

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
L'acetale o poliossimetilene (POM) è un termoplastico ingegneristico con caratteristiche altamente versatili e buona durata, che viene utilizzato principalmente nello stampaggio a iniezione. Poiché la plastica POM possiede eccellenti caratteristiche meccaniche, precisione dimensionale e resistenza all'usura, ha ottenuto un'ampia accettazione in molte applicazioni, tra cui automotive, elettronica di consumo, dispositivi medici e di precisione. L'obiettivo di questo articolo è fornire informazioni generali sulla tecnologia di stampaggio a iniezione di POM, inclusi elementi di base della macchina, parametri tecnologici e standard di processo. Con l'aiuto di questa guida, intendiamo assistere non solo i professionisti che cercano di impiegare strategie per l'ottimizzazione o gli studenti che cercano di acquisire una conoscenza di base di POM, ma anche tutti coloro che sono coinvolti nelle operazioni di produzione di POM.
Il poliossimetilene, o POM, più comunemente noto come acetale, è una plastica ingegneristica incredibilmente potente con una gamma di applicazioni grazie alle sue eccezionali proprietà meccaniche. È un termoplastico, il che significa che ha un'ampia gamma di resistenza e rigidità e ha un basso attrito. Ciò lo rende ideale per applicazioni che richiedono precisione e resistenza. Il POM è ampiamente utilizzato in diversi settori, tra cui l'automotive, l'elettronica e i beni di consumo per la fabbricazione di componenti come ingranaggi, cuscinetti e dispositivi di fissaggio e persino alloggiamenti. La sua eccellente resistenza all'usura, ai solventi e alla fatica lo rende adatto anche agli ambienti più difficili. Queste caratteristiche lo rendono un materiale incredibilmente affidabile per la creazione di parti e componenti che si prevede abbiano un elevato livello di prestazioni per un lungo periodo di tempo.
Il POM possiede una serie di importanti proprietà meccaniche che ne migliorano le applicazioni ingegneristiche, come segue:
Tutte queste proprietà messe insieme migliorano la resistenza e l'efficacia del POM nelle applicazioni intensive.
Le proprietà del POM sono vantaggiose in quasi tutti i settori:
L'applicazione in questi diversi settori dimostra la gamma di ottimizzazione delle prestazioni del POM in condizioni in cui la sua composizione favorisce un'elevata durabilità.

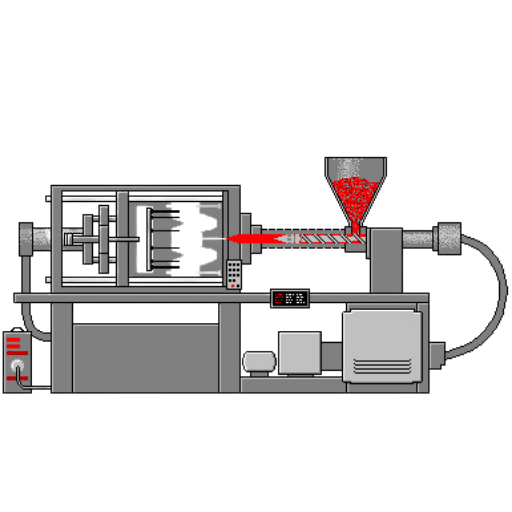
Come per tutti gli altri polimeri, il processo di stampaggio a iniezione del POM inizia iniettando la materia prima in forma di pellet nella tramoggia di una macchina per stampaggio. Nella prima fase del processo, si prevede che il cilindro si riscaldi a temperature sufficientemente elevate da fondere completamente i pellet. Il materiale fuso viene iniettato in uno stampo di precisione ad alta pressione appositamente progettato, che è destinato allo stampaggio a iniezione e deve essere sagomato in modo ottimale per la parte progettata. Una volta che il prodotto è sagomato, il POM iniettato viene raffreddato a una temperatura alla quale diventa POM solido. A questo punto, le dimensioni e la forma del pezzo vengono impostate simultaneamente. La fase finale del processo è l'apertura dello stampo e l'espulsione del prodotto finale. Questa tecnica consente la produzione efficiente di componenti robusti con elevata durata e resistenza sostenibile, il tutto mantenendo le tolleranze dimensionali al livello minimo.
Grazie alle sue eccezionali caratteristiche, la resina POM o poliacetale è una delle resine più significative utilizzate durante il processo di stampaggio a iniezione. Il POM possiede una moltitudine di vantaggi che lo rendono uno dei polimeri più ricercati al mondo. Grazie alla sua resistenza, aggiunge potenza meccanica, rigidità e stabilità al calore, è ampiamente utilizzato nel settore automobilistico, nella produzione di prodotti di consumo e nell'elettronica.
Uno dei numerosi pregi della resina POM è il basso coefficiente di attrito e l'elevata resistenza all'usura che rendono il POM ideale per la modellatura di componenti di precisione come ingranaggi, cuscinetti, elementi di fissaggio e componenti che incontrano attrito. Ancora più importante, la struttura chimica del POM ne migliora le prestazioni e le caratteristiche di usura che rendono il POM una resina ideale da utilizzare. In altri settori, è noto che le parti stampate funzionano in ambienti stressanti e le parti in POM possono sostenere olio, carburante e persino solvente, migliorando la funzionalità dei componenti meccanici. Inoltre, il POM mostra una potente resistenza termica, che consente la sua versatilità in numerosi modi. Questa particolare proprietà rende il POM ideale per applicazioni meccaniche e termiche ad alta resistenza.
Le innovazioni moderne nella tecnologia dello stampaggio a iniezione hanno migliorato l'efficienza di lavorazione della resina POM. I produttori dei componenti hanno ottenuto cicli di produzione più brevi mantenendo la qualità, il che si traduce in una maggiore redditività, grazie a migliori design degli stampi e controlli della temperatura durante il processo di produzione. Inoltre, la capacità di riciclare la resina POM ne aumenta il valore come materiale sostenibile nello stampaggio a iniezione, motivo per cui è stata considerata importante.
Per ottenere i migliori risultati con la resina POM nello stampaggio a iniezione, è necessario rispettare diversi parametri di processo importanti.
Anche l'ottimizzazione dell'efficienza produttiva è uno dei vantaggi derivanti dall'impostazione dei parametri sopra descritti: una calibrazione adeguata e un monitoraggio continuo di tali misurazioni garantiranno componenti di alta qualità e durevoli.

Il POM è disponibile in due gradi principali: POM omopolimero e POM copolimero.
Sono l'ambiente operativo specifico e i vincoli a determinare se utilizzare POM omopolimero o POM copolimero.
Nella scelta del grado corretto di POM, è sempre relativo allo scopo. Ad esempio, se i fattori di resistenza meccanica e rigidità sono cruciali, allora è preferibile l'omopolimero POM. Tuttavia, consiglio l'uso del copolimero POM quando si ha a che fare con calore, umidità o ambienti chimici, poiché la stabilità termica e la resistenza chimica sono notevolmente migliorate e il POM è in grado di lavorare in condizioni come queste. Una valutazione adeguata delle condizioni operative e dei requisiti di carico oltre all'ambiente circostante simula intervalli che aiutano a garantire che venga selezionato il grado corretto per le prestazioni previste.
La stabilità dimensionale in POM influenza i componenti e i prodotti POM in modo tale che svolgano la funzione prevista senza alcun ostacolo per tutta la loro durata di servizio. I materiali con elevata stabilità dimensionale mostrano poche o nessuna variazione dimensionale rispetto allo stato iniziale dello stampo e al contorno di progettazione quando sottoposti a differenze di temperatura, umidità o forza meccanica. Tale coerenza dimensionale è necessaria per prodotti con tolleranze strette che non consentono spazio aggiuntivo per compensare dimensioni inadeguate; la mancata corrispondenza delle tolleranze può portare a inefficienza e, nei casi più gravi, a catastrofi. Garantire la stabilità dimensionale consente un funzionamento affidabile per una durata di vita estesa del prodotto che è dimensionalmente attribuibile al modo in cui vengono fabbricati i componenti, il che lo rende un aspetto essenziale dell'ingegneria dei prodotti con POM.
L'importanza della temperatura dello stampo sulla precisione dimensionale dei componenti POM non può essere sopravvalutata. Le temperature dello stampo ottimizzate migliorano la fluidità del polimero e l'aspetto della superficie, portando a un aumento della conformità della forma tra lo stampo e il polimero. Con la temperatura dello stampo impostata correttamente, le sollecitazioni interne che avrebbero potuto causare deformazioni o restringimenti della parte durante il raffreddamento vengono ridotte. Questi sforzi mirano a garantire una costruzione accurata del componente e l'utilizzo della temperatura dello stampo corretta aiuta a ridurre al minimo le differenze nelle caratteristiche dimensionali tra parti prodotte in lotti diversi. D'altro canto, una bassa temperatura dello stampo porta a problemi come raffreddamento non uniforme, cristallizzazione inefficiente e cambiamenti dimensionali che sono tutti dannosi per le prestazioni del componente. Questi parametri sono significativi e pertanto la temperatura dello stampo deve essere controllata per tolleranze e precisione dei componenti POM.
Lo stampaggio a iniezione POM soffre di attrito che è un frutto a portata di mano nel surriscaldamento delle macchine per stampaggio. Un attrito eccessivo e non controllato tra il cilindro e la vite può causare alti livelli di usura e rottura, rendendo anche la macchina inutilizzabile. I POM sono influenzati negativamente da alte temperature e pressioni, quindi le aziende costruiscono sistemi di lubrificazione personalizzati per soddisfare i requisiti. È necessaria una manutenzione preventiva delle parti della macchina per frenare gli effetti negativi dell'attrito e, inoltre, aumentare la durata dei cilindri e delle viti. L'inclusione di gradi POM autolubrificanti riduce l'attrito dei macchinari e facilita un flusso più rapido del materiale. L'enfasi su queste attività promuove la durata dell'attrezzatura e l'integrità e la qualità dei processi di produzione.
È noto che le sfide relative a temperatura, pressione e persino velocità di iniezione influenzano le proprietà del materiale e la qualità del prodotto finale. Questi parametri di processo impongono determinati limiti e sfide nella tecnica di stampaggio a iniezione POM. Tali sfide possono essere risolte assicurandosi che sia presente un sistema automatico robusto. Un passaggio importante è bilanciare la temperatura di fusione per ottimizzare il flusso evitando al contempo un surriscaldamento eccessivo del materiale. Allo stesso modo, le pressioni di iniezione e mantenimento efficaci aiutano a diagnosticare problemi come vuoti o deformazioni nel prodotto finale. Inoltre, è importante mantenere velocità di raffreddamento costanti per evitare il restringimento e la modifica delle dimensioni. Il processo di stampaggio sarebbe affidabile e di grande qualità se questi parametri fossero monitorati e regolati in modo appropriato, date le caratteristiche del POM.
In una varietà di applicazioni, l'affidabilità e le prestazioni del poliossimetilene (POM) sono direttamente correlate alle sue proprietà meccaniche e chimiche. Il primo punto di attenzione per raggiungere questo obiettivo è la selezione della materia prima migliore con il minimo di impurità. Inoltre, sono necessari test di routine sui materiali, come l'esecuzione di test di resistenza alla trazione, di impatto e termici, per ottenere dati importanti che soddisfino gli standard previsti. Inoltre, tecniche avanzate come la spettroscopia o la cromatografia possono essere utilizzate per garantire che la struttura chimica sia coerente eliminando i contaminanti indesiderati.
Il controllo del processo è ugualmente importante; garantire un adeguato contenuto di umidità nel materiale durante la pendenza e il processo impedisce l'idrolisi che potrebbe minacciare i prodotti chimici\/componenti del materiale. Il materiale o il composto viene invariabilmente alterato, se non vengono rispettati i parametri della temperatura di fusione, della pressione e dei tempi di raffreddamento dell'attività di lavorazione. Insieme alle procedure di garanzia di alta qualità, queste pratiche eliminano la variabilità in modo che le parti in POM siano prodotte secondo rigide specifiche del settore e siano in grado di funzionare stabilmente per lunghi periodi in ambienti ostili.
R: L'acetale è anche chiamato POM (poliossimetilene) ed è un tipo di termoplastico. Il POM è noto per le sue caratteristiche salienti come elevata cristallinità e densità. È un polimero cristallino che è facilmente iniettabile grazie alle sue caratteristiche di fusione. È un polimero industriale con molte caratteristiche eccezionali come elevata resistenza, rigidità, stabilità dimensionale, basso attrito e buona resistenza all'usura, il che lo rende un candidato perfetto per un'ampia varietà di usi ingegneristici.
R: La plastica POM è solitamente fornita sotto forma di granuli per il processo di stampaggio a iniezione. La macchina a iniezione fonde e modella il polimero, la plastica nella forma desiderata. I polimeri ingegneristici ad alta densità richiedono una fusione efficiente e al contempo facile da gestire durante la produzione, questo è reso possibile con POM perché è in forma di granuli.
R: Il punto di fusione della plastica POM dipende dal suo grado specifico, sebbene sia generalmente compreso tra 165°C e 175°C (329°F e 347°F). A causa di questo elevato punto di fusione, sono necessarie temperature elevate per la produzione. Gli operatori devono avere un controllo rigoroso sulla fusione POM per raggiungere un equilibrio tra flusso di stampaggio e prevenzione della degradazione durante lo stampaggio.
R: Le differenze nelle caratteristiche di ogni POM omopolimero e POM copolimero possono influenzare il processo di stampaggio a iniezione. Il poliossimetilene omopolimero o POM omopolimero ha una maggiore cristallinità e punti di fusione più elevati, quindi ha migliori proprietà meccaniche e chimiche. D'altro canto, il POM copolimero ha una migliore stabilità termica e la porosità della linea centrale è un problema minore per loro durante lo stampaggio. La selezione per entrambi dipende dagli aspetti del prodotto finale.
R: Lo stampaggio a iniezione di plastica POM offre la possibilità di produrre molti tipi di prodotti per diversi settori. Gli usi comuni includono parti utilizzate nell'industria automobilistica, ad esempio componenti del sistema di alimentazione e ingranaggi, parti di elettronica di consumo come cerniere e interruttori per tastiera, dispositivi medici come penne per insulina e atomizzatori e componenti per macchinari industriali. Il POM è generalmente utilizzato per produrre parti ad alta precisione, resistenti all'usura e a basso attrito grazie alle sue eccellenti caratteristiche di materiale.
R: La macchina per stampaggio a iniezione ha un processo multi-step per la plastica POM. Per iniziare, i granuli POM vengono caricati nella tramoggia della macchina. Questo viene fatto per garantire che la lavorazione POM avvenga senza degradazione. La camera viene alimentata con calore e, di conseguenza, il cilindro fonde il materiale utilizzando una vite rotante. Dopo questo passaggio, la fusione POM viene inserita in una cavità dello stampo ad alta pressione. Dopo l'iniezione, il POM viene lasciato raffreddare. Lo stampo raffreddato viene aperto e la parte viene estratta. Lo stampaggio a iniezione della plastica POM viene eseguito con misure rigorose per garantire la qualità e la ripetibilità della parte.
R: In effetti, il POM è un polimero versatile che può essere stampato utilizzando diversi altri metodi oltre allo stampaggio a iniezione. Per la produzione a basso volume e la prototipazione, spesso si preferisce la lavorazione CNC. L'estrusione può essere impiegata anche per barre, profili e fogli. Altre tecniche includono lo stampaggio a soffiaggio per parti cave e la termoformatura per parti a parete sottile. Nonostante queste tecniche, è importante notare che lo stampaggio a iniezione è di gran lunga il metodo preferito per i componenti POM prodotti in serie grazie all'efficienza produttiva e alla facilità di formatura di forme complesse.
R: Il POM ha effettivamente vari vantaggi, ma esistono comunque degli svantaggi che derivano dall'uso di parti in POM stampate a iniezione. Il più notevole è il restringimento e la deformazione da raffreddamento che sono prevalenti durante la fase di raffreddamento e che hanno un impatto diretto sulla rimozione di tolleranze e dimensioni. Inoltre, il POM avrà sempre il rischio di criccature da stress in situazioni specifiche. L'aumentata temperatura di fusione del POM rispetto ad altri termoplastici implica inoltre tempi di ciclo più lunghi. Considerare una progettazione approfondita dello stampo, i parametri di lavorazione e la selezione del materiale per produrre parti in POM stampate a iniezione di qualità.
1. Studio dell'impatto del trattamento criogenico profondo sulle proprietà strutturali e meccaniche dei materiali copolimerici di poliossimetilene (POM-C).
2. Studiare l'effetto del parametro di fresatura CNC sulla rugosità superficiale del materiale POM
3. Proprietà meccaniche e termiche dei materiali compositi in poliossimetilene rinforzato con fibre corte di banana dipendenti dal trattamento alcalino
4. Analisi statistica dei parametri di lavorazione WEDM della lega Ti-6Al-4V utilizzando il metodo Taguchi e l'analisi relazionale grigia basata sulla rete neurale artificiale
5. Panoramica sulla lubrificazione minima nei processi di lavorazione delle leghe di titanio per i vertici della sostenibilità.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →