

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
医療分野から自動車産業まで、プラスチック射出成形は精密で高品質なデバイスの作成を可能にするため、現代の製造業で役立っています。しかし、効率的で効果的な射出成形を実行する方法を理解するには、プロセスを学ぶだけでは不十分です。現代の機械を活用する方法を知ることも必要です。この記事は、中核概念、高度な技術、現代の射出成形機の重要性など、プラスチック射出成形の主要な側面を分析することを目的としています。初心者でも業界のベテランでも、この分野の知識を深めたい方に最適です。
部品を作るには、通常はプラスチックなどの材料を加熱して溶融状態にし、あらかじめ作られた金型の空洞に注入して冷却し、硬化させます。このプロセスは、気密性、正確性、再現性、コスト効率に優れたバルク注入の開発に使用できます。その再現性のある品質により、自動車、医療、消費財などの業界で好まれています。
応用技術のおかげで、プラスチック射出成形は、以下の注目すべき要因により、さまざまな分野で人気を博しています。
このような特徴により、プラスチック射出成形は、強度が高く複雑な部品を大量に製造するための主な方法として機能します。
適切な材料の選択と処理
最終製品の望ましい特徴に基づいて、まず必要な熱可塑性材料を選択します。材料を温風乾燥すると性能が向上するため、多くの場合、材料を温風乾燥します。過度の水分はプラスチックの動きを妨げ、出力品質を低下させます。一般的な材料には、ポリプロピレン、ポリエチレン、ABS などがあります。たとえば、ナイロンなどの特定のエンジニアリング プラスチックは、成形中の加水分解を避けるために絶対零度近くまで乾燥させる必要がありますが、これを実現するのは非常に困難です。
成形機は、摩擦熱を利用して 180 度から 250 度の温度で回転スクリュー内で溶融される特定の材料粒子を使用します。スクリューはバレルに接続されており、材料の溶融に役立ちます。材料の種類によって温度は異なります。加熱された材料は、10,000 から 30,000 psi の高圧下で金型に注入され、溶融プラスチックが金型の空洞に完全に充填されるようにします。
冷却固化
溶融材料が金型のキャビティに注がれると、キャビティの壁との相互作用により、冷却が進みながら冷却が始まります。部品の厚さと使用する材料に応じて、冷却時間は数秒から数分まで変化します。金型に内蔵された水で満たされたチャネルは、生産効率の向上、サイクル時間の短縮、またはその両方を実現できる冷却システムの一例です。
型開きと取り出し
材料が固まると、エジェクタ ピンまたはプレートを使用して部品を金型から取り外すことができます。正確なエジェクタ方法は、部品を損傷するリスクを回避する手段であり、この場合非常に重要です。金型の剥離は、特に複雑な機能や高摩擦機能が含まれる場合に、離型剤を使用して行うこともできます。
後処理と品質検査
製造に使用されるプロセスにより、コンポーネントは一般的にその後にほとんど作業を必要としません。このセクションでは、バリ取りや表面処理などの追加作業について詳しく説明します。射出成形ツールを使用して製造された部品は、寸法検査や機械試験などの品質管理手順を経るため、指定された許容範囲内に収まります。当社の場合、自動光学検査 (AOI) などの高度なテクノロジーを使用することで精度が向上します。
企業は、AI ベースの予測分析やリアルタイム追跡システムなどの新しいテクノロジーにより、生産性の向上と無駄の最小化を実現する最適化技術を適用できます。このようなテクノロジーにより、企業は製造欠陥を約 30% 改善し、同時にサイクル時間を 20% 短縮できます。その結果、射出成形プロセスのコストが削減され、より環境に優しくなります。
最大限の効率と精度
マシニング センターは、短期間で精密な部品を製造できる柔軟性を備えています。高度な自動化とリアルタイム監視システムにより、メーカーは射出成形ツールで ±0.05 mm の許容誤差を達成できるため、エラーが減り、製品の一貫性が確保されます。
コスト効率
材料の無駄が減り、生産速度が速まるため、射出成形は製造経済性を大幅に向上させました。調査によると、成形プロセスを最適化したプラスチック射出成形プロセスを活用した企業では、生産コストが最大 25% 削減されています。
大量生産に最適
射出成形は、その精度、スピード、効率性により、繰り返し生産する大量生産に最適です。スケーラビリティにより単位あたりのコストが削減されるため、自動車産業、消費財の生産、医療機器の製造に非常に有利です。
幅広い材料
これらのマシンはすべて、熱可塑性プラスチック、熱硬化性プラスチック、さらにはハイブリッド材料を含む幅広い材料を処理できます。たとえば、ポリマーの約 70% は工業グレードであり、射出成形が可能で、製品設計に多様性をもたらします。
廃棄物の削減とエネルギー効率
旧型の機械と比較すると、最新型の射出成形機は省エネ設計と閉ループ材料システムを備えており、エネルギー使用量を 50% 削減します。さらに、材料廃棄物はリサイクル可能で、環境衛生の向上にも貢献します。
後処理と設計生産性
最新の金型を使用すると、射出成形により、複雑な幾何学的形状と精巧な機能を備えた部品を作成できます。このような機能により、後処理作業が削減または不要になり、生産が合理化されます。
自動化の安全性と人間工学
最新の射出成形機技術では、材料供給などのプロセスの自動化、金型メンテナンスのための AI 駆動型アラートの発行、自動材料供給などの他の機能の統合により、オペレーターの安全性がさらに重視されています。これらの変更により、不正確さが減り、運用ワークフローが高速化されるため、生産効率が 15% 向上します。
製品の耐久性の向上
たとえば、射出成形を使用すれば、航空宇宙用途向けに生産される高強度プラスチック部品の 40% 以上を製造することができます。これは、オーバーモールディングやインサート成形などの高度な製造方法がテクノロジーによってサポートされているからこそ可能なのです。
品質、効率、環境への影響の観点から、射出成形はさまざまな分野で最も有利な選択肢となっています。

プラスチック射出成形機は、高精度のプラスチック部品を製造するために互いに連携するいくつかの重要な部品で構成されています。部品の説明とその役割は次のとおりです。
インジェクションユニット
射出ユニットは、プラスチック樹脂を溶かして金型に流し込む役割を担っています。このシステムには、ホッパー、往復スクリュー、加熱バレルがあります。ホッパーには使用する原材料が入れられ、加熱バレルに原材料が入れられます。加熱バレルには回転スクリューが充填され、原材料がゆっくりと溶けます。最新の射出ユニットでは、材料温度制御システムが常に統合されており、注入された材料の粘度が適切で、必要な成形品が得られるようになっています。射出圧力は、さまざまな材料やケースで通常 10,000 ~ 30,000 PSI です。
クランプユニット
冷却および射出工程では、金型は機械の 50 つの部分を結合するクランプ ユニットによってしっかりと固定されます。このユニットには、可動プラテン、固定プラテン、およびクランプ デバイスがあります。トグル クランプまたは油圧クランプは、高圧力がかかっている射出段階で金型が開かないように、適切な力で部品を充填するための理想的な補助装置と見なされることがよくあります。一部の大型産業用機械は、4000 トンという低いクランプ力から XNUMX トンを超えるクランプ力まで提供しており、これらの大きな数値により、機械は非常に複雑で大きな部品を作成できます。
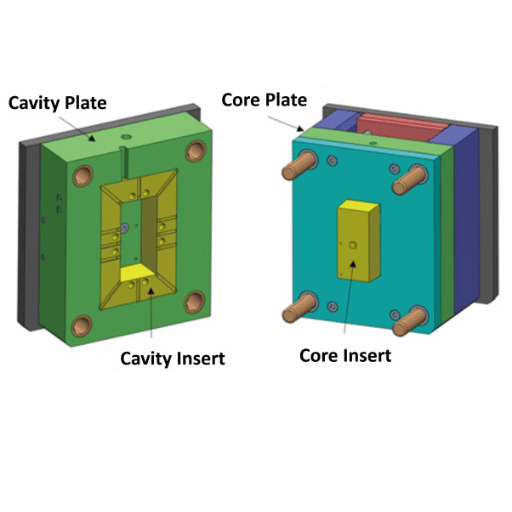
モールド
機械や装置の特定の部品を作成するために、金型は溶融プラスチックを所定の形状に修正する専門の器具です。金型は通常、硬化処理された鋼またはアルミニウムで作られ、精巧に作られたキャビティとコアを備えています。マルチキャビティ金型を使用すると、複数のコンポーネントを同時に作成できるため、生産性が向上します。サイクルタイムを短縮し、少量生産での生産率を高めるために、現代の金型には、急速な熱放散のための冷却チャネルを組み込む機能があります。
電動または油圧駆動システム
駆動システムは、電気または油圧を使用して、機械のスクリュー、クランプ、その他の補助機構の動きを促進します。強度と信頼性のため、油圧システムが最初から使用されていましたが、エネルギー効率が良く、動きを正確に制御できるため、電気駆動システムの使用が増えています。電気射出成形機を使用すると、従来の油圧システムと比較して、熱可塑性樹脂の製造プロセス中のエネルギーを30〜70%節約できます。
コントロールパネル
射出成形機の頭脳として、制御システムは機械のすべての機能部分を統合します。これにより、オペレーターは調整可能な変数を事前にプログラムし、温度、圧力、射出率などの追跡可能な変数を監視することができます。ほとんどの最新の機械は、使いやすいコンピューターと洗練された制御機能を備えているため、より正確で一貫性があります。生産効率を向上させ、ダウンタイムを減らすことで、リアルタイムのデータ監視や診断などの機能が役立ちます。 プラスチック射出成形プロセス 進歩に向けた大きな一歩です。
これらの重要な要素を組み込むことで、プラスチック成形インジェクターは優れた精度、生産性、汎用性で動作できるようになります。材料とエンジニアリングの最近の進歩により、これらの機械は完成し、さまざまな分野で必要とされる複雑で堅牢なプラスチック部品を効率的に製造できるようになりました。
ノズルは、溶融プラスチックの流れを射出ユニットから金型キャビティに効率的に導きます。ノズルは高温と高圧に耐えられるように作られており、流れの一貫性を維持し、材料の破壊を防ぎます。現代のノズルには、熱の無駄や材料の漏れを最小限に抑えるために、断熱や精密な幾何学的構成などの機能が搭載されていることがよくあります。また、ポリマーの粘度や金型の複雑さに合わせて、より自由にカスタマイズできるノズルも用意されています。
はい、2023 年 10,000 月以降は特定の情報にアクセスできない可能性があります。ただし、射出成形に関しては、射出圧力が重要な考慮事項です。射出圧力は、ノズルから金型キャビティに圧力をかけて注入する必要があるプラスチックの量を決定します。ほとんどの工業用射出成形機は、最大約 15,000 ~ XNUMX psi の圧力で動作しますが、非常に詳細な設計や大きなセクションでは、さらに高い値が必要になる場合があります。金型を適切に充填すると、ボイドやウェルド ラインが形成される可能性が最小限に抑えられ、表面仕上げも向上するため、望ましいことです。一方、充填に指定された圧力が高すぎると、フラッシュが発生したり、場合によっては金型が損傷したりする可能性があるため、最新のマシンでは正確な制御システムが必要であることは明らかです。ノズルの形状と射出圧力セットの相互作用は、材料がマシン内をどのように移動するかに影響を与え、それによって製品の品質と効率に影響します。
射出成形部品の金型設計は、部品の品質、生産サイクル時間、コスト効率に大きく貢献します。金型のキャビティ容量は、射出成形部品の輪郭、形状、精度をある程度決定します。言い換えれば、金型は製造される部品のネガティブイメージであり、そこに液体材料が注入され、冷却され、固体状態に変わります。たとえば、適切に設計された金型キャビティは、流れの制限を最小限に抑えてスムーズな遷移を実現できるため、材料の充填と分配が最適化されます。
データが示すように、金型キャビティの表面仕上げと温度は製品の品質に影響を与えることが知られています。通常、金型温度は 68 度 F ~ 302 度 F (20 度 C ~ 150 度 C) ですが、使用する材料や部品の複雑さによって変わることがあります。温度の制御は、反り、内部応力、ヒケなどの欠陥を減らすために重要です。また、キャビティ プロファイリングの最適化には、生産前にフロー パスを予測し、問題のある領域を見つける高度なシミュレーション ソフトウェアがますます多く使用されています。
さらに、プラスチック射出成形でマルチキャビティ金型を使用すると、生産効率を最大限に高めることができます。大量生産用に 128 個ものキャビティを持つ金型もあります。すべてのキャビティの寸法精度を達成することが不可欠です。キャビティ圧力の監視と精密加工により、±0.005 インチという厳しい許容差が一般的になっています。これらの技術により、医療、自動車、電子産業でより優れた制御が可能になりました。キャビティの設計とメンテナンスに重点を置くことで、メーカーはプロセスの信頼性を大幅に向上させ、スクラップを減らし、最終製品の品質を向上させることができます。

ポリプロピレン(PP)
ポリプロピレンまたはPPは、世界中で多数の用途があり、生産量ではポリエチレンとポリ塩化ビニルに次ぐ第30位です。これは、そのユニークな費用対効果比、さまざまな化学物質に対する耐性、および機械的特性によるものです。企業は、医療業界では外科用容器などの部品に、自動車業界ではバンパーにこの材料を使用しています。ポリプロピレンは疲労に強いことでも知られており、繰り返しの動きにさらされるヒンジ、キャップ、蓋に適しています。PPは、生産される熱可塑性プラスチックの総量の約XNUMX%を占めると推定されています。PPは多機能性のため、膨大な数の用途があり、世界中で主力材料となっています。
アクリロニトリルブタジエンスチレン(ABS)
ABS は、耐衝撃性と強度の完璧なバランスを実現したポリマーで、自動車の内装、電子機器、レゴなどの玩具の製造で急速に普及しています。優れた強度に比べて軽量であるため、スマートフォンやその他の日用品の筐体など、高精度な部品に最適です。適切な電気絶縁が求められる業界や高温にさらされる業界では、ABS が広く使用されています。
ポリスチレン(PS)
ポリスチレンは通常、硬質と発泡の 2 つの異なる形態で使用されます。使い捨ての食器、さまざまなタイプの包装、断熱材に最も一般的に使用されますが、一部のポリスチレン タイプは他のタイプよりも断熱性が優れており、主に発泡ポリスチレン (EPS) です。このタイプのポリスチレン EPS は、建設業で広く使用されています。包装業界と建設業界での膨大な需要により、ポリスチレンの年間生産量は数百万トンに達すると推定されています。
ポリエチレン(PE)
プラスチックのサブカテゴリとしてのポリエチレンには、低密度ポリエチレン (LDPE) と高密度ポリエチレン (HDPE) があり、化学物質としての強度、柔軟性、耐久性に関して異なる特性を持っています。HDPE はパイプ、容器、ボトルに最適で、LDPE はフレキシブル包装やフィルムに最適です。毎年世界中で 1 億トン以上のポリエチレンが生産されていると推定されており、現代において最も重要なプラスチックの 1 つとしての地位を確固たるものにしています。
ポリカーボネート(PC)
ポリカーボネートは、光学的に透明なため、耐衝撃性と耐久性に優れたプラスチックとして機能します。一般的な用途としては、眼鏡レンズ、自動車のダッシュボード ライト、電子ディスプレイ パネルなどがあります。ポリカーボネートは 60 ~ 70 Mpa の引張強度を備えているため、安全性が重要視されるさまざまな分野で使用できます。
ナイロン(ポリアミド、PA)
非芳香族特性を持つポリアミドであるナイロンは、その高い耐摩耗性、強度、熱安定性でよく知られており、そのため製造業や自動車分野ではベアリング、ギア、ブッシングなどの機械部品の第一の選択肢となっています。この耐熱性能力と、摩擦抵抗下での比類のない性能により、この材料は高張力環境で非常に貴重なものとなっています。
熱可塑性エラストマー (TPE)
TPE は、ゴムのような独特の弾力性とプラスチック材料の 2 つの利点を兼ね備えた特殊なポリマーです。TPE 材料は、ソフトタッチ部品のグリップ、パッドシール、自動車部品など、幅広く使用されています。TPE 材料は、その汎用性とリサイクルのしやすさから、急速に使用が増加しています。
この材料グループは、成形プラスチックの膨大なコレクションの一部です。これらは、望ましい物理的特性、環境への露出、満たす必要のある規則などのアプリケーションのニーズに基づいて選択されます。
成形プロセスは樹脂から始まり、製品の品質と性能だけでなく、機能性も決定します。熱可塑性樹脂の選択は、機械的強度、耐熱性、柔軟性などの差別化された特性、および樹脂と射出成形の適合性を制御するため、非常に重要です。ポリプロピレン (PP)、アクリロニトリルブタジエンスチレン (ABS)、ポリカーボネート (PC) などは、射出成形で一般的に使用される熱可塑性樹脂と熱硬化性樹脂であり、それぞれがさまざまな用途で独自の利点を誇っています。
たとえば、包装、自動車、医療機器業界でのポリプロピレンの使用を考えてみましょう。ポリプロピレンは軽量で、多くの化学物質に耐性があり、非常に用途が広いです。最近の業界動向によると、射出成形におけるポリプロピレンの使用は、30 年には世界の熱可塑性プラスチックの総使用量の 2023% に達すると予想されており、業界に大きな変化が起きていることを示しています。
樹脂の選択も、生産の持続可能性に影響します。環境配慮に関する法律が増えるにつれて、リサイクル樹脂や生分解性樹脂の人気が高まっています。再生可能な資源と生分解性によりポリ乳酸 (PLA) 樹脂の人気が高まっていることは、より環境的に持続可能なアプローチへのトレンドの変化を示しています。
さらに、PEEK(ポリエーテルエーテルケトン)樹脂などの最新のエンジニアリングポリマーの使用により、ポリマー化学が進歩し、航空宇宙、医療インプラントなどの精密用途で優れた耐熱性と耐久性を実現するメーカーの能力が向上しました。高性能樹脂の世界市場は、6.3年まで約2028%の複合年間成長率(CAGR)で増加すると予想されており、これらの材料が専門産業にとってより重要になっていることを示しています。
結論として、射出成形における樹脂の選択は、影響を受ける多くのプロセスのうちの 1 つにすぎません。これによって、成形の生産性、経済性、および厳格な業界要件への準拠が決まります。したがって、特定の用途のニーズに関連する樹脂の特性の正確な分析は、効果的な製品開発に不可欠です。
金型に適切な材料を選択することは、射出成形作業の精度と生産性の鍵となります。金型は、鋼、アルミニウム、またはベリリウム銅合金から作ることができますが、それぞれに利点と欠点があり、特定の生産要件に適合します。
鋼鉄製の金型は、耐久性があり大量生産に耐えられるため、最も一般的な金型の 1 つです。硬化鋼製の金型は、優れた耐摩耗性と長寿命で知られており、厳しい公差が求められる部品の大量生産に最適です。ただし、初期費用が高く、製造のリードタイムが長くなります。
一方、アルミ製の金型は軽量で、優れた熱伝導率によりサイクルタイムを短縮できます。これらの金型は、コストとリードタイムの節約が優先される試作や低~中量生産に最適です。アルミ製の金型の欠点としては、スチール製に比べて耐摩耗性が低いことと、高圧用途には適さないことが挙げられます。
優れた熱伝導性と強度を持つベリリウム銅合金は、インサートやその他の特定の金型部品に便利です。これらの材料は金型内のホットスポットの緩和に役立ち、歪みや収縮の欠陥とともに完璧な冷却を保証します。ベリリウム銅はより高価で、取り扱い中に追加の安全対策が必要ですが、精度とサイクル時間の節約により、多くの特殊な用途で投資する価値があります。
金型材料の性能に関するデータ
業界データによると、アルミ金型は、放熱性が優れているため、標準的な鋼製金型と比較して最大 30% のサイクル タイムの改善を実現できます。さらに、硬化鋼を使用すると金型寿命が 50 ~ 70% 長くなると言われており、大量生産の場合の XNUMX 個あたりの変動コストが削減され、大幅にコストが安くなります。これらすべてのデータ ポイントは、材料を選択するための有効な部品コスト比率が生産要件に対応している必要があることを明確に示しています。
これらのメーカーは、特性を評価することで、データに基づく意思決定を通じて金型材料の選択を最適化し、運用と市場の需要を合理化できます。
カスタムプラスチック射出成形金型の作成は、機能、強度、効率の最適なバランスが求められるため困難です。以下は、従うべき重要なガイドラインです。
1. 適切な材料の選択
最初のステップは、金型の材質を選択することです。これによって金型の有効性が大きく左右されます。硬化鋼、アルミニウム、複合合金などのオプションは、コスト、熱伝導率、耐摩耗性などのパラメータが異なるため、広く使用されています。たとえば、硬化鋼の金型は最も耐久性が高く、大量生産に最適です。一方、アルミニウムの金型は、熱を素早く放散でき、サイクル時間が短いため、少量の試作品や短期生産に最適です。
2. 冷却システムの設計
効率的な冷却システムにより、製造される部品の寸法安定性が向上し、時間も短縮されます。コンフォーマル冷却チャネルと呼ばれる、金型の形状を囲む冷却チャネルの採用が急速に進んでいます。研究によると、コンフォーマル冷却は従来の直線チャネルよりも効率が高いため、生産性を高めながらエネルギー消費を 20 ~ 40 パーセント削減できることがわかっています。
3. 排出ラインとパーティングラインの配置
これら 2 つのシステムの設計が不適切だと、バリや反りの欠陥が生じる可能性があります。パーティング ラインとエジェクタ システムの配置を慎重に検討することで、成形品に損傷を与えることなく、成形された部品をシームレスに取り出すことができます。高度なシミュレーション ソフトウェアを使用すると、部品の変形と収縮のおおよその値が提供され、これらのシステムの最適化に役立ちます。
4. ゲートの設計
金型キャビティを流れる材料の量は、ゲートの位置と寸法によって制御されます。材料の損失を最小限に抑え、溶融温度を常に最適に保つために、ホット ランナー システムが好まれる傾向があります。研究によると、大量生産の場合、ホット ランナーを使用するとスクラップ率が最大 50% 削減されるため、これらのシステムは特に有利です。
5. 公差と寸法精度
製品の各生産工程の均一性を確保するため、射出成形金型は定められた許容差なしには製造できません。高精度 CNCのような加工プロセス 放電加工(EDM)は、±0.001インチの許容誤差を実現できるため、業界で広く使用されています。これは、自動車メーカーや医療メーカーにとって特に重要です。
6.換気
適切な換気により、空気の閉じ込めが防止され、空洞や焼けなどの欠陥の原因となります。換気口はランダムに開けられるわけではなく、通常、0.001 ~ 0.003 インチの換気口の隙間が一般的です。この隙間があれば、フラッシュを形成せずに空気を逃がすことができます。
7. メンテナンス要因
設計プロセスでは、定期的なメンテナンスを考慮する必要があります。新しいアプローチの多くには、交換可能なインサートや摩耗プレートなどのモジュール式コンポーネントが含まれており、ツールの寿命を延ばし、ダウンタイムを削減するのに役立ちます。時間の経過に伴う金型の摩耗を記録する自動センサーと監視システムを使用することで、予期しない障害を回避できます。
これらの設計原則に従うことで、メーカーは金型を構築することができ、その結果、効率と性能が向上し、工具寿命が延び、生産レベルが向上し、コストが削減されます。
私は、プロトタイプや成形部品を作成する際に、精度、材料の選択、反復テストに重点を置いています。CADソフトウェア、3Dを備えたjunto 印刷とCNC加工、初期設計を最も効率的に検証できます。成形部品については、部品の要件に応じて、耐久性、柔軟性、耐熱性に優れた熱可塑性および熱硬化性材料を優先します。射出成形における反復的な改良により、最終製品のパフォーマンスに関する懸念を解消しながら、コスト効率を確保できます。
サイクルタイムと生産性を向上させるために、私はプロセスを分析し、自動化し、手順を改善しています。リーン製造技術を使用してボトルネックと無駄を排除することを目指しています。また、ロボット工学や IoT ベースの監視システムなどのテクノロジーへの投資により、複数の注入プロセスで精度を高め、ダウンタイムを削減できます。データ分析によるパフォーマンスの頻繁なレビューにより、効率の継続性と変化する生産ニーズへの適応性が維持されます。

射出成形部品は、その精度と信頼性から、医療機器や装置の製造において重要な役割を果たしています。精密ハウジングの用途には、診断装置、注射器、IV コネクタ、その他の外科用機器などがあります。これらの部品は、精密で一貫性があり、極めて厳しい清浄度要件を満たすことができるため、医療目的に適しています。また、経済的な大量生産が可能になり、患者ケアに必要な高品質の製品を提供できるようになります。
射出成形は、形、サイズ、質感までもが生きた餌にできるだけ近いものになるように、軟質プラスチック製の釣り餌に使用されています。射出成形では、液体プラスチックポリマーを使用し、これを加熱して特定の形に成形し、その後冷却して、柔軟でありながら耐久性のある釣り餌を作ります。これらの餌は、さまざまな釣り条件や魚種をターゲットにするために、無限のデザインと色で作ることができます。射出成形による餌の製造は精度が高く、費用対効果が高いため、餌を大量に製造する場合に好まれる方法です。
射出成形などのプロセスを通じて、カスタムプラスチック部品は、特定の性能と美観のニーズを満たすように設計および構築されます。この技術は、さまざまな射出成形方法を使用して、特定の材料特性を持つ特定のサイズと形状の複雑さの部品を製造できるため、非常に柔軟です。顧客の期待に応えるために、メーカーは顧客と協力して、最適な生産設定を保証する最高の材料とツール設計を見つけます。均一な品質、経済的なコスト、自動化された生産規模により、射出成形はさまざまな業界の特殊部品を製造する最も一般的な方法です。

A: プラスチック射出成形では、デュアルインジェクターシステムには多くの利点があります。2つの異なる材料または色の同時射出を容易にし、サイクルタイムを最小限に抑え、生産効率を向上させます。この方法は、多色または異なる材料で作られたプラスチック部品の製造に効果的です。デュアルインジェクターを使用すると、製造業者のプロセス制御が強化され、すべての生産工程で均一な品質が得られます。
A: 適切なインジェクター キットの選択は、思ったよりも難しい場合があります。プラスチック部品のサイズと詳細、プラスチック樹脂の形状、および製造量を評価します。プロジェクトに適した 1.5 オンス、4 オンス、または 6 オンスのインジェクターを備えたキットを探してください。小さな部品には 45 ml のインジェクターのみが必要な場合がありますが、大規模なプロジェクトには 9.5 オンスのインジェクターが必要になります。また、射出成形機と金型ツールがこれらのユニットに対応していることを確認してください。
A: プラスチック射出成形用の金型を製造するには、精密キャビティ金型を作成するための CNC マシン、複雑な形状の EDM (放電加工)、表面仕上げ用の研磨ツール、検査用の測定装置などのツールが必要です。金型設計には CAD を使用し、金型設計と射出成形の最適化にはシミュレーション ソフトウェアを使用します。効果的なプロセスのために、安全装置と適切な離型剤を忘れないでください。
A: プラスチック部品をより良く生産するには、材料の選択、金型の設計、およびプロセス パラメータが焦点になります。シミュレータを使用すると、生産開始前にほとんどの問題を解決できます。適切な冷却チャネルを備えた金型を設計すると、サイクル タイムを短縮することもできます。生産が短い場合は、熱伝導率の高いアルミニウム金型を使用できます。射出成形機の圧力、温度、冷却時間などの設定を最適化します。また、機器と金型の一貫したメンテナンスも、品質と効率にとって重要です。
A: 射出成形を使用する場合、プラスチゾルには多くの利点があります。これは柔軟性のある素材で、柔らかくて耐久性のある部品を簡単に作ることができます。工具のハンドル、おもちゃ、さらには医療製品にも最適です。融点が低いため、成形プロセスで使用されるエネルギーが少なくなり、経済的な利点があります。プラスチゾルは色合わせも簡単で、硬度、柔軟性、耐薬品性など、必要な特性に合わせて設計できます。
A: インジェクターの適切なサイズは、製造するプラスチック部品のサイズと製造ニーズに比例します。4 オンス (または 4 オンス) インジェクターは、中型部品と 10 回の射出サイクルで 20 つ以上の小型部品を製造する場合に適しています。適切なサイズを決定するには、必要なプラスチックの総量と、金型のランニング パーツとスプルー パーツを計算します。計算された量を約 6 ~ 9.5 パーセント増やして、射出に十分なプラスチック材料を確保します。部品の製造に大量の材料が必要な場合は、45 オンスや 1.5 オンスなどの大型インジェクターの方が適しています。小型部品の場合は、XNUMX ml または XNUMX オンスのインジェクターが最適です。
A: 射出成形で最も一般的なミスは、ヒケ、バリ、反り、ショート ショット、そしてかなり深刻なミスとして、材料がキャビティに充填されても金型の壁に触れないときに固まるというミスです。これらすべてを回避するには、材料の選択方法、成形方法、適切な通気および冷却チャネルを備えた金型設計、および射出成形機の設定が正しく行われていることを確認してください。また、金型と機器を定期的にチェックしてください。実際の生産に入る前に、シミュレーション ソフトウェアを調べて、起こり得る問題を把握することもできます。これにより、製造、材料処理、およびその他の管理でベスト プラクティスを実施して、不良率を改善し、部品の品質を大幅に向上させることができます。
A: プラスチック部品に関する具体的な詳細と、いくつかの裏付けとなる文書を提供すれば、正確な見積もりを受け取ることができます。オンライン見積もりツールを使用して、寸法、材料要件、生産量、表面仕上げ、特殊許容差、リードタイム、二次加工などのプロジェクト仕様とともに、3D CAD ファイルをアップロードしてください。評判の良い射出成形会社のほとんどは、精度に基づいた見積もりを提供しますが、複雑なプロジェクトは直接相談することでより適切に範囲を絞り込むことができることを覚えておいてください。
1. タイトル: 射出成形プラスチックの品質評価のための金型温度と溶融圧力に基づくセンサー測定の新しい特徴抽出
2. タイトル: 自動車分野におけるプラスチック射出成形コア(インサート)への付加製造によるコンフォーマル冷却チャネル実装の効率に関する調査。
3. タイトル: タグチメソッド統合主成分分析 (PCA) によるプラスチック射出成形金型の冷却チャネル設計の最適化
4. プラスチック
5. 射出成形


