

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ウォータージェット切断は、さまざまな素材を複雑なアイテムに変換できるため、他の切断技術よりもはるかに進歩しています。単一または複数のヘッドノズルを使用して実行できるため、複雑な手順の汎用性が向上します。見出しには、ウォータージェットだけで切断を行うという現代の機械加工の進化が表れています。ウォータージェットは切断を正しく行います。この記事では、繊維から重工業用金属、最も壊れやすいガラスまで、ウォータージェット切断技術で処理できる素材の範囲について説明します。エンジニア、DIY 愛好家、または産業技術オタクである場合、この記事はあなたにぴったりです。ウォータージェット技術の成長現象、その好ましい用途、およびその機能の背後にあるメカニズムについてお手伝いします。
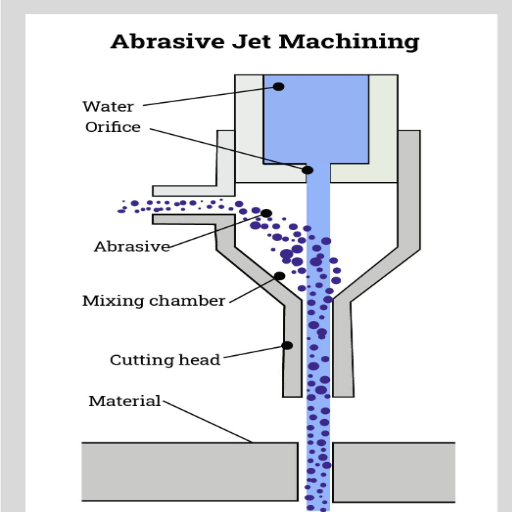
ウォーター ジェットの魅力的な点は、高圧の水流を噴射することです。この水流には通常、ガーネットなどの研磨剤が混ぜられています。ウォーター ジェット カッターは、ポンプを使用して水中に強力な圧力を発生させ、小さなノズルから強力で集中したジェットを形成します。研磨剤のガーネット材料が水流に含まれている場合、ウォーター ジェットは鋼鉄や石などのより複雑な材料を切断できます。このプロセスでは、切断される材料が加熱されないため、熱による損傷は発生しません。ウォーター ジェットでは、比類のない精度と完璧なエッジが実現されます。
ウォータージェット切断とは何ですか?
ウォーター ジェット切断は、研磨剤と組み合わせた高圧水流を使用して材料を精密に切断するものです。このプロセスでは加熱が伴わないため、冷間切断に分類されます。さらに重要なのは、加工される材料の完全性が維持されることです。
ウォータージェットで切断できる材料は何ですか?
ウォータージェットマシンは、柔らかいフォーム、ゴム、耐久性のある鋼、ガラス、チタン、石、さらには硬材など、事実上あらゆる材料を切断できます。
ウォータージェット切断の精度はどのくらいですか?
ウォータージェット切断は、最も精密な切断方法の 0.005 つです。エッジの許容誤差とクリーンさは厳密に、通常 ±XNUMX インチ程度です。この切断方法は、複雑で細かい切断を必要とする業界に適しています。
ウォータージェット切断の利点は何ですか?
ウォータージェット加工には、熱による損傷の排除、材料の無駄の削減、従来のカッターでは実現が難しい複雑な形状の切断など、多くの利点があります。また、必要な資源は水のみで、副産物は最小限であるため、環境にも優しい加工方法です。
制限はありますか?
ウォータージェット切断は効率性を高めましたが、繊細な材料の場合、レーザー切断よりも時間がかかります。また、あらゆる用途でコスト効率が良いわけではありません。
研磨材は、金属、セラミック、石などのより複雑な物質を加工する場合、ウォータージェット マシンの切断効率を向上させます。ガーネットなどの微細な研磨粒子をウォータージェットの高圧流に導入すると、その流れは強力な侵食能力を発揮し、扱いにくい材料に正確な形状を切断することができます。
ウォータージェット切断における研磨剤の主な用途:
水の浸透: 研磨粒子は、水だけでは切断できない硬い材料を突き破ります。
エッジ品質の向上: より滑らかできれいなカットが保証され、追加の処理を必要とするプロセスを使用して仕上げる必要がなくなります。
汎用性の向上: 研磨ウォータージェットは、アルミニウム、スチール、ガラスや花崗岩などのより繊細な材料を切断して使用できます。
考慮すべき重要な機能は次のとおりです。
研磨剤の種類: ガーネット ウォーター ジェットは最も一般的に使用される研磨剤です。広く使用されているのは、ガーネットの硬度と豊富さ、そして効果的な研磨剤であることが主な理由です。
粒子サイズ: このタイプの機器は通常、50 から 120 メッシュの範囲です。粒子サイズが細かいほど切断が滑らかになり、粒子が粗いほど切断速度が速くなります。
流量: 材料の厚さが増すと、望ましい流量と切断速度を達成するために、流量を 0.3 ~ 1.5 ポンド/分 (0.14 ~ 0.68 kg/分) に調整する必要があります。
切断圧力: このツールの理想的な切断圧力は 50,000 ~ 90,000 psi (3,500 ~ 6,200 bar) です。ただし、これは材料の種類と用途によって異なります。
ノズル直径: 正確な研磨剤の流量を可能にするために、通常、ノズル直径は 0.01 ~ 0.015 インチ (0.3 ~ 0.4 mm) の範囲になります。
これらのパラメータを最も近いパーセンテージに調整することで、企業は高い精度と合理的なコストを維持しながら速度を最大化し、最適なパフォーマンスを実現できるようになります。
ウォーター ジェットを切断に使用する場合、一般的な要素である高水圧が使用されます。それでも、ウォーター ジェットの用途とプロセスは、研磨材の有無によって大きく異なります。純粋なウォーター ジェットと研磨ウォーター ジェットは異なり、そのメカニズムは以下のように分類されます。
切断メカニズム:
ピュアウォータージェット: 高圧水流が唯一の切断器具であり、フォーム、ゴム、繊維、食品などの柔らかい素材を切断できます。
研磨ウォータージェット: 研磨粒子を組み込むことで、切断メカニズムが強化されます。研磨ウォータージェットは、ガーネットなどの研磨粒子を水流に追加し、硬い金属、セラミック、石の切断を可能にします。
材料の用途:
ピュア ウォータージェット: 非金属および非研磨性の材料にのみ機能します。食品の汚染を防ぐために精密なカットが重要な食品業界で使用されます。
研磨ウォータージェット: ステンレス鋼、チタン、ガラス、コンクリートなどの硬い材料に作用し、複雑な切断を簡単に実行します。
圧力と速度のパラメータ:
ピュア ウォータージェット: 最小 40,000 psi から最大 60,000 psi (2,750 ~ 4,100 bar) の高圧で動作し、迅速な製品処理を必要とする軽いカットに最適です。
研磨ウォータージェット: 上記の圧力レベルは十分適切ですが、研磨剤を追加すると、材料の厚さと硬度に応じて切断速度が変わります。
許容範囲とエッジ品質:
ピュア ウォータージェット: この方法は、柔らかい材料で優れたエッジ品質を実現し、後処理が少なくて済みます。許容誤差は通常、±0.005 ~ ±0.010 インチ (0.13 ~ 0.25 mm) です。
研磨ウォータージェットは標準とは異なり、より複雑なカットやより硬い材料でも、より厳しい許容誤差を実現します。部品のサイズに応じて、±0.003 ~ ±0.005 インチ (0.08 ~ 0.13 mm) を達成することがよくあります。
✔ 費用の考慮:PGTには追加費用が発生しますが、分割払いなどの支払いオプションを利用できる場合もあります。
ピュア ウォータージェット: ピュア ウォータージェットは研磨材を使用しないため、運用コストが低くなります。低密度の材料に最も経済的です。
研磨ウォータージェット: 研磨材の消費により運用コストは高くなりますが、切断作業の汎用性を考えると、これらのコストは正当化されます。
これらの違いを評価することで、企業は特定の材料やプロジェクトのニーズに適したウォータージェット切断方法を決定できます。

ウォータージェット切断の精度は有名ですが、あらゆる業界でその汎用性と適応性により、さらに役立ちます。ウォータージェットは、鋼、アルミニウム、チタン、さらにはプラスチック、ゴム、ガラスなどの非金属を含む幅広い材料を洗浄および切断できます。木材やフォームは比較的柔らかい材料であり、純水ジェットで効果的に切断できます。さらに、研磨ウォータージェットは、材料の構造を損なうことなく、厚い材料をきれいかつ正確に切断します。これらの特性により、ウォータージェット切断は、多種多様な業界で非常に貴重なツールと見なされています。
金属のウォータージェット切断は、最も正確な切断方法の 1 つです。大量の鋼、アルミニウム、銅、さらには硬化チタンも、ウォータージェットで切断でき、材料の完全性は損なわれません。研磨粒子を使用したウォータージェットを使用することによる数少ない利点の 1 つは、厚い金属や硬化した金属を精密かつきれいに切断できることです。切断は熱を発生させずに行われるため、熱影響部は生成されません。金属はその特性のほとんどを保持できるため、この方法は高精度の作業に最適です。さらに驚くべきことは、ウォータージェット切断では、大規模な作業を追加する必要がないことです。不要な廃棄物は生成されず、有害なガスも排出されません。複雑なデザインや産業プロジェクトでも、信頼性を保ちます。
ウォータージェットは強力で柔軟性があるため、特に頑丈な材料の切断に効果的です。この方法では、チタン、鋼、セラミックなどの最も難しい材料を正確に切断できます。このプロセスでは、高圧水流と研磨剤を組み合わせて、30,000 ~ 90,000 psi の圧力で動作するウォータージェットを生成します。このような圧力の最も大きな利点は、熱応力や変形を心配することなく、ウォータージェットが頑丈な材料を簡単に貫通できることです。
考慮すべき主要な技術的パラメータは次のとおりです。
調整可能な研磨剤は、最も効率的で、切断ノズルへの影響が少ないため、推奨されます。
研磨フローの速度は 0.5 分あたり 2 ~ XNUMX ポンドですが、この値は必要な精度と材料の密度に応じて変化します。
非常に詳細なデザインの場合、切り口幅: 0.02~0.05 インチ (0.5~1.27 mm)。
効率性と有効性、そして完全性を損なうことなく高品質な作業を実現することは、ウォータージェットにおいてこれらのパラメータが重視する 2 つの特性です。
フォーム、ゴム、ガスケットなどの柔らかい素材のウォータージェット切断は、非常に効果的で正確です。最も効果的に利用されるプロセスは、熱影響部がまったくないことです。これにより、切断プロセス中に素材が燃焼、溶解、変形しないようになります。この機能は、特に柔らかい素材とその構造的および機能的完全性を扱う場合に不可欠です。
推奨される技術パラメータ:
研磨剤の使用: ほとんどの材料とは異なり、フォーム、ゴム、ガスケットを切断する際に研磨剤が必要になることはほとんどないため、コストを節約し、機器の摩耗を減らすことができます。
圧力設定: 圧力は 30,000 ~ 40,000 psi の間で調整する必要があります。これより低い圧力であれば、手間をかけずに柔らかい材料を効率的に切断でき、システムの寿命を延ばすのに十分です。
切断速度: 対象材料の厚さと柔軟性に応じて、毎分 200 ~ 600 インチ。
切り口幅: 材料の無駄を減らすさらに正確なカットには、0.02 ~ 0.03 mm の間で 0.5 ~ 0.76 インチの円形が最適です。
材料の厚さの範囲: 柔らかさと圧縮はパフォーマンスに影響しますが、最大 12 インチの厚さのエラストマー材料であれば切断が効率的です。
ウォータージェット切断は、柔らかい素材に最適なソリューションです。ほつれや不要な損傷を排除しながら、きれいで正確なエッジを作成します。この方法は、自動車、航空宇宙、特注製造など、多くの業界に適用できます。

精度と正確性: ウォータージェット切断は正確で、多くの場合、±0.003 インチという許容差を実現します。他の切断技術では、このような精度は困難です。
汎用性: ウォーター ジェットは、ツールを変更することなくシール、ガスケット、ゴム、金属部品を切断できます。これは、レーザーや従来の方法では不可能です。
熱影響部 (HAZ) なし: ウォーター ジェット切断では、材料に熱が加わらないため、熱による変形や強度低下のリスクを回避できます。このような問題は、プラズマ切断やレーザー切断でよく発生します。
環境に優しい: ウォーター ジェット切断では化学物質の無駄がなく、二次廃棄物も発生しないため、環境に優しいプロセスです。
コスト効率: ウォーター ジェット切断では、従来の方法よりも生産コストが低くなります。これは、材料の無駄が最小限に抑えられ、ツールの摩耗がなく、二次的な操作の必要性が減るためです。
ウォーター ジェット カッティングなどの方法は、追加コストをかけずに、材料処理において比類のない精度と効率性を実現できると私は考えています。熱を使わないという点が他の方法と異なり、材料の構造が維持され、反り、ひび割れ、その他の熱による歪みを防ぐことができます。また、仕上げが少なく、有毒物質を使用しないため、環境に優しい技術でもあり、私の持続可能性の目標に合致します。さらに、高品質の交換部品や二次仕上げ工程が不要であるため、経済的メリットは莫大で、品質の向上とコストの削減を同時に実現します。
ウォータージェット加工で精密な切断を実現するには、複数の技術的側面を考慮する必要があります。ここでは、作業を期待通りに切断するために必要なパラメータとともに、簡単な回答を示します。
水圧
50,000 PSI から 60,000 PSI 程度の水圧で、最適な切断効率が得られます。同時に、一部のシステムでは、非常に厚い素材や硬い素材に対して最大 90,000 PSI の圧力を使用します。水圧が高ければ高いほど、希望する切断をより正確に行うことができます。
研磨剤の種類の選択
ガーネットは、より複雑な材料の標準的な研磨材であり、広く使用されています。研磨材が粗いほど、切断速度が速くなり、エッジが細かいほど、滑らかになります。80 メッシュから 120 メッシュまでの粒度は、切断品質に影響します。
切削速度
切断速度は、材料の厚さと設計の詳細の強度によって決定され、変更されます。厚い材料を扱う場合は、精度を高め、テーパーやエッジの不規則性を軽減するために、速度を遅くする必要があります。
ノズルの直径
特定のニーズに合わせて 0.010 ~ 0.015 インチの標準ノズル径が高精度を保証します。標準値は、材料や必要な詳細度に応じて調整できます。
切り口の幅
0.03 ~ 0.05 インチの範囲内で一定の切断幅を維持することで、特に複雑なデザインでも正確な切断が可能になります。ブレードによって生成された切断幅が維持されます。
ノズルからの材料の間隔
スタンドオフ距離により、0.060 ~ 0.120 インチのエネルギー交換が可能になり、繊細で鋭いカットが可能になります。
これらのパラメータは、ウォータージェット切断プロセスの障害物コースを最適化しながら精度を達成する範囲に設定されています。これらの変数を調整することで、ウォータージェットの材料特性と包括的な設計要件に応じて対応し、高品質の結果を提供できます。
ウォータージェット切断は、環境への影響が限られているため、環境に優しい製造方法であると考えられています。有害な物質を使用したり、危険な煙を排出したりしないため、従来の切断技術よりも理想的です。この方法では、高圧の水ジェットを使用します。研磨剤と組み合わせる場合と組み合わせない場合があります。これにより、さまざまな材料を切断し、分離廃棄物と熱による歪みを削減します。
環境への主なメリット
有害廃棄物の発生なし
レーザー切断やプラズマ切断と同様に、ウォータージェット切断では有毒ガスや残留物は使用されません。その代わりに、廃棄物は通常、水中に閉じ込められた微細な粉塵にまで減少し、濾過して適切に処分することができます。
効率的な水の使用
ウォータージェット システムは、ほとんどのシステムよりも効率的に水をリサイクルします。ほとんどの工業用ウォータージェット切断機は閉ループ システムで設計されており、水の使用量を大幅に削減します。切断中の平均水消費量は、材料の厚さとノズルのサイズによって異なりますが、1 分あたり約 XNUMX ~ XNUMX ガロンです。
材料廃棄物の削減
ウォータージェット技術によってもたらされる精度により、材料の無駄は最小限に抑えられます。複雑な設計能力と ±0.003 インチの厳しい許容差により、廃材が端材に変わることが大幅に減少し、リソースがより効率的に使用されます。
熱影響部(HAZ)なし
切断プロセスのどの時点でも熱が発生しないため、材料の構造的特徴や特性は大きく変化しません。これにより、通常は追加のエネルギーとリソースの消費を削減するために行われる後処理作業を省略できます。
炭素排出量の削減を目指す他の業界と同様に、ウォータージェット カッターを活用できるかどうかは、特定の操作における最適な排出と、機械的および化学的排出の極めて低いレベルにかかっています。

研磨ウォータージェット切断は、金属からセラミック、ガラス、複合材まで、さまざまな材料で複雑なパターンを正確な許容差で簡単に切断できます。このプロセスは非常に汎用性が高く、最も扱いが難しい材料にも使用できます。さらに、冷間切断には熱影響部がないため、材料が損なわれることなく、二次加工を大幅に削減できます。これらの利点に加えて、研磨ウォータージェット切断は他の方法よりも環境に優しく、材料の無駄がほとんどないため、作業の効率がさらに高まります。品質、持続可能性、運用の柔軟性を求める他の業界も、研磨ウォータージェット切断を使用することで大きなメリットを得ることができます。
研磨ウォータージェット切断は、その正確性と有効性から、さまざまな業界で幅広く採用されています。一例としては、チタンやカーボンファイバーから複雑な形状を切断する必要がある航空業界が挙げられます。航空機の部品は複雑な形状と部品であり、キャメルは 1 つの作業ステップで製造します。自動車業界でも熱変形は避けられます。各車両の部品は、適切なディテールとエッジを確保するために正確な方法を使用して機械加工されます。建設業界では、建築用の石材やガラスの要素を切断するためにこれを使用するのが一般的です。境界線とディテールにより、デザインが材料から彫刻されたように見えます。その用途は、複雑なアウトラインを金属にエッチングする必要があるアートやデザインなどのクリエイティブな分野にまで及びます。現代の製造業では、ウォータージェットカッターは、要求の厳しいタスクに対する汎用性と材料特性の保持のため、これまで以上に使用されています。
純粋なウォータージェット切断法は、研磨粒子を追加する必要がないため、柔らかい非金属材料に最適です。この方法は、切断そのものと同じくらい特性、つまりきれいで正確な切断が求められる用途に最適です。
推奨アプリケーション:
フォームとゴム: ガスケットと断熱材には柔らかいフォームまたはゴムが使用される場合があります。
プラスチック: 他の切断方法では変形したり変色したりする可能性のある、より繊細なプラスチック。
繊維および皮革: 布地や皮革は、ほつれるリスクなしに複雑な形状に切断できます。
主要な技術パラメータ:
圧力: ほとんどのウォーター ジェット カッターは、厚さの異なる柔らかい材料に対して 40,000 ~ 60,000 psi で動作します。
切断速度: より高速に切断することで、薄い材料の品質よりも生産性が保証されます。
切り目幅: 複雑なデザインでも 0.1 ~ 0.35 mm (約 0.004 ~ 0.014 インチ) の精度を実現します。
ノズル直径: 最適なパフォーマンスを得るには、0.08 ~ 0.25 mm (0.003 ~ 0.01 インチ) が最も一般的です。
ピュア ウォータージェット切断は、材料の完全性を維持することを目的とした精密作業に特に適しています。熱影響部を発生させたり、追加作業を必要としたりすることなく、優れた結果をもたらします。
ウォータージェット切断には、レーザー切断やプラズマ切断、さらには従来の機械加工などの他の方法と比較して、利点と限界があります。これらのベンチマークでは、手順の精度、関連する材料、切断が行われる条件が考慮されます。
材料の互換性
ウォータージェット切断は、金属、セラミック、ガラス、複合材、さらにはプラスチックやゴムなど、さまざまな材料を熱による損傷を与えることなく正確かつ完璧に切断して加工できるため、好まれています。一方、レーザー切断は、反射率が高すぎたり熱に敏感な材料を扱う場合はより困難です。対照的に、プラズマ切断は導電性金属しか切断できないため、範囲が限られています。
精度
精度の高さもウォーター ジェット切断の優れた特徴です。許容範囲は ±0.003 インチ (±0.08 mm) と低く、これは切断面が細かく、熱による歪みがないために実現できます。ウォーター ジェット切断の対極にあるレーザー切断は繊細な素材の切断に非常に優れていますが、プラズマ切断では切断面の幅が広いため、正確な切断が困難です。
厚さの能力
ウォータージェット システムは、システムの設定に応じて、長さ 1 フィートを超える厚い材料を切断できます。ほとんどの用途で簡単にアクセスできるため、汎用性があります。一方、レーザー マシンは、厚さ 1 インチ未満の材料の切断に優れています。プラズマ カッターとマシンは中程度の厚さの材料を切断できますが、極端に厚い材料や薄い材料の切断は困難です。
熱影響区域 (HAZ):
ウォーター ジェット切断の加工では、熱影響切断 (HAZ) 領域が存在しないことが非常に有利です。HAZ により、加工中に歪み、微小亀裂、材料の変化が発生しなくなります。ウォーター ジェット切断とは異なり、熱ベースの技術を採用するレーザー カッターやプラズマ カッターなどのデバイスは自動的に HAZ を生成するため、一部の材料の構造的完全性が損なわれる可能性があります。
環境とメンテナンスに関する考慮事項:
ウォーター ジェット切断は、有毒な煙の排出がなく、水をリサイクルして廃棄物を削減できるため、環境面でより魅力的です。一方、レーザー切断とプラズマ システムでは、比較すると有害な排出物が発生し、電気代もかなりかかります。それでも、ウォーター ジェット システムのメンテナンス費用は、電極とノズルの交換が面倒なプラズマ システムよりも比較的低いと推定されます。
技術的パラメータの概要:
|
方法 |
公差 |
材料の厚さの能力 |
カーフ幅 |
HAZの存在 |
環境影響 |
|---|---|---|---|---|---|
|
ウォータージェット切断 |
±0.003インチ |
最大12インチ |
0.004〜0.014インチ |
なし |
ロー |
|
レーザー切断 |
±0.002インチ |
最大0.4インチ |
0.002〜0.02インチ |
Present |
技法 |
|
プラズマ切断 |
±0.01インチ |
0.06〜2インチ |
0.05〜0.25インチ |
Present |
ハイ |
ウォータージェット切断は、精度、柔軟性、環境の持続可能性を活用することで、航空宇宙から製造業までさまざまな業界で信頼性の高いパフォーマンスを確保し、他の切断方法でよく遭遇する制限に対処します。

強化ガラスは、最終硬化状態ではウォータージェットで切断できません。 大幅に切断したり、ストレスをかけたりすると、強化中に形成された内部ストレスにより、ガラスが多数の鈍い破片に砕け散る可能性があります。 ただし、ウォータージェットは、プロセスの前に強化ガラスを切断します。 切断が完了すると、ガラスは、希望する、より負荷のかかる状態に強化できます。
ウォータージェットは非強化ガラスを完璧に切断できると理解しています。研磨剤と高圧水の組み合わせにより、ガラスにひびが入ったり損傷したりすることなく、きれいに切断できます。しかし、同じことが強化ガラスには当てはまらないことも理解しています。強化ガラスは、力が加わると砕けるように設計されており、強化された状態で切断しようとすると砕けてしまいます。切断が必要な場合、ガラスは強化する必要がありますが、それは焼きなましという形で成形した後でなければなりません。
強化ガラスは、その独特の特性により、安全性に重大なリスクを伴います。 強化ガラスは、圧力がかかると割れるように製造されているため、切断することはお勧めできません。 再成形が必要な場合は、強化処理の前に焼きなまし状態でガラスを切断することが不可欠です。
強化前の焼きなましガラスを扱う場合は、精度と安全性を確保するために、次の技術的パラメータを維持する必要があります。
ガラスを切断したら、約 600 ~ 700°C で制御された炉で焼き入れし、その後急速に冷却して必要な強度を達成する必要があります。どのような形態のガラスでも取り扱う場合は、怪我を防ぐために必ず保護具を着用し、安全プロトコルに従ってください。
ガラスのエッジを細かく磨くには、正しい手順とツールが必要です。以下は、最適な結果を得るために推奨される考慮事項と、それぞれの技術仕様です。
スコアリング技術: ガラスを切るときにスコアリングし、均一な圧力を維持します。希望するスコアリングができたら、JBL MkII 球体または最近製造されたダイヤモンドチップのスコアリングホイールを取り付けたガラスカッターを使用することを忘れないでください。
切断面: ガラス片が所定の位置に留まり、切断中に損傷を受けないようにするには、保護カウンタートップが最適です。
潤滑: 切断したい部分にガラス切断油を塗布して摩擦を減らし、作業のしやすさを向上させます。
破壊方法:
まっすぐなエッジ: スコア ラインをテーブル全体に配置して、テーブルトップのエッジに向かって傾けます。スコア ラインを軽く押して、ガラスをきれいに折ります。
複雑な形状: ペンチを使用して、境界線から髪の毛がはみ出ないようにしながら、希望の線に沿ってカットします。
エッジ研磨:
研磨: 繊細さが必要なエッジや、細かい粒度 (例: 400 ~ 600 グリット) が求められるエッジには、ガラスグラインダーを使用できます。
サンディング: サンドペーパーで優しく手作業でサンディングすると、修正や細部の仕上げに驚くほどの効果が得られます。
研磨ツール: フェルトホイール付きの酸化セリウム研磨パウダーを使用して、表面の傷をすべてこすり落とし、境界部分をきれいに磨きます。
推奨される技術パラメータ:
スコアリング力: スコアリング アプリケーションでは、軽い圧力を使用することで微小な破損を回避できます。ほとんどのアプリケーションでは、通常 5 ~ 10 ポンドで十分です。
切断角度: 正確な切断を確実に行うために、スコアリング中は切断角度を 90 度に維持する必要があります。
ガラスの厚さ: ツールは厚さに応じて調整する必要があります。従来のガラスカッターは最大 12 mm の厚さのガラスであれば問題なく機能しますが、より高度なケースでは特殊なツールが必要になる場合があります。
冷却ツール: ガラスルーターまたは機械切断ツールを使用する場合は、ツールを冷却して過熱や損傷を防ぐのに十分な水があることを確認してください。
前述の対策と予防措置に従うことで、カスタム プロジェクトや工業用ガラス加工作業におけるガラス エッジの仕上がりが確実に向上します。手袋と保護メガネを使用して、常に自分自身を保護することを忘れないでください。
A: ウォータージェットは、金属、石、ガラス、複合材、プラスチック、食品など、さまざまな材料を切断できます。ウォータージェット切断の汎用性により、複雑で柔らかい材料を効率的に処理できます。ただし、ウォータージェットでは強化ガラスやダイヤモンドなどの特定の材料を切断できないなど、いくつかの制限があります。
A: ウォーター ジェット カッターは、研磨粒子を混ぜた高圧水流を使用して材料を切断します。切断ヘッドがこの水流を材料に集中させることで、正確で効率的な切断が可能になります。この方法は冷間切断法と見なされ、切断される材料を損傷したり歪ませたりする可能性のある熱を発生しません。
A: 研磨ウォータージェットは、他の切断方法に比べて大きな利点があります。熱影響部を生じさせることなく、さまざまな材料を迅速かつきれいに切断できます。ウォータージェット切断機は多用途で、複雑な形状や厚い材料を切断できます。環境に優しく、従来の切断方法よりも廃棄物が少なくなります。
A: ウォータージェット切断は非常に汎用性が高いですが、一部の材料は効果的に切断できません。これには、圧力で砕ける可能性のある強化ガラスや、ダイヤモンドのような硬い材料が含まれます。さらに、非常に柔らかい材料や多孔質の材料は、水を吸収して損傷する可能性があるため、ウォータージェット切断に適さない場合があります。
A: はい、ウォータージェット切断は食品業界で使用されています。ケーキ、チーズ、一部の果物や野菜などの柔らかい食品をスライスするには、研磨剤を使用せずに水のみで切断する手法がよく使用されます。この方法は、汚染のないきれいな切断を保証し、食品加工工場での大量生産に特に役立ちます。
A: ウォータージェットで切断できる厚さは、材料と特定の機械によって異なります。ただし、工業用ウォータージェット カッターは、最大 6 インチの厚さの材料を処理できます。たとえば、数インチの鋼鉄や、さらに厚い柔らかい材料の部分を切断できます。英国の大手ウォータージェット カッターは、さまざまな材料のさまざまな厚さを切断するサービスを頻繁に提供しています。
A: ウォータージェット切断は汎用性が非常に高いですが、いくつかの制限があります。切断ストリームにより、非常に厚い材料ではわずかに先細りになることがあります。水に敏感な材料には適さない可能性があり、腐食しやすい場合があります。さらに、ウォータージェット切断装置の初期コストは高額になる可能性があり、一部の地域では切断サービスの可用性に影響する可能性があります。
A: 他の切断方法と比較して、ウォータージェット切断にはいくつかの利点があります。プラズマ切断やレーザー切断よりも環境に優しく、熱切断方法よりも熱影響部が少なく、他の多くの技術よりも幅広い材料を切断できます。ただし、一部の用途ではレーザー切断よりも遅くなる可能性があり、研磨剤と高圧水を使用するため運用コストが高くなる可能性があります。


