

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Le processus d'extrusion L'extrusion est l'une des techniques de fabrication les plus essentielles et les plus polyvalentes, qui permet de façonner d'innombrables matériaux en formes précises et fonctionnelles. Il convient de mentionner que les secteurs de la construction et de l'automobile ont besoin de profils complexes et d'utilisations quotidiennes telles que l'extrusion de tuyaux et de produits alimentaires. Cependant, en examinant de plus près sa nature multiforme, la question se pose : comment parvient-elle précisément à une fonctionnalité aussi polyvalente ? Cet article décrira les détails techniques de la procédure d'extrusion et ses diverses techniques d'application et expliquera pourquoi elle occupe une place importante dans les innovations de fabrication contemporaines. Supposons que vous soyez membre de ce domaine ou que vous vous intéressiez simplement à la logique qui définit les produits de votre vie quotidienne. Dans ce cas, ce long article augmentera votre appréciation de la science du processus d'extrusion.

Le façonnage d'un matériau en le forçant à travers des matrices d'extrusion d'une section transversale souhaitée est appelé extrusion, un processus de fabrication. Il est largement utilisé avec les métaux, les plastiques et même les céramiques. Le processus d'extrusion commence généralement par le chauffage ou le ramollissement du matériau avant de le pousser ou de l'étirer à travers la matrice. Avec une finition et un traitement supplémentaires, la forme souhaitée peut alors être obtenue. L'utilisation de l'extrusion a une grande valeur en raison de son efficacité, de sa polyvalence et de sa capacité à produire des formes complexes de précision.
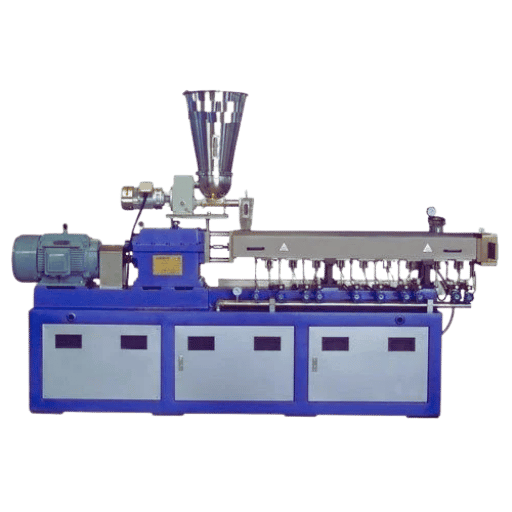
L'extrusion de polymères consiste à produire des pièces à section constante en chauffant et en façonnant les substances polymères. On commence par placer des granulés de polymère dans un barillet avec une chemise chauffante, qui sont chauffés par agitation mécanique (cisaillement) et augmentation de la température. Ensuite, le polymère est poussé hors de l'extrudeuse dans une matrice au profil souhaité. Dans un premier temps, la structure solidifiée est refroidie par un appareil de refroidissement. Le produit final est ensuite coupé à la forme et à la longueur appropriées en combinant des outils de coupe et de finition tout en étant retiré de la machine à la vitesse souhaitée. Cette technique est prédominante dans la fabrication de tuyaux, de films, de feuilles et autres, appelés produits polymères continus.
La mise en œuvre de ces étapes garantit que les pièces en polymère produites sont de haute qualité et fabriquées de manière rentable.
En extrusion, la friction et la compression sont utiles pour le mouvement et la mise en forme du matériau. La chaleur qui pousse la vis à tourner contre le cylindre provoque une friction qui commence à ramollir le matériau. La résistance accrue à l'intérieur de l'extrudeuse due à la matrice en cours de mise en forme exerce une pression sur le matériau, garantissant ainsi sa fusion et sa mise en forme. Ces caractéristiques du matériau permettent un débit de coupe et un contrôle précis du produit final.
L'extrusion de matériaux consiste à traiter des granulés ou des poudres de matières premières en les poussant à travers un cylindre chauffé et une matrice pour obtenir la forme souhaitée. Pour obtenir la bonne forme, il faut contrôler le débit, la chaleur et la pression pour ramollir, faire fondre et façonner précisément le matériau. Ce procédé est largement utilisé pour la fabrication de tuyaux, de films et d'autres formes continues dans les industries qui traitent des métaux et des matières plastiques. De plus, ce procédé est très efficace et précis, ce qui le rend essentiel pour la production moderne.
La température de fusion est essentielle dans l'extrusion et le traitement thermique, car elle détermine de manière significative la qualité, l'uniformité et le fonctionnement mécanique du produit final. La température de fusion du matériau doit faciliter un écoulement contrôlé et régulier à travers la matrice sans créer de problèmes tels que des irrégularités de surface visibles, un remplissage incomplet des moules ou une détérioration du matériau.
Par exemple, la procédure d'extrusion du plastique modifie la température de fusion idéale en fonction du polymère spécifique. Pour le polypropylène (PP), la température de fusion est d'environ 365 °C à 410 °C (185 °F à 210 °F). La température de fusion est beaucoup plus élevée pour le polyéthylène téréphtalate (PET), d'environ 500 à 550 degrés Celsius (260 à 290 degrés Fahrenheit). Le fonctionnement dans les plages approximatives définies facilite l'écoulement, tandis que le dépassement de ces plages entraîne une dégradation thermique due à la dégradation de la structure moléculaire, réduisant la résistance et l'apparence du produit final.
De plus, des températures de fusion élevées peuvent provoquer l'oxydation de la résine, entraînant une décoloration et une diminution de son poids moléculaire. D'autre part, une chaleur trop faible peut entraîner une fusion incomplète, créant de mauvaises caractéristiques et des performances mécaniques inadéquates. L'industrie moderne utilise des machines sophistiquées avec un contrôle thermique précis pour résoudre ces problèmes. Un tel contrôle précis garantit que la chaleur est répartie uniformément sur la paroi du cylindre et les zones de la matrice. Cela augmente l'efficacité de la production tout en réduisant la quantité de matière gaspillée et la qualité du produit fini.

La différence fondamentale entre l’extrusion à chaud et à froid est la température ; les deux procédés diffèrent par leur point de fusion et le traitement thermique du matériau.
L'extrusion à chaud est réalisée à des températures élevées, souvent supérieures à la température de recristallisation du matériau. Ces stratégies permettent une déformation plus facile du matériau, une réduction des risques de durcissement par écrouissage et un écoulement fluide pendant le processus. Cette technique utilise des métaux à température ambiante élevée, tels que l'aluminium et l'acier.
L'extrusion à froid se fait à température ambiante et à des températures plus élevées. Grâce à l'écrouissage, cette méthode peut améliorer les propriétés mécaniques telles que la résistance et la dureté. Elle est principalement utilisée sur des métaux plus tendres tels que l'aluminium, le plomb ou l'étain, mais elle permet d'obtenir de meilleures finitions et des tolérances plus strictes.
Le matériau utilisé, les propriétés souhaitées de l’article fini et la technique d’extrusion font partie des facteurs qui doivent être analysés lors du choix entre l’extrusion à chaud ou à froid.
L'extrusion par impact est un procédé de fabrication principalement utilisé pour former des formes creuses ou semi-creuses. Ces formes peuvent être fabriquées en aluminium, en étain ou en plomb. Cette technique consiste à frapper un morceau de métal avec un poinçon à grande vitesse et sous haute pression. Ce mouvement force le matériau à s'écouler autour du poinçon et dans une matrice. Le résultat est une pièce qui offre une précision dimensionnelle exceptionnelle et des finitions de surface lisses. L'extrusion par impact est préférée aux autres procédés en raison de son efficacité, qui se traduit par des capacités de production rapides avec un minimum de déchets. Cela la rend particulièrement adaptée à la production de canettes, de tubes et de petits boîtiers en aluminium.
Toutes ces techniques doivent être choisies en fonction des propriétés du matériau, des spécifications du produit et de l’efficacité critique des processus industriels, car elles présentent toutes des avantages et des inconvénients différents.
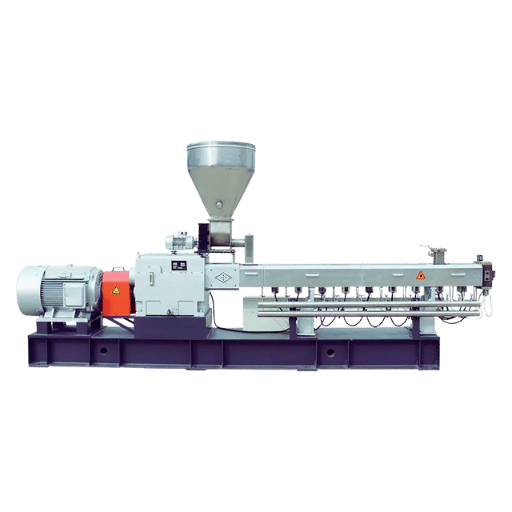
Une extrudeuse est constituée de toutes ses pièces les plus essentielles : le cylindre et les matrices d'extrusion.
Pour chaque composant, les rôles principaux requis pour obtenir un processus d'extrusion efficace et précis peuvent être réalisés.
Les nouveaux développements dans la conception des vis ont été orientés vers l'efficacité, un meilleur mélange et une plus grande variabilité des matériaux. Les améliorations notables sont les suivantes :
Il réduit la gestion des matériaux et améliore la qualité, la vitesse de production et l’efficacité du processus d’extrusion, ce qui a un impact positif grâce à ces améliorations.
Maintenir des vitesses de vis et des taux de cisaillement parfaits est essentiel pour obtenir la qualité du matériau et une extrusion correcte pendant le processus. La manipulation de la vitesse de vis en fonction des matériaux et des processus correspondants est nécessaire pour éviter la surchauffe ou la dégradation des particules. Des taux de cisaillement trop élevés peuvent endommager le matériau, en particulier les polymères sensibles, et trop faibles peuvent entraîner un mauvais mélange et une mauvaise fusion des matériaux. La surveillance en temps réel des processus ainsi que l'utilisation de conceptions de vis adaptées au comportement du matériau permettent aux fabricants d'atteindre le point de consigne souhaité. Cela améliore la qualité du produit tout en minimisant l'impact destructeur sur les pièces de la machine.

Le maintien d'une température et d'un temps de séjour élevés est essentiel pour éviter la dégradation et la cohérence de la qualité. Cependant, le suivi de ces mesures est tout aussi important. La décomposition thermique se produit à des températures élevées et un temps de séjour excessif peut augmenter les risques d'oxydation ou de réticulation de certains polymères. Une surveillance minutieuse du contrôle de la température de la zone du cylindre et un temps de séjour d'étalonnage de haute précision basé sur la stabilité thermique du matériau peuvent aider à optimiser ces paramètres. L'obtention d'une cohérence est essentielle. Ainsi, des systèmes de contrôle de température plus avancés et un étalonnage régulier de l'équipement peuvent également aider à cette mission. Une conception de vis appropriée ainsi que des niveaux de remplissage appropriés dans le cylindre permettent une régulation plus facile du temps de séjour et réduisent ainsi les déchets, ce qui augmente l'efficacité globale du processus.
Une conception appropriée de la matrice d'extrusion à la fin d'une session d'extrusion est essentielle pour atteindre les normes de qualité et d'efficacité cibles. Par exemple, je me concentre sur la forme et la consistance du produit et j'utilise la conception de matrice appropriée avec la forme requise. Les taux de défauts peuvent être minimisés avec des matrices bien conçues en réduisant les chutes de pression. De plus, je m'assure que les systèmes de refroidissement en aval sont correctement régulés pour contrôler les taux de solidification et la déformation du plastique liquide. J'évalue constamment l'alignement de ces pièces pour éviter toute interruption du processus d'extrusion. Ainsi, je peux maintenir le niveau de qualité souhaité dans les résultats.
Comme pour de nombreux procédés, la température de fusion joue un rôle essentiel dans le processus d'extrusion, car des températures trop basses ou trop élevées peuvent dégrader considérablement la qualité du produit final. Lorsque les températures de fusion sont réglées correctement, un flux de matériau uniforme peut être obtenu, réduisant ainsi les risques de contraintes internes, de déformation ou d'incohérences de surface. Les propriétés du matériau et l'apparence générale du produit souffrent lorsque les températures de fusion sont trop élevées. En revanche, les basses températures peuvent entraîner une fusion incomplète du matériau, ce qui entraîne des blocages et une mauvaise homogénéité. Le respect de la plage de températures de fusion recommandée améliore la cohérence de la qualité du produit et l'efficacité de la production.
R : À l'aide d'une filière, l'extrusion transforme la matière première en une forme spécifique. Cela se fait en forçant un matériau fondu ou solide à travers une filière à haute pression, à l'aide d'un vérin ou d'une pompe à vis. L'industrie définit le façonnage par extrusion comme le façonnage d'objets en forçant le matériau à travers une ouverture de forme spéciale.
R : L'une des formes de matières premières les plus courantes est celle des granulés, qui sont chargés dans le cylindre de l'extrudeuse et chauffés jusqu'à ce qu'ils fondent. Cette matière fondue est ensuite forcée à travers la filière pour former la pièce extrudée.
R : Il existe plusieurs types de techniques d'extrusion, notamment l'extrusion à chaud, à froid et tiède. Chacune d'entre elles possède des paramètres différents, tels que la température d'extrusion et le matériau utilisé.
R : Dans l'extrusion, la forme est créée en faisant passer le matériau à travers une matrice ayant une forme spécifique. À ce stade, le matériau refroidit et conserve la forme moulée à partir de la matrice.
R : Différents produits, notamment des métaux, des polymères, des céramiques et des produits alimentaires, peuvent être fabriqués par extrusion. Chaque produit a ses propres paramètres de processus, qui doivent être respectés pour des résultats optimaux.
R : Le corps de l'extrudeuse est la partie de l'extrudeuse qui contient une vis ou un vérin qui déplace et comprime la matière première. Il préchauffe et fait fondre également la matière avant qu'elle ne soit expulsée de la matrice pour être extrudée.
R : L'extrusion de métal est un procédé de fabrication par lequel une partie du métal sous sa forme brute est poussée à travers une matrice pour produire des éléments ayant une section transversale particulière. Elle permet de créer des composants uniformes et solides tels que des tuyaux, des tubes et même d'autres pièces structurelles.
R : La section de dosage de la vis d'extrusion est responsable du contrôle du débit de la matière fondue pour certaines parties du processus d'extrusion. Elle permet d'obtenir une distribution des pièces au-dessus de la matrice, ce qui est essentiel pour produire les meilleures pièces extrudées.
R : L'ensemble des nombreux paramètres définis par une machine, tels que la température, la pression exercée, ainsi que la vitesse des composants de la machine et leurs révolutions respectives, sont appelés paramètres de processus. Ces paramètres sont responsables de la qualité et des proportions de l'article extrudé.
R : L'extrusion consiste à produire des formes complexes à l'aide de matrices présentant différentes formes transversales complexes pour un travail de détail. Grâce à la flexibilité du processus d'extrusion, des pièces présentant des caractéristiques de conception détaillées et multiples peuvent être construites.
1. « Optimisation numérique des dommages dans les procédés d'extrusion »
2. « Une revue de la modélisation des procédés pour l’extrusion de polymères »
3. Extrusion
4. Fournisseur leader d'usinage par extrusion d'aluminium en Chine

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →