

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
L'alodine et l'anodisation sont les deux méthodes les plus populaires pour protéger et améliorer les surfaces en aluminium. Ces deux procédés sont largement utilisés dans les industries aérospatiale et automobile. Néanmoins, savoir quel traitement utiliser dépend de divers facteurs, notamment, mais sans s'y limiter, la durabilité, la résistance à la corrosion et l'attrait esthétique. Dans cet article, j'aborde les procédés d'alodine et d'anodisation, leurs caractéristiques standard, leurs avantages et leurs meilleurs cas d'utilisation respectifs. Que vous souhaitiez une option de revêtement économique ou une finition de surface plus coûteuse avec une dureté améliorée, ce guide vous expliquera la meilleure méthode pour les exigences de votre projet. Suivez-nous pendant que nous décomposons ces traitements et trouvons la réponse à vos problèmes de surface en aluminium.

L'alodine est un traitement décrit comme un revêtement de conversion, et il est largement utilisé pour améliorer la résistance à la corrosion de l'aluminium et de ses alliages. Une solution qui réagit avec la surface du métal est appliquée sur la surface et aluminisée pour créer une fine couche protectrice de chromate. Ce revêtement empêche le matériau de s'oxyder et offre une bonne surface sur laquelle la peinture peut adhérer. L'alodine est très appréciée dans les secteurs industriels tels que l'aérospatiale, l'automobile et l'électronique car elle est peu coûteuse et facile à utiliser et peut maintenir la conductivité sur les surfaces en aluminium.
Le procédé Alodine se compose de plusieurs étapes importantes pour obtenir le résultat souhaité et garantir une application et une efficacité adéquates. Vous trouverez ci-dessous une description concise des principaux processus de ces étapes et des paramètres techniques attendus :
Nettoyage de surface
Avant d'appliquer Alodine, la zone à traiter avec Alodine doit être exempte de tout contaminant, y compris la poussière, la graisse et les résidus oxydés. Cela peut être effectué à l'aide de produits de nettoyage alcalins ou d'un nettoyage mécanique abrasif.
Paramètres supplémentaires:
Type de nettoyant courant : dégraissants alcalins
Temps de nettoyage: 2-5 minutes
Plage de température: 100-140 ° F / 38-60 ° C
Rincer
Après l’étape de nettoyage, la surface doit être rincée à l’eau claire pour éliminer toute trace de produit nettoyant.
Type d'eau de rinçage : utilise soit de l'eau déionisée, soit de l'eau du robinet
Durée du rinçage à l'eau : dans un délai de 1 à 2 minutes
Désoxydation acide (lorsque cela est jugé nécessaire)
Dans les cas où la couche d'oxydation est excessive, il est possible d'utiliser un désoxydant acide ou une solution de gravure pour préparer davantage la surface. Cela améliore l'adhérence mécanique de la couche de chromate.
Type d'acide : Désoxydants à base d'acide phosphorique ou d'acide nitrique
Durée de gravure : entre 1 et 3 minutes
Application d'Alodine
La solution d'alodine peut être appliquée par trempage, pulvérisation ou au pinceau. Au cours de cette étape, le revêtement de conversion au chromate est directement utilisé à l'aide de la solution.
Solution d'alodine de type MIL-DTL-5541 Type I (chrome hexavalent) ou type II (chrome trivalent)
Temps d'application : 2 à 5 minutes
Plage de température : 70-100 °F (21-38 °C)
Rinçage final
La surface appliquée avec Alodine est ensuite rincée pour éliminer tout excès de produits chimiques laissés derrière.
Type d'eau de rinçage : eau froide déionisée ou eau du robinet propre
Durée du rinçage : Entre 1 et 2 min
Séchage final de la surface
Les traitements de surface ultérieurs, comme la peinture, ne doivent être effectués qu'une fois la surface sèche. La surface peut être séchée à l'air pulsé ou par des méthodes naturelles.
Réglage de la température de séchage : naturel ou avec des systèmes à air pulsé jusqu'à 65 °C (150 °F)
Le respect de ces étapes et des conditions spécifiées permettra une couverture de protection complète et durable adaptée à de nombreuses applications industrielles. Des modifications spécifiques peuvent être mises en œuvre dans des limites définies pour tenir compte de facteurs matériels ou situationnels particuliers.
Le revêtement Alodine est un revêtement de conversion utilisé dans le traitement chimique et conçu pour améliorer la résistance à la corrosion de l'aluminium et de ses alliages. Il protège les surfaces en produisant un revêtement conducteur adapté à la peinture ou au collage. Vous trouverez ci-dessous la compilation des objectifs du revêtement ALODINE ainsi que les autres sources et documents des matériaux ALODINE :
Utilisation dans les revêtements Alodine
Principalement adopté dans l’aviation militaire, l’aérospatiale et la construction navale.
Il empêche l’oxydation et aide à maintenir l’intégrité de l’environnement.
Il agit comme un joint contre la peinture et la fait mieux adhérer.
Aperçu de la procédure chimique
Étape 1 : Nettoyage : un dégraissant alcalin élimine le mazout, la saleté et la graisse pour préparer la surface.
Étape 2 : Activation (facultative) Une étape facultative pour givrer la surface pour plus de réaction.
Étape 3 : Procédé Alodine :
Comprend les chromates ou le chrome trivalent en raison de problèmes environnementaux.
Généralement réalisé par trempage ou pulvérisation.
Étape 4 : Rinçage et séchage : Les pièces doivent être rincées à l'eau claire pour éliminer la solution résiduelle et séchées à l'air ou au four.
Définition des éléments techniques importants
Concentration du bain :
Chrome hexavalent (traditionnel) 2-5% v/v
Chrome trivalent (écologique) 5-15% v/v
Champ d'application du pH :
Le pH idéal pour le bain de chromate est compris entre 1.5 et 2.0 ; pour les systèmes trivalents, il est compris entre 3.5 et 4.5.
Temps de traitement:
Temps d'immersion : 1 à 5 minutes, selon l'épaisseur du matériau et le revêtement souhaité.
Temps de pulvérisation : 15 secondes à 1 minute.
Température:
Température du processus : 21°C à 38°C.
Des températures plus élevées jusqu'à 49°C peuvent être utilisées pour certains matériaux, mais il faut veiller à ne pas permettre une réactivité excessive.
Épaisseur de revêtement:
La valeur requise est généralement comprise entre 0.1 et 0.4 micron à des fins pratiques.
Considérations pour l'environnement :
L'utilisation de procédés au chrome trivalent est préférable à celle au chrome hexavalent en raison de leur moindre toxicité et de leur conformité aux normes RoHS et REACH. Les eaux usées résultantes doivent également être traitées de manière appropriée pour réduire les dommages environnementaux.
Le respect de ces directives, des pratiques de manipulation appropriées et une qualité de résistance à la corrosion adéquate lors de l’application d’un revêtement à l’iode garantiront que l’industrie répond aux normes.
Une finition Alodine sur des pièces en aluminium fournit une couche protectrice remarquable contre la corrosion, améliore l'adhérence et la liaison de la peinture et augmente la dureté de surface et la longévité du produit. Elle peut être utilisée dans les industries aérospatiale, automobile et marine, où les pièces en aluminium sont sujettes à la corrosion. De nombreux secteurs préfèrent également ces revêtements Alodine en raison de leur légèreté, de leur non-toxicité (non-toxicité lorsque du chrome trivalent est utilisé) et de leurs propriétés conductrices, qui garantissent également des processus conformes aux réglementations environnementales.
Paramètres techniques clés :
Plage de pH d'application : 1.5-3.5 (régule les réactions acide/base réalisées par les produits chimiques).
Température du processus : 70-100 degrés Fahrenheit (plage de densité de revêtement optimale).
Temps de traitement : 2 à 5 minutes (s'applique à l'épaisseur de revêtement souhaitée).
Poids du revêtement : 10-40 mg/ft (selon les besoins de l'application).
Cette finition est très flexible et répond aux normes fastidieuses de l'industrie pour les pièces en aluminium tout en poursuivant des méthodes durables.

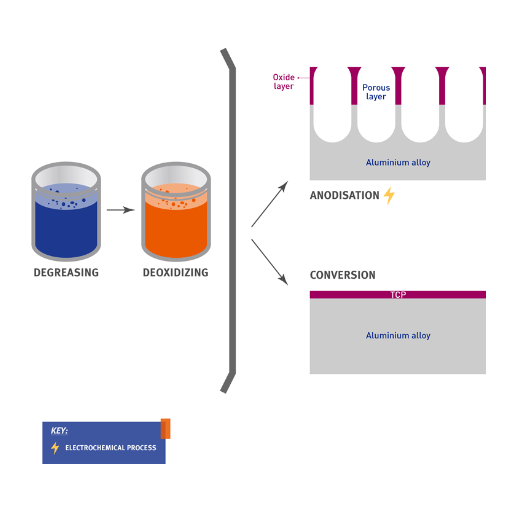
Qu'est-ce que l'aluminium anodisé ?
Contrairement à l'aluminium ordinaire, l'aluminium anodisé présente une surface améliorée par un processus électrochimique. Ce processus le rend plus durable, très résistant à la corrosion et plus attrayant. Les surfaces des composants en aluminium soumis au processus d'anodisation présentent une couche d'oxyde protectrice esthétique et fonctionnelle.
Comment fonctionne l'anodisation ?
Le Le processus d'anodisation consiste à tremper des pièces en aluminium dans un bain électrolytique et un courant électrique. Cela permet la formation de liaisons entre les ions oxygène et l'aluminium, formant ainsi des couches d'oxyde anodiques solides. Des facteurs tels que le courant, la composition de l'électrolyte et la température contrôlent l'épaisseur et les caractéristiques de la couche.
Quels sont les avantages de l’anodisation ?
Durabilité : La couche d’oxyde est difficile à contrôler en raison de l’abrasion et des intempéries.
Résistance à la corrosion : Pour sa résistance à l’oxydation et à la dégradation de surface, l’aluminium anodisé est idéal pour les environnements difficiles.
Polyvalence : Il peut être teint de différentes couleurs ou laissé avec un aspect métallique élégant.
Respectueux de l'environnement : l'aluminium anodisé est non toxique et produit des déchets négligeables, conformément aux pratiques durables.
Utilisations courantes de l'aluminium anodisé
Les gens intègrent l'aluminium anodisé dans une variété de produits. On le retrouve dans les pièces automobiles, les appareils électroniques, les ustensiles de cuisine et les bâtiments architecturaux. Il est utilisé dans de nombreuses applications en raison de son faible entretien, de sa résistance et de son aspect attrayant.
Ce procédé permet d'augmenter la résistance des surfaces en aluminium à la corrosion grâce à une réaction électrochimique spécifique. Le procédé est décrit comme suit :
Préparation de la surface : L'aluminium subit un nettoyage et un polissage pour obtenir une surface lisse et sans impuretés. Cette étape garantit que la couche anodisée est uniforme.
Oxydation électrolytique : l'aluminium est généralement immergé dans un solvant électrolytique acide (acide sulfurique) et lié à une alimentation électrique. En passant par un courant, l'aluminium réagit avec l'oxygène de l'électrolyte pour ajouter une couche d'oxygène de protection (oxyde d'aluminium).
Formation de couche : L'oxyde d'aluminium de ce procédé est épais, extrêmement durable, non poreux et résistant à la corrosion. La couche anodisée, ainsi que ses propriétés, sont affectées par d'autres paramètres tels que :
Tension : Généralement entre 15 V et 21 V pour des usages standards.
La densité de courant de 12 à 18 ampères par pied carré est requise pour obtenir une répartition uniforme des couches.
Durée : Ce processus dure de 15 à 60 minutes, selon l’épaisseur de revêtement souhaitée.
Étanchéité : La surface anodisée est étanchéifiée pour améliorer sa résistance à la corrosion, aux taches et aux dommages. Ce processus peut impliquer un scellement hydrothermique ou chimique.
Ces marches offrent une surface attrayante et fonctionnelle qui résiste aux facteurs environnementaux sévères.
L'efficacité et durabilité des revêtements anodisés à l'oxyde d'aluminium sont des facteurs essentiels. Lors de l'anodisation, la surface de l'aluminium se combine avec une solution électrolytique, formant une couche d'oxyde d'aluminium dense et uniforme. Cette couche a une très faible capacité conductrice, est durable et très résistante à la corrosion, ce qui en fait la barrière de protection la plus adaptée aux surfaces en aluminium.
Les principales propriétés de l'oxyde d'aluminium dans une couche anodisée
Dureté:
L'oxyde d'aluminium est presque aussi dur que le diamant, soit un 9 sur l'échelle de dureté minérale de Mohs. Il est donc très résistant à l'usure et à l'abrasion ; les surfaces anodisées présentent donc une excellente résistance à l'usure et à l'abrasion.
Paramètre technique : Selon l'alliage et le processus d'anodisation de la surface, la dureté de l'aluminium anodisé peut être mesurée de 400 à 600 HV.
Résistance à la corrosion:
L'oxyde d'aluminium est imperméable à l'air et à l'humidité, ce qui lui permet de résister aux effets environnementaux et à la corrosion, ce qui le rend très utile.
Paramètre technique : Les revêtements anodisés correctement scellés peuvent supporter des tests de brouillard salin pendant plus de 1000 XNUMX heures.
Résistance thermique:
Les revêtements anodisés fonctionnent parfaitement à des températures élevées car le point de fusion de l'oxyde d'aluminium est d'environ 2072 1133 °F (XNUMX XNUMX °C).
Porosité dans le domaine de l'ingénierie des surfaces :
Des micropores se développent sur la surface de l'oxyde d'aluminium pendant l'anodisationCes pores permettent la teinture ou le scellement et améliorent les propriétés de rétention de la couleur et de l'humidité.
Paramètre technique : Le diamètre des pores peut varier de 5 nm à 200 nm, selon la technique et les conditions d'anodisation.
Isolation électrique:
L'oxyde d'aluminium est un excellent isolant électrique, ce qui le rend idéal pour une utilisation où une isolation entre les pièces conductrices est nécessaire.
Paramètre technique : La couche d'oxyde peut résister à une résistance au claquage diélectrique de plus de 450 volts par micromètre.
Oxyde d'aluminium personnalisé Applications
En raison de ses caractéristiques distinctes, l'oxyde d'aluminium dans les revêtements anodisés trouve une application dans des industries telles que l'aérospatiale, l'automobile, l'architecture, etc. La combinaison de la résistance mécanique avec la résistance à la corrosion et à la chaleur permet à l'aluminium anodisé de résister à des conditions de fonctionnement difficiles tout en restant visuellement attrayant.
Les fabricants peuvent obtenir les performances et l'esthétique souhaitées en ajustant minutieusement ces paramètres pendant le processus d'anodisation. Cette précision fait de l'oxyde d'aluminium un constituant essentiel de l'ingénierie des matériaux contemporains.
La restauration de l'anodisation augmente la protection de surface contre la corrosion grâce à la formation d'une épaisse couche d'oxyde protectrice sur la surface de l'aluminium, ce qui contribue à prévenir les dommages causés par l'humidité et les produits chimiques présents dans l'environnement. De plus, cette couche d'oxyde durable et non réactive aide à protéger le matériau sous-jacent contre la rouille et la détérioration. Les principaux paramètres techniques comprennent la tension d'anodisation, généralement comprise entre 15 et 21 volts en moyenne pour une procédure d'anodisation à l'acide sulfurique standard, la concentration de la solution, qui est de 15 à 20 % en poids d'acide sulfurique, et la température du processus, qui est maintenue dans la plage de 20 à 22 ºC (68 à 72 ºF). Les fabricants doivent contrôler toutes ces variables pour optimiser l'épaisseur du revêtement, qui doit être de 5 à 25 microns en fonction des exigences de l'application. Ces paramètres garantissent une fiabilité et une longévité améliorées, améliorant encore la résistance à la corrosion pour une utilisation grand public et industrielle.

Le choix entre l'alodine et l'anodisation dépend des besoins et des priorités du projet. L'alodine, comme les pièces aérospatiales et électriques, est préférée lorsqu'un traitement rapide, une protection modérée contre la corrosion et une conductivité électrique sont nécessaires. De plus, elle est moins chère et plus facile à appliquer. L'anodisation est couramment utilisée dans les produits de consommation et les applications et finitions marines en raison de sa meilleure protection, de sa résistance accrue à la corrosion et de sa couche protectrice plus épaisse. Bien que les finitions anodisées soient plus protectrices et personnalisables, elles sont plus chères et nécessitent plus de temps de traitement. Ces considérations incluent le budget, l'exposition aux éléments, l'esthétique requise et la fonction qui dictent quelle option est la meilleure pour le projet.
Les bienfaits de l'alodine
Rentable : l’alodine est souvent plus rentable que les traitements de surface tels que l’anodisation, ce qui en fait une bonne option pour les projets de grande envergure.
Haute applicabilité – La procédure est simple et peut être réalisée rapidement, ce qui la rend efficace en termes de temps.
Résistant à la corrosion – Il protège assez bien contre la corrosion, en particulier avec les éléments en aluminium et en magnésium.
Maintient la conductivité électrique – L’alodine permet de conserver la conductivité électrique, contrairement à l’anodisation, ce qui profite aux utilisateurs de surfaces qui doivent être conductrices.
Fonctionne comme base d’apprêt – Il sert d’excellente base pour la peinture ou d’autres revêtements, améliorant l’adhérence et la durabilité de la finition de surface.
Spécifications techniques
Résistance à la corrosion jusqu'à 168 heures de test au brouillard salin selon ASTM B117 (selon les spécifications du processus).
Conductivité électrique avec résistance superficielle < 5 mOhm/in2.
Les limites d'Alodine
Endurance moindre – Par rapport à l’anodisation, la couche protectrice créée par l’alodine est moins épaisse et plus fragile, ce qui limite son utilisation dans des conditions extrêmes.
Options visuelles et esthétiques limitées – Les revêtements Alodine sont disponibles dans une moindre variété de couleurs, généralement uniquement dorées et transparentes, ce qui limite le degré de liberté dans la conception.
Aspects environnementaux – Certains procédés d’alodine utilisent du chrome hexavalent, ce qui pose des problèmes environnementaux et sanitaires, bien que des options plus sûres pour le chrome trivalent soient introduites.
Résistance plus faible à l’abrasion – Le revêtement protège peu contre l’usure physique.
Bien qu'Alodine semble pratique et flexible pour diverses applications, les conditions spécifiques de votre projet, comme les intempéries, l'abrasion mécanique et les aspects visuels, détermineront son adéquation.
L'anodisation rend les surfaces en aluminium beaucoup plus fonctionnelles, durables et attrayantes. Ces avantages contribuent à la sélection supérieure pour diverses applications industrielles, architecturales et grand public.
Résistance à la corrosion : Grâce à la couche d'oxyde anodisée maximale formée pendant le processus d'anodisation, l'aluminium est protégé contre les éléments environnementaux tels que l'humidité, les UV et l'exposition aux produits chimiques. Cette protection rend l'aluminium anodisé optimal pour les applications extérieures et les environnements difficiles, dépassant souvent les normes MIL-A-8625F en matière de résistance à la corrosion.
Durabilité améliorée : les revêtements anodisés offrent une excellente protection contre l'usure et l'abrasion, car ils augmentent considérablement la dureté de surface de l'aluminium, qui, selon le type d'anodisation, comme l'anodisation dure, peut atteindre jusqu'à 60 sur l'échelle Rockwell C. Cette dureté de surface accrue offre également une stabilité dimensionnelle et une protection contre la fatigue, ce qui en fait un choix privilégié pour les composants mécaniques.
Flexibilité esthétique : l'anodisation permet de sceller des phrases vibrantes tout en préservant la surface métallique de l'aluminium. Les colorants liés à la couche poreuse et scellés de manière permanente améliorent l'attrait esthétique du matériau, le rendant plus attrayant à des fins décoratives sans risque de pelage ou de décoloration.
Protection de surface légère : les revêtements anodisés sont les plus légers de tous les traitements de surface et éliminent le besoin de peinture et de placage anodisé tout en empêchant l'aluminium de prendre du poids. Cela est très utile dans les industries aérospatiales et électroniques.
Isolation électrique : L'aluminium anodisé présente également d'excellentes propriétés non conductrices. Pour les applications les plus exigeantes, l'anodisation dure offre une résistance diélectrique allant jusqu'à 700 volts par millième de pouce d'épaisseur de revêtement, en fonction des paramètres du processus. Cela signifie qu'une isolation électrique adéquate est disponible.
Technologie propre : l'anodisation est une finition plus durable que les autres styles car elle ne produit pas de sous-produits toxiques ou dangereux. La surface est entièrement recyclable, ce qui est conforme aux directives supranationales modernes en matière de durabilité de la fabrication.
Une fois l'anodisation choisie comme finition, d'autres paramètres tels que l'épaisseur du revêtement (généralement 5 à 25 microns pour l'anodisation décorative et 25 à 100 microns pour la couche dure) sont mieux sélectionnés pour l'application spécifique afin d'obtenir des performances et une durabilité appropriées. Ces attributs permettent de comprendre facilement pourquoi l'aluminium anodisé est préféré dans de nombreux secteurs.
Une comparaison entre Alodine et Anodize révèle des différences notables dans la procédure d'application, la résistance à la corrosion et leur utilité fonctionnelle prévue. À mon avis, Alodine est un revêtement de conversion chimique souvent appliqué pour améliorer la résistance à la corrosion tout en conservant la conductivité de l'aluminium. Cela le rend idéal pour les composants électriques ou les applications nécessitant une résistance à la corrosion légère. D'autre part, l'anodisation fait référence au processus électrochimique qui ajoute de l'épaisseur à l'oxyde céramique extérieur, ce qui ajoute une résistance à l'usure supérieure, une durabilité et une acceptation des colorants à des fins esthétiques.
Paramètres techniques clés :
Alodine :
Épaisseur du revêtement : environ 0.5 à 4 microns
Conductivité électrique : conservée grâce au revêtement fin
Objectif principal : Résistance à la corrosion et préparation à l'adhérence de la peinture
Spécifications communes : MIL-DTL-5541F Classe 1A et Classe 3
Anodiser :
Épaisseur de revêtement:
Anodisation décorative : 5-25 microns
Anodisation dure : 25-100 microns
Durabilité et résistance à l'abrasion : élevées, en particulier avec un revêtement dur
Objectifs principaux : protection de surface, résistance à l'usure, esthétique
Spécifications standard : MIL-A-8625 Type II (décoratif) et Type III (revêtement dur)
Pour conclure, l’alodine est préférée à l’anodisation et vice versa en fonction des exigences spécifiques de l’application, qui doivent prendre en compte la résistance à la corrosion, la conductivité, la durabilité et la beauté.

Voici une version réécrite du texte fourni :
Lorsque l'on compare l'alodine à l'anodisation pour les pièces en aluminium, il est essentiel d'évaluer les facteurs suivants :
Protection contre la corrosion : Si la limitation de l'épaisseur est cruciale et que vous avez toujours besoin d'une bonne résistance à la corrosion, Alodine devrait vous convenir. Il est généralement utilisé lorsqu'une conductivité électrique élevée est requise.
Durabilité et résistance à l'usure : L'anodisation, et plus particulièrement l'anodisation à couche dure (type III), est un type d'anodisation extrêmement durable et résistant à l'usure en général et doit être utilisé dans les cas où la pièce en aluminium sera soumise à l'abrasion ou à des conditions environnementales difficiles.
Esthétique : L'alodine est moins attrayante mais présente des mérites fonctionnels par rapport à l'anodisation de type II, qui fournit des surfaces esthétiques supplémentaires et des finitions anodisées de couleurs très différentes.
Conditions d'application : L'alodine est une meilleure option pour les surfaces nécessitant une conductivité électrique. Aucune conductivité n'est possible avec l'anodisation en raison de la couche d'oxyde isolant formée. Par conséquent, il ne doit pas être utilisé lorsque la conductivité est requise.
En fin de compte, la décision repose principalement sur les besoins fonctionnels, l’esthétique, les conditions environnementales et les paramètres de conception du composant, qui sont tous pris en compte ensemble.
Lors de l'évaluation de la durabilité et de la finition de la surface, une poignée de facteurs de finition de surface fragile, ainsi que quelques autres paramètres techniques, sont définis comme suit :
Finition de surface:
Besoins esthétiques : demandez si une finition décorative est nécessaire. Pour la décoration, l'anodisation de type II offre une finition lisse et colorée qui peut plaire visuellement aux utilisateurs des industries qui la mettent en avant.
Douceur : les procédés anodisés permettent d'obtenir des finitions plus lisses que l'aluminium, ce qui est bénéfique pour les composants nécessitant une faible rugosité de surface.
Exposition environnementale : Les couches anodisées sont moins sujettes à la décoloration, surtout lorsqu'elles sont scellées. Les revêtements alodine, en revanche, peuvent subir une légère décoloration au fil du temps et surtout dans des environnements agressifs.
Durabilité:
Résistance à la corrosion : La couche d'oxyde épaisse et dense fournie par l'anodisation de type III offre une protection supérieure dans les environnements difficiles. La couche dure est généralement comprise entre 25 et 50 microns.
L'alodine (un revêtement de conversion au chromate conforme aux normes MIL-DTL-5541) offre une résistance modérée à la corrosion dans les scénarios moins exigeants, ce qui le rend approprié aux zones moins sévères.
Résistance à l'usure : L'anodisation de type III offre une excellente résistance aux pièces d'usure mécaniques à frottement élevé. L'anodisation dure augmente considérablement la résistance à l'abrasion.
Facteurs environnementaux : L’alodine fonctionne bien dans des environnements contrôlés mais se détériore beaucoup plus rapidement dans des conditions d’exposition externe, en particulier salines et humides.
Le choix de la finition appropriée implique de trouver un équilibre entre les attentes esthétiques et les exigences techniques, telles que la résistance à l’usure et à la corrosion et l’environnement dans lequel les composants doivent fonctionner.
L'alodine est le traitement de surface privilégié pour les alliages d'aluminium lorsque les principaux objectifs sont la résistance à la corrosion, la conductivité électrique et la préparation de la surface pour la peinture ou l'apprêt. Il est couramment utilisé dans les applications légères qui nécessitent une protection modérée dans des environnements abrités. L'alodine est excellente pour les composants qui doivent maintenir la conductivité électrique car, contrairement à l'anodisation, elle ne produit pas de couche d'oxyde isolante. De plus, sa facilité d'application et sa compatibilité avec les solutions de chromate le rendent populaire dans les industries aérospatiale, automobile et électronique.
Principales applications et paramètres techniques :
Résistance à la corrosion:
L'alodine offre une résistance modérée à la corrosion et convient aux environnements intérieurs ou légèrement exposés. Le revêtement de conversion Alodine1200 (à base de chromate) a une épaisseur de 0.00001 à 0.00002 pouces, ce qui réduit l'oxydation de surface en raison de son efficacité en matière de résistance à la corrosion.
Conductivité électrique:
La finition alodine n'entrave pas la mise à la terre ni la conductivité électrique, ce qui la rend appropriée pour les composants électroniques tels que les connecteurs et les boîtiers.
Adhérence de la peinture :
L'alodine agit comme une excellente base d'apprêt, augmentant l'adhérence et la durabilité des revêtements ultérieurs. Il est utilisé dans les industries nécessitant une finition fiable, telles que l'aviation et la défense.
La facilité d'application, la légèreté et les caractéristiques multifonctionnelles d'Alodine en font un produit adapté aux composants ayant des exigences fonctionnelles modérées. durabilité et anodisation dure (Type III) sont moins impressionnants. Par conséquent, tenez toujours compte de l'environnement d'exploitation et combinez Alodine avec des revêtements supplémentaires si une durabilité supplémentaire est souhaitée.
Dans mon expérience, pièces en aluminium anodisé sont durables, résistants à la corrosion et esthétiquement attrayants, ce qui les rend incroyablement polyvalents et précieux dans diverses industries. Voici quelques applications industrielles :
Automobile et aérospatiale : l'anodisation offre une protection légère et un aspect attrayant pour les pièces structurelles, les composants du moteur et les garnitures, ce qui est durable et essentiel dans des conditions environnementales difficiles. Résistance à l'usure et à la corrosion dans des environnements difficiles. Paramètre technique : L'épaisseur du revêtement mesure généralement de 10 à 25 microns pour l'anodisation de type II, et de type III (anodisation dure) de 25 à 100 microns.
Électronique grand public et appareils électroménagers : l'aluminium anodisé est visuellement attrayant et thermorégulable, ce qui en fait un choix judicieux pour les boîtiers électroniques, les dissipateurs thermiques et les boîtiers d'appareils mobiles. Ses propriétés isolantes sont très efficaces. Paramètre technique : la tension de rupture du diélectrique peut dépendre de l'épaisseur et mesure généralement entre 200 et 700 volts.
Construction et génie civil : L'aluminium anodisé est particulièrement attrayant et résiste à la détérioration due aux intempéries sur de longues périodes. Il est utilisé dans les cadres et les panneaux ou lorsque des utilisations décoratives sont requises. Paramètre technique : La résistance typique aux UV et les performances à la corrosion dans des conditions de brouillard salin satisfont et dépassent souvent les exigences de la norme ASTM B117.
Équipement médical et alimentaire : l'aluminium anodisé est parfait pour les appareils médicaux, la cuisine et les outils de transformation des aliments, car sa surface est biologiquement inerte et non réactive. Il est lisse, étanche et fait du bon travail pour empêcher la croissance bactérienne et les taches.
Pour ces raisons, l'aluminium anodisé est une bonne option en raison de sa flexibilité et de son faible coût. Cependant, certains détails, tels que l'épaisseur de revêtement nécessaire ou le niveau d'exposition environnementale, doivent être pris en compte pour obtenir les meilleurs résultats.
Le revêtement de conversion chimique est une couche protectrice fonctionnelle sur la surface de l'aluminium et une couche d'amélioration essentielle pour un revêtement ultérieur avec de la peinture ou d'autres traitements. Le revêtement avec des composés de chrome chromate, phosphate et chlorate améliore l'adhérence et la résistance à la corrosion. La couche sert de base pour la peinture ou d'autres revêtements. Outre les revêtements industriels, des revêtements décoratifs peuvent être appliqués sur le revêtement de conversion chimique. Une attention particulière doit être portée lors du choix de la procédure de revêtement de conversion afin que les réglementations environnementales requises pour une application particulière soient respectées.
Qu'est-ce que le revêtement de conversion chimique ?
Il existe différentes manières de modifier de manière significative la surface de l'aluminium pour améliorer son adhérence à d'autres revêtements. La méthode la plus couramment utilisée consiste à appliquer une couche chimique, de chromate, de phosphate ou de chrome trivalent.
Applications clés
Protection contre la corrosion
Il a une large applicabilité dans les industries aérospatiale et automobile ainsi que dans l’industrie maritime.
Offre une résistance durable à la corrosion sur une longue période d’exposition à des conditions environnementales plus difficiles.
Adhérence de la peinture
La peinture, le revêtement en poudre ou d'autres traitements et processus en cours d'application sont terminés en utilisant en outre un prétraitement mécanique.
Conductivité électrique
Utilisation active de ces matériaux dans la fabrication de composants électroniques et électriques où une faible résistance de contact est une exigence standard.
Spécifications techniques
Gamme de pH des solutions de traitement : 1.5 – 5.0 (en fonction du produit chimique de conversion utilisé).
Profondeur du revêtement : généralement environ 0.1 à 1.0 µm.
Si un durcissement est nécessaire, la température ambiante est de 10 à 30 minutes.
Conformité environnementale : utilisez des revêtements conformes à la réglementation, tels que des substituts au chrome trivalent, pour la conformité RoHS.
Ces lignes directrices permettent d’appliquer de manière efficace et durable des revêtements de conversion chimique aux traitements de surface de l’aluminium dans divers domaines.
Un revêtement de conversion au chromate protège la surface de l'aluminium grâce à une réaction chimique qui génère une couche passive qui sert de barrière contre la corrosion ultérieure. Cette couche protège la surface de l'aluminium de l'humidité, de l'oxygène et d'autres substances corrosives et améliore la résistance à la corrosion de la surface. Le mécanisme d'auto-réparation du revêtement permet à une couche protectrice de se redévelopper au fil du temps dans les bonnes conditions, protégeant ainsi la résistance à la corrosion des effets de dommages mineurs tels que les rayures. De même, il peut être facilement peint ou recouvert de poudre, ce qui permet une adhérence délicate avec la peinture ou la poudre, ce qui le rend polyvalent pour de multiples utilisations.
Paramètres techniques clés
Couleur du revêtement : elle peut être transparente, jaune ou n'importe quelle couleur entre les deux, selon la solution et le processus utilisés.
Résistance à la corrosion : protège contre les tests de brouillard salin neutre (ASTM B117) jusqu'à 168 heures.
Température de fonctionnement des solutions d'application : 20 °C à 25 °C ou 68 °F à 77 °F
Temps d'immersion : Le réglage pour obtenir les propriétés de revêtement souhaitées prend pratiquement 30 secondes à 5 minutes.
Épaisseur du film : Elle se situe pratiquement dans la plage de 0.3 à 1.0 µm.
En intégrant une résistance à la corrosion, une adhérence améliorée et une facilité d'application, Le revêtement de conversion au chromate aide à protéger l'aluminium composants dans des environnements difficiles de manière durable et fiable.
L'association d'Alodine et de revêtements anodisés permet d'obtenir des résultats synergétiques. Sur un plan plus technique, Alodine présente d'excellentes caractéristiques d'adhérence et constitue un apprêt pour la protection anticorrosion. En revanche, l'anodisation facilite la création d'une couche d'oxyde plus épaisse qui offre une durabilité et une résistance à l'usure exceptionnelles et durables. La combinaison de ces traitements permet d'obtenir une résistance exceptionnelle à la corrosion, une résistance élevée à l'abrasion et une surface idéale pour un revêtement ou une peinture supplémentaire.
Paramètres techniques pour l'intégration.
Prétraitement : La surface doit être propre et exempte de tout contaminant avant d’appliquer l’un ou l’autre des revêtements.
Paramètres du revêtement Alodine :
Couleur du revêtement : Transparent ou jaune, selon le procédé de revêtement utilisé.
Épaisseur du film : 0.3 – 1.0 um, offrant une adhérence optimale et une protection contre la corrosion.
Temps d’immersion : 30 secondes – 5 minutes.
Paramètres du revêtement anodisé :
Épaisseur : 5 à 25 micromètres selon l'utilisation finale (plus épais pour les applications nécessitant une résistance élevée à l'usure)
Température de fonctionnement : 15°C – 25°C (59°F – 77°F) pour la plupart des bains d’anodisation.
Électrolyte : les applications typiques utilisent de l’acide sulfurique.
Étape de scellement (après anodisation) : Le scellement à l'acétate de nickel ou à l'eau chaude peut améliorer la résistance à la corrosion bilatérale.
Le mélange d’alodine et de revêtements anodisés augmente la polyvalence et la durabilité des composants en aluminium utilisés dans des conditions difficiles, leur permettant de répondre à des exigences opérationnelles spécifiques.
Revêtement de conversion de chromate
Premier fournisseur d'usinage CNC de métaux en Chine
R : La principale différence entre l'alodine et l'anodisation est que l'alodine consiste en un film chimique appliqué sur l'aluminium comme revêtement de conversion pour l'aluminium. En même temps, l'anodisation est un processus électrochimique qui crée une couche protectrice sur la surface du métal.
R : Vous devez choisir Alodine lorsque vous avez besoin d'une méthode de protection contre la corrosion rapide et économique qui ne nécessite pas d'isolation électrique importante ni de couche épaisse sur la surface. Il convient également aux applications où la conductivité thermique et électrique est essentielle.
R : L'anodisation peut réduire la conductivité thermique de l'aluminium en raison des propriétés isolantes de la couche anodique qu'elle crée à la surface. Cela peut être un élément essentiel à prendre en compte dans les applications où la dissipation thermique est essentielle.
R : L'anodisation produit généralement un revêtement plus durable et plus résistant à l'usure que l'Alodine. En effet, l'anodisation crée une couche plus épaisse et plus rigide sur la surface, ce qui la rend plus adaptée aux applications à forte usure.
R : Oui, l'application d'Alodine est considérée comme un revêtement de conversion pour l'aluminium. Il forme un film protecteur qui améliore la résistance à la corrosion sans modifier de manière significative les dimensions de la pièce.
R : L'anodisation est un procédé électrolytique qui augmente l'épaisseur de la couche d'oxyde naturel sur la surface de l'aluminium, améliorant ainsi sa durabilité et sa résistance à la corrosion. L'anodisation consiste à appliquer un film chimique pour assurer une protection contre la corrosion et améliorer l'adhérence de la peinture.
R : Le revêtement par film chimique, ou Alodine, est particulièrement adapté aux applications où la résistance à la corrosion est nécessaire, mais où la conductivité thermique et électrique du matériau doit être maintenue. Il est souvent utilisé dans les applications aérospatiales et militaires pour son équilibre entre protection et conductivité.
R : L'anodisation a généralement un impact environnemental inférieur à celui de l'Alodine car elle n'implique pas de chrome hexavalent, une substance dangereuse présente dans certaines formulations d'Alodine. L'anodisation utilise des procédés électrolytiques à base d'eau, ce qui la rend plus respectueuse de l'environnement.
R : Les revêtements à film chimique, comme Alodine, offrent plusieurs avantages, notamment une meilleure résistance à la corrosion, une meilleure adhérence aux peintures et aux apprêts et le maintien de la conductivité thermique et électrique du métal. Ce sont des solutions légères et efficaces pour protéger les surfaces en aluminium.

Les processus de fabrication sont assez complexes, et le choix d'une méthode de production est directement lié à ces processus.
En savoir plus →
Il existe deux principales méthodes de fabrication pour produire des prototypes en plastique que la plupart des gens trouvent utiles
En savoir plus →
En tant que personne impliquée ou intéressée par la conception et la production de composants en plastique,
En savoir plus →