

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Il processo di estrusione è una delle tecniche di produzione più essenziali e versatili, che modella innumerevoli materiali in forme precise e funzionali. Una menzione degna di nota è che i settori dell'edilizia e dell'automotive necessitano di profili complessi e di usi quotidiani come l'estrusione di tubi e prodotti alimentari. Tuttavia, esaminando più a fondo la sua natura multiforme, sorge la domanda: come riesce a ottenere con precisione una funzionalità così versatile? Questo documento delineerà i dettagli tecnici della procedura di estrusione e le sue varie tecniche di applicazione e fornirà motivazioni per la sua importanza nelle innovazioni di produzione contemporanee. Supponiamo che tu sia un membro di questo campo o anche solo interessato alla logica che definisce i prodotti della tua vita quotidiana. In tal caso, questo lungo documento aumenterà il tuo apprezzamento per la scienza del processo di estrusione.

La modellazione di un materiale forzandolo attraverso matrici di estrusione di una sezione trasversale desiderata è definita estrusione, un processo di fabbricazione. È ampiamente utilizzato con metalli, materie plastiche e persino ceramiche. Il processo di estrusione inizia solitamente con il riscaldamento o l'ammorbidimento del materiale prima di spingerlo o tirarlo attraverso la matrice. Con un'ulteriore rifinitura e lavorazione, è possibile ottenere la forma desiderata. L'uso dell'estrusione ha un valore elevato grazie alla sua efficienza, versatilità e capacità di produrre forme complesse di precisione.
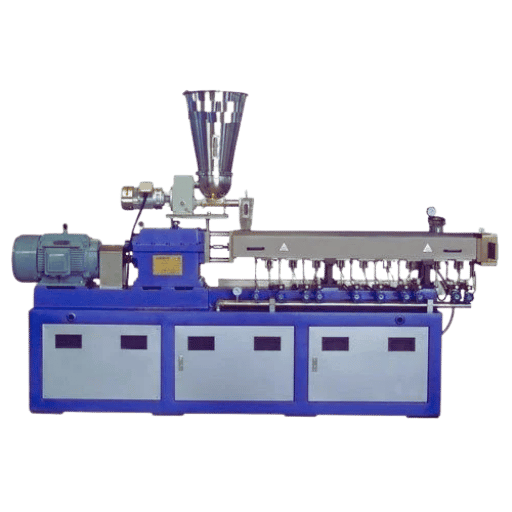
L'estrusione di polimeri riguarda la produzione di parti con sezione trasversale costante mediante riscaldamento e formatura delle sostanze polimeriche. Inizia con l'inserimento di granuli di polimero in un barile con una camicia riscaldante, che vengono riscaldati mediante agitazione meccanica (taglio) e un aumento della temperatura. Successivamente, il polimero viene spinto fuori dall'estrusore in una matrice di un profilo desiderato. Inizialmente, la struttura solidificata viene raffreddata da un apparato di raffreddamento. Il prodotto finale viene quindi tagliato nella forma e nella lunghezza appropriate combinando utensili di taglio e finitura mentre viene estratto dalla macchina alla velocità desiderata. Questa tecnica è predominante nella fabbricazione di tubi, pellicole, fogli e altri, denominati prodotti polimerici continui.
L'implementazione di questi passaggi garantisce che i componenti polimerici finali prodotti siano di elevata qualità e realizzati in modo economicamente conveniente.
Nell'estrusione, attrito e compressione sono utili per il movimento e la modellatura del materiale. La ricerca di calore della vite per farla girare contro il cilindro provoca attrito che inizia ad ammorbidire il materiale. La maggiore resistenza all'interno dell'estrusore dalla matrice che viene modellata esercita pressione sul materiale, garantendo che venga fuso e modellato. Queste caratteristiche del materiale consentono un flusso di rifinitura e un controllo esatto sul prodotto finale.
L'estrusione di materiale avviene quando pellet o polveri di materie prime vengono lavorate spingendole attraverso un cilindro riscaldato e una matrice per formare la forma desiderata. Per ottenere la forma giusta è necessario controllare il flusso, il calore e la pressione per ammorbidire, fondere e modellare con precisione il materiale. Questo processo è ampiamente utilizzato per la produzione di tubi, pellicole e altre forme continue nelle industrie che trattano metalli e materiali plastici. Inoltre, questo processo è altamente efficiente e preciso, il che lo rende essenziale per la produzione moderna.
La temperatura di fusione è essenziale nell'estrusione e nella lavorazione termica, poiché determina in modo significativo la qualità, l'uniformità e il funzionamento meccanico del prodotto finale. La temperatura di fusione del materiale dovrebbe facilitare un flusso controllato e costante attraverso la matrice senza creare problemi quali incongruenze superficiali visibili, riempimento incompleto degli stampi impostati o deterioramento del materiale.
Ad esempio, la procedura di estrusione della plastica modifica la temperatura di fusione ideale con il polimero specifico. Per il polipropilene (PP), la temperatura di fusione è di circa 365°F - 410°F (185°C - 210°C). La temperatura di fusione è molto più alta per il polietilene tereftalato (PET), circa 500 - 550 gradi Fahrenheit (260 - 290 gradi Celsius). Operare entro gli intervalli approssimativi impostati facilita la facilità di flusso, mentre il superamento di questi intervalli comporta degradazione termica dovuta alla rottura della struttura molecolare, riducendo la resistenza e l'aspetto del prodotto finale.
Oltre a ciò, le alte temperature di fusione possono causare l'ossidazione della resina, con conseguente scolorimento e riduzione del suo peso molecolare. D'altro canto, troppo poco calore può portare a una fusione incompleta, creando scarse caratteristiche e prestazioni meccaniche inadeguate. L'industria moderna impiega macchinari sofisticati con un controllo termico accurato per affrontare questi problemi. Un controllo così preciso garantisce che il calore sia distribuito uniformemente sulla parete del cilindro e sulle zone della matrice. Ciò aumenta l'efficienza della produzione riducendo al contempo la quantità di materiale sprecato e la qualità del prodotto finito.

La differenza fondamentale tra estrusione a caldo ed estrusione a freddo è la temperatura: entrambi i processi differiscono nel punto di fusione e nel trattamento termico del materiale.
L'estrusione a caldo viene eseguita ad alte temperature, spesso superiori alla temperatura di ricristallizzazione del materiale. Queste strategie consentono una deformazione più facile del materiale, minori possibilità di incrudimento e un flusso regolare durante il processo. Questa tecnica utilizza metalli ad alta temperatura ambiente, come alluminio e acciaio.
L'estrusione a freddo avviene a temperatura ambiente e superiore. Grazie all'indurimento da deformazione, questo metodo può migliorare le proprietà meccaniche come resistenza e durezza. È utilizzato principalmente su metalli più morbidi come alluminio, piombo o stagno, ma consente finiture migliori e tolleranze più strette.
Il materiale utilizzato, le proprietà desiderate del prodotto finito e la tecnica di estrusione sono alcuni dei fattori che devono essere analizzati quando si sceglie tra estrusione a caldo o a freddo.
L'estrusione a impatto è un processo di produzione impiegato prevalentemente per formare forme cave o semi-cave. Queste forme possono essere realizzate in alluminio, stagno o piombo. Questa tecnica prevede di colpire un proiettile di metallo con un punzone ad alta velocità e pressione. Questo movimento forza il materiale a scorrere attorno al punzone e in una matrice. Il risultato fornisce una parte che vanta una superba precisione dimensionale e finiture superficiali lisce. L'estrusione a impatto è preferita rispetto ad altri processi per la sua efficienza, che si traduce in rapide capacità di produzione con sprechi minimi. Ciò la rende particolarmente adatta per la produzione di lattine, tubi e piccoli alloggiamenti in alluminio.
Tutte queste tecniche devono essere scelte in base alle proprietà del materiale, alle specifiche del prodotto e all'efficienza critica dei processi industriali, poiché presentano tutte vantaggi e svantaggi diversi.
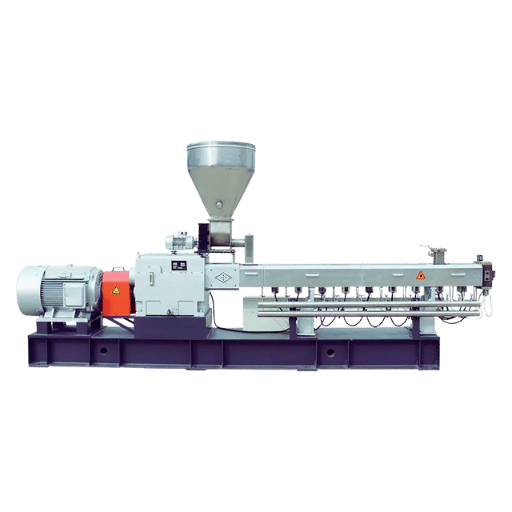
Un estrusore è costituito da tutte le sue parti più essenziali: il cilindro e le filiere di estrusione.
Per ogni componente è possibile ottenere i ruoli principali richiesti per ottenere un processo di estrusione efficace e preciso.
I nuovi sviluppi nella progettazione delle viti sono stati indirizzati verso l'efficienza, una migliore miscelazione e una maggiore variabilità dei materiali. I miglioramenti degni di nota sono:
Riduce la gestione dei materiali e migliora la qualità, la velocità di produzione e l'efficienza del processo di estrusione, con un impatto positivo dovuto a questi miglioramenti.
Mantenere velocità delle viti e velocità di taglio perfette è molto importante per ottenere la qualità del materiale e un'estrusione corretta durante il processo. È necessaria la manipolazione della velocità delle viti a seconda dei materiali e dei processi corrispondenti per evitare surriscaldamento o degradazione delle particelle. Velocità di taglio eccessivamente eccessive possono danneggiare il materiale, in particolare i polimeri sensibili, e velocità di taglio troppo basse possono causare una miscelazione e una fusione scadenti dei materiali. Il monitoraggio in tempo reale dei processi insieme all'uso di design delle viti adattati al comportamento del materiale consente ai produttori di ottenere il setpoint desiderato. Ciò migliora la qualità del prodotto riducendo al minimo l'impatto distruttivo sulle parti della macchina.

Mantenere alte temperature e tempi di residenza è essenziale per prevenire la degradazione e la coerenza della qualità; tuttavia, monitorare queste misure è altrettanto importante. La decomposizione termica avviene ad alte temperature e un tempo di residenza eccessivo può aumentare le possibilità di ossidazione o reticolazione di alcuni polimeri. Un attento monitoraggio del controllo della temperatura della zona del cilindro e del tempo di permanenza della calibrazione ad alta precisione basato sulla stabilità termica del materiale può aiutare a ottimizzare questi parametri. Ottenere la coerenza è essenziale; quindi, sistemi di controllo della temperatura più avanzati e una calibrazione regolare delle apparecchiature possono anche aiutare in questa missione. Una corretta progettazione della vite insieme a livelli di riempimento adeguati nel cilindro consente una più facile regolazione del tempo di residenza e quindi riduce gli sprechi, il che aumenta l'efficienza complessiva del processo.
La corretta progettazione della matrice dell'estrusore alla fine di una sessione di estrusione è fondamentale per raggiungere gli standard di qualità ed efficienza target. Io, ad esempio, mi concentro sulla forma e sulla consistenza del prodotto e utilizzo la progettazione appropriata della matrice con la forma richiesta. I rapporti di difetto possono essere ridotti al minimo con matrici progettate correttamente riducendo le cadute di pressione. Inoltre, mi assicuro che i sistemi di raffreddamento a valle siano regolati in modo appropriato per controllare i tassi di solidificazione e la deformazione della plastica liquida. Valuto costantemente l'allineamento di queste parti per evitare qualsiasi interruzione del processo nell'estrusione. In questo modo, posso mantenere lo standard di qualità desiderato negli output.
Come in molti processi, la temperatura di fusione ha un ruolo critico nel processo di estrusione, poiché temperature troppo basse o troppo alte possono degradare significativamente la qualità del prodotto finale. Quando le temperature di fusione sono impostate correttamente, è possibile ottenere un flusso uniforme del materiale, riducendo le possibilità di stress interni, deformazioni o incongruenze superficiali. Le proprietà del materiale e l'aspetto generale del prodotto ne risentono quando le temperature di fusione sono troppo elevate. Al contrario, le basse temperature possono causare una fusione incompleta del materiale, con conseguenti blocchi e scarsa omogeneità. Rimanere entro l'intervallo di temperatura di fusione consigliato migliora la coerenza della qualità del prodotto e l'efficienza della produzione.
R: Utilizzando una matrice, l'estrusione trasforma la materia prima in una forma specifica. Ciò si ottiene forzando il materiale fuso o solido attraverso una matrice ad alta pressione, utilizzando una pompa a pistone o a vite. Il settore definisce la formatura per estrusione come la formazione di oggetti forzando il materiale attraverso un'apertura appositamente sagomata.
R: Una delle forme di materia prima più comuni è il pellet, che viene caricato nel cilindro dell'estrusore e riscaldato fino a sciogliersi. Questo materiale fuso viene poi forzato attraverso la filiera per formare la parte estrusa.
R: Esistono diversi tipi di tecniche di estrusione, tra cui estrusione a caldo, a freddo e tiepida. Ognuna ha parametri diversi, come la temperatura di estrusione e il materiale utilizzato.
R: Nell'estrusione, la forma viene creata dal materiale che deve passare attraverso una matrice con una forma specifica. A questo punto, il materiale si raffredda e mantiene la forma ottenuta dalla matrice.
R: Vari prodotti, tra cui metalli, polimeri, ceramiche e prodotti alimentari, possono essere prodotti tramite estrusione. Ogni prodotto ha i suoi parametri di processo, che devono essere seguiti per ottenere risultati ottimali.
R: Il cilindro dell'estrusore è la parte dell'estrusore che contiene una vite o un pistone che muove e comprime la materia prima. Inoltre, preriscalda e fonde il materiale prima di essere forzato fuori dalla matrice per essere estruso.
A: L'estrusione di metallo è un processo di produzione in cui un po' di metallo grezzo viene spinto attraverso una matrice per produrre articoli con una particolare sezione trasversale. Può creare componenti uniformi e resistenti come tubi, condotti e persino altre parti strutturali.
A: La sezione di dosaggio della vite dell'estrusore è responsabile del controllo del flusso del materiale fuso per parti specifiche del processo di estrusione. Consente di ottenere la distribuzione delle parti in testa alla matrice, che è fondamentale per produrre le parti estruse al meglio.
R: Tutti i numerosi parametri definiti da una macchina, come la temperatura, la pressione esercitata, nonché la velocità dei componenti della macchina e le rispettive rivoluzioni, sono definiti parametri di processo. Questi parametri sono responsabili della qualità e delle proporzioni dell'articolo estruso.
R: L'applicazione di estrusione comporta la produzione di forme complesse utilizzando matrici con diverse forme trasversali complesse per lavori di dettaglio. Grazie alla flessibilità del processo di estrusione, è possibile costruire parti con caratteristiche di progettazione dettagliate e multiple.
1. “Ottimizzazione numerica dei danni nei processi di estrusione”
2. “Una revisione della modellazione dei processi per l’estrusione di polimeri”
3. Estrusione
4. Fornitore leader di lavorazioni di estrusione di alluminio in Cina

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →