

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
あらゆるものが進化するのと同様に、精密機械加工の世界も進化しています。長年にわたり当社に大きな恩恵をもたらしてきた機械加工プロセスの 1 つが研磨仕上げです。これにより、複雑な構造物に必要な表面仕上げと精度が得られます。航空宇宙、医療機器、自動車など、これらの構造物はすべて複雑に絡み合っています。MAF の知識とスキルは、この複雑で興味深いエンジニアリングの世界に大いに役立つ可能性があります。
この記事では、磁気研磨の基礎について説明し、探究します。プロセスと MAF メカニズムを、その独自の機能とともに段階的に分析します。さらに、表面品質の向上、欠陥の減少、全体的な生産性の向上など、現代のエンジニアリングと機械加工に広がるメリットについても説明します。材料の選択、問題解決、その間のすべてを網羅し、プロセス全体を最適化するための実用的なヒントも提供します。この記事の最後では、MAF を適用することで、精密産業の職人技と要件を向上させることができることを理解できます。
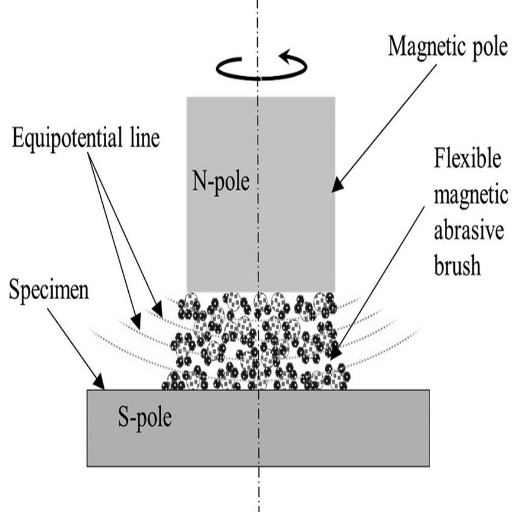
MAF プロセスは、磁場と研磨粒子の利点を組み合わせることで、これまでにない精度と研磨性を備えた表面仕上げを実現します。強力な磁場によって柔軟な磁気研磨ブラシが生成され、ワークピースを細部まで丁寧に研磨するのに役立ちます。この最新の技術は、内部表面、複雑な形状、およびアクセスが困難なその他の複雑な特徴を研磨するのに最適です。MAF は、一貫した高品質の作業を生み出す能力があるため、超微細表面仕上げが必須である航空宇宙、医療機器、自動車業界で最も一般的に使用されています。
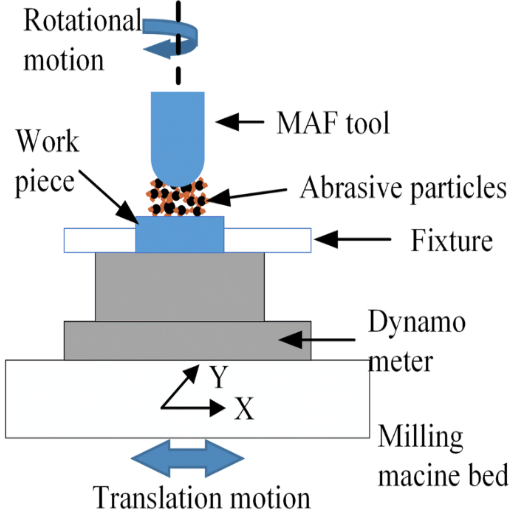
他の MAF 手順と同様に、研磨コンポーネントは磁場、研磨粒子、およびワークピースを組み合わせます。磁場を適用すると、磁性粒子が柔軟な研磨ブラシに組み立てられます。このブラシは、ワークピースの表面に制御された量の力をかけることができるため、研磨粒子が材料の薄い層を研磨して除去し、高精度の表面を作り出すことができます。
主要な技術的パラメータの概要:
磁場強度(H):0.2~1.5テスラの範囲で調整でき、研磨ブラシの剛性と性能を制御します。
研磨粒子のサイズ: 通常 1 ~ 50 ミクロンの範囲で、達成可能な表面仕上げのレベルを制御します。
ワークピースの速度: 必要な材料の種類と精度に応じて、回転速度は 50 ~ 500 rpm の範囲内に維持する必要があります。
ワークピースを損傷せずに効果的な研磨を実現するには、ブラシ圧力を 2 ~ 6 N/cm² に保つ必要があります。
ツールとワークピース間のギャップ: ツールとワークピース間の理想的なギャップは 0.5 ~ 2 mm で、摩擦相互作用に十分な距離がありながら、不必要な摩耗を生じない程度の大きさです。
これらのパラメータを元に戻すことにより、業界は MAF プロセス中に表面仕上げの目標と優れた精度および品質基準を満たすことができます。
MAF (磁気研磨仕上げ) は、独自の磁場を使用して、粒子がプロセス中に作用しながら特定の方法で材料を研磨します。保証された仕上げ磁場と定義された作業領域への集中的な注意により、柔らかい材料、複雑な形状、壊れやすい部品を理想的にスケーリングできます。
ご存知のように、集中磁束面積と強度が増加すると、研磨粒子の高さ/体積とともに磁場圧力も上昇します。仕上げ品質は、粒子の磁束密度と圧力の高さの比率に直接依存します。仕上げの良好なほとんどの材料の場合、研磨と摩耗の除去には、0.5 ~ 2 テスラの磁束密度値で十分です。磁場の強度を単純に管理することで、ワークピースの力を細かく制御し、欠陥を最小限に抑えながら一貫した材料除去を実現できます。
さらに、MAF プロセスと組み合わせると、磁場と研磨剤の相互作用により、ソフトフレックス加工力が有利になります。これは、複雑な形状や高度に仕上げられたソフトまたはハード部品を生産する場合に特に有効です。したがって、磁場値の調整により、MAF パラメータの制限をより厳密に定義できます。
私の意見では、磁気研磨加工(MAM)は、精度と 表面仕上げの完了 高精度かつミクロレベルの表面仕上げが求められるギア、金型、エンジン部品の研磨など、高度な表面仕上げが求められる加工にはMAMが広く使用されています。また、硬化鋼や複合合金などの難削材のバリ取りや面取りにもMAMが応用されています。
MAM における重要な技術パラメータは、磁束密度 (通常 0.4 ~ 1.2 テスラ)、研磨粒子サイズ (通常 20 ~ 200 μm)、および部品の形状と希望する仕上げに応じて 0.5 ~ 2 mm に制限される加工ギャップです。これらのパラメータは、高い材料除去率、低い研磨摩耗、およびサブミクロン単位 (例: Ra ≤ 0.05 μm) で示される必要な粗さ値を実現するために、正しく設定する必要があります。
この方法は間違いなく正確かつ多用途であり、航空宇宙、自動車、医療機器製造業界でも同様に役立ちます。
MAF では、磁場をかけて形成された柔軟な磁気ブラシ内の研磨粒子によって材料が除去されます。粒子はワークピースの表面と平行な方向に運動ベクトルを持ち、マイクロカットとプラウイング操作を行います。加工圧力とブラシとワークピースの相対運動により、材料は微細な寸法で除去され、優れた精度と表面仕上げが得られます。磁場の強さ、研磨剤の種類、MAF の加工条件などの要因は、その効率と品質に影響を与える主な要因です。
研磨粒子の寸法は、磁気研磨仕上げ (MAF) のパフォーマンスに大きく影響します。重い研磨剤は、より大きな切削力をかけるため、材料の除去に効果的です。多くの場合、これに伴い表面仕上げはより粗くなります。対照的に、軽い研磨剤は材料の除去率がはるかに低いため、その研磨作用により表面仕上げはより細かくなります。
重要なパラメータ: 研磨粒子の寸法: 10 µm ~ 300 µm
材料除去率 (MRR): 重い研磨材 (150 µm – 300 µm): 粗い仕上げ、MRR が高くなります。軽い研磨材 (10 µm – 50 µm): 超微細研磨、MRR が低くなります。
対象表面粗さ(Ra):
より大きな粒子: Ra ~ 0.5 µm が達成可能です。
より小さな粒子: Ra 約 0.05 µm 以上が達成可能です。
特定の要件を満たすには、材料除去率と表面仕上げ品質のバランスをとる必要があります。これは、研磨粒子のサイズを選択する場合にも当てはまります。粒子のサイズを変更すると、加工精度が向上します。
磁束密度は、磁気アシスト研磨および機械加工作業のプロセス効率と生産性にとって重要な要素です。研磨の磁場強度は研磨粒子の方向と分布に影響し、材料除去率 (MRR) と表面仕上げ品質に直接影響します。
主な効果とパラメータ:
表面仕上げ品質:
低い磁束密度 (< 0.1 T) で研磨すると、粒子の整列が悪くなり、MRR が低下し、研磨の不均一性が顕著になります。
適度な磁束密度 (0.1 T ~ 0.3 T) により、適切な研磨、最適な材料除去、表面への最小限の損傷が実現します。
高い極密度 (> 0.3 T) では、通常、MRR と研磨をより適切に制御できますが、研磨しすぎたり、研磨力が強すぎると損傷が発生する可能性があります。
研磨粒子の挙動:
磁束密度が高くなると、有効な研磨粒子に利用できる磁力が増大し、加工中に研磨粒子がより予測どおりに動作するようになります。
不適切な磁束密度レベルは、クラスタリング動作を悪化させ、切削動作を減少させ、表面仕上げを向上させる可能性があります。
材料除去率(MRR):
0.2 T ~ 0.4 T の範囲内の最高の磁束密度レベルでは、最高の表面仕上げ比 (Ra < 0.05 µm) が実証されています。
磁力が弱すぎると、材料がランダムに除去され、目的の研磨が達成されません。
特定の用途に対して磁束密度を最大化すると、プロセスの制御、生産性、加工品質が大幅に向上します。
私の見解では、加工工程の効率を予測するには、工程パラメータが重要です。たとえば、磁束密度、回転速度、加工ギャップ、研磨粒子の濃度などの主要な要因はすべて、材料の品質と除去速度に大きく影響します。たとえば、工程中に均一な力をかけるには、特定の磁束密度を 0.2 T ~ 0.4 T の範囲内に維持することが不可欠であり、損傷なく強制的に除去するには、特定の回転速度 (材料と用途に応じて 500 ~ 1500 rpm) が有利です。
さらに、作業ギャップも正確に変更する必要があります。磁場と表面の相互作用を安定させるには、1 mm と 5 mm 程度の狭いレベルが標準です。スラリー量で表される研磨粒子の濃度 (10% ~ 20%) は、仕上げ品質と動作時間に大きな影響を与える可能性があります。プロセス パラメータを正確に変更すると、効率が最大化され、材料が削減され、複数の使用ケースで高品質の出力が得られます。

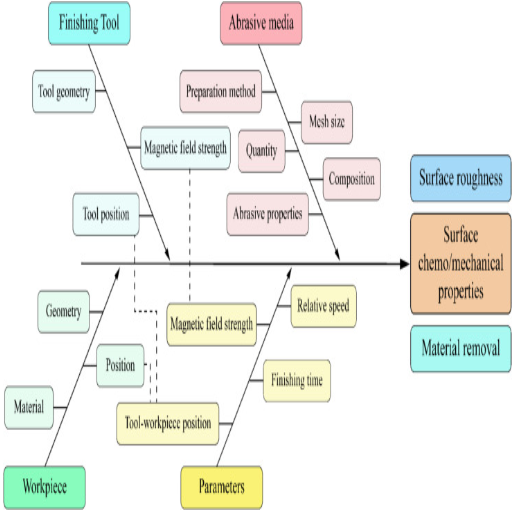
磁気研磨仕上げ (MAF) プロセスの不可欠な要素は、磁場の強さ、研磨粒子の種類と寸法、スラリーの研磨剤濃度、および磁極の周りのワークピースの動きです。磁場の強さは研磨剤の力に直接影響し、研磨剤の力によって材料除去率と表面品質が制御されます。研磨剤のサイズ、性質、粉末の濃度によって仕上げ面の精度と粗さが決まり、濃度が高いほど滑らかな仕上がりになります。さらに、研磨粒子の濃度は重要な要素であり、最適化すると仕上げにかかる時間を短縮し、効率を向上させることができます。最後に、ワークピースと磁極の関係と動きによって接触面積と材料除去が決まり、目標に影響を与えます。
表面仕上げの品質を確保しながら加工時間を短縮するには、次のパラメータを調整および改善する必要があります。
研磨粒子のサイズと種類
より滑らかな表面仕上げには、より細かい研磨剤(例:1~5µm)を使用してください。対照的に、より粗い研磨剤(例:10~30µm) 荒加工時に十分な除去を実現する 操作。
金属の場合は酸化アルミニウム、セラミックの場合は炭化ケイ素など、ワークピースの材質に適した研磨剤を使用してください。
研磨粒子の濃度
蓄積と非効率を回避しながら最大のパフォーマンスを達成するには、重量濃度を 10% ~ 30% の間でバランスさせる必要があります。
ワークピースのアライメントと磁極の動き
回転速度は、材料のニーズに対応し、欠陥を減らすために 500 ~ 1500 RPM に設定する必要があります。
ワークピースに過度に接触することなく、一貫した研磨を可能にするために、適切な位置合わせを維持する必要があります。
作業完了に必要な時間
処理時間は、希望する仕上げと材料に基づいて決定する必要があります。軟質金属の場合、精密な表面処理には 5 ~ 15 分、より複雑な表面処理には最大 30 分かかります。
これらのパラメータを体系的に調整することで、機械工は必要な表面品質と精度を満たしながら仕上げ時間を短縮できます。
工作機械と加工対象の表面との間の距離を定義する作業ギャップは、精度と表面品質にとって不可欠です。作業ギャップを適切に調整すると、表面との接触を維持し、加工または仕上げ工程中のエラーを最小限に抑えることができます。作業ギャップを設定する際に考慮すべき最も重要な注意事項と技術的パラメータは次のとおりです。
素材の種類と厚さ
アルミニウムや真鍮などの柔らかい素材の場合、機能性を損なうことなく損傷を防ぐには、0.1~0.3mm の作業ギャップで十分です。
鋼鉄やチタンなどのより硬い材料では、不必要な摩耗を起こさずに精度を維持するために、0.05~0.1 mm 程度のより狭い作業ギャップが確実に必要になります。
ツールの特性
より細かい粒度の研磨工具とホイールでは、より高い精度を確保するために約 0.02 ~ 0.08 mm の隙間が必要です。
粗い工具にはより緩い制限があります。繊細なエッジングではなく材料の除去に向いているため、0.1~0.2 mm の範囲の隙間を利用できます。
機械の速度と負荷
回転速度を低くすると (1500 ~ 3000 RPM)、作業ギャップをより制御しやすくなりますが、より小さいギャップの方が適していると提案されています。過熱により、材料が過度に変形する可能性があります。
ギャップは通常、低速(500~1500 RPM)では若干広く設定され、特に複雑な細部では、必要な力と精度のバランスが保たれます。
特定のアプリケーションに合わせたカスタマイズ
精密加工の場合、ギャップはマイクロメートル単位の精度が求められるため、操作中は常にチェックする必要があります。
工具寿命と切削深さに応じて、作業ギャップを 0.2 ~ 0.5 mm の範囲で緩めることができ、大量の材料を除去しながら工具寿命を向上させることができます。
作業ギャップは、材料特性、ツール、プロセス パラメータに基づいて調整でき、指定されたレベルの幾何学的精度、表面粗さ、生産性を実現します。さまざまなアプリケーション間で一貫性を保つには、リアルタイムの追跡と頻繁な調整が必要です。
仕上げ力の要件を評価するには、まず材料の特性、望ましい仕上げ、およびツールの機能のバランスを取ることから始めます。適切な仕上げを提供しながらツールの摩耗や材料の変形を最小限に抑えるには、一般的な仕上げ力をできるだけ低くする必要があります。重要な設計変数は次のとおりです。
材料の硬度 (HRC またはブリネル): 硬度が増加すると必要な力もわずかに増加することがよくありますが、損傷の制御には精度が求められます。
送り速度 (mm/回転): 仕上げ加工時の送り速度を低くすると、表面粗さが小さくなります。
ツール半径 (mm): 半径を大きくすると、力の分散と表面仕上げが向上します。
スピンドル速度 (RPM): ほとんどの場合、速度が速いほど力は低くなりますが、これは材料とツールによって異なります。
これらのパラメータをオンザフライで調整し、結果を追跡することで、ツールの故障や材料の損傷を引き起こすことなく、仕上げ力が役立つことを確認できます。
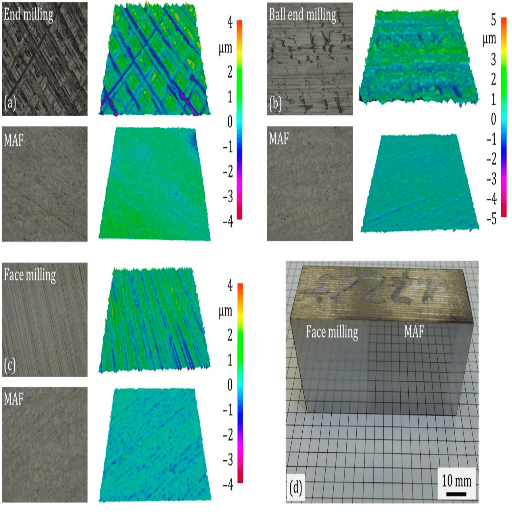
MAFは磁力と研磨粒子の両方の作用を利用して 表面仕上げを強化する. 研磨粒子は、磁場を非常に正確に制御することで実現される比例マイクロレベルの材料除去キャップによって指定されたゾーンに誘導されます。その結果、凹凸、傷、残留応力が除去され、表面がより滑らかになります。さらに、MAF では、熱や機械的な損傷を最小限に抑えながら、複雑な形状でも高品質で均一な仕上げが保証されます。
Ra (算術平均粗さ)、Rz (平均山から谷までの高さ)、Rt (粗さプロファイルの合計高さ) などのパラメータは、仕上げ後の表面粗さを定量化します。これらのパラメータにより、表面の品質とテクスチャを徹底的に分析できます。
Ra (算術平均粗さ) は、表面プロファイルの平均線からの偏差とその平均値を測定します。MAF 後の一般的な Ra 値は、材料と仕上げ時間によって異なり、0.02 ~ 0.1 µm の範囲です。
Rz (平均山から谷までの高さ) は、サンプル長さにおける最も高い山と最も低い谷の間の高さの差を測定します。仕上げ後の表面の Rz 値は 0.1 ~ 1.0 µm であり、これは仕上げ前の値に比べて大幅に改善されています。
RTag (粗さプロファイルの合計高さ) は、表面の垂直粗さを表示し、その平坦さを測定するのに役立ちます。仕上げ後、Rt 測定値は通常大幅に低下し、表面がより滑らかになったことを示します。
光学式プロファイロメータや接触プローブ装置などの最新の測定技術により、これらの値を確実に測定できるようになり、必要な表面品質が要求される基準を満たすことが保証されます。
私の調査によると、仕上げ工程の効率は、用途の要件と対象となる材料に大きく依存します。研削、研磨、ラッピングにはそれぞれ長所があります。たとえば、研削は Rz 1.0 を超える凹凸 (多くの場合 1.0 ~ 10 µm) に最適で、研磨でさらに洗練されます。研磨により Rz の値が 0.1 ~ 1.0 µm に低減され、光学機器や医療用ツールに最適です。ラッピングでは、0.1 µm 未満の非常に低い粗さ値を実現できるため、精密機器やミラーに適しています。
これらのプロセスを評価するには、平均粗さを表す Ra、プロファイルのピークの高さを表す Rz、粗さプロファイルの全体の高さを表す Rt など、いくつかの重要なパラメータを考慮する必要があります。これらの値は、評価の対象となるアプリケーションと適用可能なエンジニアリング許容値と一致している必要があります。
近年、磁気研磨仕上げ(MAF)は数多くの革新を遂げ、より効果的で、正確で、多用途なものになりました。これらの進歩には、表面仕上げと材料除去率を向上させる、ハイテク材料と統合された複合磁性粒子などのスマート研磨剤の適用が含まれます。さらに、AIとリアルタイムモニタリングを組み込んだ適応制御システムが実装され、プロセス中に磁場と研磨作用を調整して効率を向上させています。超音波加工や電気化学加工などの他の方法は、MAFとハイブリッド化され、複雑な形状やアクセスが困難な場所での超精密仕上げを実現します。これらの開発の結果、MAFは航空宇宙、生物医学、電子機器製造業界で重要な用途を獲得しました。
超音波アシスト磁気研磨仕上げ (UAMAF) は、超音波振動を追加し、高周波振動を組み込むことで、従来の MAF プロセスを改善します。これにより、表面仕上げと材料除去率がさらに大幅に向上します。さらに、振動エネルギーは研磨粒子の均一な分散に寄与し、磁場の制約を克服して複雑な形状の仕上げを改善します。
主な利点:
強化された材料除去率 (MRR): 超音波振動により、研磨粒子の研磨作用が高まり、処理時間がさらに短縮されます。何よりも、精度レベルが維持されます。
表面仕上げの改善: 材質と用途に応じて、表面仕上げは 0.02µm ~ 0.1µm Ra になります。
均一な研磨作用: 超音波振動を適用することで、差異摩耗のリスクが最小限に抑えられ、ワークピース全体の均一性が向上します。
より広い範囲: UAMAF は、より困難な材料や、曲面または微細形状の表面上の複雑な特徴に最適です。
技術的特徴:
超音波振動周波数: 一般的に 20kHz ~ 40kHz。この周波数範囲では、一貫した高エネルギー振動が生成されます。
振幅: 研磨粒子への適切なエネルギー伝達を確保するための最適値は 10u m から 30u m の範囲です。
磁場強度: 変数は、材料の硬度と形状に応じて 0.2 ~ 0.4 テスラの間で設定されます。
研磨剤の種類: 通常、20μm ~ 50μm の範囲で、グレードに結合した複合磁性研磨剤が使用されます。
加工ギャップ: 良好なパフォーマンスを得るには、加工物が配置される磁極からの最も効果的な距離を 0.5 mm ~ 2 mm にすることが推奨されます。
ワークピースの材質: ステンレス鋼 (AISI 304/316)、チタン合金、アルミニウムマトリックス複合材として分類される材料が許可されます。
UAMAF は超音波振動と磁力の相乗効果を利用して、現代の製造業に求められる仕上げ品質を実現します。その柔軟性と精度は、航空宇宙、バイオメディカル、電子産業で特に役立ち、注目すべきイノベーションとなっています。
高効率: ワークピースの両面を同時に仕上げることで、露出面の品質を最大限に高めながら生産性を簡単に向上できます。この技術は、大量生産や高精度のエンジニアリング作業に最適です。
表面品質の向上: 磁場と研磨剤の分布を正確に制御することで、表面粗さが 0.02 µm という極めて滑らかな仕上げを実現します。これは、表面公差に関して最も要求の厳しいアプリケーションに最適です。
均一な材料除去: 均一な磁場により、すべての接触面に一定の圧力が加えられるため、複雑な形状でも材料の除去が均一になります。
材料の多様性: 航空宇宙、医療、電子部品に使用する場合、ステンレス鋼、チタン合金、加工が難しい複合材料など、幅広い材料と互換性があり、これらの分野に最適です。
熱による損傷の軽減: 効率の低い熱発生手段を使用することで、ワークピースの材料が熱によって変形したり弱くなったりすることがなくなり、熱による損傷を回避できます。
カスタマイズ性: 0.2~0.5 テスラの磁場強度、20~50 マイクロメートルの粒子サイズの研磨剤タイプ、または 0.5~2.0 ミリメートルの処理ギャップなどのパラメータを、材料タイプや特定のアプリケーション要件に合わせて調整できます。
環境に優しい: 化学的に仕上げるプロセスとは異なり、有害な化学物質を避けるため、持続可能で環境に優しい製造方法となります。
ダブルディスク磁気研磨仕上げは、さまざまな業界で比類のない精度と信頼性を提供し、精密エンジニアリング部門にとって好ましい選択肢となっています。
工作機械と磁気研磨仕上げ (MAF) の統合には、最高レベルの機械的および操作的改良が必要です。工作機械と MAF サブシステムの統合は、そのインターフェイスが MAF 設定パラメータに基づいて動作する機器のスピンドル速度、送り速度、および振動速度に大きく依存するため、最も難しい部分です。
統合のための主要な技術的パラメータ:
スピンドル速度: ワークピースの材質と必要な仕上げに応じて、1,000 ~ 3,000 RPM の範囲になります。
送り速度: 5 ~ 50 mm/分。表面仕上げを保証しながら材料の消耗を制御できます。
磁場強度: 0.2~0.5 テスラ。研磨粒子の制御を可能にします。
研磨粒子サイズ: 表面粗さの要件に応じて、通常は 20 µm ~ 50 µm の範囲です。
マシンの制御ロジックは、その範囲を正確にプログラムできる必要があります。プログラム可能な制御ユニット (CNC または PLC) を追加すると、正確な調整も容易になり、繰り返し性が保証されます。これらすべてのコンポーネントを調整することで、MAF の効率と精度が向上し、加工品質が向上します。
A: 磁気研磨仕上げ (MAF) プロセスは、磁性研磨粒子と磁場を使用して表面を研磨して仕上げます。複雑な形状に高品質の仕上げを施すのに役立ちます。
A: 磁気研磨仕上げ工程では、磁場を適用して磁性研磨粒子を整列させ、制御します。この磁場支援メカニズムにより、研磨粒子とワークピース表面との接触が強化され、仕上げ特性が向上します。
A: 磁気研磨仕上げを使用すると、複雑な形状の仕上げ、高精度の達成、表面粗さの低減などの利点があります。また、非接触プロセスであるため、表面損傷のリスクを最小限に抑えることができます。
A: 磁気研磨仕上げは、内部仕上げ用途に適応できます。たとえば、内部磁気研磨仕上げプロセスは、チューブやその他の中空構造の内面を効果的に仕上げます。
A: 磁気研磨仕上げプロセスは汎用性が高く、AISI 52100 などの硬化鋼やその他の金属や合金を含むさまざまな材料に優れた表面仕上げを実現できます。
A: 交番磁場は、研磨粒子の方向と濃度を定期的に変化させることで磁気研磨仕上げプロセスを強化し、より均一で効率的な表面仕上げを実現します。
A: Journal of Materials Processing Technology は、磁気研磨仕上げプロセスを含む高度な製造技術に関する研究と調査を発表しています。この分野の最新の開発と応用を理解するための貴重なリソースです。
A: 研究では、毛細管の精密仕上げに磁気研磨仕上げを採用しています。このプロセスにより、高精度が求められる用途に不可欠な内面の滑らかさと均一性が確保されます。
A: 磁気研磨仕上げは、表面粗さの低減や表面の完全性の向上など、優れた仕上げ特性を実現することで知られています。制御された材料除去が可能になり、高品質の表面仕上げが得られます。


