

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Il processo di lavorazione del politetrafluoroetilene, o come molti lo conoscono, Teflon, presenta vantaggi e difficoltà unici per ingegneri e produttori. La sua straordinaria resistenza chimica, il basso attrito e l'ampia gamma di temperature operative lo rendono adatto a quasi tutte le applicazioni. Tuttavia, le caratteristiche morbide, gommose e viscoelastiche del PTFE possono rendere la lavorazione impegnativa. Questo articolo intende fornirti le considerazioni, le strategie e i consigli più rilevanti per lavorare con successo il PTFE. Dall'aiuto nell'ottimizzazione delle scelte degli utensili, al miglioramento delle finiture superficiali, alla riduzione al minimo dei problemi comuni e dei problemi di precisione e accuratezza, questo articolo assicura che ogni aspetto di Lavorazione del teflon è coperto.

Utilizzando il Teflon, queste azioni contribuiranno a ottenere precisione e a migliorare l'integrità strutturale, ottimizzando al contempo il processo di lavorazione.
Il politetrafluoroetilene (PTFE) è un fluoropolimero artificiale con caratteristiche eccezionali. È inerte, il che significa che non ha reazioni chimiche con elementi corrosivi; quindi, è ideale per l'uso in condizioni chimiche severe. Il PTFE ha anche un coefficiente di attrito molto basso, che aiuta in situazioni in cui c'è usura e lubrificazione. Inoltre, questo materiale ha una resistenza termica molto bassa, quindi le alte temperature non influenzano la sua stabilità. Inoltre, è un superbo isolante elettrico. Grazie a queste proprietà, il PTFE è ampiamente utilizzato nei settori aerospaziale, elettronico e dell'ingegneria medica.
Durante il processo PTFE, bisogna fare attenzione quando si sceglie un utensile da taglio perché l'attrito e la morbidezza del Teflon rendono la selezione soggetta a danni superficiali. Gli utensili in carburo o acciaio rapido (HSS) con bordi taglienti affilati funzionano meglio. Inoltre, le frese a punta singola o i coltelli con lame dritte producono tagli più puliti. Le basse velocità di taglio con velocità di avanzamento controllate sono ideali per controllare la deformazione o lo strappo del materiale. Per ottenere i migliori risultati, cancellare in anticipo la manutenzione e l'allineamento dell'utensile da taglio.
Lubrificare e raffreddare il sistema il più accuratamente possibile con fluidi o oli da taglio per ridurre al minimo l'attrito e la generazione di calore durante la lavorazione. Ciò migliorerà anche l'usura dell'utensile e la dissipazione del calore. Utilizzare utensili affilati e di alta qualità per migliorare la scorrevolezza delle operazioni e ridurre l'usura all'interfaccia utensile-materiale. Impostare la velocità di taglio, la velocità di avanzamento e la profondità di taglio per soddisfare gli obiettivi di lavorazione desiderati senza surriscaldare l'utensile, consentendo al contempo un'estrazione sufficiente del materiale. Infine, utilizzare materiali per utensili da taglio che abbiano una migliore resistenza all'usura termica e meccanica insieme a una migliore selezione di materiali e rivestimenti.
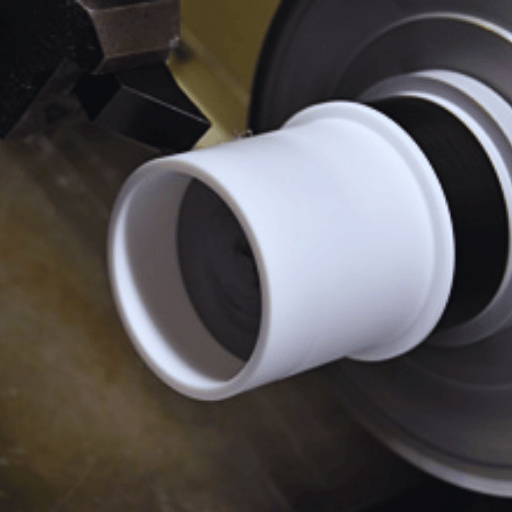
Grazie alla sua capacità di produrre forme complesse, la fresatura CNC funziona efficacemente per lavorare il Teflon. Per ottenere risultati ottimali e ottenere tagli di materiale con una deformazione minima, si devono usare utensili in carburo affilati. Grazie alla bassa conduttività termica del Teflon, si devono usare velocità di taglio moderate e velocità di avanzamento ridotte per evitare il surriscaldamento. Si devono usare metodi di serraggio e fissaggio adeguati per ottenere una stabilità ottimale ed evitare movimenti del pezzo durante la lavorazione. Anche un'adeguata applicazione di refrigerante può ridurre il calore migliorando la finitura superficiale complessiva.
La scelta ottimale della velocità di taglio per il Teflon (PTFE) è fondamentale per ottenere risultati di lavorazione di qualità. A causa delle proprietà del PTFE, come il basso punto di fusione e l'elevata duttilità, è necessario prestare attenzione ai parametri di taglio. Come regola generale, la velocità di taglio ottimale per il PTFE è compresa tra 200 e 400 piedi di superficie al minuto (SFM). Tuttavia, questo valore è soggetto a modifiche a seconda del materiale dell'utensile, della geometria dell'utensile e delle condizioni particolari del lavoro della macchina.
Le maggiori probabilità di surriscaldamento, deformazione o sbavatura del materiale rendono spesso preferibili velocità di taglio più passive. Inoltre, la velocità di avanzamento dovrebbe essere moderata, in genere tra 0.004 e 0.012 s IP, per il taglio a velocità costante. Un utensile in carburo non rivestito o in acciaio rapido deve essere affilato per ridurre l'attrito con le parti in Teflon e quindi migliorare la precisione delle parti.
Inoltre, ridurre al minimo le vibrazioni e il raffreddamento durante la lavorazione è altrettanto essenziale. Mentre il PTFE non tende ad accumulare calore, l'uso di refrigerante sufficiente controllerà meglio le dimensioni prolungando la vita dell'utensile. Seguendo queste istruzioni e considerando le specifiche della configurazione di lavorazione, la velocità di taglio ottimale lavorando con il PTFE diventa affidabile e produttiva.
Le proprietà di basso attrito del PTFE consentono agli utensili di funzionare a velocità di lavorazione e avanzamenti più elevati, aumentando il tasso di rimozione del materiale. Questo e la generazione di calore ridotta al minimo portano a finiture superficiali e durata dell'utensile migliorate. Al contrario, una resistenza così bassa richiede una notevole precisione nelle regolazioni della velocità di avanzamento per evitare un sotto-impegno dell'utensile da taglio e un controllo dimensionale inadeguato. Un equilibrio appropriato entro i limiti delle velocità e degli avanzamenti ottimali facilita l'uso efficace delle proprietà di basso attrito del materiale, garantendo al contempo una buona qualità di lavorazione.
Oltre alla scelta di velocità di taglio appropriate, per ottenere una tolleranza stretta è necessario prestare attenzione alle caratteristiche del materiale, agli utensili e alla rigidità della macchina. La ricerca ha dimostrato che le velocità di taglio influenzano direttamente l'espansione termica, le vibrazioni e la flessione dell'utensile, che possono essere tutti dannosi per la precisione dimensionale. La maggior parte degli studi suggerisce che rimanere entro gli intervalli di velocità consigliati quando si lavora per un materiale specifico può ridurre la deformazione termica fino al 15%, consentendo una lavorazione più precisa.
Ad esempio, durante le operazioni di lavorazione ad alta velocità con alluminio, velocità di taglio di 500-1,500 SFPM (piedi di superficie al minuto) offrono il miglior compromesso tra velocità di rimozione del materiale e precisione, riducendo al minimo le vibrazioni. Per materiali più rigidi come le leghe di titanio, velocità più basse intorno a 100-300 SFPM sono standard per prevenire l'usura degli utensili e imprecisioni indotte termicamente, in particolare quando si utilizza il Teflon. Un fattore abilitante per ottenere tolleranze più strette sono i centri di lavorazione avanzati, che hanno sistemi di monitoraggio delle vibrazioni all'avanguardia che consentono regolazioni di feedback in tempo reale del controllo di velocità e avanzamento.
La combinazione di ambienti controllati ben definiti, selezione degli utensili descritta e impostazioni di velocità rigorose consente di ottenere tolleranze dimensionali essenziali nei settori della produzione aerospaziale e medica.
A causa dell'espansione termica, il PTFE tende a espandersi in modo significativo, influenzando negativamente le tolleranze dimensionali durante la lavorazione. Con l'aumento delle temperature, il PTFE si espande più della maggior parte dei materiali, quindi questo fenomeno deve essere mitigato nella progettazione e nella lavorazione. È possibile ottenere tolleranze precise se le parti si stabilizzano a una temperatura ambiente controllata prima dell'ispezione finale. Inoltre, sia i limiti inferiore che superiore dell'intervallo di temperatura di esercizio della parte devono essere considerati quando si determinano tolleranze accettabili perché l'ambiente di applicazione causerà grandi cambiamenti nelle dimensioni del PTFE a causa delle condizioni termiche.

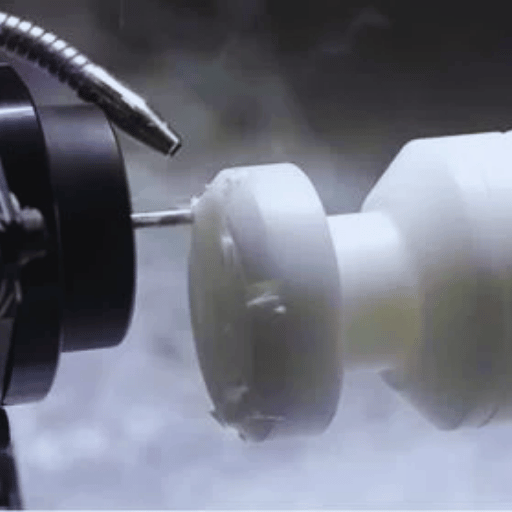
La foratura del PTFE richiede approcci diversi rispetto ad altre tecniche di lavorazione a causa della sua natura morbida e non abrasiva. Essendo un materiale morbido, il PTFE tende a deformarsi con la pressione; pertanto, una foratura efficiente richiede utensili affilati e basse velocità di avanzamento per evitare imprecisioni e strappi. Rispetto ai materiali rigidi, il PTFE produce anche trucioli lunghi e fibrosi che richiedono una gestione efficiente per garantire che la foratura non venga interrotta. Anche il raffreddamento del PTFE è meno prioritario poiché ha una bassa conduttività termica e non produce molto calore durante il processo. Rispetto ai materiali più abrasivi e complessi, questi aspetti rendono la selezione degli utensili e le regolazioni della velocità ancora più importanti durante la foratura del PTFE.
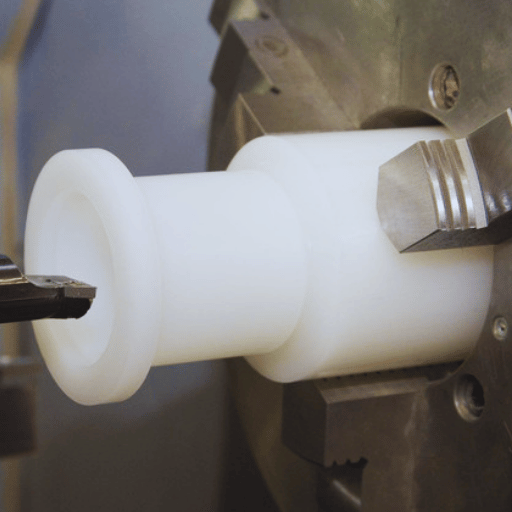
I processi di lavorazione ottimali per le parti in Teflon dipendono dalla precisione e dalla geometria richieste. Un utensile affilato e ad alta velocità a bassa velocità di taglio riduce al minimo la deformazione e fornisce superfici pulite durante le operazioni di tornitura. La fresatura utilizza al meglio frese ad alta velocità per produrre superfici lisce e caratteristiche dimensionali precise. È possibile effettuare una segatura grezza, ma il taglio laser è preferibile per fogli sottili in Teflon con elevata precisione. I maschi progettati per materiali più morbidi per la filettatura aiutano a ridurre i danni alle filettature. Per tutte le operazioni, velocità di avanzamento inferiori e una corretta affilatura consentono risultati migliori mantenendo le parti intatte.
Utilizzo servizi di lavorazione specializzati per progetti intricati in PTFE per garantire accuratezza e qualità. Questi servizi dispongono di macchinari sofisticati e conoscenze specifiche sulla morbidezza e il basso attrito del PTFE, che rendono questi processi adatti ai componenti in Teflon. Con specialisti che conoscono gli ostacoli del materiale, posso realizzare forme di parti complesse, tolleranze strette e superfici delicate mantenendo la robustezza della struttura. Questo metodo è più efficiente in termini di tempo, riduce al minimo lo spreco di materiale e garantisce che il prodotto finale sia fabbricato secondo requisiti precisi.
A: Il PTFE può essere lavorato utilizzando diverse operazioni di lavorazione come la lavorazione CNC, la tornitura, la fresatura e la foratura. Questi processi consentono adattamento e flessibilità quando si ottengono gli attributi richiesti del materiale PTFE.
R: Alcuni dei vantaggi della lavorazione del Teflon includono il suo basso coefficiente di attrito, la sua superba resistenza chimica e la conservazione della resistenza in un'ampia gamma di temperature. Tali proprietà di cura sono molto utili nella produzione di parti intricate e specifiche in Teflon.
R: Il basso coefficiente di attrito del Teflon è vantaggioso nella lavorazione meccanica poiché riduce al minimo l'usura degli utensili e consente una lavorazione senza sforzi. Pertanto, è più vantaggioso nella lavorazione di precisione, in particolare nelle applicazioni che richiedono uno slittamento facile e una bassa resistenza.
A: Il PTFE è considerato difficile da lavorare a causa della sua morbidezza, della tendenza a deformarsi sotto pressione e dell'espansione termica. Questi fattori richiedono un'attenzione particolare alle condizioni di lavorazione e alle considerazioni sugli utensili per produrre parti in PTFE con successo.
R: La lavorazione CNC è l'opzione più adatta perché consente di realizzare ritagli precisi e complessi dai materiali PTFE.
A: Le proprietà del PTFE, come l'elevata dilatazione termica, la superficie antiaderente e la bassa resistenza meccanica, influenzano significativamente la lavorazione. Queste richiedono strategie specifiche, come velocità di taglio inferiori e utensili più affilati, per eseguire efficacemente il processo di lavorazione.
A: I servizi di lavorazione CNC migliorano la produzione di parti in PFTE assicurando tagli precisi che possono essere eseguiti ripetutamente e rapidamente. È anche possibile avere progetti complessi e tolleranze rigorose che lavorano insieme, il che è fondamentale per i componenti in PFTE.
R: Devono essere impiegati utensili specifici come acciaio rapido o carburo, e mantenuti affilati, per evitare che il Teflon si deformi mentre si realizzano finiture lisce. Questi utensili devono anche essere lavorati a velocità inferiori.
R: Il Teflon standard può essere lavorato con normali attrezzature di lavorazione, ma è necessario apportare alcune modifiche, come velocità e velocità di avanzamento inferiori, per evitare di danneggiare il materiale.
R: I componenti realizzati in PTFE sono preferiti nelle applicazioni industriali per la loro inerzia agli agenti chimici, le eccezionali proprietà isolanti, la capacità di funzionare a temperature alte e basse e molto altro ancora.
1. “Uno studio in vitro sulla 'Valutazione comparativa della resistenza all'attrito tra diversi tipi di attacchi in ceramica e attacchi in acciaio inossidabile con archi in acciaio inossidabile rivestiti in teflon'” di K. Bhat e altri (2022) (Bhat e altri, 2022)
2. “UNA INDAGINE SULLA RUGOSITÀ SUPERFICIALE DEL MATERIALE TEFLON UTILIZZANDO IL METODO ANOVA” di S. Ananthkumar et al. (2022) (Ananthkumar e altri, 2022)
3. “Prestazioni di rettifica utilizzando il processo MQL: un confronto tra un getto di pulizia della ruota e una pulizia della ruota con blocco di Teflon e Allumina” di F. Ribeiro et al. (2020)(Ribeiro et al., 2020, pagine 4415–4426)

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →