

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
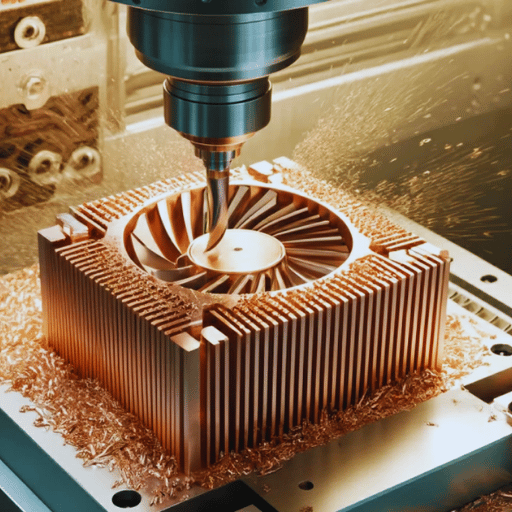
La grande ductilité du cuivre et sa tendance à produire des copeaux longs et filandreux exigent un réglage précis des vitesses et des avances ; un mauvais réglage entraînera des arêtes rapportées, des finitions médiocres et une usure rapide de l’outil. Ce guide détaille les paramètres de coupe optimaux pour le cuivre. Usinage CNC du cuivre et ses alliages courants, du cuivre pur C110 au laiton C360 à usinage facile. Pour un aperçu complet de l'usinage CNC du cuivre, incluant les tolérances et des conseils de conception, consultez notre guide d'usinage CNC du cuivre.
En utilisant ces techniques vitales, les processus d’usinage CNC fonctionnent efficacement tout en préservant la qualité et l’intégrité des composants en cuivre.
Les alliages de cuivre sont formés en combinant du cuivre avec d'autres métaux comme le zinc, l'étain ou le nickel, améliorant ainsi certaines propriétés. Ils présentent d'excellentes caractéristiques, telles qu'une parfaite conductivité thermique et électrique, une résistance à la corrosion et une résistance mécanique musculaire. Les alliages de cuivre sont classés en grandes catégories : laiton (cuivre et zinc), bronze (cuivre et étain) et cupronickel (cuivre et nickel). Ils sont utilisés de différentes manières. Par exemple, le laiton est principalement utilisé dans les objets décoratifs et les accessoires car il peut être facilement façonné. Le bronze est le mieux adapté aux applications où la durabilité et la résistance à l'usure sont nécessaires. Une fois compris, ces alliages présentent différentes caractéristiques, ce qui peut aider l'utilisateur à sélectionner le bon alliage pour l'application d'ingénierie industrielle requise.
Le choix d'un outil de coupe pour le cuivre est compliqué par la souplesse et la grande ductilité du cuivre, qui nécessitent l'utilisation d'outils de coupe appropriés, spécialisés pour des coupes nettes et précises. L'usinage du cuivre utilise souvent des fraises en acier rapide (HSS) et des outils à pointe en carbure en raison de leur capacité à résister à l'usure. Les outils avec des angles de coupe positifs aident également à réduire la friction et à éviter l'usure de l'outil. De plus, l'utilisation de fluides de coupe appropriés réduit l'accumulation de chaleur et améliore la finition de surface. Dans l'ensemble, il existe un équilibre entre efficacité et précision avec une sélection et une application d'outils adéquates pour la pièce en cuivre.
Le choix de la vitesse de coupe appropriée est essentiel pour obtenir une meilleure finition de surface sur le cuivre. Il en va de même pour la plupart des pièces, car la vitesse de coupe affecte directement la quantité de chaleur produite et évacuée, ce qui affecte la finition de surface. Par exemple, des vitesses plus lentes génèrent moins de chaleur et peuvent aider à éviter la déformation du matériau ou de l'outil, mais si les vitesses de coupe sont trop faibles, des coupes plus grossières peuvent en résulter. Il est conseillé d'utiliser des vitesses de coupe modérées au début. En général, elles se situent autour de 200 à 300 pieds par minute ; cette plage doit ensuite varier en fonction du matériau et des conditions environnementales utilisées. Une observation attentive du système et de petits changements permettent finalement d'obtenir de grandes finitions.
Pour obtenir le taux d'alimentation approprié pour usiner le cuivre, la formule suivante peut être utilisée :
Vitesse d'avance (IPM) = RPM × Nombre de cannelures × Charge de copeaux par dent
Consultez toujours le fabricant pour connaître les valeurs de charge de copeaux correctes. Modifiez progressivement la vitesse d'avance pour obtenir la qualité de finition de surface et la productivité souhaitées.
Le choix du matériau de l'outil a un impact significatif sur les performances des opérations d'usinage, la durée de vie de l'outil et la finition de surface obtenue. Les outils HSS robustes et peu coûteux sont privilégiés pour les vitesses de coupe plus lentes et une gamme d'opérations de coupe. Les outils en carbure avec une dureté élevée et une résistance à la température modérée sont utilisés pour les vitesses de coupe plus élevées et une résistance à l'usure accrue. Les matériaux rigides peuvent être usinés avec des outils en céramique et en nitrure de bore cubique (CBN), mais ceux-ci nécessitent des conditions spécifiques pour éviter la fragilité. Un matériau d'outil idéal doit être choisi en fonction du matériau de la pièce à usiner, de la vitesse de l'outillage et de la rugosité de la surface, garantissant ainsi efficacité et faibles coûts.
Lors de l'usinage du cuivre, le liquide de refroidissement a pour but de réduire l'usure de l'outil, d'améliorer la finition de surface et de limiter la génération de chaleur dans la pièce usinée. Il est important d'évacuer l'excès de chaleur, car le cuivre présente une excellente conductivité thermique et peut provoquer une accumulation pendant l'usinage. Si elle n'est pas régulée, la surchauffe peut entraîner une déformation permanente de la pièce. La chaleur est dissipée, ce qui permet à la pièce de conserver sa précision dimensionnelle. Dans ces situations, un liquide de refroidissement est bénéfique. De plus, il facilite l'ovulation des copeaux et, avec un lubrifiant approprié, assiste l'outil, l'empêchant de tomber en panne. Le type et la méthode de mise en œuvre corrects du liquide de refroidissement utilisé garantissent un usinage reproductible et la longévité de l'outil.
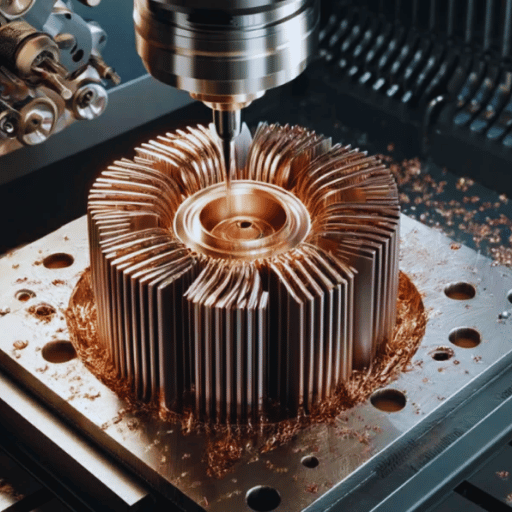
En raison de la souplesse du cuivre et de sa conductivité thermique élevée, le fraisage du cuivre nécessite des outils spécifiques. Les outils en carbure sont préférables en raison de leur solidité et de leur résistance à l'usure pendant le fonctionnement. Pour réduire la génération de chaleur et éviter les bavures, les meilleurs résultats sont obtenus à des vitesses de coupe plus faibles et des vitesses d'avance modérées. Les outils tranchants à angle de coupe élevé sont parfaits pour les coupes de nettoyage et les opérations de précision de surface. Un apport suffisant de liquide de refroidissement ou de lubrifiant est essentiel pour le contrôle de la chaleur, et l'élimination des copeaux protège la pièce et garantit la durée de vie des outils.
Même si l'usure des outils fait partie du fraisage CNC, elle doit être gérée pour maintenir une haute précision et minimiser les temps d'arrêt de la production. Des études montrent que les coupes sont usées par l'abrasion, l'adhérence et une utilisation thermique élevée. Les opérateurs doivent s'assurer que les matériaux d'outillage appropriés, tels que les outils en carbure revêtu ou en céramique, sont utilisés pour l'opération spécifique afin de minimiser les problèmes de résistance à l'usure. Les revêtements en titane ou en nitrure de titane aluminium (TiN ou AlTiN) améliorent la dureté et la capacité de dissipation thermique des outils.
Le réglage des paramètres de coupe est essentiel pour augmenter la durée de vie des outils. La diminution des vitesses de coupe tout en optimisant les vitesses d'avance réduit les contraintes thermiques et mécaniques pendant les opérations. Par exemple, des données empiriques suggèrent qu'une diminution de la vitesse de coupe d'environ 10 à 20 % réduit considérablement le taux d'usure de l'outil et les pannes qui en découlent. De plus, l'utilisation de systèmes de refroidissement avancés contribue à prévenir les plateaux à copeaux et les bords ébréchés, qui sont tous deux des mécanismes essentiels pour contrôler la construction de bords néfastes à la chaleur et les bords rapportés (BUE).
L'intégration de techniques de maintenance prédictive est également une excellente méthode pour surveiller la détérioration des outils lors de l'exécution des services d'usinage du cuivre. Les machines CNC de nouvelle génération équipées de capteurs de mesure des vibrations, de la force de coupe et de la température des outils peuvent fournir des indications précises sur les changements d'état des outils pendant une opération d'usinage en temps réel. De cette manière, les opérateurs peuvent remplacer ou affûter les outils avant que des événements catastrophiques ne se produisent, ce qui permet de maintenir la qualité des pièces et de réduire les temps d'arrêt imprévus coûteux.
Grâce à la technologie, les opérations de fraisage peuvent adopter ces stratégies, ce qui les rend plus productives et maintient la qualité globale de la production et les performances de l'outil. D'autres améliorations dans la science des matériaux des outils et la technologie CNC augmentent l'efficacité du contrôle et de l'atténuation de l'usure des outils, rendant les processus de production plus durables.

Lors de l'usinage du cuivre avec la technologie CNC, il faut tenir compte de la durée de vie et de l'usure des outils. Les complexités de l'usinage du cuivre entraînent une usure rapide des outils, car le cuivre est un matériau tendre doté d'une excellente conductivité thermique. Par conséquent, il est nécessaire d'utiliser des outils fabriqués à partir de matériaux à haute dureté et résistance à l'usure, tels que le carbure ou les outils avec revêtement diamant. Les avances et vitesses de coupe ainsi que le refroidissement peuvent également être contrôlés sur l'outil pour réduire la chaleur et la friction sur l'outil et la broche. Les outils doivent également être vérifiés périodiquement pour détecter l'usure afin d'éviter des problèmes avec la qualité du produit final et les temps d'arrêt pour maintenance.
Lorsque le cuivre est exposé à l'atmosphère, il est capable de développer une couche d'oxyde protectrice qui empêche toute oxydation et dégradation ultérieures. Cette propriété du cuivre le rend très durable dans la plupart des environnements, ce qui est extrêmement important pour les échangeurs de chaleur. Néanmoins, le cuivre peut ne pas résister à la corrosion dans des conditions très acides ou salines. Pour surmonter ce problème, les composants en cuivre peuvent être dotés de revêtements protecteurs tels que des laques ou d'autres produits chimiques spéciaux pour améliorer la durabilité. Les agents dommageables peuvent être minimisés en sélectionnant la bonne qualité de cuivre pour garantir que les matériaux ferreux fonctionnent et durent pour l'usage auquel ils sont destinés.
Le maintien de finitions de surface homogènes est d'une importance capitale dans la technologie de fabrication, car cela affecte non seulement les aspects fonctionnels tels que l'ajustement et l'assemblage d'un composant, mais également les aspects esthétiques des surfaces des composants en cuivre. Les différences de finition de surface peuvent entraîner des problèmes d'ajustement et réduire l'efficacité ou même la durée de vie du produit. Les techniques utilisées pour maintenir la cohérence des finitions de surface sont multiples.
L'une des principales activités consiste à contrôler soigneusement les paramètres d'usinage de surface tels que la vitesse d'avance, la vitesse de coupe et le type d'outil. Des études montrent que la combinaison de ces facteurs permet d'obtenir des finitions de surface toujours lisses avec des irrégularités réduites (c'est-à-dire que la rugosité de surface peut être considérablement réduite). Par exemple, des études montrent que l'utilisation de paramètres appropriés lors de l'utilisation d'outils de coupe revêtus peut réduire la rugosité de surface de plus de 40 % et rendre le produit plus fiable.
Parmi les facteurs ci-dessus, les caractéristiques des matériaux comme la dureté et la conduction thermique sont également importantes. Les matériaux plus tendres ont des finitions plus fines, et les matériaux plus rigides nécessitent un outillage précis pour éviter une rugosité minimale. De plus, des mesures périodiques avec un stéthoscope, un outil de surveillance avancé, permettent de rester dans les limites de rugosité de surface (comme le maintien de la valeur Ra à ± 0.02 μm pour les pièces clés) et de ne pas les dépasser.
De plus, des facteurs externes tels que l'intensité des vibrations et la fiabilité mécanique des outils doivent être contrôlés pour éviter toute altération de la qualité de surface. L'utilisation de technologies d'amortissement et la construction de systèmes d'usinage correctement équilibrés peuvent réduire considérablement les écarts de surface. Ces techniques permettent de maintenir une qualité de surface constante et répétable, condition préalable à une production de haute qualité.

Lors du choix entre le cuivre pur et ses alliages pour une utilisation dans l'usinage CNC, la décision sera motivée par les besoins de l'application donnée. Le cuivre pur a une excellente conductivité thermique et électrique, ce qui le rend adapté aux composants électroniques et aux systèmes pour le transfert de chaleur. Tout cela est vrai ; cependant, une fois usiné, le cuivre est plus mou et subit plus de déformation, ce qui peut limiter son application dans les pièces nécessitant plus de résistance ou de durabilité.
Les alliages de cuivre, notamment le bronze ou le laiton, présentent des caractéristiques mécaniques améliorées, notamment une résistance mécanique plus élevée, une meilleure résistance à l'usure et une bonne usinabilité. Ces alliages sont plus performants dans les applications nécessitant un certain niveau de contrainte. Dans tous les cas, le choix final doit tenir compte de paramètres tels que la conductivité, l'environnement de travail, l'usinabilité, le niveau d'efficacité et le coût.
Le cuivre 101 et le cuivre sans oxygène (OFC) fonctionneront à merveille pour vos besoins d'usinage particuliers. Le cuivre 101, ou cuivre électrolytique à haute résistance (ETP), est d'une valeur énorme en raison de sa superbe conductivité thermique et électrique. Cependant, il peut ne pas convenir à tous les domaines, principalement en raison de sa facilité d'oxydation, ce qui le rend inadapté aux applications nécessitant un degré spécifique de résistance à la corrosion. Le cuivre sans oxygène est vendu au détail pour être moins supérieur, mais offre une résistance à la corrosion beaucoup plus élevée, ce qui est utile lorsqu'il s'agit de dispositifs à vide élevé ou sensibles à l'oxygène. Je vous recommande d'examiner attentivement les exigences de performance et les conditions de fonctionnement avant de sélectionner les matériaux pour votre projet.
R : Lors de l'usinage CNC du cuivre, utilisez des outils en carbure et des équipements affûtés tout en régulant les paramètres de vitesse et d'avance optimaux pour un fraisage et un tournage CNC prolongés. La conductivité thermique et électrique du cuivre le rend utile pour divers projets. Une planification précoce du processus d'usinage garantit la création de pièces en cuivre usinées de haute qualité.
R : Lors de la création d'outils, il est essentiel de concevoir le bon pour la tâche ergonomique. Les forets Monel et les outils à vitesse excessive en haut sont souvent suggérés pour percer le cuivre en raison de la ductilité et de la résistance des métaux du cuivre. Des outils tels que ceux-ci exigent de la dureté du cuivre et des procédures d'usinage.
R : Par rapport aux autres qualités de cuivre courantes, le cuivre au béryllium est préféré dans les machines à cuivre car il est un peu plus facile à utiliser en raison de sa ténacité, de sa dureté et de sa résistance. Non seulement il est facile à usiner, mais il possède également de nombreuses propriétés utiles.
R : Le cuivre au béryllium est assez facile à travailler, mais d'autres types de cuivre peuvent nécessiter plus de soins. À Toronto, au Canada, les machines CNC comprennent l'importance de la vitesse et de l'avance car elles jouent un rôle essentiel dans le rongement du cuivre SL400. Bien sûr, passer par des réglages permet de gérer efficacement la chaleur.
R : La grande ductilité du cuivre peut entraîner une déformation de la pièce et la formation de bavures. Le respect de la nuance de cuivre appropriée et l'utilisation de techniques d'usinage adaptées permettent de limiter ces problèmes.
R : Pour réduire la friction lors du taraudage du cuivre, utilisez un taraud en acier rapide, éventuellement avec lubrifiant. Une technique de finition appropriée est essentielle pour nettoyer les filetages des pièces en cuivre tendre.
R : Oui, l'usinage à grande vitesse peut être utilisé dans l'usinage CNC du cuivre, garantissant des opérations réussies. Cependant, les paramètres d'usinage doivent être soigneusement contrôlés en raison de la conductivité thermique et électrique élevée du cuivre.
R : Les différentes nuances de cuivre présentent des propriétés de dureté et d'usinabilité différentes. Différentes nuances de cuivre sont disponibles, il est donc important d'utiliser la nuance appropriée pour le tournage CNC en raison de l'usure possible de l'outil et de la précision de la pièce finale.
R : Le fraisage du cuivre présente certains problèmes, tels que l'usure des outils et la chaleur due à la ductilité du cuivre. Ces problèmes peuvent être résolus en utilisant des outils en carbure et Bergstrom 18 avec une vitesse et une avance optimisées.
R : La forte conductivité électrique du cuivre électrolytique le rend bénéfique pour une utilisation électrique. Cela est particulièrement évident dans les pièces tournées CNC avec de grandes qualités de conduction.
1. Fuqiang Lai et al. (2023) – « Influence des paramètres de traitement de fraisage sur la rugosité de surface du cuivre pur T2 et les forces de coupe des outils »
2. Aklilu Getachew Tefera et al. (2023) – « Étude expérimentale et optimisation des paramètres de coupe lors du processus de tournage à sec d'alliages de cuivre. »
3. Omar Al Denali (2024) – « Modélisation et prédiction de la rugosité de surface dans le fraisage en bout de boule de cuivre sans oxygène à haute conductivité à l'aide d'un système d'inférence floue neuro-adaptative »
4. Fournisseur leader de services d'usinage CNC de cuivre en Chine

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →