切断面がきれいになります。厚い材料を精密に切断するために、CNC プラズマ切断システムでよく使用されます。ただし、酸素は酸化を引き起こす可能性があるため、ステンレス鋼やアルミニウムの切断には使用しないでください。
A: 窒素プラズマはステンレス鋼やアルミニウムの切断に最適です。 ドロスが最小限で、エッジが滑らかに仕上げられた高品質の切断を実現します。 また、窒素は、切断品質を向上させ、消耗品の寿命を延ばすために、一部のプラズマ切断システムで二次ガスまたはシールドガスとして使用されます。 厚さ 3 インチまでの材料の切断に特に効果的です。
A: アルゴンガスは、標準的なプラズマ切断ガスの中で最も高温のプラズマアークを生成します。切断速度が遅いため、通常は単独のガスとして切断に使用されることはありませんが、厚い材料の切断やプラズマガウジング用途のために、アルゴンを水素などの他のガスと混合して高温プラズマを生成することがよくあります。
A: はい、多くの高度なプラズマ切断システムではデュアルガス構成が使用されています。これらのシステムでは、プラズマアークを生成するためのプライマリプラズマガスと、切断領域を保護して切断品質を向上させるためのセカンダリガスまたはシールドガスが使用されています。たとえば、軟鋼を切断する場合、プラズマガスとして酸素を使用し、シールドガスとして空気を使用するシステムがあります。
A: プラズマ トーチに適したガスを判断するには、機器のマニュアルまたは製造元の推奨事項を参照してください。ガスの選択は、切断する材料、希望する切断品質、切断速度の要件、プラズマ切断システムの機能などの要因によって異なります。適切なガスを使用すると、最適なパフォーマンスが保証され、機器の損傷を防ぐことができます。
A: プラズマ切断で使用されるアルゴンや窒素などの一部のガスは溶接プロセスでも使用されますが、プラズマ切断と溶接は異なるガス要件を持つ別のプロセスであることに注意することが重要です。ただし、特定のアプリケーションと機器の設定によっては、一部の製造工場ではプラズマ切断と溶接操作に同じガス供給を使用する場合があります。


