

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
La tolérance de perpendicularité est une caractéristique fondamentale du système de dimensionnement et de tolérancement géométrique (GD&T) qui régit la position des éléments sur les composants mécaniques. Dans cette publication, nous aborderons la structure complète de la tolérance de perpendicularité, ses limites, son application, son interprétation et, surtout, sa pertinence dans les étapes de conception et de fabrication. Les lecteurs comprendront comment la perpendicularité est liée aux tailles des éléments et aux contrôles d'orientation, et découvriront l'aspect fondamental de l'assurance qualité moderne dans les composants techniques. Ces informations sont cruciales pour les concepteurs, les ingénieurs ou le personnel de contrôle qualité qui s'efforcent d'améliorer les performances des systèmes mécaniques complexes.

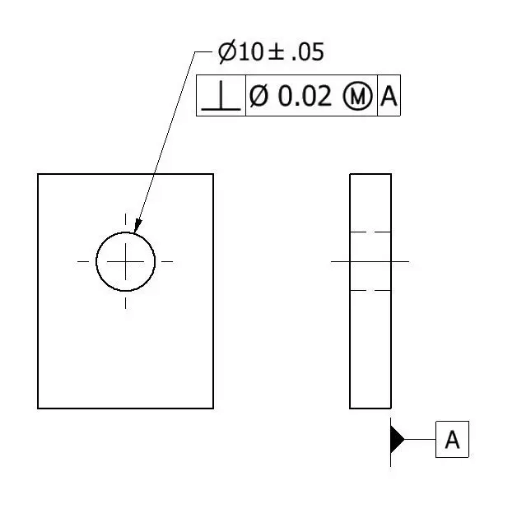
La tolérance de perpendicularité est un type de contrôle GD&T qui définit l'écart maximal admissible par rapport à la perpendiculaire à une surface de référence pour une surface, un axe ou une fonction donnée. La tolérance est souvent utilisée pour garantir que les angles des composants sont définis les uns par rapport aux autres, car ces relations sont essentielles pour l'assemblage et le démontage. Les fonctions ou pièces avec des attributs non contrôlés dont la perpendicularité est contrôlée sont généralement définies par une zone tridimensionnelle dans laquelle la fonction contrôlée doit être contenue. Dans la plupart des cas, comme illustré dans les dessins techniques, ces fonctions sont représentées par un cadre de contrôle de fonction avec un symbole de perpendicularité, accompagnant la valeur de sa tolérance et la référence de référence à laquelle elle se rapporte.
En ingénierie, la tolérance de perpendicularité est mesurée en micromètres (µm) ou en millièmes de pouce (mils) en fonction du système d'unités du document de conception. La valeur de la tolérance caractérise la zone de sensibilité de la surface, de l'axe ou de l'élément par rapport à sa référence correspondante, c'est-à-dire leur orientation par rapport à la position perpendiculaire.
Dans le cas où une tolérance de perpendicularité de 0.02 mm est définie sur le référentiel A, cela indique que la surface ou l'axe contrôlé doit être entièrement contenu dans une zone de tolérance cylindrique de 0.02 mm de diamètre, qui est positionnée à angle droit par rapport au référentiel A. Une telle précision est importante dans les assemblages mécaniques de précision, car tout écart par rapport à cette valeur contribuera à un mauvais alignement des pièces et donc à un mauvais fonctionnement ou à une réduction des performances.
Le type de mesure utilisé tient compte de la caractéristique analysée. Pour les surfaces planes, la perpendicularité est généralement vérifiée à l'aide d'une jauge de hauteur et d'une plaque de surface, tandis que les caractéristiques cylindriques sont vérifiées à l'aide de MMT pour des mesures précises. Les données collectées sont essentielles pour garantir que certaines les étapes de fabrication produisent des pièces qui sont conformes aux exigences de conception attendues qui permettent la précision et la fiabilité des processus d'ingénierie.
Les limites de tolérance dans une conception mécanique dépendent des exigences imposées aux pièces et de leur fonctionnalité prévue. Voici les différents types de tolérances avec leurs descriptions :
Exemples de points de données :
Les mesures linéaires peuvent avoir une variation de ±0.01 mm pour les composants détaillés.
Les tolérances standard pour les mesures moins importantes sont estimées à environ ± 0.1 mm.
Se concentre sur l'écart maximal autorisé dans la géométrie d'une pièce qui n'implique pas de paramètre de taille, y compris, mais sans s'y limiter, la planéité, la circularité et le parallélisme.
Les exemples de limites incluent :
Une tolérance de planéité pourrait définir une différence autorisée de 0.005 mm.
Le parallélisme par rapport à un axe défini peut être de ± 0.02 mm.
Définit la limite maximale de variation des angles mesurés.
Exemples de plages :
On peut supposer que certaines pièces d'accouplement critiques peuvent subir une variation angulaire de ± 0.1°.
Pour certains usages généraux, des variations possibles d'un angle allant jusqu'à ±0.5° sont autorisées.
Régule la précision de la forme prédéterminée du composant.
Exemples d'indemnités :
La circularité présente un écart possible de 0.003 mm pour les pièces de haute précision.
La rectitude contrôlée est généralement conforme aux estimations et dépend du but recherché.
Établit la position précise d'une entité par rapport à une référence.
Exemples de critères :
La précision de positionnement des composants sensibles à l'assemblage peut nécessiter des tolérances ne dépassant pas ± 0.02 mm.
Spécifie le degré de douceur ou de rugosité de la surface d'une pièce.
Critères communs :
Surfaces hautement polies avec des valeurs Ra (rugosité moyenne) de 0.4 µm.
Valeurs Ra standard de 3.2 µm pour la finition usinée.
Compte tenu des données et des considérations relatives à ces types de tolérance, la conception mécanique garantit que les pièces fonctionneront de manière fiable et efficace dans les conditions de fonctionnement requises.
Les tolérances géométriques sont l'aspect le plus important de la fabrication, car elles déterminent la quantité de variation autorisée de la forme, du contour, de l'orientation et de la position d'une pièce dans l'espace. Ces tolérances sont essentielles, car elles permettent un montage correct des composants et leur bon fonctionnement sans chevauchement ni obstruction excessifs. Les fabricants sont en mesure d'améliorer considérablement la cohérence, de réduire les retouches lors de l'assemblage et d'augmenter la fiabilité du produit en minimisant la quantité d'écart autorisée.

La tolérance de perpendicularité garantit qu'un élément, tel qu'une surface ou un axe, se trouve à un angle d'une surface ou d'un axe perpendiculaire à une référence spécifiée. La zone de tolérance de la perpendicularité est le plus souvent un volume cylindrique ou plan dans lequel un élément doit se trouver pour être conforme à la conception. Pour un axe, la zone de tolérance est donnée sous la forme d'un cylindre coaxial à l'axe de référence. Le diamètre du cylindre est égal à la tolérance spécifiée.
Prenons un exemple pour une meilleure compréhension.
Caractéristique : Un trou cylindrique avec une tolérance de perpendicularité dans une plaque de base pour le trou.
Tolérance de perpendicularité spécifiée : ± 0.02 mm.
Zone de tolérance : Un volume cylindrique de rayon 0.02 mm qui est concentrique à l'axe nominal du trou.
Les avantages notables sont :
Précision d’assemblage améliorée – En minimisant l’écart angulaire, les problèmes d’alignement lors de l’assemblage deviennent moins problématiques.
Fonctionnalité améliorée du produit – Confère l’assurance que les pièces se déplacent comme prévu, en particulier pour les pièces mécaniques qui ont des restrictions de mouvement.
Processus de fabrication cohérents – Un contrôle angulaire amélioré réduit la variabilité au sein des lots de production.
Certains des instruments nécessaires pour définir et quantifier la tolérance de perpendicularité sont les plaques de surface, les jauges de hauteur et les MMT (qui sont des machines de mesure puissantes). Ces mesures aident à atteindre l'objectif de conception et à éliminer les risques de pannes de fonctionnalité au stade final du produit.
Le référentiel à partir duquel la perpendicularité est mesurée est crucial car la caractéristique spécifique examinée doit être conforme à certaines exigences. Prenons par exemple un trou sur une pièce de machine qui doit être perpendiculaire à une surface. La surface est considérée comme le référentiel principal A et toutes les autres mesures sont prises par rapport à elle. Avec une MMT, la machine tourne autour de A, mesurant ainsi à quel point l'angle est décalé par rapport à la surface numérisée.
Exigence de conception : Le trou usiné doit être dans une tolérance de perpendicularité de plus ou moins 0.02 mm autour du repère A.
Résultats réels – Résultats de mesure (ensemble d’échantillons) :
Échantillon 1 : 0.015 mm
Échantillon 2 : 0.018 mm
Échantillon 3 : 0.016 mm
Échantillon 4 : 0.019 mm
Taux de conformité : Tous les échantillons, 100 %, répondent aux tolérances définies.
Les informations fournies soulignent la nécessité d'un réglage et d'une mesure précis des données de référence afin de respecter des tolérances géométriques strictes. Des taux de défauts cohérents et réduits sur l'ensemble des lots de production peuvent être obtenus grâce à des références de référence bien définies.
Les éléments mécaniques dépendent fortement de la perpendicularité des axes. Une bonne perpendicularité est essentielle pour obtenir l'alignement angulaire souhaité lors de l'assemblage afin d'éviter tout désalignement et ses effets négatifs sur l'usure et l'efficacité opérationnelle. Des tolérances spécifiées sont essentielles pour des produits fiables et pour prolonger la longévité des assemblages.

Dans les systèmes mécaniques, une référence est un point ou une surface de référence utilisé pour garantir la perpendicularité. Elle fournit un cadre spécifique à partir duquel des mesures et des tolérances précises peuvent être contrôlées efficacement. Par exemple, supposons qu'un certain arbre cylindrique doive être perpendiculaire à une plaque de base. La plaque de base est la référence et toutes les mesures de perpendicularité de l'arbre sont prises en référence à cette surface. De cette façon, il n'y a pas de confusion et la fabrication est cohérente d'un lot à l'autre.
Exemple de données :
Diamètre de l'arbre – 50 ± 0.05 mm
Tolérance de perpendicularité – 0.02 mm par rapport à la plaque de base de référence
Planéité de la surface de référence – 0.01 mm
Grâce à des définitions aussi claires, il est possible pour les ingénieurs de concevoir l'arbre de manière à ce qu'il remplisse véritablement sa fonction après l'assemblage. L'analyse des écarts de perpendicularité démontre d'autres erreurs systématiques telles que : décalage angulaire ou saillie/renfoncement des surfaces qui peuvent être corrigées en améliorant l'usinage ou en changeant mieux l'outil d'étalonnage.
Dans les processus d'ingénierie de précision, la perpendicularité d'une surface doit être maintenue dans les limites de tolérance données pour éviter les écarts entraînant une dislocation de l'assemblage et un fonctionnement mécanique défectueux. Par exemple, une tolérance de perpendicularité de 0.02 mm peut être maintenue sans provoquer de déplacement angulaire excessif du mouvement le long des systèmes rotatifs ou linéaires. Ces tolérances peuvent être mesurées et vérifiées avec une grande précision à l'aide d'outils de métrologie avancés tels que les machines à mesurer tridimensionnelles (MMT) et les scanners laser. De plus, les processus d'usinage automatisés avec boucles de rétroaction peuvent facilement corriger les erreurs pendant les processus de fabrication afin de respecter systématiquement les tolérances spécifiées.

Pour obtenir une mesure précise de la perpendicularité, les outils et techniques utilisés diffèrent en fonction des exigences de précision et de la complexité de mesure du composant. Un outil fréquemment utilisé est la machine à mesurer tridimensionnelle (MMT), qui peut mesurer avec une précision de ± 0.001 mm. Une MMT mesure en sondant la surface de l'objet et en comparant les coordonnées mesurées à la conception géométrique spécifiée. D'autre part, les lasers scannent les pièces, créant un nuage de points avec des modalités sans contact, ce qui permet d'analyser la perpendicularité des pièces sur des surfaces complexes.
Une autre méthode est celle des comparateurs optiques, qui permettent un contrôle angulaire en agrandissant le profil du composant et en l'examinant visuellement. Dans les environnements de production à grande échelle, des systèmes automatisés avec des boucles de contrôle de rétroaction en temps réel sont utilisés pour vérifier la perpendicularité dans le processus d'usinage afin de garantir que les tolérances sont respectées. En outre, des outils moins précis mais fiables pour vérifier la perpendicularité sont spécialement conçus pour les composants moins complexes, par exemple des plaques d'angle et des jauges carrées.
Outil : Scanner laser
Précision : ±0.005 mm
Cas d'utilisation : Mesure de surfaces fragiles ou complexes sans effort sur la surface.
Outil : Machine à mesurer tridimensionnelle (MMT)
Précision : ±0.001 mm
Cas d'utilisation : Pièces nécessitant une grande précision aérospatiale ou automobile industries.
Outil de mesure : comparateur optique
Précision d'estimation : ± 0.01 mm (en fonction du grossissement)
Domaine d'application : Comparaison des relations angulaires et de profil à l'oeil nu.
Description : Les surfaces non uniformes ou grossières peuvent entraîner des erreurs de mesure car elles ne sont pas faciles à contrôler et les instruments doivent s'appuyer sur le respect des conditions de fonctionnement normales.
Impact : cela peut entraîner des angles erronés et un alignement incorrect.
Atténuation : Il est nécessaire de polir ou de nettoyer la surface avant de prendre la mesure.
Description : Les vibrations, les changements de température et l’humidité affectent tous les performances et la précision des outils de mesure.
Impact : Les dimensions peuvent être modifiées par la dilatation ou la contraction thermique, ce qui entraîne des lectures erronées.
Atténuation : Les mesures doivent être prises dans un environnement contrôlé avec des facteurs stabilisés.
Description : Il n'existe pas de niveau de mesure standard tel que l'équerre qui est plus facile, dans les mains d'une personne non qualifiée, il a presque toujours une partie fixe de valeur.
Impact : Un manque de savoir-faire conduit à des résultats de mesure peu fiables ou non reproductibles.
Atténuation : Fournir une formation aux opérateurs et, lorsque cela est possible, intégrer des dispositifs de mesure automatiques.
Description : La contre-vérification de la précision des mesures peut ne pas se produire fréquemment, ce qui peut entraîner des résultats inexacts après de longues périodes.
Impact : Après plusieurs mesures, un mauvais calibrage affectera la précision des données.
Atténuation : Créez un calendrier pour l’entretien et l’étalonnage de tous les outils de travail.
Description : Les outils de mesure traditionnels ont des limites avec des formes très détaillées et tridimensionnelles.
Impact : des outils non adaptés à la géométrie d'un composant peuvent entraîner des erreurs.
Atténuation : utilisez des MMT ou des scanners laser conçus pour ces tâches spécifiques.
Le parallélisme, comme la perpendicularité, est l'une des caractéristiques géométriques contrôlées dans le processus de fabrication et d'ingénierie. Il décrit l'état de deux surfaces, une surface et une référence ou un axe et une référence, par rapport à la distance qui les sépare sur leur longueur. L'importance du parallélisme est évidente dans les pièces où leurs relations doivent être maintenues plus étroitement, comme dans le cas des machines, des assemblages et des éléments structurels.
Détails et données sur le parallélisme :
Représentation symbolique : Dans les dessins de dimensionnement et de tolérancement géométriques (GD&T), le parallélisme est représenté à l'aide de deux lignes horizontales parallèles (//) où la valeur de tolérance qui définit dans quelle mesure la fonction peut s'écarter doit également être jointe.
Instruments de mesure :
Indicateurs à cadran avec plaques de surface : ils sont principalement utilisés pour les surfaces horizontales planes.
Machines à mesurer tridimensionnelles (MMT) : elles permettent de mesurer des composants plats et cylindriques avec une plus grande précision.
Profileurs optiques ou scanners laser : pour les pièces complexes et fragiles, ils sont bien adaptés.
Exemples de valeurs de tolérance :
Dans le cas de composants précis tels que des arbres ou des pistons, une tolérance de parallélisme d'environ ±0.002 pouce (±0.05 mm) est normale.
Pour les éléments structurels, les tolérances sont fixées à un niveau moins strict, ce qui pourrait permettre un écart d’environ ±0.01 pouce (±0.25 mm).
Effets de la non-conformité :
Des erreurs de calcul des assemblages peuvent entraîner une mauvaise orientation, notamment lorsque le parallélisme est perdu, ce qui entraîne des problèmes de performances.
Une répartition inégale des contraintes contribue souvent à une usure excessive, voire à une défaillance catastrophique des composants mobiles.
Stratégies d'atténuation :
Étalonnage des instruments de mesure pour assurer des performances optimales.
Application processus d'usinage tels que le meulage ou un perfectionnement pour mieux réaliser les contrôles de parallélisme.
Contrôles de routine des processus de fabrication à mi-chemin et à la fin du cycle de production pour détecter précocement les anomalies.
L'intégration et le respect des tolérances géométriques de parallélisme permettent aux fabricants d'obtenir la compatibilité, l'efficacité et la fiabilité de leurs produits. Ces éléments, associés aux processus de mesure et aux machines modernes, améliorent considérablement le contrôle de la qualité. Comparaison de la perpendiculaire et du parallélisme dans la conception Spécifications de perpendiculaire : Définition : La perpendiculaire est une entité ou une surface qui coupe une référence ou une autre entité à un angle exact de 90°.
Valeurs de tolérance les plus courantes : Tolérances serrées : (0.001-0.005" / 0.025-0.127 mm) Les composants très précis, comme ceux que l'on trouve dans l'aérospatiale ou les appareils médicaux, utilisent toujours ces tolérances. Tolérances standard : (0.01-0.03" / 0.25-0.76 mm) Utilisées dans les travaux mécaniques courants comme les pièces automobiles.
Facteurs d'influence : Déflexion de l'outil lors de son usinage, décalage du matériau dû à une surchauffe ou à une contrainte mécanique.
Spécifications du parallélisme : Définition : Le parallélisme est la condition dans laquelle deux surfaces/entités sont maintenues à une distance prédéterminée constante par rapport à une référence.
Tolérances serrées : (±0.002 à ±0.01 pouce / ±0.05 à ±0.25 mm) Par exemple, lorsque vous essayez d'aligner des guides linéaires ou des surfaces pour des roulements, des tolérances serrées seraient nécessaires.
Tolérances générales (±0.03 à ±0.05 pouces/±0.76 à ±1.27 mm) Les applications moins précises correspondraient à cette catégorie.
Aspects régulateurs :
La précision de la machine-outil.
Usinage abrasif et son utilisation.
Méthodes de mesure:
Machines de mesure de coordonnées (CMM)
Utilisé sur des pièces aux géométries plus complexes et celles avec des tolérances serrées.
Ils peuvent également mesurer la perpendicularité et le parallélisme de la surface à ± 0.0001 pouce (± 0.0025 mm).
Indicateurs à cadran et plaques de surface :
Des méthodes plus manuelles pour vérifier ces mesures sont également courantes.
Ils sont utilisés pour vérifier les surfaces non raffinées ou les dimensions plus grandes pour être plus précis.
Scanners laser :
Aide à prendre des mesures rapides sans contact.
Ils peuvent capturer efficacement des données à partir de composants délicats ou volumineux.
La fabrication aérospatiale d'une pale de turbine nécessite que la perpendiculaire du pied de pale et de l'axe de rotation soit de ± 0.002 pouce (± 0.05 mm). Si cette perpendiculaire sort de cette plage, cela provoquerait des vibrations et réduirait l'efficacité.
Pour un bloc moteur automobile, afin d'assurer une compression adéquate ainsi que les performances du moteur, le parallélisme entre les ponts et les alésages doit être maintenu à ±0.01 pouce (±0.25 mm).
Les fabricants peuvent atteindre les normes souhaitées en matière de précision avec le parallélisme et la perpendicularité grâce à l’étude des tolérances et à l’utilisation de techniques de mesure sophistiquées, améliorant encore la qualité et la fiabilité des produits.
La taille est un paramètre important de la tolérance des caractéristiques de parallélisme et de perpendicularité, car les variations géométriques autorisées sont directement associées à la taille. Par exemple, les caractéristiques plus grandes ont tendance à avoir des tolérances plus élevées tandis que les caractéristiques plus petites ont tendance à être plus strictes pour garantir le maintien de la fonctionnalité de la pièce. L'avènement des outils de métrologie modernes, en particulier les machines à mesurer tridimensionnelles (MMT) et les laser trackers, permettent d'évaluer avec précision les variations géométriques basées sur la taille. Ces appareils disposent d'algorithmes conçus pour une valeur nominale spécifiée de la caractéristique, garantissant ainsi le respect des tolérances spécifiées. De plus, l'utilisation du contrôle statistique des processus (SPC) réduit les risques de non-conformité, optimisant ainsi la précision des processus de fabrication.

R : La perpendicularité fait référence à la tolérance d'orientation qui régule l'alignement d'une entité, telle qu'une surface ou un axe, perpendiculairement à un plan ou un axe de référence dans le dimensionnement et la tolérance géométriques (GD&T). Elle garantit que l'entité existe dans la zone de tolérance spécifiée déterminée par la légende de la perpendicularité.
A : La perpendicularité est appliquée à une entité au moyen d'un cadre de contrôle d'entité qui indique la limite de tolérance de perpendicularité, qui est la tolérance qui régit le contrôle de l'écart de l'entité par rapport à la perpendicularité parfaite par rapport à un plan de référence ou à un axe de référence.
R : Un exemple simple de perpendicularité de surface est une surface plane qui doit être perpendiculaire à un plan de référence. La légende de perpendicularité de surface dans le cadre de contrôle des fonctions définit la zone de tolérance dans laquelle la surface doit se trouver pour obtenir l'orientation appropriée.
R : La perpendicularité d'une entité est mesurée par rapport à un plan de référence qui est le plan de référence. Elle doit être située de telle manière que l'entité spécifiée soit perpendiculaire au plan, tandis que l'entité se trouve également dans la zone de tolérance bidimensionnelle résultant de l'indication de perpendicularité.
R : Lorsqu'un trou ou une découpe supplémentaire qui peut être réalisé sans ajouter de nouveau matériau appelé « Bonus » est ajouté, la tolérance « Bonus » devient applicable à l'exigence de perpendicularité et est stockée dans une condition moins restrictive qui est plus difficile à respecter.
R : La perpendicularité d'un trou concerne la relation entre l'axe du trou dans l'élément et le plan ou l'axe d'une référence. La tolérance du cadre de contrôle de l'élément garantit que l'axe du trou se trouve dans la zone de tolérance et contrôle ainsi l'erreur de perpendicularité.
R : Non, la perpendicularité ne contrôle pas la taille de la fonction. Elle contrôle la position de la fonction par rapport à la référence. De plus, la fonction est généralement contrôlée par d'autres fonctions de dimension de taille qui limitent la largeur ou la profondeur du trou ou de la fonction.
A : Considérer la perpendicularité comme un raffinement définit la tolérance utilisée pour spécifier l'orientation d'une fonction par rapport à une autre perpendiculaire à l'axe et utilise plus que les tolérances de taille et de position de base. Elle impose une fonction supplémentaire qui assure un alignement correct des fonctions perpendiculaires à la référence, ce qui entraîne une amélioration de la qualité de la pièce.
R : La perpendicularité dans GD&T est indiquée par un symbole « T » à l'envers. Ce symbole est incorporé dans le cadre de contrôle des caractéristiques en tant que symbole de spécification de l'exigence de perpendicularité ainsi que de ses limites de tolérance.
R : Il est essentiel de laisser une fonction perpendiculaire dans la fabrication, car les composants doivent être intégrés et fonctionner correctement ensemble sans difficulté. Une tolérance définie pour la perpendiculaire permet au fabricant de contrôler le positionnement des fonctions dans un assemblage, ce qui minimise le risque que les pièces ne soient pas correctement alignées et ne soient pas assemblées correctement par la suite.
Principales constatations:
Méthodologie:
2. « Un modèle de correspondance entre la tolérance géométrique de la pièce et l'erreur de pose finale de la machine-outil CNC prenant en compte la distorsion de la structure du système de processus de coupe » (Lin et al., 2021)
Principales constatations:
Méthodologie:
3. « Approche de régulation de la rigidité pour l'optimisation de la tolérance géométrique dans le fraisage en bout de composants à parois minces » (Agarwal et Desai, 2021, p. 1–34)
Principales constatations:
Méthodologie:

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →