

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
機械加工と製造において、関係者は精度を非常に重視しています。理解すべき多くの側面の 1 つは、タップ穴とねじ穴の違いです。これは、エンジニア、設計者、機械工にとって非常に重要です。これらの概念は、自動車の組み立てから航空宇宙まで、多くの活動の基礎であり、現代社会における重要性を象徴しています。しかし、それらを区別するものは何であり、それぞれをいつ使用すべきでしょうか。この記事では、読者がプロジェクトでよりよく理解できるように、穴の特性、プロセス、および使用されるツールについて説明します。これらの技術的な側面を説明する啓発的な分析に備えてください。 現代の製造業におけるプロセスとその重要性.
ねじは部品の不可欠な部分を形成します 機械化システム および製造、多くの締結および接続システムの基礎となっています。 製造方法 これらのねじ山では、タッピングは最も正確で信頼性の高い方法の 1 つと考えられています。しかし、タッピングをどのように評価すればよいのでしょうか。また、そのような評価はプロジェクトの品質と効率の向上にどのように役立つのでしょうか。このホワイト ペーパーの目的は、タッピングにおけるねじ切りを捉え、重要なツールとベスト プラクティスの概要を説明することです。このドキュメントは、タッピング操作に自信を持って対処し、適切な技術的決定を下すために必要な情報と知識を、この分野の専門家と初心者に提供することを目的としています。
タップ穴は、内部にねじ山のあるネジやボルトを固定できるため、ほとんどの業界で広く使用されています。一般的な用途は、機械部品の接合、フレームワークの構築、表面へのコンポーネントの取り付けです。これらの穴は、一貫した安定性と信頼性を確保するために精度と強度が重要な自動車、航空宇宙、製造業界で重要です。また、タップ穴機能は、機能要件を満たしながら組み立てに使用されるため、電子機器や家庭用機器によく見られます。タップ穴は、耐久性がありながら簡単に分解できる方法で部品を固定するのに役立ちます。そのため、多くの業界で使用されています。
さまざまな業界では、締結能力と信頼性のために、ねじ穴を利用しています。
これらの用途は、さまざまな分野で機能性、安全性、効率性を満たすためにねじ穴が果たす役割を示しています。
次の手順に従って、適切なタップとドリルのサイズを選択します。
推測を排除するには、常に正確さが必要です。より正確な結果を得るには、機械ハンドブックなどの信頼できる情報源を使用してください。
タッピング中の破損を最小限に抑えるには、次の推奨事項に従う必要があります。
これらのヒントは、掘削作業の生産性と安全性を向上させるはずです。

タップ穴とねじ穴は互いに補完し合っていますが、エンジニアリングと製造の分野では異なる用語として扱われます。
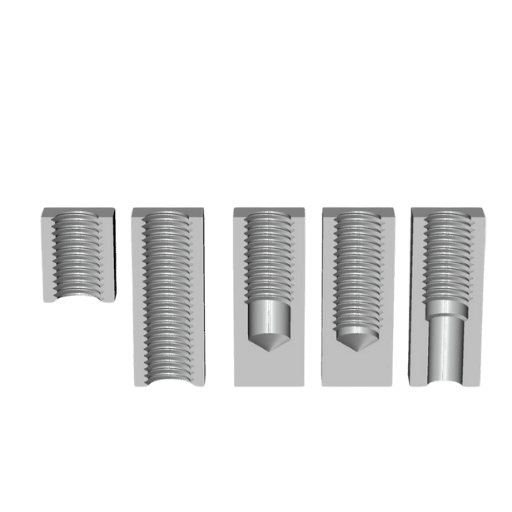
重要な違いは、ねじ山が本体にどのように切り込まれるかということです。「タップ」は、機械加工されたねじ山を作成するために使用されるツールを指定します。「ねじ付き」は、シャフトに内部リード線が取り付けられるすべての形式を提案するときに使用されます。
場合によっては、タップやスレッドミルを取り付けずにドリルを独立したツールとして使用できます。たとえば、穴の直径がネジまたはボルトの軸よりも広いクリアランス穴をドリルで開ける場合、ドリルを材料に貫通させるためだけに使用して、ファスナーが材料に引っかかることなく簡単に穴を通過できるようにします。このテクニックは、プラスチックや木材などの柔らかい材料にネジを誘導するために使用されるパイロット穴にも非常に有効で、ネジファスナーがスムーズにねじ込まれます。さらに、ピン、リベット、スペーサー用の穴のように穴に一体型のねじ山が必要ない場合は、今開けた穴で十分です。
対象材料の特性も重要です。柔らかい材料の穴あけには、追加の工具フィッティングは不要であることが多いです。しかし、ワークピースを傷つけずに適切に穴あけ加工を行うには、正しいビットを正しい寸法と正しい回転速度で使用しなければなりません。硬い材料の場合、穴あけ加工中の適切な潤滑と冷却は、工具の寿命と穴の品質維持に不可欠です。
ほとんどのジョイントと同様に、最初に考慮すべきことはその目的です。タップ穴では、ねじ付きファスナーは穴に垂直に移動します。クリアランス ホールではねじが噛み合わないため、ファスナーはコンポーネントをスライドして、遅延トルクなしでクランプでジョイントを固定できます。ワッシャーとナットを使用したボルト締めアセンブリと同様に、ファスナーが目的を果たすには、動きや位置合わせが必要になることがよくあります。
タップ穴の目的は、材料にねじ山をかみ合わせることです。そのため、他の用途とは異なり、滑らかな仕上げでジョイントを閉じる場合や、スペースが限られている場合に便利です。適切な穴の種類を選択するために考慮する必要があるその他の要素は、材料の厚さ、強度、およびそれにかかる負荷であり、これらがすべて組み合わさって、構造の全体的な設計と堅牢性が決まります。

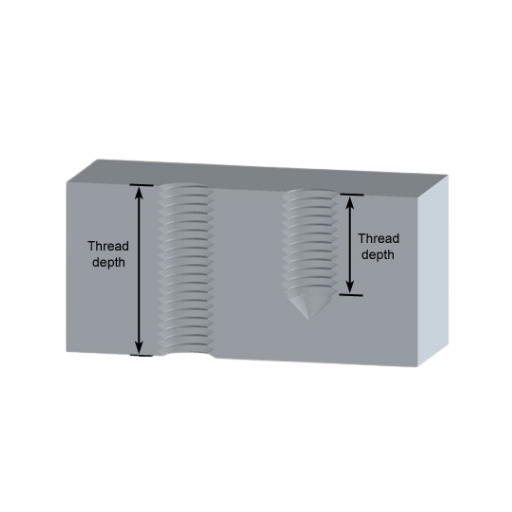
止まり穴は、材料を完全に貫通しない穴として分類されます。つまり、深さが定義されています。これは、美観やその他の機能要件により、留め具またはコンポーネントが材料の反対側を貫通できないシナリオで使用することが最も一般的に推奨されます。エンジニアリング、建設、エレクトロニクス、製造の分野では、止まり穴は、特定の測定深さで構造内の特定のコンポーネントを拘束するために非常によく使用されます。止まり穴を効果的に加工するには、正確な深さ制御を維持し、設計を損なわず、対象領域内の構造的完全性を確保することが不可欠です。
ねじ、ボルト、または他の類似の装置を使用して2つ以上のコンポーネントを結合することで、メートル法の負荷(アセンブリ負荷と呼ばれることが多い)が発生します。これらの装置は、すでにタップ穴またはナットと噛み合うことで、強力で信頼性の高い接続を作成するように設計されています。通常、これらは機械、フレームワーク、およびある程度はコンポーネントを構成する部品を結合するために使用されます。 自動車産業や航空宇宙産業ねじ式ファスナーの主な利点は、メンテナンスが簡単なことです。これは、他の締結方法とは異なり、ねじ式ファスナーは緩めたり、完全に取り外したりできるためです。ベストプラクティスを実現するには、適切なねじの位置合わせ、トルク、および材料が適用されていることを確認することが非常に重要です。
適切にねじを切ってワークピースやタップを壊さないようにするには、タップ加工時に適切なドリル サイズを選択することが重要です。ドリル サイズは、切るねじのサイズとピッチに基づいており、標準のタップ ドリル チャートで入手できます。適切なドリル サイズを選択するには、次の手順を実行します。
不適切なドリル サイズを選択すると、緩んで弱いねじ山ができたり、タップが壊れたりします。強度の低いねじ切りなど、望ましくない結果ではあるものの、それほど深刻ではない結果も確かにあります。常にチャート データをクロスチェックし、可能であればスクラップ材料でテストするようにしてください。
適切なねじサイズを選択するには、特定の用途への適合性を測定して、効果的に機能し、承認された標準に適合していることを確認する必要があります。負荷条件と組み立てる部品の材質を評価し始めると、ねじ穴とタップ穴のどちらにするかを決めるのに役立ちます。高強度を重視する用途では、大きいねじサイズの方が適している可能性がありますが、容量が小さく、スペースが限られており、軽量の設計の場合は、ねじ穴とタップ穴に違いがあることを示す小さいねじが理想的です。業界標準の表を確認し、肩またはヘッドに関してサイズとピッチを選択します。振動や温度など、周囲の環境を常に考慮することを忘れないでください。これらの要因は、選択したねじの種類に影響を与える可能性があります。
ねじ山の損傷を防ぐことで、適切な組み立てファスナーは、有用で信頼できるだけでなく、長持ちします。非常に妥当な解決策は、摩擦や摩耗を軽減するのに役立つ固着防止剤またはねじ潤滑剤を使用して、取り付けまたは取り外しプロセス中に適切な潤滑剤を塗布することです。さらに、特定のトルクを適用するために較正されたツールを使用することは、締めすぎによるねじ山の剥がれや変形を防ぐために必要です。適切な材料で作られた優れたファスナーを使用すると、特に高温多湿の場所で、摩耗や腐食が発生する可能性が低くなります。定期的にねじ付きボルトを検査してメンテナンスすると、摩耗を早期に検出し、適切かつタイムリーな措置を講じてさらなる損傷を防ぐのに役立ちます。最後に、インサートまたはヘリコイルを使用すると、元のねじ山が損傷する可能性があります。これにより、より柔らかいベース材料に圧力がかかり、強度と安定性が維持されます。

A: タップ穴とネジ穴は、ネジやボルトを使用するときに使用する穴の異なる形状です。タップ穴はタップと呼ばれる工具を使用して開けますが、ネジ穴は切削または成形プロセスによってネジ山を形成できます。違いは、ネジ山を作成する方法と、そのネジ山を使用する目的にあります。
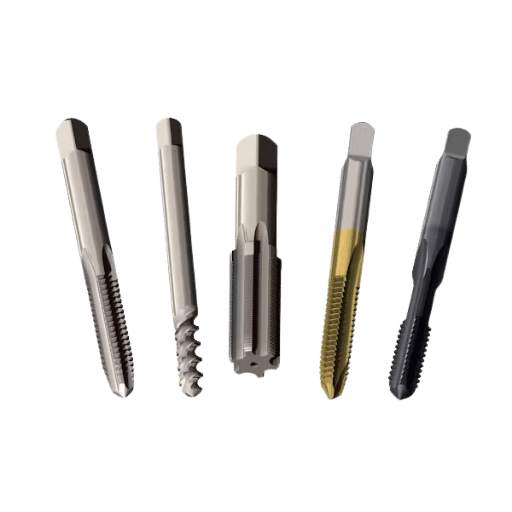
A: タップを穴に通すには、まずドリルで穴を開け、ドリルに取り付けたタップを挿入する必要があります。穴を開けた後、テーパータップを使用して穴にねじを入れます。最良の結果を得るには、タップを使用する前に必ず切削油を塗布し、タップが破損しないようにゆっくりと作業してください。
A: パイロット穴は、切削工具がより大きな穴を開けやすくするために使用する最初の小さな穴であり、切削工具を損傷するのを防ぐ手段としても機能します。さらに、パイロット穴は、穴の望ましくない配置を回避するのに非常に役立ち、そのため、ずれによる不一致がなく、穴を完璧に配置するのに役立ちます。
A: テーパータップは、一般的に、すでにねじ山が切られている穴を加工するために使用されます。このタップは、先端がテーパー状になっているため、ねじ山の切られた穴に送り込みやすくなります。また、止まり穴など、高い精度を必要としない場所でも使用されます。
A: タップ穴は、CNC 加工において、部品の取り付け、ワークピースの内ねじの形成、機械アセンブリの精度確保のために広く使用されています。これらのジョイントは強度と耐久性に優れているため、多くの業界では非常に重要です。
A: タップ用の正しい穴のサイズを決定するには、タップ サイズごとに推奨されるドリル ビットのサイズを詳細に説明したタップ ドリル チャートを参照するのが最適です。適切な範囲であれば、使用する材料を損傷することなく、ねじの主要直径を確実に達成できます。
A: ボトミングタップの目的は、止まり穴に穴の最大深さまでねじ山を作ることです。タップの端には完全なねじ山テーパーがあり、止まり穴の底部領域でねじを切ることができます。
A: ドリルで開けた穴では、ねじまたはボルトの全長が収まるほどの深さのねじ山が必要です。深さが浅すぎると、ねじ山が弱くなったり不完全になったりして、接続部の強度と耐久性が損なわれます。
A: 成形タップを使用する場合、ねじ山を作成する材料は、材料を一切除去せずに構築されます。これを成形と呼びます。対照的に、ロッドからねじ山を切るには、さまざまな切削工具を使用してロッドの表面から材料を除去する必要があります。用途に応じて、両方の方法にそれぞれ利点があります。
A: 板金加工では、板自体が薄いため、多方向の接合部にねじを切るには正確な技術が求められるため、ねじ切りが非常に重要です。 板金は部品の固定にも役立ちます 軽量構造物を迅速に建設します。
1. タップ穴内のボルト付きTスタブの挙動に関する数値的研究
2. タップ付き止まり穴の抵抗に関する実験的解析
3. 双皮質整形外科用ネジのタップ付きパイロット穴とタップなしパイロット穴の比較研究 - 実験テストによる 3D 有限要素解析
4. オーステナイト系ステンレス鋼 AISI 304 の摩擦ドリル穴と成形ねじの品質に影響を与えるパラメータ
5. 有限要素法(FE)シミュレーションを用いたTi6Al4Vのタッピングプロセスの研究
6. タップして死ぬ


