

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
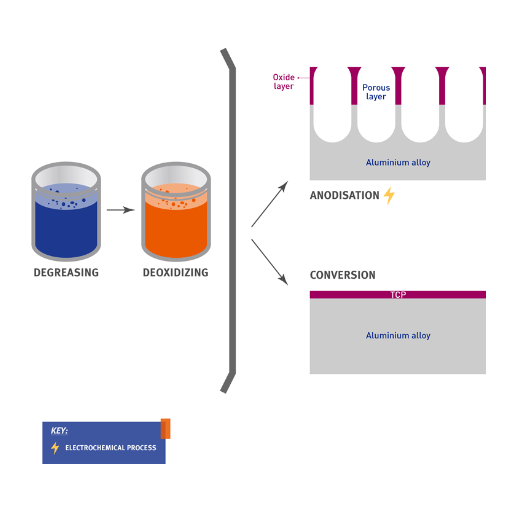
アロジン処理と陽極酸化処理は、アルミニウムの表面を保護し、強化するための最も一般的な 2 つの方法です。この 2 つの処理は、航空宇宙産業と自動車産業で広く使用されています。ただし、どの処理を使用するかは、耐久性、耐腐食性、美観など、さまざまな要因によって決まります。この記事では、アロジン処理と陽極酸化処理のプロセス、それらの標準機能、利点、およびそれぞれの最適な使用例について説明します。経済的なコーティング オプションが必要な場合でも、硬度を向上させたより高価な表面仕上げが必要な場合でも、このガイドでは、プロジェクトの要件に最適な方法を説明します。これらの処理を詳しく説明し、アルミニウム表面の問題に対する答えを見つけてください。

アロジンは、化成コーティングと呼ばれる処理で、アルミニウムとその合金の耐腐食性を向上させるために広く使用されています。金属の表面と反応する溶液を表面に塗布し、アルミニウム処理して薄い保護クロメート層を作ります。このコーティングは、材料の酸化を防ぎ、塗料が付着しやすい表面を提供します。アロジンは、安価で使いやすく、アルミニウム表面の導電性を維持できるため、航空宇宙、自動車、電子機器などの産業分野で高く評価されています。
Alodine プロセスは、望ましい結果を達成し、適切な適用と有効性を確保するためのいくつかの重要なステップで構成されています。以下は、これらのステップの主なプロセスと予想される技術的パラメータの簡潔な説明です。
表面クリーニング
Alodine を塗布する前に、Alodine で処理する領域から、ほこり、グリース、酸化残留物などのすべての汚染物質を除去する必要があります。これは、アルカリ洗浄剤または研磨機械洗浄を使用して行うことができます。
追加パラメータ:
一般的なクリーナーの種類: アルカリ性脱脂剤
クリーニング時間:2-5分
温度範囲:100-140°F / 38-60°C
リンス
洗浄ステップの後、洗浄剤の痕跡をすべて除去するために表面をきれいな水で洗い流す必要があります。
すすぎ水の種類: 脱イオン水または水道水を使用
すすぎ水時間: 1~2分以内
酸脱酸素(必要と判断された場合)
過剰な酸化層がある場合は、酸性脱酸素剤またはエッチング溶液を使用して表面をさらに処理し、クロメート層の機械的接着性を向上させることができます。
酸の種類: リン酸ベースまたは硝酸ベースの脱酸素剤
エッチング時間:1~3分
アロジンの応用
アロジン溶液は、浸漬、スプレー、またはブラシ塗布によって塗布できます。このステップでは、溶液の助けを借りて、クロメート化成コーティングが直接使用されます。
アロジン溶液タイプ MIL-DTL-5541 タイプ I (六価クロム) またはタイプ II (三価クロム)
塗布時間: 2~5分
温度範囲: 70-100°F (21-38°C)
最終すすぎ
その後、アロジンを塗布した表面を洗い流し、残った余分な化学物質を除去します。
すすぎ水の種類: 冷たい脱イオン水またはきれいな水道水
すすぎ時間: 1~2分以内
最終表面乾燥
塗装などの表面処理は、表面が乾燥してから行う必要があります。表面は強制空気または自然な方法で乾燥させることができます。
乾燥温度の設定: 自然乾燥または強制空気乾燥システムで最大65°C (150°F)
これらの段階と指定された条件を遵守することで、さまざまな産業用途に適した完全かつ永続的な保護が可能になります。特定の材料または状況要因に対処するために、定義された制限内で特定の変更を実施できます。
Alodine コーティングは化学処理で使用される変換コーティングで、アルミニウムとその合金の耐腐食性を高めるように設計されています。塗装や接着に適した導電性コーティングを生成することで表面を保護します。以下は、ALODINE コーティングの目的と、ALODINE 材料の他のソースおよびドキュメントのまとめです。
アロジンコーティングでの使用
主に軍用航空、航空宇宙、造船業界で採用されています。
酸化を防ぎ、環境の完全性を維持するのに役立ちます。
塗料に対するシールとして機能し、塗料の密着性を高めます。
化学手順の概要
ステップ 1: 洗浄 - アルカリ性脱脂剤で燃料油、汚れ、グリースを除去して表面を整えます。
ステップ 2: 活性化 (オプション) 表面を凍結させて反応をさらに促進するオプションのステップです。
ステップ3: アロジンプロセス:
環境問題のため、クロム酸塩または三価クロムが含まれています。
通常は浸漬またはスプレーで行います。
ステップ 4: すすぎと乾燥: 残留溶液を除去するために部品をきれいな水ですすぎ、空気またはオーブンで乾燥させます。
重要な技術要素の定義
浴濃度:
六価クロム(従来)2~5% v/v
三価クロム(環境に優しい)5~15% v/v
pH範囲:
クロメート浴の理想的な pH は 1.5 ~ 2.0 です。三価システムの場合は 3.5 ~ 4.5 です。
処理時間:
浸漬時間: 材料の厚さと必要なコーティングに応じて 1 ~ 5 分。
スプレー時間: 15秒〜1分。
温度:
処理温度: 21°C ~ 38°C。
一部の材料では 49°C までの高温を使用できますが、過剰な反応を起こさないように注意する必要があります。
コーティング厚:
実用上、通常は 0.1 ~ 0.4 ミクロンが必要です。
環境への配慮:
三価クロムを使用するプロセスは、毒性が低く、RoHS および REACH に準拠しているため、六価クロムを使用するプロセスよりも好まれます。環境への害を軽減するために、結果として生じる廃水も適切に処理する必要があります。
これらのガイドラインに従い、ヨウ素コーティングを施す際に適切な取り扱い方法と十分な耐腐食性を確保することで、業界が基準を満たすことが保証されます。
アルミニウム部品に Alodine 仕上げを施すと、腐食に対する優れた保護層が形成され、接着力と塗装の結合力が向上し、製品の表面硬度と寿命が向上します。アルミニウム部品が腐食しやすい航空宇宙、自動車、海洋産業で使用できます。また、軽量で無毒 (三価クロムを使用する場合は無毒)、導電性があり、環境規制に準拠したプロセスを保証するため、多くの分野で Alodine コーティングが好まれています。
主要な技術パラメータ:
適用 pH 範囲: 1.5 ~ 3.5 (化学物質による酸/塩基反応を調節します)。
処理温度: 華氏 70 ~ 100 度 (コーティング密度範囲が最適)。
処理時間: 2〜5 分 (必要なコーティングの厚さに応じて適用)。
コーティングの重量: 10~40 mg/ft (用途のニーズによって異なります)。
この仕上げは非常に柔軟性が高く、持続可能な方法を追求しながら、アルミニウム部品に対する業界の厳しい基準を満たしています。

アルマイトとは?
通常のアルミニウムとは異なり、陽極酸化アルミニウムは電気化学処理によって表面が強化されています。この処理により、アルミニウムはより耐久性が増し、耐腐食性も高まり、見た目も良くなります。陽極酸化処理されたアルミニウム部品の表面には、美観と機能を兼ね備えた保護酸化層が形成されます。
陽極酸化はどのように機能しますか?
その 陽極酸化処理ではアルミニウム部品を浸す必要がある 電解液浴と電流で処理します。これにより、酸素イオンとアルミニウムの結合が形成され、強力な陽極酸化層が形成されます。電流、電解液の組成、温度などの要因によって、層の厚さと特性が制御されます。
陽極酸化処理の利点は何ですか?
耐久性: 酸化層は摩耗や風化に対して制御が困難です。
耐腐食性: 酸化や表面劣化に対する耐性があるため、陽極酸化アルミニウムは過酷な周囲環境に最適です。
汎用性: さまざまな色に染めたり、なめらかでメタリックな外観のままにしたりできます。
環境に優しい: 陽極酸化アルミニウムは無毒で、持続可能な慣行に沿って廃棄物がごくわずかです。
アルマイト処理アルミニウムの一般的な用途
陽極酸化アルミニウムはさまざまなものに使用されています。自動車部品、電子機器、調理器具、建築物などに使用されています。メンテナンスの手間がかからず、強度があり、見た目も美しいため、さまざまな用途に使用されています。
このプロセスは、特定の電気化学反応によりアルミニウム表面の耐腐食性を高めます。プロセスは次のように説明されます。
表面処理: アルミニウムは洗浄と研磨を経て、滑らかで不純物のない表面を実現します。このステップにより、陽極酸化層が均一になります。
電解酸化: アルミニウムは通常、酸性電解溶媒 (硫酸) に浸され、電源に接続されます。電流を流すと、アルミニウムは電解液中の酸素と反応し、保護用の酸素層 (酸化アルミニウム) が追加されます。
層形成: このプロセスの酸化アルミニウムは厚く、非常に耐久性があり、非多孔性で、耐腐食性があります。陽極酸化層とその特性は、次のような他のパラメータの影響を受けます。
電圧: 標準的な目的では通常 15V ~ 21V です。
均一な層分布を実現するには、12 平方フィートあたり 18 ~ XNUMX アンペアの電流密度が必要です。
時間: このプロセスは、希望するコーティングの厚さに応じて 15 ~ 60 分間続きます。
シーリング: 腐食、汚れ、損傷に対する耐性を高めるために、陽極酸化処理された表面をシーリングします。このプロセスには、熱水シーリングまたは化学シーリングが含まれます。
これらのステップは、厳しい環境要因に耐える魅力的で機能的な表面を提供します。
有効性と 酸化アルミニウム陽極酸化コーティングの耐久性 は重要な要素です。陽極酸化処理では、アルミニウムの表面が電解液と結合し、緻密で均一な酸化アルミニウム層が形成されます。この層は導電性が非常に低く、耐久性があり、耐腐食性が高いため、アルミニウム表面の保護バリアとして最適です。
陽極酸化層における酸化アルミニウムの主な特性
硬さ:
酸化アルミニウムは、鉱物の硬度を表すモース硬度 9 で、ダイヤモンドとほぼ同等の硬さです。そのため、摩耗や擦り切れに非常に強く、そのため陽極酸化処理された表面は摩耗や擦り切れに対する優れた耐性を備えています。
技術的パラメータ: 合金と表面の陽極酸化処理に応じて、陽極酸化アルミニウムの硬度は 400 ~ 600 HV の範囲で測定できます。
耐腐食性:
酸化アルミニウムは空気や湿気を通さないため、環境の影響や腐食に耐えることができ、非常に有用です。
技術的パラメータ: 適切に密封された陽極酸化コーティングは、1000 時間を超える塩水噴霧試験に耐えることができます。
耐熱性:
酸化アルミニウムの融点はおよそ 2072°F (1133 °C) であるため、陽極酸化コーティングは高温でも優れた性能を発揮します。
表面工学分野における多孔性:
微細孔が発達し、 陽極酸化処理中の酸化アルミニウムの表面これらの孔により染色や密封が可能になり、色彩と保湿性が向上します。
技術的パラメータ: 陽極酸化処理技術と条件に応じて、細孔径は 5 nm から 200 nm の範囲になります。
電気絶縁:
酸化アルミニウムは電気の優れた絶縁体であるため、導電部品間の絶縁が必要な場合に最適です。
技術的パラメータ: 酸化層は、450 マイクロメートルあたり XNUMX ボルトを超える絶縁破壊強度に耐えることができます。
陽極酸化コーティングのアルミニウム酸化物は、その独特の特性により、航空宇宙、自動車、建築などの業界で使用されています。機械的強度と耐腐食性および耐熱性を組み合わせることで、陽極酸化アルミニウムは見た目の美しさを保ちながら、過酷な動作条件に耐えることができます。
メーカーは、陽極酸化処理中にこれらのパラメータを細かく調整することで、望ましい性能と美観を実現できます。この精度により、アルミニウム酸化物は現代の材料工学において不可欠な要素となっています。
陽極酸化処理を修復すると、アルミニウム表面に厚い保護酸化物層が形成されるため、表面保護腐食が強化され、環境中の湿気や化学物質による損傷の防止に役立ちます。さらに、この耐久性があり非反応性の酸化物層は、その下の材料を錆びや劣化から保護するのに役立ちます。重要な技術的パラメータには、陽極酸化電圧(標準的な硫酸陽極酸化処理では通常平均 15~21 ボルト)、溶液濃度(重量比 15~20% の硫酸)、プロセス温度(20~22 ºC (68~72ºF) の範囲に維持)などがあります。メーカーは、コーティングの厚さを最適化するためにこれらすべての変数を制御する必要があります。コーティングの厚さは、用途の要件に基づいて 5~25 ミクロンが望ましいです。このようなパラメータにより、信頼性と寿命が向上し、消費者と産業の両方での使用において耐腐食性がさらに向上します。

Alodine と Anodize のどちらが適しているかは、プロジェクトのニーズと優先順位によって決まります。航空宇宙や電気部品などの Alodine は、処理速度が速く、適度な腐食防止と導電性が求められる場合に好まれます。また、Alodine は安価で簡単に適用できます。Anodize は、保護性能が高く、耐腐食性が高く、保護層が厚いため、消費者向け製品や海洋用途および仕上げによく使用されます。Anodized 仕上げは保護性能が高くカスタマイズ可能ですが、より高価で、処理時間も長くなります。予算、風雨にさらされるかどうか、必要な美観、機能などを考慮して、プロジェクトに最適なオプションを決定します。
アロジンのメリット
コスト効率が高い - Alodine は、陽極酸化処理などの表面処理よりもコスト効率が高い場合が多く、大規模なプロジェクトに適しています。
高い適用性 - 手順は複雑ではなく、迅速に実行できるため、時間効率が高くなります。
耐腐食性 - 特にアルミニウムとマグネシウムの要素による腐食に対してかなり優れた保護力を発揮します。
電気伝導性を維持 - Alodine は陽極酸化処理とは対照的に電気伝導性を維持できるため、導電性が求められる表面を使用するユーザーにメリットをもたらします。
プライマー ベースとして機能します - ペイントやその他のコーティングの優れたベースとして機能し、表面仕上げの接着性と耐久性を向上させます。
技術仕様
ASTM B168 に準拠した塩水噴霧試験で最大 117 時間の耐腐食性 (プロセス仕様によって異なります)。
表面抵抗が 5mOhm/in2 未満の電気伝導性。
アロディンの限界
耐久性が低い – 陽極酸化処理と比較すると、アロジン処理によって生成される保護層は薄く、壊れやすいため、過酷な条件での使用が制限されます。
視覚的に美しいオプションが限られている – Alodine コーティングは色の種類が少なく、通常は金色と透明のみであるため、デザインの自由度が制限されます。
環境的側面 – 一部のアロジン処理では六価クロムが使用され、環境および健康上の問題を引き起こしますが、三価クロムのより安全な選択肢が導入されつつあります。
耐摩耗性が弱い – コーティングは物理的な摩耗や損傷に対してほとんど保護しません。
Alodine はさまざまな用途に実用的で柔軟性があるように見えますが、耐候性、機械的摩耗、視覚的側面など、プロジェクトの特定の条件によってその適合性が決まります。
陽極酸化処理により、アルミニウムの表面は機能性、耐久性、魅力が大幅に向上します。これらの利点により、アルミニウムはさまざまな産業、建築、消費者向けアプリケーションで優れた選択肢となります。
耐腐食性: 陽極酸化処理中に形成される最大限の陽極酸化層のおかげで、アルミニウムは湿気、紫外線、化学物質への曝露などの環境要素から保護されます。この保護により、陽極酸化アルミニウムは屋外での使用や過酷な環境に最適となり、耐腐食性に関する MIL-A-8625F 基準を上回ることがよくあります。
耐久性の向上: 陽極酸化コーティングは、アルミニウムの表面硬度を大幅に高め、優れた摩耗保護と摩擦保護を提供します。ハードコート陽極酸化などの陽極酸化の種類に応じて、ロックウェル C スケールで最大 60 まで達成できます。この表面硬度の向上により、寸法安定性と疲労保護も実現されるため、機械部品の好ましい選択肢となっています。
美的柔軟性: 陽極酸化処理により、アルミニウムの金属表面をそのままに、鮮やかなフレーズを封印することができます。多孔質層に結合して永久的に封印された染料は、素材の美的魅力を高め、剥がれたり色あせたりする危険がなく、装飾目的により魅力的になります。
軽量表面保護: 陽極酸化コーティングは、あらゆる表面処理の中で最も軽量であり、塗装や陽極酸化メッキの必要性を排除しながら、アルミニウムの余分な重量増加を防ぎます。これは、航空宇宙産業や電子産業で非常に役立ちます。
電気絶縁: 陽極酸化アルミニウムは、優れた非導電性も備えています。より要求の厳しい用途では、ハードコート陽極酸化処理により、プロセス パラメータに応じて、コーティング厚さ 700 ミルあたり最大 XNUMX ボルトの絶縁強度が得られます。つまり、十分な電気絶縁性が得られます。
クリーン テクノロジー: 陽極酸化処理は、有毒または危険な副産物を生成しないため、他のスタイルよりも持続可能な仕上げです。表面は完全にリサイクル可能で、製造の持続可能性に関する現代の超国家的ガイドラインに準拠しています。
仕上げとして陽極酸化処理を決定したら、コーティングの厚さ(通常、装飾陽極酸化処理の場合は 5 ~ 25 ミクロン、ハードコートの場合は 25 ~ 100 ミクロン)などの他のパラメータは、適切な性能と耐久性を実現するために特定の用途に合わせて最適に選択されます。これらの属性により、陽極酸化アルミニウムが多くの業界で好まれる理由が簡単に理解できます。
Alodine と Anodize を比較すると、適用手順、耐腐食性、および意図された機能的有用性に顕著な違いがあることがわかります。私の見解では、Alodine はアルミニウムの導電性を維持しながら耐腐食性を向上させるためによく適用される化学変換コーティングです。このため、軽量の耐腐食性を必要とする電気部品やアプリケーションに最適です。一方、陽極酸化処理は、外側のセラミック酸化物に厚みを加える電気化学プロセスを指し、優れた耐摩耗性、耐久性、および美容目的の染料の受容性を高めます。
主要な技術パラメータ:
アロディン:
コーティングの厚さ: 約0.5~4ミクロン
電気伝導性: 薄いコーティングにより維持
主な焦点: 耐腐食性と塗料の接着準備
共通仕様: MIL-DTL-5541F クラス 1A およびクラス 3
陽極酸化処理:
コーティング厚:
装飾陽極酸化処理: 5~25ミクロン
ハードコート陽極酸化処理: 25~100ミクロン
耐久性と耐摩耗性: 特にハードコートの場合、高い
主な焦点: 表面保護、耐摩耗性、美観
標準仕様: MIL-A-8625 タイプ II (装飾) およびタイプ III (ハードコート)
結論として、耐食性、導電性、耐久性、美しさを考慮しなければならないアプリケーションの特定の要求に基づいて、アロジンは陽極酸化よりも好まれ、逆もまた同様です。

提供されたテキストを書き直したバージョンは次のとおりです。
アルミニウム部品の Alodine 処理と陽極酸化処理を検討する場合、次の要素を評価することが重要です。
腐食からの保護: 厚さを制限することが重要であり、優れた耐腐食性も必要な場合は、Alodine が最適です。Alodine は、通常、高い電気伝導性が求められる場合に使用されます。
耐久性と耐摩耗性: 陽極酸化処理、特にハードコート (タイプ III) 陽極酸化処理は、一般に耐久性と耐摩耗性に優れた陽極酸化処理であり、アルミニウム部品が摩耗や過酷な環境条件にさらされる場合に使用します。
美観: Alodine はタイプ II 陽極酸化処理に比べると見た目は劣りますが、機能的なメリットがあり、表面の美観が向上し、色が大きく異なる陽極酸化仕上げが得られます。
アプリケーション要件: Alodine は、電流伝導性が必要な表面に適しています。陽極酸化処理では、絶縁酸化物層が形成されるため、導電性は得られません。したがって、導電性が必要な場所では使用しないでください。
最終的には、コンポーネントの機能的ニーズ、美観、環境条件、設計パラメータに基づいて決定が下され、これらすべてが総合的に考慮されます。
表面の耐久性と仕上げを評価する際には、いくつかの脆弱な表面仕上げ要因と、その他のいくつかの技術的パラメータが次のように定義されます。
表面仕上げ:
美観上のニーズ: 装飾仕上げが必要かどうかを尋ねます。装飾については、陽極酸化処理タイプ II は、それを重視する業界のユーザーの視覚に訴える滑らかでカラフルな仕上げを提供します。
滑らかさ: 陽極酸化処理によりアルミニウムよりも滑らかな仕上がりを実現できるため、表面粗さを低く抑える必要があるコンポーネントに役立ちます。
環境への露出: 陽極酸化層は、特に密封されている場合は色あせしにくくなります。一方、アルジンコーティングは、時間の経過や特に過酷な環境では、わずかに変色することがあります。
耐久性:
耐腐食性: タイプ III 陽極酸化処理によって得られる厚く密度の高い酸化層は、過酷な環境でも優れた保護性能を発揮します。ハードコートの厚さは通常 25 ~ 50 ミクロンです。
Alodine (MIL-DTL-5541 規格に準拠したクロメート変換コーティング) は、それほど要求の厳しくないシナリオで中程度の耐腐食性を提供し、それほど厳しくない領域に適しています。
耐摩耗性: タイプ III 陽極酸化処理は、摩擦の大きい機械摩耗部品に対して優れた耐性を発揮します。硬質陽極酸化処理により、耐摩耗性が大幅に向上します。
環境要因: アロジンは管理された環境では効果的に機能しますが、外部にさらされた条件、特に塩分や湿気の多い環境では、はるかに早く劣化します。
適切な仕上げを選択するには、美観への期待と、摩耗や腐食への耐性、コンポーネントが動作する環境などの技術的要件とのバランスを取る必要があります。
アロジンは、主な目的が耐腐食性、導電性、および塗料やプライマー用の表面処理である場合に、アルミニウム合金に適した表面処理です。保護された環境で適度な保護を必要とする軽量アプリケーションで日常的に使用されます。アロジンは、陽極酸化処理とは異なり、絶縁酸化物層を生成しないため、導電性を維持する必要があるコンポーネントに最適です。さらに、適用が容易で、クロメート溶液との互換性があるため、航空宇宙、自動車、およびエレクトロニクス業界で人気があります。
主な用途と技術的パラメータ:
耐腐食性:
Alodine は中程度の耐腐食性があり、屋内または露出度が低い環境に適しています。Alodine1200 (クロメートベース) 変換コーティングの厚さは 0.00001 ~ 0.00002 インチで、耐腐食性に効果があるため表面の酸化を軽減します。
電気伝導性:
アロジン仕上げは電気の接地や導電性を妨げないため、コネクタやエンクロージャなどの電子部品に適しています。
塗料の付着性:
アロジンは優れたプライマーベースとして機能し、その後のコーティングの接着性と耐久性を高めます。航空や防衛など、信頼性の高い仕上げが求められる業界で使用されています。
Alodineは、適用の容易さ、軽量性、多機能性により、中程度の機能要件を持つコンポーネントに適しています。しかし、 耐久性と硬質アルマイト処理 (タイプ III) はそれほど効果的ではありません。したがって、常に動作環境を考慮し、さらなる耐久性が必要な場合は、Alodine と補助コーティングを組み合わせてください。
私の経験では、 陽極酸化アルミニウム部品 耐久性、耐腐食性、美観に優れているため、さまざまな業界で非常に用途が広く、価値の高い製品となっています。業界における用途の例:
自動車および航空宇宙: 陽極酸化処理は、構造部品、エンジン部品、トリムに軽量の保護と魅力的な外観を提供し、過酷な環境条件で耐久性があり重要です。厳しい環境に対する耐摩耗性と耐腐食性。技術的パラメータ: コーティングの厚さは、通常、タイプ II 陽極酸化処理では 10 ~ 25 ミクロン、タイプ III (硬質陽極酸化処理) では 25 ~ 100 ミクロンです。
消費者向け電子機器および家庭用電化製品: 陽極酸化アルミニウムは見た目が美しく、熱制御も可能なため、電子機器の筐体、ヒートシンク、モバイル デバイスのケースに最適です。絶縁特性も非常に効果的です。技術的パラメータ: 誘電体の電圧破壊は厚さによって異なり、通常は 200 ~ 700 ボルトです。
建設および土木工学: 陽極酸化アルミニウムは、非常に魅力的で、長期間にわたる風化による劣化に耐えます。フレームやパネル、または装飾的な用途が必要な場所に使用されます。技術的パラメータ: 塩水噴霧条件での一般的な UV 耐性と腐食性能は、ASTM B117 の要件を満たし、多くの場合それを上回ります。
医療および食品機器: 陽極酸化アルミニウムは、その表面が生物学的に不活性で反応しないため、医療機器、調理器具、食品加工器具に最適です。滑らかで密封されており、細菌の増殖や汚れを防ぐのに優れています。
これらの理由から、陽極酸化アルミニウムは柔軟性と低コストという点で優れた選択肢となります。ただし、最良の結果を得るには、必要なコーティングの厚さや環境への露出レベルなど、いくつかの詳細を考慮する必要があります。
化成コーティングは、アルミニウム表面の機能的な保護層であり、塗料やその他の処理によるさらなるコーティングに不可欠な強化層です。クロム酸塩、リン酸塩、塩素酸塩のクロム化合物でコーティングすると、密着性と耐腐食性が向上します。この層は、塗料やその他のコーティングのベースとして機能します。工業用コーティングに加えて、化成コーティングの上に装飾用コーティングを塗布することもできます。化成コーティングの手順を選択する際には、特定の用途に必要な環境規制を満たすように慎重に考慮する必要があります。
化成処理コーティングとは?
アルミニウムの表面を大幅に改質して他のコーティングとの密着性を向上させる方法はいくつかあります。最も一般的に使用される方法は、化学層、クロメート、リン酸塩、または三価クロムを塗布することです。
主なアプリケーション
防食
航空宇宙産業、自動車産業、海洋産業など幅広い応用が可能です。
厳しい環境条件に長期間さらされても、長期間の耐腐食性を維持します。
塗料の密着性
塗装、粉体塗装、その他の処理および工程を塗布中に、さらに機械的前処理を施して仕上げます。
電気伝導性
低い接触抵抗が標準要件である電子部品や電気部品の製造にこれらの材料を積極的に使用します。
技術仕様
処理溶液の pH 範囲: 1.5 – 5.0 (使用する変換化学物質に基づく)。
コーティング深さ: 通常約0.1~1.0µm。
硬化が必要な場合は、周囲温度は10~30分です。
環境コンプライアンス: RoHS 準拠のために、三価クロム代替品などの規制に準拠したコーティングを使用します。
このガイドラインにより、様々な分野でアルミニウムの表面処理に化成処理を効率的かつ持続的に適用することが可能となります。
クロメート化成コーティングは、アルミニウムの表面を保護するために化学反応を起こし、さらなる腐食に対するバリアとして機能する不活性層を生成します。この層は、アルミニウムの表面を湿気、酸素、その他の腐食性物質から保護し、表面の耐腐食性を向上させます。コーティングの自己修復メカニズムにより、適切な条件下では時間の経過とともに保護層が再形成され、傷などの小さな損傷の影響から耐腐食性を保護します。同様に、簡単に塗装または粉体塗装することができ、塗料や粉体との密着性が高く、さまざまな用途に使用できます。
主要な技術的パラメータ
コーティングの色: 使用される溶液とプロセスに応じて、透明、黄色、またはその中間の色になります。
耐腐食性: 中性塩水噴霧試験 (ASTM B117) に対して最大 168 時間保護します。
アプリケーションソリューションの動作温度: 20°C ~ 25°C または 68°F ~ 77°F
浸漬時間: 望ましいコーティング特性を得るには、実質的に 30 秒から 5 分かかります。
フィルムの厚さ: 実質的には 0.3 ~ 1.0 µm の範囲になります。
耐腐食性、接着性の向上、塗布の容易さを統合することで、 クロメート化成コーティングはアルミニウムを保護するのに役立ちます 過酷な環境でもコンポーネントを耐久性と信頼性を保ちながら稼働させます。
Alodine と陽極酸化コーティングを組み合わせると、相乗効果が得られます。より技術的なレベルでは、Alodine は優れた接着特性を持ち、防錆保護の下地となります。対照的に、陽極酸化処理はより厚い酸化層の形成を促進し、並外れた長期的な耐久性と耐摩耗性をもたらします。これらの処理を組み合わせると、優れた耐腐食性と高い耐摩耗性が得られ、さらにコーティングや塗装を施すのに最適な表面になります。
統合のための技術的パラメータ。
前処理: いずれかのコーティングを塗布する前に、表面を清潔にして、汚染物質をすべて取り除く必要があります。
アロジンコーティングパラメータ:
コーティング色: 使用されるコーティングプロセスに応じて、透明または黄色。
フィルムの厚さ: 0.3~1.0 um、最適な接着性と腐食保護を提供します。
浸漬時間: 30 秒~ 5 分。
陽極酸化コーティングパラメータ:
厚さ: 最終用途に応じて 5 ~ 25 マイクロメートル (高い耐摩耗性が求められる用途ではより厚くなります)
動作温度: ほとんどの陽極酸化浴の場合、15°C ~ 25°C (59°F ~ 77°F)。
電解質: 典型的な用途では硫酸が使用されます。
シーリング工程(陽極酸化処理後):酢酸ニッケルまたは温水シーリングにより、両面の耐腐食性を高めることができます。
Alodine と陽極酸化コーティングを組み合わせることで、過酷な条件で使用されるアルミニウム部品の汎用性と耐久性が向上し、特定の動作要件を満たすことができます。
A: アロジンと陽極酸化の主な違いは、アロジンではアルミニウムの化成コーティングとしてアルミニウムに化学フィルムを塗布することです。一方、陽極酸化は金属の表面に保護層を作成する電気化学プロセスです。
A: 強力な電気絶縁や表面の厚い層を必要としない、迅速でコスト効率の高い腐食防止方法が必要な場合は、Alodine を選択してください。また、熱伝導性と電気伝導性が不可欠な用途にも適しています。
A: 陽極酸化処理により、アルミニウムの表面に形成される陽極層の絶縁特性により、アルミニウムの熱伝導率が低下することがあります。これは、放熱が重要な用途では重要な考慮事項となります。
A: 陽極酸化処理は一般に、Alodine よりも耐久性と耐摩耗性に優れたコーティングを提供します。これは、陽極酸化処理によって表面に厚く硬い層が形成されるため、摩耗の激しい用途により適しているためです。
A: はい、Alodine の塗布はアルミニウムの化成コーティングとみなされます。部品の寸法を大幅に変更することなく、耐腐食性を高める保護フィルムコーティングを形成します。
A: 陽極酸化処理は、アルミニウム表面の自然酸化層の厚さを増やし、耐久性と耐腐食性を高める電解処理です。陽極酸化処理では、腐食防止と塗料の密着性向上のために化学フィルムコーティングを施します。
A: ケムフィルムコーティング、またはアロジンは、耐腐食性が必要な用途に最適ですが、材料の熱伝導性と電気伝導性を維持する必要もあります。保護と伝導性のバランスが取れているため、航空宇宙や軍事用途でよく使用されます。
A: 陽極酸化処理は、一部の Alodine 配合物に含まれる有害物質である六価クロムを含まないため、一般的に Alodine よりも環境への影響が少なくなります。陽極酸化処理では水ベースの電解プロセスを使用するため、より環境に優しい処理となります。
A: Alodine のような Chem フィルムコーティングには、耐腐食性の向上、塗料やプライマーへの接着力の強化、金属の熱伝導性と電気伝導性の維持など、さまざまな利点があります。これらは、アルミニウム表面を保護するための軽量で効果的なソリューションです。


