

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
El corte por plasma es un método muy eficiente y preciso para cortar diversos metales, pero el tipo de gas que utilice juega un papel fundamental a la hora de determinar la calidad, la velocidad y el coste de los cortes. Esta guía le proporcionará una descripción general completa de los gases más utilizados en el corte por plasma, incluidas sus ventajas, desventajas y aplicaciones ideales específicas. Tanto si es un aficionado como un fabricante profesional, comprender las características de los diferentes gases (como el aire, el oxígeno, el nitrógeno y las mezclas de argón e hidrógeno) puede ayudarle a decidir qué opción se adapta mejor a sus necesidades. Al final de esta guía, tendrá una comprensión sólida de cómo la selección de gases afecta al rendimiento y cómo optimizar su configuración para lograr la máxima eficiencia y precisión.

Los gases comúnmente utilizados en las operaciones de corte por plasma son aire comprimido, oxígeno, nitrógeno y mezclas de argón e hidrógeno.
Aire comprimido: Este método es económico y multifuncional, lo que lo hace ideal para trabajar con láminas de aluminio, de acero inoxidable y de bajo contenido de carbono de tamaños más delgados.
Oxígeno: Se utiliza para las operaciones más rápidas que dejan bordes lisos, famoso por su uso en acero con bajo contenido de carbono. Sin embargo, esto implica un mayor gasto.
Mezclas de argón e hidrógeno: por la calidad de su filo son las mejores para cortar acero inoxidable y aluminio de gran espesor, pero son muy costosas.
En resumen, seleccionar el gas adecuado es esencial para lograr los mejores resultados de corte. Elegir el tipo incorrecto podría impedir que se obtengan los mejores resultados esperados.
El aire comprimido se destaca como una de las opciones más económicas y versátiles para el corte por plasma. Es una herramienta de corte eficaz para acero dulce, acero inoxidable y aluminio y también se puede utilizar como gas para la creación de plasma y protección secundaria. Esta característica multifuncional lo convierte en una excelente opción para reducir los costos en las actividades operativas y, al mismo tiempo, mantener los estándares en el corte por plasma. Si bien no garantiza la mejor calidad de filo en comparación con gases premium como el nitrógeno o las mezclas de argón e hidrógeno, su confiabilidad para las tareas diarias y su practicidad para profesionales y aficionados lo convierten en una opción adecuada. Su precio y su fácil acceso lo hacen más atractivo, especialmente para operaciones de pequeña escala o sistemas de corte móviles.
El nitrógeno es ampliamente aceptado como el mejor gas para cortar acero inoxidable y aluminio debido a sus propiedades inertes, que ayudan a evitar la oxidación y la decoloración en los bordes cortados. El nitrógeno también es perfecto como gas auxiliar en los sistemas de corte por láser porque garantiza bordes lisos y limpios necesarios para trabajos de precisión y calidad artística. Esto lo hace adecuado para las industrias aeroespacial, automotriz y alimentaria.
Rango de presión: El rango de presión estándar del procedimiento es de 100 a 300 PSI (libras por pulgada cuadrada), pero varía según el espesor del material y la velocidad de corte deseada.
Caudal: para láminas delgadas de aproximadamente 1 mm de espesor, puede ser suficiente un caudal de nitrógeno de 10 a 20 pies cúbicos por minuto (scfm). Los materiales más gruesos de aproximadamente 8 a 10 mm pueden requerir caudales superiores a 50 a 60 scfm.
Espesor del material: El nitrógeno puede cortar eficazmente acero inoxidable y aluminio de hasta 25 mm (1 pulgada) de espesor, pero la precisión del corte puede verse afectada a medida que aumenta el espesor.
Calidad del borde cortado: Las superficies cortadas minimizarán la formación de escoria y no tendrán oxidación, lo que da como resultado superficies lisas adecuadas para un procesamiento posterior.
La eficiencia del proceso y los estrictos criterios hacen innecesaria una limpieza o un acabado exhaustivos después del corte. El uso eficaz del nitrógeno permite conseguir este resultado.
Aunque el oxígeno no tiene la reputación más atractiva, se lo conoce como "el gas" para cortar acero dulce debido a su progresión exotérmica, que a menudo se considera adrenalina en el procedimiento. Mientras el oxígeno corta el acero, el metal calentado produce óxido de hierro. Esta reacción libera energía, acelerando el proceso y haciéndolo útil para trabajos de corte de alto rendimiento.
Ventajas de un vistazo:
Velocidad de corte: El oxígeno es más rápido que otros gases al cortar porque sobreestimula el calor a través de la reacción exotérmica.
Rentabilidad: Reducir el acero dulce reduce drásticamente los costos operativos mediante el uso de oxígeno, un gas tratable y económico.
Cortes más gruesos: con la configuración y los parámetros adecuados, el acero dulce se puede cortar hasta un espesor máximo de 100 mm o 4 pulgadas.
Parámetros importantes:
Presión de gas: Los resultados de corte óptimos se pueden lograr con una presión de oxígeno entre 0.2 MPa y 0.7 MPa (30 PSI a 100 PSI) adaptada al espesor del material.
Diseño de la boquilla: utilice boquillas diseñadas específicamente para el corte asistido por oxígeno para mantener un flujo de gas estable y cortes precisos.
Velocidad de corte: La velocidad debe variar en función del espesor del acero. Por ejemplo, la velocidad para un acero de 12 mm (0.5 pulgadas) de espesor debe ser de alrededor de 600 mm/min.
Espesor del material: El acero dulce se puede cortar con extrema precisión y eficiencia si el espesor está entre 1 mm y 100 mm. Para materiales más robustos, se necesita alta presión y velocidades más bajas.
Cuando se utiliza oxígeno, los cortes realizados en acero dulce son limpios, rápidos y confiables. Debido a su versatilidad y eficacia, numerosas industrias lo prefieren para procesos de corte manuales y automatizados.

Los componentes de la selección del gas, como el tipo, el caudal y la presión, afectan directamente la calidad del corte, la eficiencia y la productividad. La gama de gases, como el oxígeno, el nitrógeno, el hidrógeno o el argón, ofrecen un beneficio único según los diferentes materiales que se corten. Por ejemplo, el oxígeno es la mejor opción para cortar acero dulce, ya que produce cortes limpios. El nitrógeno, por el contrario, garantiza bordes limpios en metales no ferrosos como el aluminio y el acero inoxidable. La selección adecuada del gas aumenta la precisión y reduce la escoria y la vida útil de los consumibles, lo que ofrece la máxima eficacia de corte.
Más allá del equilibrio del argón, la selección del gas es un factor determinante en la velocidad y calidad del corte. Según mis lecturas, observo que el oxígeno es más valioso al cortar acero dulce debido a sus propiedades de fácil disponibilidad. El nitrógeno, debido a su tendencia a no oxidarse, proporciona la más alta calidad de corte y filo al trabajar con materiales de acero inoxidable y aluminio. Para obtener superficies excepcionales sin escoria, las mezclas de argón e hidrógeno son esenciales, ya que proporcionan cortes suaves y resultados profesionales. Una eficacia adecuada puede maximizar el profesionalismo y mejorar la productividad general.
Acero (dulce, al carbono o de aleación):
Elección de gas: oxígeno
Motivo: Velocidades de corte más efectivas y eficiencia térmica mejorada.
Parámetros clave: Dependiendo del espesor, el rango de presión es de 4 a 10 bar. El tamaño de la boquilla está configurado para trabajos de detalle o cortes generales.
Acero inoxidable:
Elección del gas: nitrógeno o mezcla de argón e hidrógeno
Razón: El nitrógeno bloqueó la oxidación, proporcionando así acabados limpios, mientras que el argón-hidrógeno mejoró aún más la calidad de la superficie de los materiales más gruesos.
Parámetros clave:
Presión de nitrógeno de 10-20 bar para la mayoría de aplicaciones.
La relación argón-hidrógeno de 95% argón y 5% hidrógeno es ideal para cortes de superficies de acero inoxidable de alta calidad.
Aluminio:
Elección de gas: Nitrógeno
Razón: Reduce la cantidad de escoria y oxidación que se formaría al tiempo que permite que los bordes se corten de manera suave y precisa.
Parámetros clave: Presión de 12-18 bar dependiendo del espesor y precisión del corte.
Cobre y Latón:
Corte de gas: Nitrógeno o Aire Comprimido.
Razón: Las propiedades inertes del nitrógeno mantienen limpios los cortes, y el aire comprimido de la industria de arranque es bueno para aplicaciones de calentamiento.
Parámetros clave: 6-12 barras para un rendimiento de corte económico.
Al combinar el tipo de gas con los requisitos del material, tendrán un buen rendimiento, reducirán el desperdicio y mejorarán la calidad del borde.
La correcta selección del gas para los sistemas de corte reduce significativamente el coste de los consumibles. El tipo y la regulación del gas utilizado pueden minimizar el desgaste de los consumibles al garantizar unas condiciones de corte óptimas y minimizar la contaminación. Por ejemplo, la aplicación de cortes empleando gas nitrógeno de alta pureza reducirá la oxidación de la superficie de corte, lo que se produce principalmente en el corte de acero inoxidable y aluminio. Esto mejorará la calidad y reducirá el desgaste de los consumibles.
Los parámetros técnicos clave incluyen garantizar que se suministre el gas adecuado para no inducir un desgaste desigual en los componentes. Para el corte asistido por oxígeno, la presión óptima suele oscilar entre 3 y 6 bares, según el espesor del material. El uso de aire comprimido debe contar con un filtro de aceite y humedad y mantenerse entre 5 y 12 bares. El mantenimiento del sistema de suministro de gas incluye controles periódicos de fugas y reemplazo de filtros para mantener un flujo adecuado para las piezas consumibles y reducir el desgaste.
Teniendo en cuenta todas estas prácticas y el control preciso de los parámetros del gas, se puede maximizar la eficacia de los sistemas de mantenimiento de suministro de gas, lo que se traduce en mayores gastos en sistemas de suministro de gas. Sin embargo, estas prácticas conducirán a menores costos operativos y de compra, al tiempo que garantizarán una alta calidad de corte en el largo plazo.

De hecho, se pueden utilizar distintos gases para varios procesos de corte por plasma. Cada gas ofrece una ventaja única según el material y el resultado esperado. El aire, por ejemplo, es bastante versátil, ya que se puede utilizar en acero dulce, acero inoxidable y aluminio, todos los cuales producen cortes limpios con poco o ningún trabajo de preparación. Mientras que el oxígeno aumenta las velocidades de corte en acero dulce y ofrece una excelente calidad de borde, el nitrógeno se lleva la corona en el enchapado de acero inoxidable y aluminio debido a su resistencia a la oxidación. Las mezclas de argón e hidrógeno son las preferidas para materiales gruesos y cortes de alta calidad, pero ajustar el suministro de gas también ayuda a lograr un rendimiento óptimo.
Recomiendo el oxígeno para el acero dulce, ya que ayuda a la velocidad de corte y proporciona bordes limpios y afilados. El mejor gas para el acero inoxidable y el aluminio es el nitrógeno debido a sus cortes suaves y de alta calidad y a la falta de oxidación. En el argón, la mezcla de hidrógeno se destaca cuando se trabaja con materiales más gruesos o cuando la calidad del corte debe ser excepcional sin comprometer la precisión o la capacidad de asumir tareas exigentes. Elija el gas adecuado para el material, ya que esto afecta directamente la eficiencia y el resultado de su proceso de corte.
Dependiendo del lugar donde trabaje una persona, la selección de mezclas de gases cuando se necesita un corte por plasma es bastante específica. A continuación, se ofrecen explicaciones directas y parámetros técnicos para las necesidades cotidianas de corte por plasma:
Nitrógeno (N2): El gas nitrógeno es ideal para cortar acero inoxidable y aluminio, ya que tiene una excelente calidad de corte para materiales más delgados. El nitrógeno funciona bien en niveles de energía de arco superiores, lo que proporciona una buena calidad de corte para materiales delgados incluso a niveles de potencia altos. El rango de espesor recomendado es de hasta 1 pulgada.
Argón-hidrógeno (Ar-H2): esta mezcla de gases es ideal para cortar acero inoxidable y aluminio de mayor espesor. Normalmente, se mezcla en una proporción de 65 % de argón y 35 % de hidrógeno; esta combinación produce cortes limpios con poca formación de escoria. Se recomienda para materiales de más de media pulgada de espesor donde se necesita una calidad excelente.
Oxígeno (O2): El oxígeno se utiliza con frecuencia para cortar acero al carbono porque tiene una mejor velocidad de corte y calidad de filo que otros gases. Este gas es mejor para cortar espesores de entre un cuarto y una pulgada y requiere una ventilación de escape adecuada para mitigar la oxidación.
Aire: El aire comprimido puede describirse como un gas de bajo precio con muchas aplicaciones. Se utiliza para cortar acero dulce, aluminio e incluso acero inoxidable. Aunque el corte por plasma de aire no es tan eficaz como otros gases en el corte de precisión, es perfecto para cortes de uso general donde no se requieren tolerancias más estrictas. Se recomienda especialmente para piezas de menos de una pulgada de espesor.
Mezclas de gases comprimidos: Para usos industriales específicos, un gas mezclado como argón-helio o argón acoplado con nitrógeno ofrece un rendimiento único para operaciones de corte difíciles.
Teniendo en cuenta el tipo y el espesor del material y la calidad requerida, la mezcla correcta de gases puede mejorar significativamente la eficacia y la productividad de sus procesos de corte por plasma; recuerde siempre comprobar las limitaciones del equipo y las instrucciones de seguridad.
Debido al alto grado de precisión y al bajo grado de reactividad requeridos para el material, los gases inertes como el argón y el helio son ideales para el corte por plasma. Estos gases también son adecuados para cortar metales no ferrosos como el aluminio, el cobre y el latón, ya que inhiben la oxidación y dan como resultado un borde más liso y limpio.
El argón, por ejemplo, se utiliza a menudo en combinación con hidrógeno. Una mezcla típica para el acero inoxidable y las aleaciones de níquel es de 65 % de argón y 35 % de hidrógeno. Esto ayuda a lograr una excelente calidad de filo y menos escoria. El argón es particularmente útil para cortar materiales más gruesos porque tiene una alta conductividad térmica, lo que garantiza una penetración más profunda y una mejor estabilidad del arco.
Los gases inertes tienen una mayor eficiencia y dan como resultado materiales específicos que los gases reactivos. Sin embargo, por lo general son mucho más caros. Como resultado, suelen reservarse para aplicaciones con acabados de alta calidad o metales especiales. Siempre consulte las instrucciones del fabricante para conocer el tipo de gas, el caudal y los ajustes de presión para garantizar el mejor rendimiento y seguridad.
El nitrógeno posee varias cualidades clave que lo convierten en un gas beneficioso para el corte por plasma. No es oxidante, lo que proporciona cortes limpios y precisos en acero inoxidable, aluminio y diversos metales no ferrosos. Además, debido a la estabilidad química del nitrógeno, se reducen los daños térmicos y la decoloración, lo que garantiza la conservación de la calidad de la superficie del material. El nitrógeno también es eficiente en aplicaciones de corte de gran volumen y funciona bien en una amplia gama de espesores de materiales, lo que consolida su lugar en el sector industrial.
Cortar acero inoxidable y aluminio con nitrógeno es mucho más fácil. En primer lugar, no hay oxidación, por lo que se consiguen bordes limpios sin esfuerzo. Además, el nitrógeno evita el daño térmico, lo que ayuda a mantener intacta la estructura y el acabado de la superficie del metal. Combinado con la eficiencia en una amplia gama de espesores de materiales y soluciones rentables para aplicaciones de gran volumen, el nitrógeno es la solución preferida de la industria para lograr precisión y fiabilidad.
Al comparar el nitrógeno con otros gases utilizados en el corte por plasma, varios factores clave incluyen el rendimiento, la idoneidad del material y la rentabilidad.
1. Nitrógeno vs. Oxígeno:
El oxígeno mejora la velocidad de corte y crea una capa de óxido durante el corte, lo que puede resultar ventajoso para la preparación de la soldadura. Sin embargo, el oxígeno es menos adecuado que el nitrógeno para preservar la calidad de la superficie del material, ya que la capa de óxido puede provocar imperfecciones. Además, el oxígeno puede generar una mayor entrada térmica, lo que podría distorsionar los materiales más delgados. El nitrógeno, por otro lado, se destaca en cortes limpios sin oxidación, lo que lo hace ideal para aceros no aleados, acero inoxidable y aluminio.
|
Parámetro |
Nitrógeno |
Oxígeno |
|---|---|---|
|
velocidad de corte |
Moderado |
Alto |
|
Nivel de oxidación |
Ninguna |
Moderado a alto |
|
Calentamiento de materiales |
Bajo |
Existe un mayor riesgo de deformación. |
|
Materiales comunes |
Acero inoxidable, aluminio |
El acero dulce |
2. Nitrógeno vs. Aire:
El aire comprimido es rentable, práctico y se utiliza a menudo para cortar acero dulce y aluminio. Sin embargo, su mezcla de nitrógeno y oxígeno puede dar lugar a bordes menos limpios y a un mayor riesgo de contaminación de la superficie. El nitrógeno garantiza una mayor precisión y resultados más limpios, en particular para aplicaciones que requieren un aspecto estético.
|
Parámetro |
Nitrógeno |
Aire Comprimido |
|---|---|---|
|
Costo |
Más alto |
Más Bajo |
|
Limpieza de los bordes |
Alto |
Moderado |
|
Riesgo de contaminación de superficies |
Bajo |
Más alto |
3. Mezcla de nitrógeno y argón-hidrógeno:
El argón-hidrógeno se utiliza habitualmente para materiales más gruesos y ofrece arcos de corte excelentes, pero su coste es significativamente mayor. El nitrógeno es una opción más económica para espesores finos a medianos, ya que equilibra el rendimiento con los gastos operativos.
|
Parámetro |
Nitrógeno |
Mezcla de argón-hidrógeno |
|---|---|---|
|
Costo |
Más Bajo |
Más alto |
|
Adecuación para el espesor |
De fino a medio |
Materiales gruesos |
|
Estabilidad del arco de corte |
Moderado |
Alto |
En última instancia, la elección del gas depende de los requisitos específicos de la aplicación, incluidos el tipo de material, el espesor, el acabado superficial deseado y las consideraciones presupuestarias. El nitrógeno se destaca por su versatilidad y sus capacidades de corte limpio en varios casos de uso.
Para determinar el precio del gas nitrógeno es fundamental encontrar un equilibrio adecuado entre la prestación del servicio y el presupuesto. El costo del gas nitrógeno depende de distintas variables, como el método de suministro, los niveles de pureza y las tasas generales de consumo.
Métodos de suministro: El gas nitrógeno se puede suministrar en tanques de líquido a granel, cilindros de gas comprimido o se puede generar en el lugar. Si bien un generador de nitrógeno puede generar costos iniciales elevados, a largo plazo resulta muy económico para los usuarios de gran volumen. Por otro lado, los cilindros preenvasados son ventajosos para el uso irregular, pero son costosos a largo plazo.
Tasas de consumo: Dependiendo de la aplicación, un mayor caudal de gas nitrógeno requerirá mayores costos operativos para mantener la funcionalidad. Por ejemplo, los sistemas de corte por láser de alta potencia requieren de 300 a 600 pies cúbicos por hora. Calcular el consumo con precisión permitirá al usuario evitar gastos excesivos y también ayudará a determinar el método de suministro más eficiente.
Niveles de pureza: Los niveles de pureza del nitrógeno determinarán el costo del gas nitrógeno. Por ejemplo, el nitrógeno de alta pureza del 99.99 % o superior siempre costará más debido a los extensos procesos de filtración necesarios. Sin embargo, las opciones más económicas, como los filtros con un nivel de pureza del 95 % al 98 %, serán suficientes para cortar materiales más gruesos o que tengan un borde ligeramente oxidado.
Si se produce nitrógeno en las instalaciones, evalúe los gastos que implica el funcionamiento del generador. Los generadores de nitrógeno más nuevos pueden ser energéticamente eficientes, pero consumen energía adicional si no se controlan cuidadosamente.
Si el gas nitrógeno se almacena en cilindros o tanques, el transporte y el almacenamiento también contribuyen a los gastos generales. Además, en los planes financieros se debe tener en cuenta el mantenimiento rutinario de los sistemas de suministro de gas o de los generadores a gas para reducir las posibilidades de interrupciones y actividades que generen gastos innecesarios.
Aquellas empresas que conozcan estos criterios podrán gestionar los gastos del uso de gas nitrógeno sin afectar el desempeño de sus procesos operativos.

El oxígeno es una opción posible para el corte por plasma, especialmente para cortar acero dulce. Aunque es más costoso, el oxígeno mejora la velocidad y la calidad del corte al proporcionar un borde limpio y producir menos escoria. El refinamiento de la escoria no es particularmente eficaz para el aluminio o el acero inoxidable. En última instancia, el tipo, el grosor y la calidad del material que se va a cortar determinarán el mejor gas para el corte por plasma.
El beneficio más importante de usar oxígeno para cortar acero fresado con plasma en comparación con otros gases es la mejora en la velocidad de corte. Las propiedades reactivas del oxígeno permiten realizar cortes más profundos, lo que aumenta la productividad en proyectos con plazos de entrega limitados.
Cuando se utiliza oxígeno con acero dulce, se minimiza la escoria y los bordes presentan una mayor precisión. Por lo tanto, se requieren pocos o ningún retoque de acabado después del corte para que tenga un buen aspecto.
Con acero dulce, el oxígeno corta de manera más efectiva con potencia y profundidad constantes cuando el acero crea secciones de corte más gruesas.
Si bien es cierto que el oxígeno tiene costos más altos, estos lo hacen favorable para cortar acero dulce, aunque se deben considerar materiales alternativos y otros factores.
Aumento de los costes de operación
Aunque el oxígeno proporciona una calidad y unos cortes excelentes desde el punto de vista económico, es ligeramente más costoso que otras opciones de gas para el corte por plasma, como el aire o el nitrógeno. Este aumento de costes puede afectar a los presupuestos operativos, especialmente en el caso de empresas con operaciones de corte a gran escala.
Restricciones de compatibilidad de materiales
El oxígeno tiene el mejor rendimiento de corte en acero dulce. Es ineficaz en otros materiales, como el aluminio o el acero inoxidable. En cambio, otros gases como el argón-hidrógeno o el nitrógeno funcionarían mucho mejor debido a sus características específicas.
Acumulación de óxido
El uso de oxígeno durante el corte con plasma generaría una acumulación de óxido en la superficie cortada en materiales gruesos y sería necesario limpiarlos o procesarlos más para recibir el acabado requerido.
Disminución de la vida útil de los elementos consumibles
El corte con plasma de oxígeno acelera el desgaste de los consumibles más rápido que otros gases debido a que las temperaturas de funcionamiento son más rápidas. Esto conduce a un mayor corte del exceso de empuje, que se carga con mayor frecuencia y da como resultado tiempos de inactividad.
Rango de corte estrecho de espesor
Para algunos aceros muy gruesos de 2 pulgadas o 50 mm, un gas em o oxicombustible puede tener una velocidad de corte menor que otro gas o gas mixto, como el oxígeno, que es el más adecuado para tales aplicaciones. Es posible que se necesite más de una pasada o más de un alambre fino.
Es vital contrarrestar estas limitaciones con los beneficios de utilizar oxígeno en el corte por plasma y, al mismo tiempo, garantizar que sirva al propósito previsto del proyecto.
Hay mucho que considerar antes de decidir si el oxígeno es el más adecuado para el corte por plasma y si se ajusta a las necesidades del proyecto. El uso de oxígeno es ideal en determinadas situaciones; sin embargo, se deben tener en cuenta los requisitos de corte que se deben cumplir. A continuación, se presentan los puntos principales que se han extraído de hechos técnicos y experiencias prácticas:
Corte de acero dulce
El oxígeno es el combustible de corte más adecuado para el acero dulce porque permite obtener bordes limpios y reducir la formación de escoria. La reacción del oxígeno con el acero proporciona velocidades de corte aún mayores, lo que da como resultado resultados de mayor calidad de borde que los otros gases. Es adecuado para acero al carbono de espesores de 0.5 a 1 pulgada (12 a 25 mm).
Calidad de los bordes y precisión
Cuando hay oxígeno disponible, el objetivo de corte se puede lograr fácilmente con bordes lo suficientemente lisos. El oxígeno también es excelente para cortar, ya que los bordes se pueden terminar con precisión y en escuadra. Esto lo hace muy aplicable en el corte con plasma de ozono en las industrias de acero estructural y automotriz, donde la apariencia o belleza y las mediciones precisas de los productos son fundamentales.
Rapidez y eficiencia
El uso de oxígeno permite alcanzar velocidades de corte más altas en acero dulce más delgado (hasta 1 pulgada), superando al nitrógeno y al aire en todos los demás aspectos. Esto aumenta la productividad en muchas aplicaciones industriales. Por otro lado, el oxígeno no puede cortar acero extremadamente grueso con alta velocidad o eficiencia.
Compatibilidad de materiales
El oxígeno es adecuado para aceros con bajo contenido de carbono. Sin embargo, no funciona bien en materiales no ferrosos como el aluminio y el acero inoxidable porque provoca oxidación en los bordes. En estos materiales, la calidad de los bordes se conserva mejor utilizando gases inertes como el nitrógeno o el argón.
Parámetros técnicos
El rango de corriente de corte es de 50 a 400 A, dependiendo del espesor del material y las especificaciones del cortador.
Velocidad de corte (acero dulce, 0.5 pulgadas): Dependiendo de varios factores, la velocidad puede configurarse hasta 60 pulgadas por minuto.
Caudal de gas: El caudal de gas para oxígeno es generalmente de 40 a 80 psi, con cifras ajustadas según las necesidades del material y la antorcha.
Al elegir el oxígeno, asegúrese de que se corresponda con el tipo de material, la calidad del borde y las consideraciones de velocidad operativa. Los gases alternativos, como el nitrógeno o las mezclas de argón-hidrógeno-gen, pueden ser mejores para metales no ferrosos y acero más grueso. Siempre consulte las instrucciones del equipo para determinar la configuración ideal.

La elección del gas para su sistema de corte por plasma depende de criterios como el material que se va a cortar, la calidad del corte y las prioridades operativas clave, que pueden ser la velocidad o el costo. Mientras que el oxígeno corta el acero al carbono a alta velocidad y con bordes limpios, el nitrógeno se utiliza para cortar aluminio y acero inoxidable, ya que se oxida muy poco. Las mezclas de argón e hidrógeno son excelentes para cortar materiales gruesos y metales no ferrosos con gran precisión. Siempre verifique las especificaciones de su equipo o la compatibilidad con el material para brindarle el mejor rendimiento.
La selección de un gas de corte para el corte por plasma es crucial porque necesito lograr los resultados especificados. Para lograr resultados óptimos, me aseguro de que el tipo de material que estoy cortando esté bien definido: metales no ferrosos, aluminio, acero al carbono y acero inoxidable, ya que varios materiales funcionan mejor con tipos de gas específicos. Por ejemplo, el oxígeno funciona mejor cuando se combina con acero al carbono, mientras que el nitrógeno es eficiente con metales no ferrosos como el aluminio. Además, me concentro en la calidad y el acabado del corte. El nitrógeno o una mezcla de argón e hidrógeno sería ideal si se requieren bordes lisos y limpios. Por último, se deben tener en cuenta elementos como el costo y la velocidad. Otros gases pueden ayudar con el corte de precisión, pero el oxígeno puede ofrecer cortes más rápidos, lo que es más adecuado para empresas de gran volumen. Ver estos factores orientadores y considerar las especificaciones de mi equipo me permite tomar la decisión adecuada.
Para adaptar el tipo de gas a las especificaciones de la máquina de corte por plasma, es necesario tener en cuenta sistemáticamente algunos puntos clave:
Compatibilidad de materiales
Oxígeno Adecuado para: Corte de acero dulce y acero al carbono ya que tiene una buena velocidad de corte y calidad de filo.
Nitrógeno Adecuado para: Metales no ferrosos como aluminio y acero inoxidable para una buena precisión y calidad de corte.
La mezcla de argón e hidrógeno se adapta al acero inoxidable o al aluminio grueso; la calidad de corte para materiales más gruesos es esencial.
Acabado de corte deseado:
Nitrógeno – Recomendado para: Materiales no ferrosos donde los bordes deben ser lisos y limpios.
El oxígeno funciona bien cuando es necesario oxidar un borde hasta cierto punto y el corte es económico.
La mezcla de argón e hidrógeno funciona bien en aplicaciones de alta precisión.
Velocidad versus rentabilidad:
Para cortar, el oxígeno funcionará mejor; es preferible el costo más que la precisión: la presión de gas recomendada debe estar entre 40 y 70 psi, según el espesor de la hoja.
El nitrógeno se centra igualmente en la precisión y la rentabilidad, y la presión recomendada es de 50 a 75 psi.
El hidrógeno argón es más dominante y agrega positividad con una presión más baja, mientras que se recomienda de 35 a 50 psi para lograr precisión en trabajos difíciles.
Para mejorar el rendimiento de la máquina, consulte siempre el manual provisto con el cortador de plasma para ver qué tipo de gas se recomienda para cada material y los niveles de presión para garantizar medidas de costo y seguridad durante el uso de la máquina.
Elegir el mejor gas para el corte por plasma requiere una cuidadosa consideración del costo, la disponibilidad y el rendimiento según las especificaciones del proyecto.
Oxígeno
Rendimiento: El corte con oxígeno da como resultado un proceso de corte de alta velocidad. El aspecto del filo es superior para cualquier persona que trabaje con acero al carbono. Por lo tanto, el oxígeno es el mejor gas para cualquier aplicación de acero dulce.
Costo: El oxígeno no es tan caro y resulta rentable ya que hay menos desperdicio al cortar.
Parámetros técnicos: La presión del gas en rangos normales de 40-70 PSI, dependiendo del espesor del acero, proporciona resultados de corte óptimos.
Nitrógeno
Rendimiento: El nitrógeno es ideal para cortar acero inoxidable y aluminio. Proporciona cortes limpios y suaves con mínima formación de escoria y es compatible con altas velocidades de corte.
Costo: El precio es moderado y justo en comparación con el rendimiento de corte en metales no ferrosos.
Parámetros técnicos: Los rangos recomendados suelen rondar los 50-75 psi; se garantiza precisión y eficiencia.
Mezcla de argón e hidrógeno
Rendimiento: Esta mezcla es perfecta para cortar piezas gruesas de acero inoxidable y aluminio de diseño. Produce cortes significativos y deseables con la mejor precisión y mínima oxidación.
Costo: El hidrógeno argón es caro en comparación con otros; sin embargo, es menos costoso cuando se trata de materiales rígidos que requieren alta precisión.
Parámetros técnicos: El control de la presión a 35-50 PSI ayuda a crear los mejores y más suaves bordes en los trabajos más desafiantes. La sección de fundición puede proporcionar varios bordes superiores para hacer roscas notablemente suaves.
Aire Comprimido
Rendimiento: esta opción es eficaz para cortes de uso general y, al mismo tiempo, asequible. Funciona en acero dulce, acero inoxidable y aluminio, pero es posible que no tenga un rendimiento tan bueno en cuanto a la calidad de los bordes como otros gases.
Costo: Dado que este tipo de gas es económico y está fácilmente disponible, se puede utilizar para aplicaciones a pequeña escala o en talleres sin problemas.
Parámetros técnicos: Normalmente, la presión operativa oscila entre 90 y 120 psi, aunque varía según las especificaciones de la máquina.
Recomendaciones finales
En términos de costo, rendimiento y disponibilidad, es mejor encontrar el punto óptimo y tenerlo todo haciendo lo siguiente:
El oxígeno se utiliza para el acero dulce debido a su alta calidad y velocidad.
Se deben utilizar metales no ferrosos como el acero inoxidable o, en ocasiones, aluminio, nitrógeno o una mezcla de argón e hidrógeno. La elección depende del espesor del metal y de la precisión requerida.
Para operaciones económicas, se puede utilizar aire comprimido donde la calidad ideal del borde no importa tanto.
Consulte siempre el manual de su cortadora de plasma para conocer los ajustes de seguridad y rendimiento óptimos específicos para el material y la aplicación.

Por supuesto, la seguridad es lo primero al manipular gases en el corte por plasma. Cuando se trabaja con gases inertes o incluso reactivos como el nitrógeno o el argón-hidrógeno, se debe dar prioridad a una ventilación adecuada para evitar la acumulación de humos o gases nocivos. Siempre tenga cuidado al manipular cilindros de gas comprimido. Asegúrelos correctamente y evite que se vuelquen. Utilice guantes y protección ocular adecuados; estos son fundamentales cuando se trabaja con altas temperaturas y deslumbramiento. Asegúrese de que el dispositivo cumpla con todos los requisitos del gas objetivo y con la presión, los caudales y los ajustes de compatibilidad de gases del dispositivo para evitar todos los riesgos mínimos.
Tengo que seguir unas normas estrictas cuando tengo que almacenar y manipular gases de corte por plasma. En primer lugar, compruebo que todos los cilindros de gas estén almacenados en posición vertical en un espacio bien ventilado y asegurados con cadenas o correas para evitar que se vuelquen. Además, también me aseguro de que se mantengan alejados de fuentes de calor, llamas abiertas y luz solar directa, ya que esto puede aumentar las posibilidades de acumulación de presión. Durante el transporte de los cilindros, los inspecciono cuidadosamente para detectar cualquier signo de fugas o daños para poder utilizar reguladores de presión adecuados para ese gas en particular. En cuanto al almacenamiento, me aseguro de que todos los gases inflamables se mantengan en un lugar diferente de los oxigenadores para evitar reacciones químicas peligrosas. Por último, verifico mis hojas de datos de seguridad y las instrucciones del fabricante para un uso y mantenimiento adecuados.
Una ventilación adecuada es esencial cuando se trabaja con gases de corte por plasma para crear un espacio de trabajo seguro y evitar la inhalación de vapores y gases tóxicos de freón. A continuación, se incluye una lista de los requisitos de ventilación más importantes para los diferentes tipos de gases utilizados:
Argón: El argón es un gas inerte y no tóxico. Sin embargo, es más pesado que el aire y puede ocupar áreas sin oxígeno. Por lo tanto, se debe considerar la ventilación por extracción para evitar la hipoxemia, donde el nivel de oxígeno cae por debajo del 19.5%.
Oxígeno: La presencia de oxígeno en condiciones de enriquecimiento puede provocar riesgo de incendio. La ventilación general debe realizarse siempre con instrumentos que no produzcan chispas y deben implementarse medidas para mantener la concentración de oxígeno por debajo del 23.5 %.
Nitrógeno: el gas criptón no inflamable puede ser peligroso, ya que puede provocar asfixia cuando se concentra. Para controlar los niveles de oxígeno, se deben implementar sistemas de ventilación por extracción local o de intercambio de aire.
Hidrógeno: El gas hidrógeno es extremadamente inflamable y puede producir compuestos altamente explosivos cuando se mezcla con el aire. Siempre tome medidas de ventilación para evitar que los niveles de hidrógeno se encuentren por debajo del límite explosivo inferior (LIE) (4 % en el aire).
Aire comprimido: aunque el aire comprimido no suponga una amenaza inmediata, el corte puede generar sustancias químicas y humos nocivos. Se recomienda utilizar ventilación local para reducir la acumulación de contaminantes en la habitación.
Todo sistema de ventilación debe estar diseñado para un intercambio de aire adecuado y cumplir con las normas de OSHA y ANSI. Puede resultar ventajoso invertir en monitores de flujo de aire portátiles para verificar los niveles de gas y garantizar aún más la seguridad de los empleados.
Cuando realizo cortes con plasma, presto especial atención a las medidas de seguridad y utilizo el equipo de protección personal (EPP) adecuado. Por ejemplo, me pongo un casco de soldadura ajustado con un tono entre 5 y 9 (según el amperaje utilizado), diseñado para gafas o anteojos con protectores laterales que pueden romperse (certificados por ANSI Z87.1) durante el corte. Estos anteojos también me protegen de la peligrosa radiación ultravioleta.
Además, uso un respirador aprobado por NIOSH en áreas sin ventilación o cuando corto acero inoxidable o aluminio, que emiten humos peligrosos. También uso guantes resistentes al calor, generalmente hechos de cuero u otro material rígido, para proteger mis manos de quemaduras causadas por altas temperaturas o chispas durante el proceso de corte.
Para mi trabajo, uso ropa resistente al fuego que me cubre los brazos y las piernas, junto con botas antideslizantes con puntera de acero para mayor seguridad en el lugar de trabajo. También uso orejeras o tapones para los oídos para bloquear el ruido excesivo al cortar con un cortador de plasma.
El uso del EPP proporcionado y las reglas de seguridad garantizan mi seguridad en primer lugar durante las operaciones de corte por plasma.
Proveedor líder de mecanizado de metales CNC en China
R: El gas de plasma es el gas principal que se utiliza en un sistema de corte por plasma para crear el arco de plasma. Es fundamental porque determina la calidad del corte, la velocidad de corte y los tipos de materiales que se pueden cortar. Los gases de plasma más comunes son el aire, el oxígeno, el nitrógeno y el argón, cada uno de los cuales ofrece diferentes beneficios para diversas aplicaciones de corte.
R: Los cortadores de plasma suelen utilizar aire comprimido como gas de plasma principal para la mayoría de las aplicaciones. Es rentable y adecuado para cortar una amplia gama de materiales. Sin embargo, se pueden utilizar otros gases, como oxígeno, nitrógeno o argón, para materiales específicos o para lograr cortes de mayor calidad y velocidades de corte más rápidas.
R: El oxígeno se puede utilizar como gas de plasma, en particular para cortar acero al carbono. El plasma de oxígeno proporciona velocidades de corte más rápidas y cortes más limpios en metales ferrosos. Se utiliza a menudo en sistemas de corte por plasma CNC para cortes de precisión en materiales más gruesos. Sin embargo, el oxígeno no debe utilizarse para cortar acero inoxidable o aluminio, ya que puede provocar oxidación.
R: El plasma de nitrógeno es excelente para cortar acero inoxidable y aluminio. Proporciona cortes de alta calidad con mínima escoria y un acabado de borde suave. El nitrógeno también se utiliza como gas secundario o gas de protección en algunos sistemas de corte por plasma para mejorar la calidad del corte y prolongar la vida útil de los consumibles. Es particularmente eficaz para cortar materiales de hasta 3 pulgadas de espesor.
R: El gas argón produce el arco de plasma más caliente entre los gases de corte por plasma estándar. Si bien no se lo suele utilizar como gas único para cortar debido a su baja velocidad de corte, el argón suele mezclarse con otros gases, como el hidrógeno, para crear un plasma de alta temperatura para cortar materiales gruesos o para aplicaciones de ranurado por plasma.
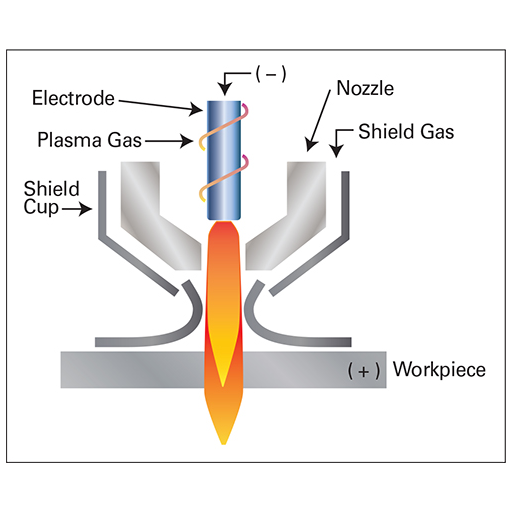
R: Sí, muchos sistemas avanzados de corte por plasma utilizan configuraciones de dos gases. Estos sistemas emplean un gas de plasma primario para crear el arco de plasma y un gas secundario o gas de protección para proteger el área de corte y mejorar la calidad del corte. Por ejemplo, un sistema podría utilizar oxígeno como gas de plasma y aire como gas de protección para cortar acero dulce.
R: Para determinar qué gases son adecuados para su soplete de plasma, consulte el manual de su equipo o las recomendaciones del fabricante. La elección del gas depende de factores como el material de corte, la calidad de corte deseada, los requisitos de velocidad de corte y las capacidades de su sistema de corte por plasma. El uso del gas correcto garantiza un rendimiento óptimo y evita daños a su equipo.
R: Si bien algunos gases utilizados en el corte por plasma, como el argón y el nitrógeno, también se utilizan en los procesos de soldadura, es importante tener en cuenta que el corte por plasma y la soldadura son procesos distintos con diferentes requisitos de gas. Sin embargo, según las aplicaciones específicas y la configuración del equipo, algunos talleres de fabricación pueden utilizar el mismo suministro de gas para las operaciones de corte por plasma y soldadura.

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →